Кристалізатор для безперервного розливання металів
Номер патенту: 85974
Опубліковано: 10.03.2009
Автори: Лехтер Олександр Вікторович, Капланов Василь Ілліч, Бочек Анатолій Павлович, Березін Олександр Олександрович, Климанчук Владислав Владиславович, Овсянніков Вадим Георгійович, Фентісов Ігор Миколайович, Ларіонов Олександр Олексійович, Ірха Віктор Миколайович, Нечипуренко Євген Степанович, Токій Анатолій Миколайович, Мільчевський Ігор Анатолійович

Формула / Реферат
1. Кристалізатор для безперервного розливання металів, який містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим плакованим шаром, розташованим з їх тильного боку, систему водоохолодження, утворену каналами, який відрізняється тим, що в кристалізаторі по всій ширині й довжині вузьких стінок канали виконані в перерізі прямокутної форми, порожнина кожного з яких по всій глибині розташована як у частині сталевого плакованого шару цих стінок, так і в частині з мідного шару, причому поверхня сталевого плакованого шару оснащена надставками, жорстко під'єднаними до його поверхні, наприклад зварюванням, а надставки виконані з вертикально розподіленими різьбовими отворами під кріпильні шпильки.
2. Кристалізатор за п. 1, який відрізняється тим, що всі канали прямокутної форми виконані по ширині й довжині вузьких стінок кристалізатора на однаковій відстані один від одного.
3. Кристалізатор за п. 1 або 2, який відрізняється тим, що канали прямокутної форми з сталевим плакованим шаром у їх верхній частині закриті сталевими привареними кришками.
Текст
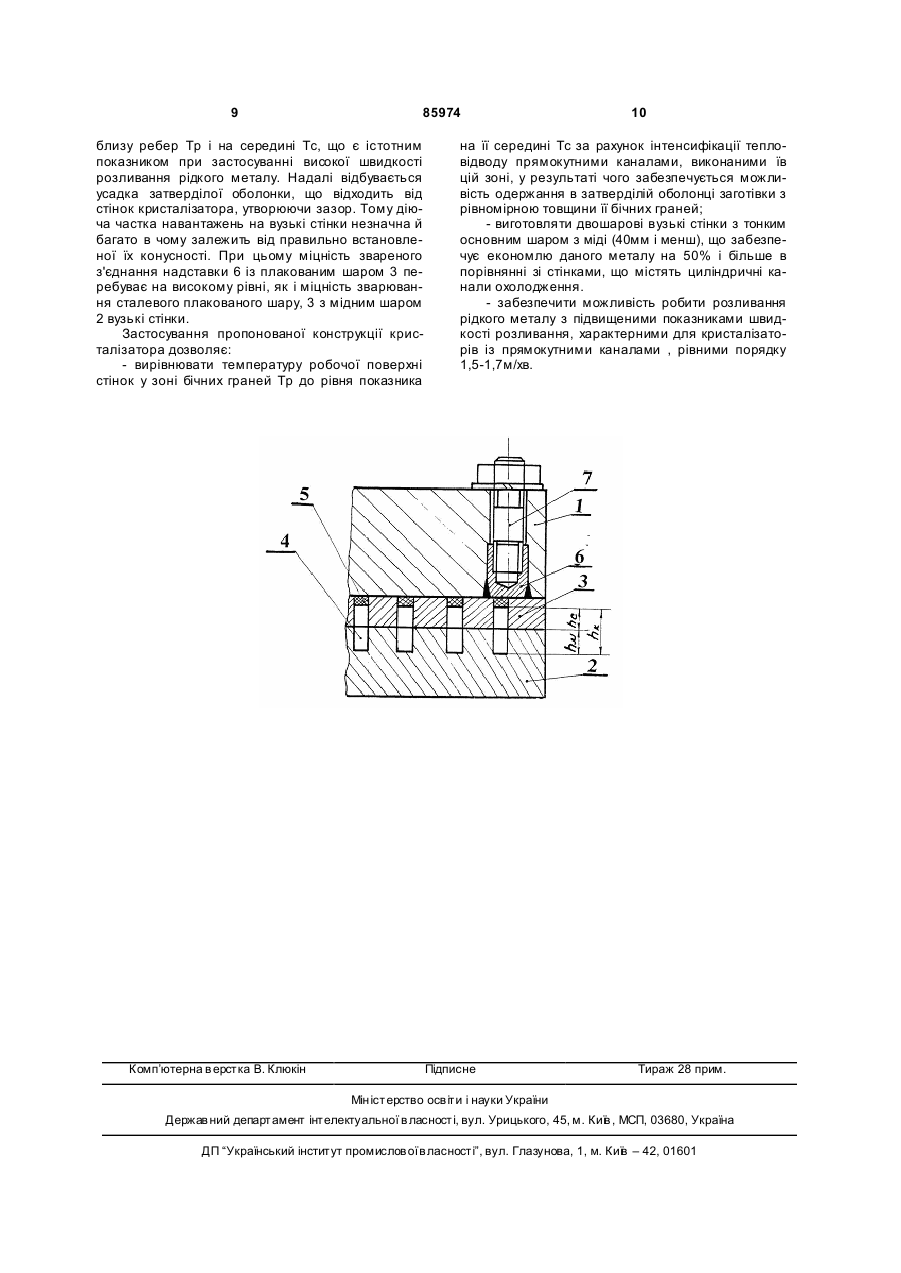
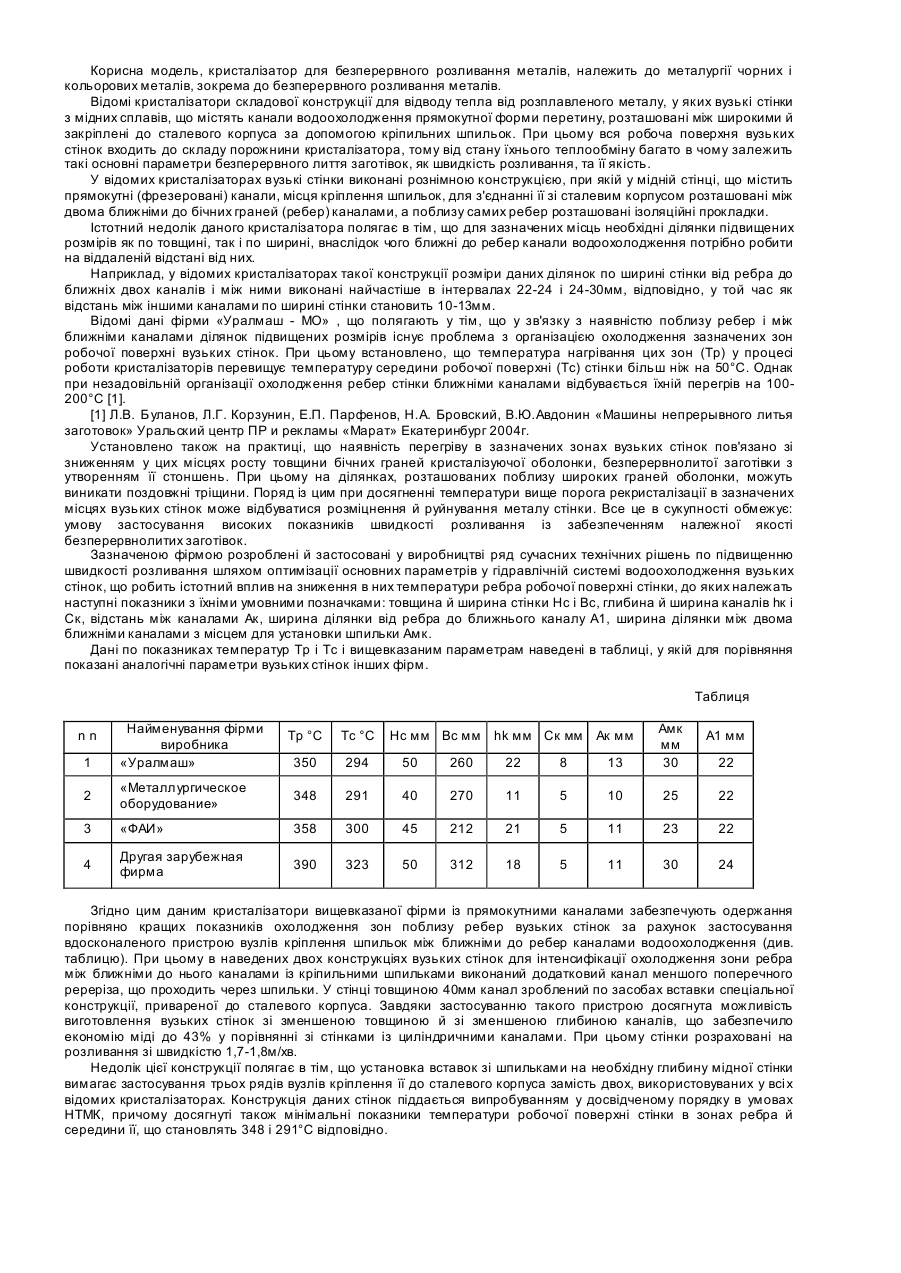
1. Кристалізатор для безперервного розливання металів, який містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим плакованим шаром, розташованим з їх тильного боку, систему водоохолодження, утворену каналами, який відрізняється тим, що в кристалізаторі по всій ширині й довжині вузьких стінок канали виконані в перерізі прямокутної форми, порожнина кожного з яких по всій глибині розташована як у частині сталевого плакованого шару ци х стінок, так і в частині з мідного шару, причому поверхня сталевого плакованого шару оснащена надставками, жорстко під'єднаними до його поверхні, наприклад зварюванням, а надставки виконані з вертикально розподіленими різьбовими отворами під кріпильні шпильки. 2. Кристалізатор за п. 1, який відрізняється тим, що всі канали прямокутної форми виконані по ширині й довжині вузьких стінок кристалізатора на однаковій відстані один від одного. 3. Кристалізатор за п. 1 або 2, який відрізняється тим, що канали прямокутної форми з сталевим плакованим шаром у їх вер хній частині закриті сталевими привареними кришками. (19) UA (11) (21) a200713303 (22) 29.11.2007 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) ЛАРІОНОВ ОЛЕКС АНДР ОЛЕКСІЙОВИЧ, UA, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, UA, ІРХА ВІКТОР МИКОЛАЙОВИЧ, U A, ФЕНТІСОВ ІГОР МИКОЛАЙОВИЧ, U A, КАПЛАНОВ ВАСИЛЬ ІЛЛІЧ, UA, ТОКІЙ АН АТОЛІЙ МИКОЛАЙОВИЧ, U A, ОВСЯННІКОВ ВАДИ М ГЕОРГІЙОВИЧ, U A, БОЧЕК АН АТОЛІЙ ПАВЛОВИЧ, UA, МІЛЬЧЕВСЬКИЙ ІГОР АН АТОЛІЙОВИЧ, U A, ЛЕХТЕР ОЛЕКС АНДР ВІКТОРОВИЧ, UA, НЕЧИПУРЕНКО ЄВГЕН СТЕПАНОВИЧ, UA, БЕРЕЗІН ОЛЕКСАНДР ОЛЕКС АНДРОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІН АТ ІМ. ІЛЛІЧА", U A (56) SU, 452 601, A, 05.12.1974 UA, 55 984, A, 15.04.2003 RU, 2 006 338, C1, 30.01.1994 RU, 2 173 605, C2, 20.09.2001 FR, 2 440 795, A1, 06.06.1980 DE, 102 01 502, C1, 24.04.2003 US, 5 716 510, A, 10.02.1998 JP, 60-033854, A, 21.02.1985 JP, 62-089553, A, 24.04.1987 TEJITSCH, 1.2.CB 2512-M 33501/DL.Z.001, Linz, 2000, p. 1, 2 C2 2 85974 1 3 85974 Істотний недолік даного кристалізатора полягає в тому, що для зазначених місць необхідні ділянки підвищених розмірів як по товщині, так і по ширині, внаслідок чого ближні до ребер канали водоохолодження потрібно робити на віддаленій відстані від них. Наприклад, у відомих кристалізаторах такої конструкції розміри даних ділянок по ширині стінки від ребра до ближніх двох каналів і між ними виконані найчастіше в інтервалах 22-24 і 24-30мм, відповідно, у той час як відстань між іншими каналами по ширині стінки становить 10-13мм. Відомі дані фірми «Уралмаш - МО», що полягають у тому, що у зв'язку з наявністю поблизу ребер і між ближніми каналами ділянок підвищених розмірів існує проблема з організацією охолодження зазначених зон робочої поверхні вузьких стінок. При цьому встановлено, що температура нагрівання цих зон (Тр) у процесі роботи кристалізаторов перевищує температуру середини робочої поверхні (Тс) стінки більш ніж на 50°С Однак при незадовільній організації охолодження ребер стінки ближніми каналами відбувається їхній перегрів на 100-200°С [1]. [1] Л.В. Буланов, Л.Г. Корзунин, Е.П. Парфенов, Н.А. Бровский, В.Ю. Авдонин «Машины непрерывного литья заготовок» Уральский центр ПР и рекламы «Марат» Екатеринбург 2004г. Установлено також на практиці, що наявність перегріву в зазначених зонах вузьких стінок пов'я 4 зано зі зниженням у цих місцях росту товщини бічних граней кристалізуючої оболонки, безперервнолитої заготівки з утворенням її стоншень. При цьому на ділянках, розташованих поблизу широких граней оболонки, можуть виникати поздовжні тріщини. Поряд із цим при досягненні температури вище порога рекристалізації в зазначених місцях вузьких стінок може відбуватися розміцнення й руйнування металу стінки. Все це в сукупності обмежує умову застосування високих показників швидкості розливання із забезпеченням належної якості безперервнолитих заготівок. Зазначеною фірмою розроблені й застосовані у виробництві ряд сучасних те хнічних рішень по підвищенню швидкості розливання шляхом оптимізації основних параметрів у гідравлічній системі водоохолодження вузьких стінок, що робить істотний вплив на зниження в них температури ребра робочої поверхні стінки, до яких належать наступні показники з їхніми умовними позначками: товщина й ширина стінки Нc і Вс, глибина й ширина каналів hk і Ск, відстань між каналами Ак, ширина ділянки від ребра до ближнього каналу А1, ширина ділянки між двома ближніми каналами з місцем для установки шпильки Амк. Дані по показниках температур Тр і Тс і ви щевказаним параметрам наведені в таблиці, у якій для порівняння показані аналогічні параметри вузьких стінок інших фірм. Таблиця nn 1 2 3 4 Найменування фірми виробника «Уралмаш» «Металлургическое оборудование» «ФАИ» Другая зарубежная фирма Тр °С 350 Тс °С 294 Нс мм 50 Вс мм 260 hк мм 22 Ск мм 8 Ак мм 13 Амк мм 30 А1 мм 22 348 291 40 270 11 5 10 25 22 358 300 45 212 21 5 11 23 22 390 323 50 312 18 5 11 30 24 Згідно цим даним кристалізатори вищевказаної фірми із прямокутними каналами забезпечують одержання порівняно кращих показників охолодження зон поблизу ребер вузьких стінок за рахунок застосування вдосконаленого пристрою вузлів кріплення шпильок між ближніми до ребер каналами водоохолодження (див. таблицю). При цьому в наведених двох конструкціях вузьких стінок для інтенсифікації охолодження зони ребра між ближніми до нього каналами із кріпильними шпильками виконаний додатковий канал меншого поперечного переріза, що проходить через шпильки. У стінці товщиною 40мм канал зроблений по засобах вставки спеціальної конструкції, привареної до сталевого корпуса. Завдяки застосуванню такого пристрою досягнута можливість виготовлення вузьких стінок зі зменшеною товщиною й зі зменшеною глибиною каналів, що забезпечило економію міді до 43% у порівнянні зі стінками із циліндричними каналами. При цьому стінки розраховані на розливання зі швидкістю 1,7-1,8м/хв. Недолік цієї конструкції полягає в тому, що установка вставок зі шпильками на необхідну гли бину мідної стінки вимагає застосування трьох рядів вузлів кріплення її до сталевого корпуса замість двох, використовуваних у всі х відомих кристалізаторах. Конструкція даних стінок піддається випробуванням у досвідченому порядку в умовах НТМК, причому досягнуті також мінімальні показники температури робочої поверхні стінки в зонах ребра й середини її, що становлять 348 і 291°С відповідно. [TEJITSCH, 1,2 СВ 2512-М3390/JL.Z 001, Linz, 2000, p.1,2]. Відомі кристалізатори фірми «ФАИ» (Австрія), у яких з метою більше інтенсивного охолодження ребер у вузьких стінках ближні канали виконані похило під кутом до них, рівним 75° зі збільшенням довжини приблизно на 3мм, що дозволило одержувати температури Тр і Тс, рівні 358 і 300°С, відповідно. Наведені дані дозволяють прийти до висновку, що застосування відомими фірмами найбільш оптимальних параметрів водоохолодження вузьких стінок сприяє зниженню загального рівня показників температури на їхній робочій поверхні як у зоні ребра, так і в середині стінки при одночасному 5 85974 зменшенні її товщини. Однак, практично, залишилося на колишньому рівні відзначена раніше нерівність значень температур у вищевказаних зонах, показує, що температура на поверхні ребра має значення вище чим на її середині. При цьому мінімальне й максимальне значення температури ребра перебуває в інтервалі 348-390°С відповідно, а на середині стінки становить 291-311°С. Причому різниця між даними значеннями перебуває в інтервалі від 56-82°С. Згідно даним досліджень фірми «Уралмаш МО» відомо , що найбільш низькі показники вищевказаних температурних показників (Тр і Тс) отримані при товщині стінки 35мм. У цей час відсутні дані про практичну можливість виготовлення й випробування вузьких стінок з такою товщиною. Поряд із цим установлено також, що практично залишається невирішеною проблема можливого виготовлення вузьких стінок з мідних плит товщиною менш 40мм у сукупності зі зменшенням глибини каналів водоохолодження. Рішення цього питання вимагає відповідної зміни рівня розташування кріпильних шпильок у мідній стінці. Таким чином, установлено, що даний тип відомих кристалізаторов з вузькими стінками рознімної конструкції не забезпечує можливість зниження температури робочої поверхні поблизу бічних граней вузьких стінок до рівня показників на їхній середині через наявність у цих місцях шпильок для кріплення мідних стінок до сталевого корпуса. Причому, практично, з даної причини не вирішена також проблема інтенсифікації теплообміну у вузьких стінках за рахунок зменшення їхньої товщини нижче 40мм. Найбільш близьким пристроєм по забезпеченню вирівнювання температури робочої поверхні по всій ширині вузьких стінок за рахунок застосування мінімально можливої товщини мідного шару в сукупності з розробкою нової конструкції кріплення їх до сталевого корпуса є кристалізатор для безперервного розливання металів, що містить вузькі стінки не рознімної конструкції, виконані з мідних сплавів, постачені плакованим шаром, розташованим з тильної сторони; водоохолоджувальну систему, утворену на 0,6-0,8 довжини верхньої частини вузьких стінок каналами циліндричної форми перетину, а на «вводі-виводі» і в нижній частині вузьких стінок, канали виконані прямокутної форми, що закриваються сталевими кришками, жорстко закріпленими до плакованого шару. [Патент України на винахід №55984А МПК В22Д 11/04 опубл. 15.04.2003p.]. Недолік відомого кристалізатора полягає в тому, що він містить водоохолоджувальну систему робочих каналів прямокутної форми перетину, виконаних замість циліндричних робочих каналів, тільки в нижній частині вузьких стінок. Це виключає можливість виготовлення їх з тонким основним шаром з міді за рахунок виконання зазначених прямокутних каналів на меншій глибині, чим займають циліндричні канали. В основу винаходу поставлена задача розробити кристалізатор безперервного розливання металів, у якому за рахунок нової форми конструкційних елементів досягається можливість вигото 6 влення вузьких стінок з основним шаром з мідних сплавів і плакованим шаром зі сталі з виконаними в їхньому складі всіх робочих каналів охолодження по довжині тільки прямокутної форми перетину каналів не рознімної конструкції, порожнини яких по глибині розташовані як у плакуючому шарі (hc), так і в основному металі (hм). При цьому забезпечується можливість кріплення вузьких стінок до сталевого корпуса по засобах пристрою розташованого поза основним шаром з міді й каналів охолодження., що перебувають у ньому. Це технічне рішення виключає необхідність розміщення кріпильних шпильок між порожнинами ближніх до бічних граней каналів водоохолодження. У сукупності із цим забезпечується можливість виготовлення вузьких стінок не рознімної конструкції з мінімально можливою товщиною основного шару з мідних сплавів за рахунок зменшення в ньому частини (hм) від загальної глибини каналів (hк). Причому всі канали по ширині стінки виконані на однаковій відстані один від одного, що сприяє вирівнюванню показників температури робочої поверхні по всій ширині вузьких стінок (Тр і Тс). Для рішення поставленої задачи в пропонованому кристалізаторі для безперервного розливання металів, що містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним і сталевим плакованим шаром, розташованим з тильного боку; водоохолоджувальну систему, утворену на 0,6-0,8 довжини верхньої частини вузької стінки каналами циліндричної форми перетину, а на «вводі-виводі» і в нижній частині стінок канали виконані прямокутної форми, що закриваються сталевими кришками, жорстко закріпленими до плакованого шару, відповідно до винаходу всі водоохолоджувальні канали по ширині й довжині вузьких стінок виконані прямокутної форми перетину (фрезеровані) з індивідуально регульованою системою тепловідводу за рахунок того, що кожний такий канал на всій глибині (hк) міститься у двох шарах металів, що виробляються однією частиною в сталевому плакуючому шарі, (hc) і іншою - в основному металі з міді (hм). При цьому основний показник даного теплообміну визначається співвідношенням значень розмірів частини й глибини каналу, що міститься в мідному шарі до загальної його глибини (hм/hk), що може встановлюватися в межах від одиниці до нуля по довжині кожного або по групі каналів. Причому гідравлічний баланс у таких каналах забезпечується за рахунок використання частини каналу, що втримується в сталевому плакуючому шарі (hc). При цьому сума обох частин становить загальну глибину каналу hк, тобто hм+hc=hk Це є свідченням того, що дана конструкція прямокутних каналів на всій довжині (довжині) стінки, або її частини можуть бути виконані тільки в мідному шарі також у двох шарах, або тільки в сталевому плакуючому шарі. У сукупності із цим у пропонованому кристалізаторі кріпильні шпильки розташовані поза мідного й сталевого плакуючих шарів, і пропущені через сталевий корпус і закріплені усередині надставок, жорстко прикріплених до плакованого шару, і розміщених усередині сталевого корпуса. 7 85974 Причому всі прямокутні водоохолоджувальні канали виконані на однаковій відстані один від одного по всій ширині стінки, що сприяє вирівнюванню теплообміну від їхніх бічних граней (Тр) до рівня середини стінки (Тс). Наявність прямокутних каналів у сукупності з надставками на двошарових вузьких стінках забезпечує можливість поліпшення в пропонованому кристалізаторі наступних техніко-економічних показників. Виготовлення стінок у крупнослябових і інших МБЛЗ із тонким основним шаром з міді з показником товщини Нc, порядку 40мм і меншим при значенні корисної товщини до 30мм, що виконується за рахунок зменшення глибини каналів, що втримуються в мідному шарі, до найменшого рівня, що забезпечує нормальну теплову роботу стінок. При цьому не потрібне виконання яких-небудь додаткових те хнологічних рішень таких як, наприклад, у вузьких стінках фірми «Уралмаш - МО» товщиною 40мм із каналами глибиною 11мм., у яких для міцного закріплення тонких мідних стінок до сталевого корпуса кріпильними шпильками, розташованими на рівні глибини каналів, потрібна була установка їх у три ряди замість звичайно діючих двох рядів. У пропонованому кристалізаторі подальше зменшення товщини основного металу з міді у двошарових стінках до 35мм і менше доцільно робити у вищевказаному порядку за рахунок зменшення прямокутних каналів частини, що містяться в мідному шарі до 5мм і меньше. При цьому канали у двошаровому металі виконуються з розрахунку одержання в ньому необхідної швидкості охолоджувача. Інтенсифікація тепловідводу й більш рівномірний його розподіл по ширині стінки досягається також за рахунок зменшення значення відстані між порожнинами вищевказаних каналів (Ак). Міцність у роботі зазначених каналів у складі двошарових стінок забезпечується за рахунок кришок, що закривають їхні порожнини й приварених до сталевого плакованого шару. Визначення теплової роботи таких стінок трохи ускладнено у зв'язку з тим, що процес тепловіддачі в їхніх каналах водоохолодження відбувається за допомогою двох різнорідних металів, що втримуються в основному шарі з міді й у плакуючому шарі, що зі сталі. При цьому даний контакт між шарами зазначених металів міститься по площинах (ширині) перегородок між каналами, на яких границя двох шарів складається зі спільно деформованих молекулярних часток, міцно з'єднаних між собою при виготовленні двошарових плит, наприклад, способом зварювання імпульсними навантаженнями (вибухом). Причому при даному способі утвориться хвилеподібна форма межі шарів металів, що також повинно сприяти інтенсифікації теплопередачі між двома різнорідними металами. Установити ефективність теплопередачі в такій конструкції каналів водоохолодження найдоцільніше керуючись частково наявними практичними даними. Наприклад, відомий досвідчений кристалізатор фірми «Уралмаш - МО», у якому канали водоохолодження прямокутної форми перетину вико 8 нані не в мідній стінці, а в сталевому корпусі. За результатами його випробування встановлено, що така система охолодження приводить до погіршення теплового стану стінки. Однак, на підставі отриманих результатів фа хівцями фірми дані рекомендації, щоб ширина вищевказаних каналів перевершувала відстань між ними. Це повинно сприяти збільшенню площі контакту мідної стінки безпосередньо з охолоджувачем на дні каналу. Причому відвід тепла від мідної стінки до сталевих перегородок може бути значно утруднений або повністю відсутній у зв'язку з утворенням у цих місцях контакту груби х окислів або зазорів від температурного жолоблення тонкої мідної стінки. На фігурі зображений поперечний розріз правої частини пропонованого кристалізатора із прямокутними каналами, виконаними у двошаровому металі в сукупності з новою конструкцією пристрою для кріплення двошарових вузьких стінок до сталевого корпуса через надставки. Кристалізатор містить сталевий корпус 1 і дві двошарові вузькі стінки, що складаються з основного мідного шару 2 і сталевого плакованого шару 3, розташованого з тильного боку стінки. У вузькій стінці по довжині й ширині втримуються всі канали прямокутної форми перетину 4, порожнини яких по глибині (hk), виконані в цілому як у мідному шарі 2 (hм), так і в сталевому плакуючому шарі, 3 (hc). Прямокутні канали 4 виконані нероз'ємною конструкцією й закупорюються сталевими кришками 5, міцно привареними до плакованого шару 3, розташованого з тильного боку стінки. При цьому тильним боком стінка міцно закріплюється до сталевого корпуса 1 по засобах надставки 6, також привареної до плакованого шару 3, у різьбовий отвір якої вкручується кріпильна шпилька 7, що перебуває поза мідним шаром 2. Сама надставка розташована з певним зазором у порожнині сталевого корпуса 1 з отвором у ньому для установки шпильки 7. Надставки можуть приварюватися як до плакованого шару, безпосередньо, так і до кришок каналів 5, тому місця їхньої установки визначаються конструкційно. При цьому у вузьких стінках пропонованого кристалізатора відстань від крайнього каналу 4 до бічних граней стінки становить порядку 15-20мм, а на іншій частині ширини стінки канали виконані на однаковій відстані один від одного по всій довжині стінки. Пропонований кристалізатор працює в такий спосіб. Рідкий метал із проміжногостакан-ковша через заглибний стакан подається в робочу порожнину кристалізатора, утворену охолоджуваними мідними шарами 2. Під впливом охолоджуваної рідини починається процес формування з рідкого металу скоринки безперервнолитої заготівки, що у верхній частині кристалізатора щільно контактує з мідними шарами 2 вузьких стінок. Прямокутні канали 4, виконані в безпосередній близькості від крайніх бічних граней на колишніх ділянках установки кріпильних шпильок сприяють збільшенню охолоджених поверхонь у цій зоні мідного шару 2 і інтенсифікує процес тепловідводу від твердіючої оболонки від литої заготівки. У результаті цього забезпечується умова вирівнювання значень температури на робочій поверхні по 9 85974 близу ребер Тр і на середині Тс, що є істотним показником при застосуванні високої швидкості розливання рідкого металу. Надалі відбувається усадка затверділої оболонки, що відходить від стінок кристалізатора, утворюючи зазор. Тому діюча частка навантажень на вузькі стінки незначна й багато в чому залежить від правильно встановленої їх конусності. При цьому міцність звареного з'єднання надставки 6 із плакованим шаром 3 перебуває на високому рівні, як і міцність зварювання сталевого плакованого шару, 3 з мідним шаром 2 вузькі стінки. Застосування пропонованої конструкції кристалізатора дозволяє: - вирівнювати температуру робочої поверхні стінок у зоні бічних граней Тр до рівня показника Комп’ютерна в ерстка В. Клюкін 10 на її середині Тс за рахунок інтенсифікації тепловідводу прямокутними каналами, виконаними їв цій зоні, у результаті чого забезпечується можливість одержання в затверділій оболонці заготівки з рівномірною товщини її бічних граней; - виготовляти двошарові вузькі стінки з тонким основним шаром з міді (40мм і менш), що забезпечує економлю даного металу на 50% і більше в порівнянні зі стінками, що містять циліндричні канали охолодження. - забезпечити можливість робити розливання рідкого металу з підвищеними показниками швидкості розливання, характерними для кристалізаторів із прямокутними каналами , рівними порядку 1,5-1,7м/хв. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCrystallizing pan for continuous teeming of metals
Автори англійськоюLarionov Oleksandr Oleksiiovych, Klymanchuk Vladyslav Vladyslavovych, Irkha Viktor Mykolaiovych, Fentisov Ihor Mykolaiovych, Kaplanov Vasyl Illich, Tokii Anatolii Mykolaiovych, Ovsiannikov Vadym Heorhiiovych, Bochek Anatolii Pavlovych, Milchevskyi Ihor Anatoliiovych, Lekhter Oleksandr Viktorovych, Nechypurenko Yevhen Stepanovych, Berezin Oleksandr Oleksandrovych
Назва патенту російськоюКристаллизатор для непрерывной разливки металлов
Автори російськоюЛарионов Александр Алексеевич, Климанчук Владислав Владиславович, Ирха Виктор Николаевич, Фентисов Игорь Николаевич, Капланов Василий Ильич, Токий Анатолий Николаевич, Овсянников Вадим Георгиевич, Бочек Анатолий Павлович, Мильчевский Игорь Анатольевич, Лехтер Александр Викторович, Нечипуренко Евгений Степанович, Березин Александр Александрович
МПК / Мітки
МПК: B22D 11/041, B22D 11/04, B22D 11/055
Мітки: безперервного, розливання, кристалізатор, металів
Код посилання
<a href="https://ua.patents.su/5-85974-kristalizator-dlya-bezperervnogo-rozlivannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперервного розливання металів</a>
Кристалізатор для безперервного розливання металів
Номер патенту: 15792
Опубліковано: 17.07.2006
Автори: Лисовський Олександр Іванович, Бутенко Федір Миколайович, Капланов Василь Ілліч, Лехтер Олександр Вікторович, Дудко Анатолій Григорович, Токій Анатолій Миколайович, Климанчук Владислав Владиславович, Овсянніков Вадим Георгійович, Ірха Віктор Миколайович, Ларіонов Олександр Олексійович, Фентісов Ігор Миколайович, Бочек Анатолій Павлович
МПК: B22D 11/04
Мітки: металів, безперервного, кристалізатор, розливання
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим плакувальним шаром, причому в мідному шарі розташовані циліндричні і прямокутні водоохолоджувальні канали, який відрізняється тим, що кріпильні шпильки розташовані за мідним і сталевим плакувальними шарами, що плакують, пропущені через сталевий корпус і закріплені усередині...
Кристалізатор для безперервного розливання металів
Номер патенту: 80351
Опубліковано: 10.09.2007
Автори: Капланов Василь Ілліч, Лехтер Олександр Вікторович, Овсянніков Вадим Георгійович, Ірха Віктор Миколайович, Бочек Анатолій Павлович, Дудко Анатолій Григорович, Бутенко Федір Миколайович, Фентісов Ігор Миколайович, Токій Анатолій Миколайович, Климанчук Владислав Владиславович, Лисовський Олександр Іванович, Ларіонов Олександр Олексійович
МПК: B22D 11/055, B22D 11/04
Мітки: безперервного, металів, кристалізатор, розливання
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим шаром, що його плакує, причому мідний шар включає циліндричні і прямокутні водоохолоджувальні канали, який відрізняється тим, що кріпильні шпильки, розташовані поза мідним і сталевим шарами, пропущені через сталевий корпус і закріплені усередині надставок, жорстко приєднаних до...
Кристалізатор для безперервного розливання металів
Номер патенту: 31820
Опубліковано: 25.04.2008
Автори: Мільчевський Ігор Анатолійович, Токій Анатолій Миколайович, Фентісов Ігор Миколайович, Нечипуренко Євген Степанович, Бочек Анатолій Павлович, Климанчук Владислав Владиславович, Овсянніков Вадим Георгійович, Березін Олександр Олександрович, Ларіонов Олександр Олексійович, Капланов Василь Ілліч, Лехтер Олександр Вікторович, Ірха Віктор Миколайович
МПК: B22D 11/055, B22D 11/04
Мітки: металів, кристалізатор, безперервного, розливання
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить прикріплені до сталевого корпусу кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим плакованим шаром, розташованим з тильного боку, систему водоохолодження, утворену каналами, який відрізняється тим, що в кристалізаторі по всій ширині й довжині вузьких стінок канали виконані в перерізі прямокутної форми, порожнина кожного з яких по всій глибині розташована і в...
Кристалізатор для безперервного розливання металів

Номер патенту: 55984
Опубліковано: 15.04.2003
Автори: Акулов Валерій Володимирович, Бочек Анатолій Павлович, Климанчук Владислав Владиславович, Капланов Василь Ілліч, Дудко Анатолій Григорович, Овсянніков Вадим Георгійович, Лисовський Олександр Іванович, Токій Анатолій Миколайович, Ларіонов Олександр Олексійович, Фентісов Ігор Миколайович, Нечипуренко Євген Степанович
МПК: B22D 11/04
Мітки: безперервного, металів, розливання, кристалізатор
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить сталевий корпус з робочими широкими і вузькими стінками з мідних сплавів, водоохолоджуваних системою циліндричних каналів, змінні пластини зі зносостійкої сталі, установлені по периметру в нижній частині корпуса кристалізатора, який відрізняється тим, що він додатково оснащений плакувальним шаром,, зі сталі, розміщеним з тильної сторони вузьких і широких стінок, а у...
Кристалізатор для безперервного розливання рідких металів

Номер патенту: 81247
Опубліковано: 25.12.2007
Автори: Плоциннік Уве, Райффершайд Маркус, Манглер Дірк
МПК: B22D 11/055, B22D 11/04, B22D 11/124
Мітки: рідких, розливання, кристалізатор, металів, безперервного
Формула / Реферат:
Кристалізатор для безперервного розливання рідких металів, зокрема в заготовки зі сталі у формі слябів, зокрема товщиною менше 100 мм, з внутрішніми пластинами (6), забезпеченими охолоджувальними каналами (7) у вигляді отворів для охолоджувача, виконаних у протилежній від рідкого металу стороні внутрішніх плит (20), при цьому величина поверхонь охолоджувальних каналів, які є поверхнями теплообміну, в зоні максимальної щільності теплового...
Попередній патент: Спосіб виробництва спреду з наповнювачем
Наступний патент: Спосіб і пристрій для виготовлення ізоляційних елементів з мінеральних волокон
Випадковий патент: Обладання для кріплення противаги до рами вантажника