Спосіб виготовлення регенеративного патрона дихального апарата та пристрій для здійснення способу
Номер патенту: 85075
Опубліковано: 25.12.2008
Автори: Грищук Олександр Володимирович, Талалаєв Дмитро Гаврилович, Вассерман Григорій Давидович, Літман Леонід Семенович, Лучко Віктор Миколайович, Котюхов Микола Вікторович, Стародуб Валерій Олексійович

Формула / Реферат
1. Спосіб виготовлення регенеративного патрона дихального апарата, при якому послідовно виконують складання та з'єднання деталей корпуса, закріплюють у порожнині вдиху корпуса пиловловлювальний фільтр і теплорозподільник, наповнюють краще в середовищі осушеного повітря порожнину корпуса гранульованою (2-7 мм) кисневмісною речовиною на основі надпероксидів лужних металів, ущільнюють шар речовини на вібростенді, розташовують над шаром перфоровану перегородку та пружини стиску, здійснюють закупорювання корпуса кришкою, монтують брикет і механізм пускового пристрою, контролюють герметичність патрона, який відрізняється тим, що перед наповненням корпуса речовиною виконують додаткову обробку - обкочування безформних гранул у галтувальному барабані, після чого її розсіюють на ситі та продувають отриману ділову фракцію від пилу потоком осушеного повітря.
2. Пристрій для здійснення способу виготовлення регенеративного патрона дихального апарата, який має раму, циліндричний барабан для речовини, що герметично закривається та розміщений на валках, з'єднаних з приводом, який відрізняється тим, що привід виконаний із можливістю забезпечення рівності:
![]() ,
,
де
D - внутрішній діаметр обичайки барабана (м),
nmах - максимальна частота обертів барабана (хв-1),
n - вибрана частота обертів барабана (хв-1) для отримування подріблення гранул речовини не більше 4 % об'ємної частки її фракційного складу протягом визначеного часу.
Текст
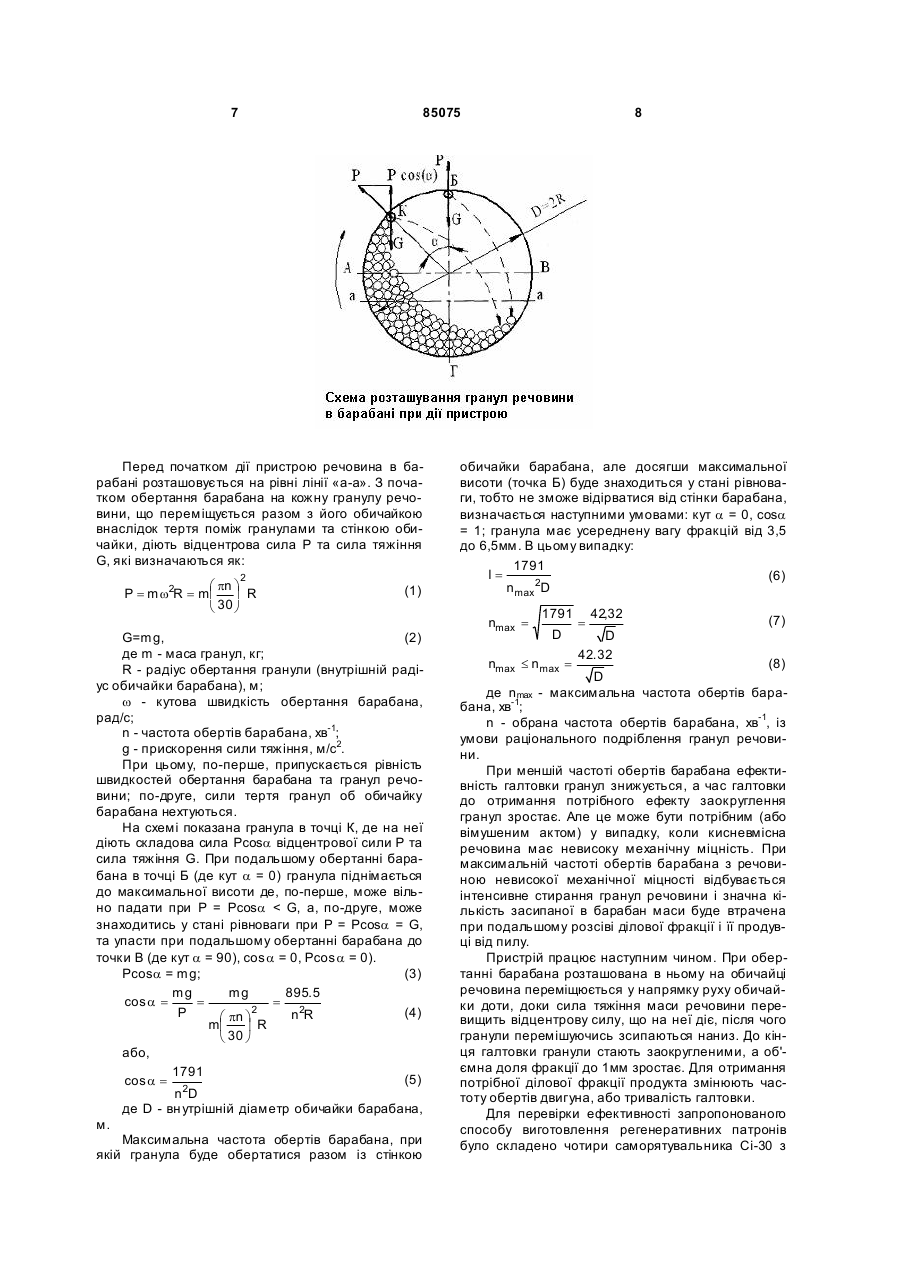
1. Спосіб виготовлення регенеративного патрона дихального апарата, при якому послідовно виконують складання та з'єднання деталей корпуса, закріплюють у порожнині вдиху корпуса пиловловлювальний фільтр і теплорозподільник, напо C2 2 (19) 1 3 85075 - складання та з'єднання електрозваркою деталей корпуса; - закріплення в корпусі пиловловлювального фільтра; - закріплення в корпусі електрозваркою теплорозподілювача; - наповнення порожнини корпуса гранульованою кисневмісною речовиною; - ущільнення шару речовини на вібростенді; - продувку речовини від пилу потоком осушеного повітря; - розташування над шаром речовини перфорованої перегородки з пружинами; - закупорення корпуса кришкою; - контроль герметичності корпуса після зварки з кришкою; - нанесення антикорозійного покриття на патрон; - маркування патрона; - монтаж пускового брикета та механізма пускового пристрою. Недоліком цього патрона є те, що при постачанні дихального апарата на експорт він не в усіх країнах відповідає вимогам нормативних документів по стійкості до дії вібраційних і ударних навантажень, а також по допускній величині опору диханню, які установлені стандартами країн на апарати з хімічно зв'язаним киснем: - ДСТУ EN 401:2004 (Україна, «Засоби індивідуального захисту органів дихання для саморятування. Автономні дихальні апарати з замкненим дихальним контуром. Апарати з хімічно зв'язаним киснем (К02) для евакуації. Вимоги, випробування, маркування.) вимагає, щоб апарат, по-перше, був стійким до ударних навантажень при падінні з висоти 1,5м на бетонну підлогу на кожну з трьох сторін; по-друге, був стійким до вібраційних навантажень, які виникають при переміщенні (падінні) на сталеву пластину по вертикалі на 20мм, а по горизонталі - на 6мм із загальним числом циклів 500протягом 5 хвилин; по-третє, забезпечував опір вдиху (видиху) не більше 0,75кПа; - ГОСТ Р 12.4.220-2001 (Российская Федерация. ССБТ. Средства индивидуальной защиты органов дыхания. Аппараты изолирующие с химически связанным кислородом (самоспасатели). Общие те хнические требования. Методы испытаний.) вимагає, щоб апарат, по-перше, був стійким до ударних навантажень при падінні з висоти 1,5м на бетонну підлогу на кожну з трьох сторін; подруге, був стійким до ударних навантажень, які виникають при галтовці в шетигранному барабані протягом шести хвилин із частотою обертів 50хв-1; по-третє, забезпечував опір вдиху (види ху) не більше 0,1кПа; - EN 13794:2002 (Е) (Германия и др. - всего 20 стран, «Средства защиты дыхания. Автономные дыхательные аппараты с замкнутым контуром для эвакуации. Требования, испытания, маркировка») вимагає, щоб апарат, по-перше, був стійким до ударних навантажень при падінні з висоті 1,5м на бетонну підлогу на кожну з трьох сторін; по-друге, був стійким до вібраційних навантажень, які виникають при переміщенні (падінні) на сталеву пластину по вертикалі на 20мм, а по горизонталі - на 6мм із загальним числом циклів 500 протягом п'яти 4 хвилин; по-третє, забезпечував опір вдиху (видиху) не більше 0,75кПа; - SANS 1737:200X (ЮАР, «Дыхательный аппарат для выхода из опасной зоны, носимый на поясе») вимагає, щоб апарат, по-перше, був стійким до ударних навантажень при падінні з висоти 1,5м на бетонну підлогу на 7 сторін; по-друге, був стійким до вібраційних навантажень, які виникають при переміщенні по вертикалі та горизонталі над 12,5мм із загальним числом циклів 32000 на кожну із трьох сторін; по-третє, був стійким до сінусоїдальної вібрації з амплітудою 3мм і частотою коливань (10¸450¸10)Гц по одній годині на 8 сторонах із максимальним прискоренням 40м/с2; по-четверте, був стійким до сінусоїдальної вібрації (30-35)Гц із максимальним прискоренням 50м/с2 по одій годині на 8 сторонах; по-п'яте, був стійким до вібраційних навантажень, які виникають при переміщенні (падінні) на сталеву пластину по вертикалі на 20мм, а по горизонталі - на 6мм із загальним числом циклів 5000; по-шосте, був стійким до ударних навантажень із максимальним прискоренням 100м/с2 по 3000 циклів на кожній із 6 сторін; по-сьоме, забезпечував опір вдиху (видиху) не більше 1кПа. На підставі викладеного випливає, що дихальні апарати, які виконані стійкими до вібраційних і ударних навантажень згідно з ДСТУ EN 401:2004, ГОСТ Р 12.4.220-2001 і EN 13794:2002 (Е) не відповідають вимогам SANS 1737:200X при постачанні їх до Південно-Африканської Республіки, а щоб вони відповідали вимогам цього стандарту потрібно удосконалити конструкцію патрона та амортизаторів патрона в корпусі апарата, або виконати інші технічні рішення, наприклад, технологічного характеру. Спосіб виготовлення регенеративного патрона дихальних апаратів (саморятувальників) ШСС-1У обрано як прототип. На підставі викладеного випливає, що завданням, на вирішення якого спрямований винахід, є поліпшення експлуатаційних характеристик патрона та дихального апарата в цілому за рахунок зниження опору дихання та забезпечення стійкості апарата до дії вібраційних і ударних навантажень незалежно від їх типу і параметрів, а також відповідності вимогам стандартів різних країн. Рішення цього завдання досягається тим, що в відомому способі виготовлення регенеративного патрона дихального апарата, при якому послідовно виконують складання і з'єднання деталей корпуса, закріплюють у порожнині вдиху корпуса пиловловлювальний фільтр і теплорозподілювач, наповнюють краще в середовищі осушеного повітря порожнину корпуса гранульованою (2-7мм) кисневмісною речовиною на основі надпероксидів лужніх металів, ущільнюють шар речовини на вібростенді, розташовують над ним перфоровану перегородку та пружини стиску, здійснюють закупорення корпуса кришкою, монтують брикет і механізм пускового пристрою, контролюють герметичність патрона, відповідно до винаходу, перед наповненням корпуса речовиною заздалегідь виконують додаткову обробку - обкочування гранул у галтувальному барабані, після чого її розсіюють на 5 85075 ситі та продувають отриману ділову фракцію від пилу потоком осушеного повітря; при цьому галтовку речовини здійснюють на пристрої, який має раму, циліндричний барабан для речовини, що герметично закривається та розміщений на валках, з'єднаних з привідом, відповідно до винаходу, виконаний із можливістю забезпечення рівності: 42 .32 n £ nmax = D , де D - вн утрішній діаметр обичайки барабана, м; nmах - максимальна частота обертів барабана, хв.-1; n - обрана частота обертів барабана, хв'', для отримання подріблення гранул речовини не більше 4 % об'ємної долі її фракційного складу протягом визначеного часу. Сутність способу полягає у наступному. Кисневмісна речовина уявляє собою зернистий продукт, у склад якого входить надпероксид калию (КO2), оксид кальцію (СаО) та зв'язувальна речовина. Зерна (гранули) речовини не мають певної форми, бо їх поверхня може бути округленою, багатогранною с плоскими гранями або округленою з плоскими гранями. Фракційний склад речовини такий: гранул із розміром більше 6,5мм 2%; від 5,5-6,5мм - 25%; від 3,5 до 5,5 - 50%; від 1,0 до 3,5мм - 20%; меньше 1.0мм - 3%. Речовина характеризується механічною міцністю від 80 до 90%, а також гігроскопічністю (див. «Продукты регенеративные ОКЧ3» ТУ У 7837-037-05807954-96). При експлуатації саморятувальники зазнають вібраційні навантаження (при спусканні/підніманні гірників у шахтній кліті) та удари об ґрунт і покрівлю пласта та його кріплення при переміщенні гірника по виробці. Внаслідок наявності повітряних проміжок (каналів) поміж безформними гранулами в шарі речовини патрона вони під дією зовнішніх навантажень при експлуатації та лабораторних випробуваннях нових апаратів згідно стандартів можуть змінювати взаємне положення в усі х напрямках внаслідок стирання гострих кромок граней, що змінює форму та розміри гранул. При цьому об'ємна доля із розмірами меньше 1мм збільшується, а гранули в шарі речовини ущільнюються із зменьшенням висоти шару та прохідного перерізу каналів поміж ними, що відбувається під дією пружин рухомої перфорованої перегородки патрона. Утворений пил затримується фільтром, який виконаний в вигляді об'ємної прокладки з скловолокна. Ущільнення подрібнених гранул та запилений фільтр є причиною підвищення опору дихання. Технічне рішення, що пропонується, передбачає попереднью перед наповненням корпуса патрона додаткову обробку (обкочування) речовини для надання гранулам усіх фракцій більш обтічної (заокругленої) форми, без гострих кромок, що дозволяла би щільне та компактне укладання їх у шарі без можливості зміни взаємного положення 6 навіть при дії зовнішніх навантажень. Це виключає стирання та подріблення гранул у шарі речовини в патроні, що запобігає підвищенню опору диханню та забезпечує відповідність апарата нормам стандартів. Додаткова обробка (обкочування) безформних гранул кисневмісної речовини виконується шляхом галтовки її у циліндричному барабані пристрою для здійсненя способу протягом визначеного часу с певною частотою обертів барабана. Після обкочування розсіюють речовину до отримання ділової фракції та продувають її від пилу потоком осушеного повітря. Ділова фракція має той же склад по розмірам гранул та їх об'ємній долі, але гранули мають уже обтічну (заокруглену форму). Відомий пристрій для обробки речовини має раму, циліндричний барабан для речовини, що герметично закривається та розміщений на валках, з'єднаних із привідом. Привід містить електродвигун, редуктор, який з'єднаний з одним із валків ремінною передачею, та пусковий пристрій двигуна. Складові частини такого пристрою відомі (див. рисунок 2 «Продукты регенеративные ОКЧ3» ТУ 7837-037-05807954-96). Він застосовується для лабораторних випробувань механічної міцності кисневмісного продукта. Його барабан діаметром 80 мм розрахований на розміщення обмеженої кількості речовини (проби 50г) та семи металевих кульок діаметром 22, 225мм по ГОСТ 3722-81. Цей пристрій обрано як прототип. Він має малу продуктивність. Барабан пристрою для здійснення способу має діаметр від 400 до 600мм та висоту до 800мм і обладнаний кришкою, яка герметично закривається на корпусі барабана. Шорсткість внутрішньої поверхні обичайки барабана повинна бути Ra 1,6¸Ra 3,2. Дуже важливою є умова виконання наближеної нерівності nmax £ nmax = 42,32 / D . Частота обертів барабана п повинна бути обрана такою, щоб забезпечувалось протягом визначеного часу подріблення гранул речовини не більше 4% об'ємної долі її фракційного складу. Це потрібно для того, щоб більша об'ємна доля подріблення гранул речовини не ставила під сумнів доцільність додаткової обробки речовини внаслідок зростання витрат на її к упування. Бажано, щоб електродвигун пристрою був багатошвидкісним. При додатковій обробці (обкочуванні) гранул речовини в барабан засипають 50-75% його місткості та гаптують речовину протягом 60-90 хвилин. Тривалість галтовки залежить від механічної міцності речовини: чим менше її міцність, тим менше має бути тривалість галтовки. Тривалість галтовки у кожному випадку визначають експериментальне, а критерієм раціонального вибору тривалості галтовки буде отримання гранулами речовини обтічної (заокругленої) форми з подрібленням не більше 4% при частоті обертів барабана, визначеної наступним чином. 7 85075 Перед початком дії пристрою речовина в барабані розташовується на рівні лінії «a-a». З початком обертання барабана на кожну гранулу речовини, що переміщується разом з його обичайкою внаслідок тертя поміж гранулами та стінкою обичайки, діють відцентрова сила Р та сила тяжіння G, які визначаються як: 2 æ pn ö P = m w2R = mç ÷ R è 30 ø (1) G=mg, (2) де m - маса гранул, кг; R - радіус обертання гранули (внутрішній радіус обичайки барабана), м; w - кутова швидкість обертання барабана, рад/с; n - частота обертів барабана, хв-1; g - прискорення сили тяжіння, м/с2. При цьому, по-перше, припускається рівність швидкостей обертання барабана та гранул речовини; по-друге, сили тертя гранул об обичайку барабана нехтуються. На схемі показана гранула в точці К, де на неї діють складова сила Pcosa відцентрової сили Р та сила тяжіння G. При подальшому обертанні барабана в точці Б (де кут a = 0) гранула піднімається до максимальної висоти де, по-перше, може вільно падати при Р = Pcosa < G, а, по-друге, може знаходитись у стані рівноваги при Р = Pcosa = G, та упасти при подальшому обертанні барабана до точки В (де кут a = 90), cosa = 0, Pcosa = 0). Pcosa = mg; (3) mg mg 895. 5 cos a = = = 2 2 P (4) nR æ pn ö mç ÷ R è 30 ø або, 1791 (5) cos a = 2 n D де D - вн утрішній діаметр обичайки барабана, м. Максимальна частота обертів барабана, при якій гранула буде обертатися разом із стінкою 8 обичайки барабана, але досягши максимальної висоти (точка Б) буде знаходиться у стані рівноваги, тобто не зможе відірватися від стінки барабана, визначається наступними умовами: кут a = 0, cosa = 1; гранула має усереднену вагу фракцій від 3,5 до 6,5мм. В цьому випадку: 1791 l= (6) nmax2D 1791 42,32 (7) = D D 42. 32 nmax £ nmax = (8) D де nmах - максимальна частота обертів барабана, хв-1; n - обрана частота обертів барабана, хв-1, із умови раціонального подріблення гранул речовини. При меншій частоті обертів барабана ефективність галтовки гранул знижується, а час галтовки до отримання потрібного ефекту заокруглення гранул зростає. Але це може бути потрібним (або вімушеним актом) у випадку, коли кисневмісна речовина має невисоку механічну міцність. При максимальній частоті обертів барабана з речовиною невисокої механічної міцності відбувається інтенсивне стирання гранул речовини і значна кількість засипаної в барабан маси буде втрачена при подальшому розсіві ділової фракції і її продувці від пилу. Пристрій працює наступним чином. При обертанні барабана розташована в ньому на обичайці речовина переміщюється у напрямку руху обичайки доти, доки сила тяжіння маси речовини перевищить відцентрову силу, що на неї діє, після чого гранули перемішуючись зсипаються наниз. До кінця галтовки гранули стають заокругленими, а об'ємна доля фракції до 1мм зростає. Для отримання потрібної ділової фракції продукта змінюють частоту обертів двигуна, або тривалість галтовки. Для перевірки ефективності запропонованого способу виготовлення регенеративних патронів було складено чотири саморятувальника Сі-30 з nmax = 9 85075 номінальним часом захисної дії 30 хвилин., які були піддані дії вібраційних і ударних навантажень згідно з SANS 1737:200X та випробуванням на динамічній установці з «штучними легенями». В апаратах були використані три патрона, наповнених додатково обробленою згідно винаходу кисневмісною речовиною та один патрон, наповнений речовиною по ТУ 7837-037-05807954-96 без додаткової обробки, тобто серійною. Обробка речовини була виконана в барабані діаметром 80мм протягом 90 хвилин при частоті обертів барабана 50хв-1. Барабан був наповнений речовиною на 75% своєї місткості. Металеві кульки не використовувались. При випробуваннях одержані наступні результати: - Сі-30 №1 (апарат із серійним продуктом): опір диханню на третій хвилині дії апарата перевищив 2,2кПа. Апарат не відповідає вимогам стандарта SANS 1737:200X; - Сі-30 №2 (апарат із обробленим продуктом): опір диханню протягом часу захисної дії 30 хвилин змінювався від 0,4кПа до 0,62кПа, а на 39 хвилині не перевищював 0,75кПа. Апарат відповідає вимогам стандарта SANS 1737:200X; - Сі-30 №3 (апарат із обробленим продуктом): опір диханню протягом часу захисної дії 30 хвилин змінювався від 0,4кПа до 0,67кПа, а на 37 хвилині не перевищював 0,8кПа. Апарат відповідає вимогам стандарта SANS 1737:200X; - Сі-30 №4 (апарат із обробленим продуктом): опір диханню протягом часу захисної дії 30 хвилин змінювався від 0,3кПа до 0,42кПа, а на 40 хвилині не перевищював 0,6кПа. Апарат відповідає вимогам стандарта SANS 1737:200X. Комп’ютерна в ерстка В. Клюкін 10 Саморятувальники Сі-30 з патронами згідно винаходу були надіслані в ПАР для подальших випробувань. Були виготовлені також 2 патрона саморятувальника ШСС-ІПУ KS з номінальним часом захисної дії 50 хвилин, що споряджені додатково обробленою згідно винаходу кисневмісною речовиною. Обробка речовини була виконана в бідоні діаметром 360мм протягом 90 хвилин при частоті обертів 70хв-1. Було складено 2 саморятувальника з цими патронами, які були піддані дії вібраційних та ударних навантажень згідно з SANS 1737:200X та випробувані на динамічній установці. Результати перевірок підтвердили їх відповідність вимогам згаданого стандарта. Таким чином, використання способу виготовлення регенеративного патрона дихального апарата поліпшує експлуатаційні характеристики патрона та самого дихального апарата в цілому за рахунок зниження опору дихання та забезпечення стійкості апарата до дії вібраційних та ударних навантажень згідно нормативних документів усіх країн, що використовують ди хальні апарати з хімічно зв'язаним киснем. Крім того, підвищення стійкості дихального апарата до дії вібраційних та ударних навантажень дозволяє збільшити тривалість терміну його служби. Цей спосіб використаний при виготовленні регенеративних патронів малогабаритних ізолюючих саморятувальників Сі-30, партію яких ВАТ «Донецький завод гірничорятувальної апаратури» виготовив для ша хт Південно-Африканської Республіки. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing regenerative cartridge of breathing apparatus and device for realizing method
Автори англійськоюVasserman Hryhorii Davydovych, Hryschuk Oleksandr Volodymyrovych, Kotiukhov Mykola Viktorovych, Litman Leonid Semenovych, Luchko Viktor Mykolaiovych, Starodub Valerii Oleksiiovych, Talalaiev Dmytro Havrylovych
Назва патенту російськоюСпособ изготовления регенератного патрона дыхательного аппарата и устройство для выполнения способа
Автори російськоюВассерман Григорий Давидович, Грищук Александр Владимирович, Котюхов Николай Викторович, Литман Леонид Семенович, Лучко Виктор Николаевич, Стародуб Валерий Алексеевич, Талалаев Дмитрий Гаврилович
МПК / Мітки
МПК: A62B 7/08, A62B 19/00
Мітки: дихального, виготовлення, пристрій, регенеративного, способу, апарата, здійснення, патрона, спосіб
Код посилання
<a href="https://ua.patents.su/5-85075-sposib-vigotovlennya-regenerativnogo-patrona-dikhalnogo-aparata-ta-pristrijj-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення регенеративного патрона дихального апарата та пристрій для здійснення способу</a>
Пристрій контролю відпрацювання регенеративного патрона з хімічно зв’язаним киснем
Номер патенту: 58288
Опубліковано: 15.07.2003
Автори: Лебедков Сергій Олександрович, Буданов Ярослав Володимирович, Шип Юрій Андрійович, Конопелько Євген Іванович, Ільїнський Едуард Георгійович
МПК: G01K 13/00, G01D 3/00
Мітки: регенеративного, зв'язаним, відпрацювання, контролю, киснем, пристрій, патрона, хімічної
Формула / Реферат:
Пристрій контролю відпрацювання регенеративного патрона дихального апарата з хімічно зв'язаним киснем, який складається з термодатчика і індикаційного пристрою, зв'язаних між собою електричним колом, який відрізняється тим, що термодатчик виконаний у вигляді двох малоінерційних термоізольованих від складових частин дихального апарата термоелементів, які встановлені в повітропроводі між патроном і теплообмінником так, що один термоелемент...
Тепловологообмінний пристрій дихального апарата із хімічно-зв’язаним киснем

Номер патенту: 16554
Опубліковано: 15.08.2006
Автори: Овчаров Володимир Кузьмич, Вассерман Григорій Давидович, Стародуб Валерій Олексійович, Талалаєв Дмитро Гаврилович, Котюхов Микола Вікторович, Грищук Олександр Володимирович, Лучко Віктор Миколайович
Мітки: апарата, хімічно-зв'язаним, киснем, пристрій, тепловологообмінний, дихального
Формула / Реферат:
1. Тепловологообмінний пристрій дихального апарата з хімічно зв'язаним киснем, що має корпус з кришкою з розміщеними на них під кутом один до одного патрубками для приєднання лицевої частини апарата та регенеративного патрона, тампон із газопроникного матеріалу, розташований в корпусі між перфорованими перегородками, які утворюють з торцями корпуса та кришки порожнини, сполучені з порожнинами патрубків, який відрізняється тим, що перегородки...
Пусковий пристрій дихального апарата з хімічно зв’язаним киснем
Номер патенту: 51141
Опубліковано: 15.11.2002
Автори: Лучко Віктор Миколайович, Ільїнський Едуард Георгійович, Буданов Ярослав Володимирович, Аленгоз Антон Савич, Конопелько Євген Іванович
МПК: A62B 21/00, A62B 7/08
Мітки: зв'язаним, пусковий, хімічної, апарата, пристрій, киснем, дихального
Формула / Реферат:
1. Пусковий пристрій дихального апарата з хімічно зв'язаним киснем, що має кисневмісний брикет, ініціюючу ампулу, що включає еластичну півсферу з фланцем, конічний ніж із ситалу, який закріплений усередині півсфери, ініціюючу рідину і еластичну мембрану, яка герметично прикріплена до фланця півсфери фіксатором у вигляді відбортованої кришки з відігнутими вусиками і центральним отвором, а також руйнуючий механізм, який відрізняється тим, що...
Пусковий пристрій дихального апарата з хімічно зв’язаним киснем
Номер патенту: 15234
Опубліковано: 15.06.2006
Автори: Ільїнський Едуард Георгійович, Конопелько Євген Іванович, Овчаров Володимир Кузьмич
МПК: A62B 7/08, A62B 21/00
Мітки: апарата, зв'язаним, пусковий, хімічної, киснем, дихального, пристрій
Формула / Реферат:
1. Пусковий пристрій дихального апарата з хімічно зв'язаним киснем, що має корпус, кисневмісний брикет, ампулу з ініціювальною рідиною та конічним ножем, руйнівний механізм ампули, який відрізняється тим, що пристрій має радіатор, розташований з можливістю забезпечення теплового контакту між ним і корпусом, і виконаний із матеріалу, що має велику теплоємність і/або теплопровідність, наприклад мідь, алюміній тощо.2. Пусковий пристрій за...
Регенеративний патрон ізолюючого дихального апарата
Номер патенту: 4982
Опубліковано: 15.02.2005
Автори: Олейніков Сергій Васильович, Ковалевська Марина Михайлівна, Літман Леонід Семенович, Ільїнський Едуард Георгійович, Попов Володимр Миколайович
МПК: A62B 7/08, A62B 19/00
Мітки: дихального, регенеративний, ізолюючого, апарата, патрон
Формула / Реферат:
Регенеративний патрон дихального апарата, який містить корпус з патрубком вдиху на верхній кришці для приєднання лицевої частини, нижню кришку з пусковим пристроєм та патрубками для приєднання дихального мішка, протипиловий фільтр, розташований перед патрубком вдиху, гранульовану кисневмісну речовину, що розділена зовнішніми та внутрішніми горизонтальними перфорованими перегородками на два шари, в яких розміщені теплорозподільники з жорстко...
Попередній патент: Спосіб виготовлення ентомоцидного препарату бацилотурінгу-м на основі bacillus thuringiensis var. thuringiensis л-4
Наступний патент: Спосіб прокатки матеріалу
Випадковий патент: Система та спосіб (варіанти) для забезпечення доступу до безпровідної системи зв'язку в групі абонентів, які використовують групу модемів