Спосіб визначення механічних характеристик металічного матеріалу
Номер патенту: 86945
Опубліковано: 10.06.2009
Автори: Кернеіс Стефан Мішель, Буе Бернар, Пенто Ерік Крістіан Жан, Паньон Клод Андре Чарльз
Формула / Реферат
1. Спосіб визначення механічних характеристик металічного матеріалу відносно металу, з якого виготовлена частина, яку необхідно поновити, та підтвердження обладнання для поновлення зазначеної частини шляхом наплавлення вказаним металічним матеріалом, який відрізняється тим, що включає:
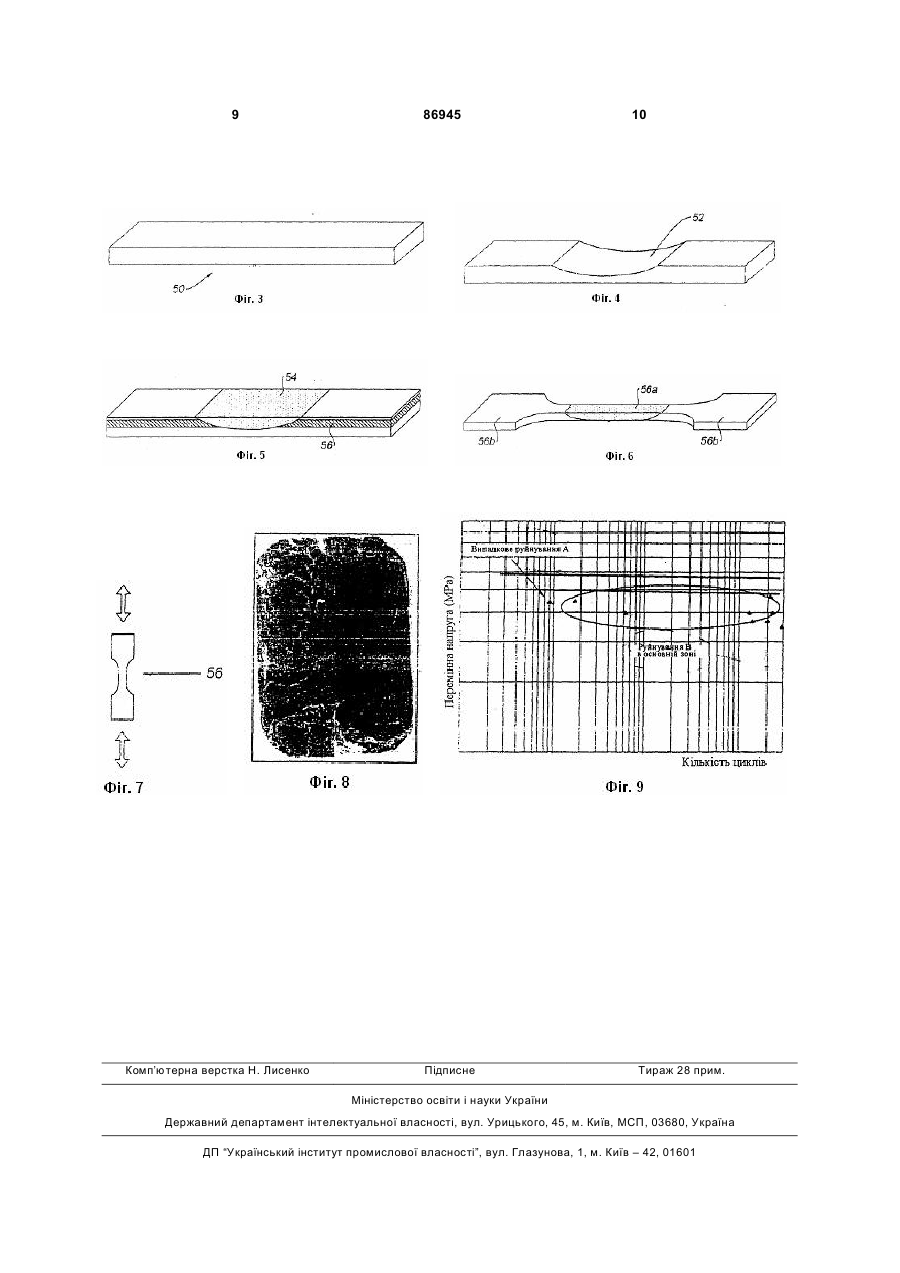
- виготовлення заглиблення (52) механічною обробкою у плитці (50) із зазначеного металу;
- наплавлення (54) заглиблення за допомогою зазначеного обладнання;
- вирізання дослідного зразка (56) із зазначеної плитки так, щоб він мав центральну зону (56а), яка складається тільки з наплавленого металу ; і
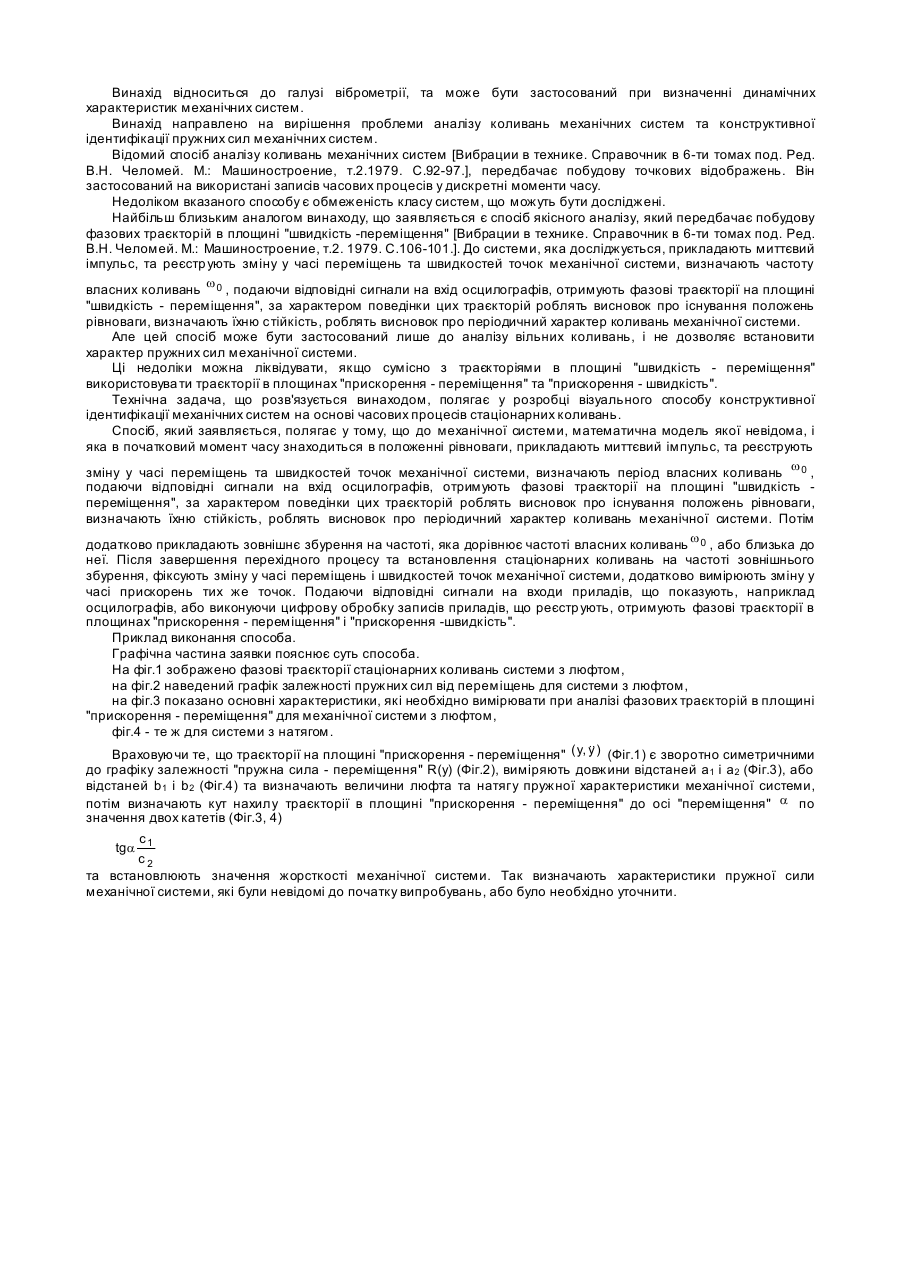
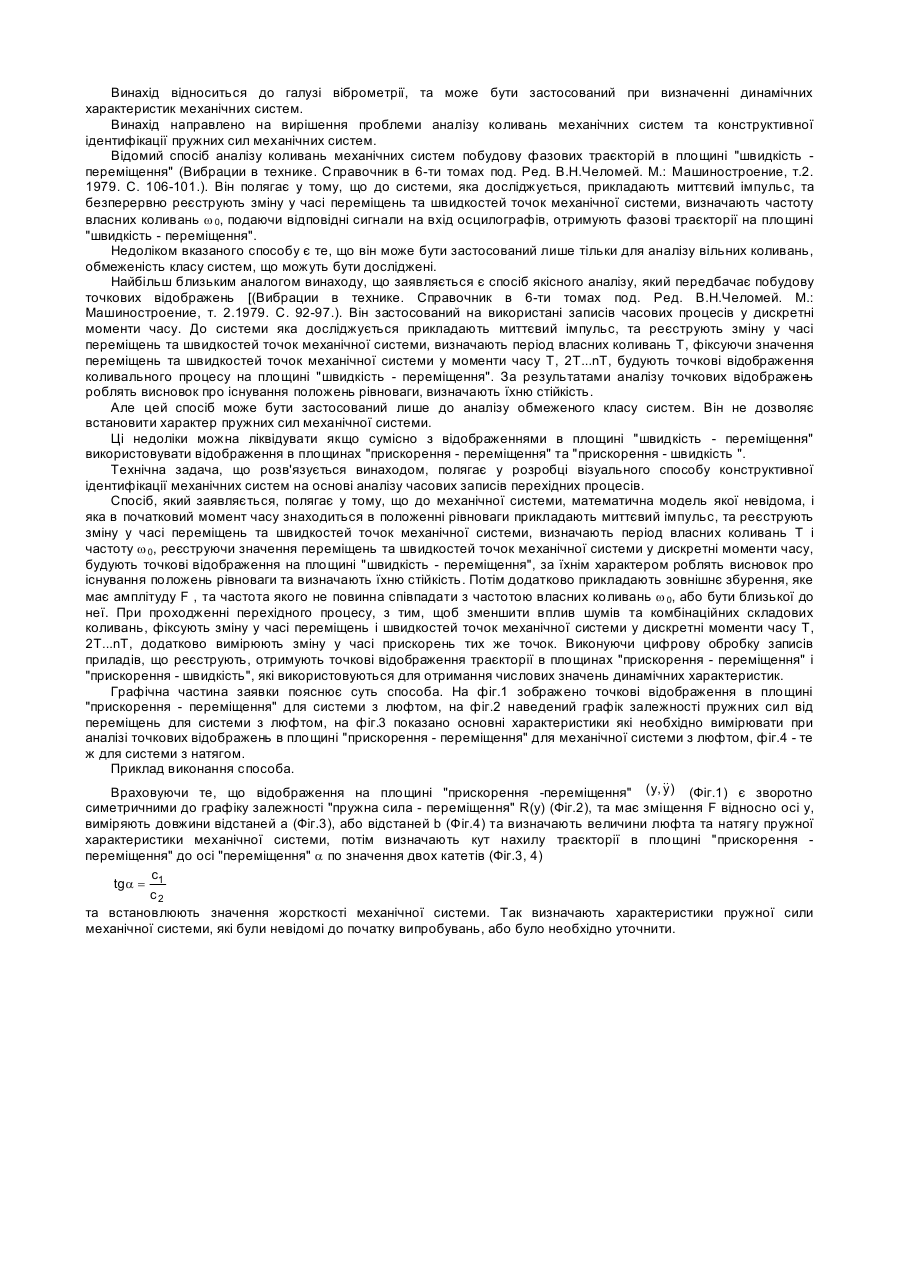
- випробування дослідного зразка на втому під дією осьової вібрації.
2. Спосіб за п. 1, який відрізняється тим, що обладнанням є обладнання для лазерного наплавлення.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що металічним матеріалом є титановий сплав, зокрема Ti17 або TA6V.
4. Спосіб за п. 1, який відрізняється тим, що плитка (50) має форму паралелепіпеда , а заглиблення (52), яке отримане механічною обробкою у плитці, має форму, що відповідає формі заглиблення, яке виготовлено у частині, яку потрібно поновити.
5. Спосіб за попереднім пунктом, який відрізняється тим, що заглиблення є циліндричним з віссю поперек плитки.
Текст
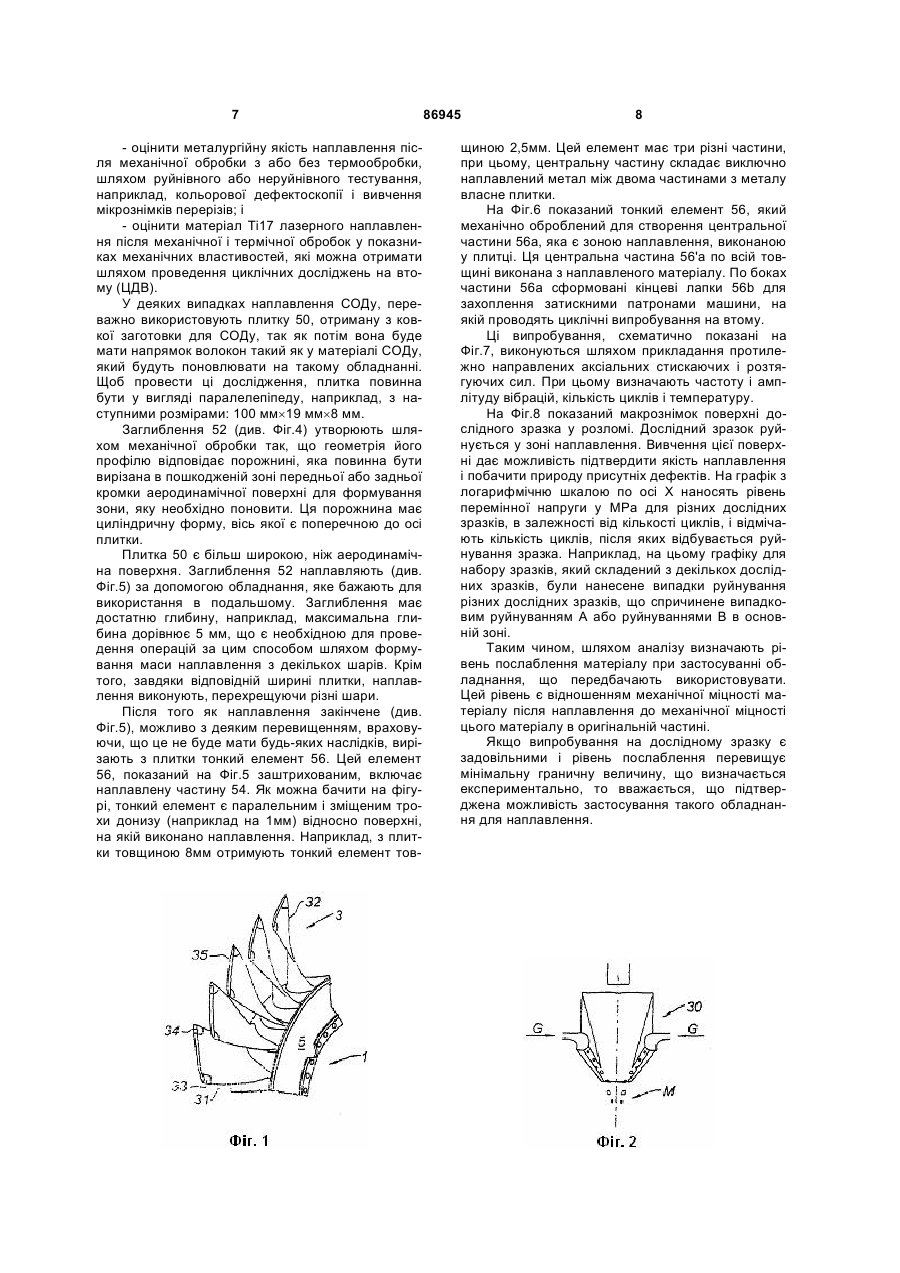
1. Спосіб визначення механічних характеристик металічного матеріалу відносно металу, з якого виготовлена частина, яку необхідно поновити, та підтвердження обладнання для поновлення зазначеної частини шляхом наплавлення вказа C2 2 86945 1 3 так, щоб вони відповідали документації на виробництво, то такий знос або пошкодження, викликає необхідність заміни однієї або декількох лопаток. У випадку суцільних облопачених збірок, лопатки є інтегрованими частинами всієї маси збірки і, на відміну від звичайних конструкцій, вони не можуть бути замінені або вилучені для індивідуального поновлення. Тому виникає необхідність поновити лопатки безпосередньо на диску. При поновленні необхідно приймати до уваги всі аспекти збірки: розмір, вагу, а у випадку великої збірки - доступність до зон поновлення. Таким чином, у випадку СОД зонами, які взагалі необхідно поновлювати, для кожної лопатки є: кінець аеродинамічної поверхні, кут аеродинамічної поверхні на передній кромці, кут аеродинамічної поверхні на задній кромці, передня кромка і задня кромка. Технологія поновлення, яка зараз розвинута, складається з видалення пошкодженої частини на пошкоджених лопатках з наступною заміною видаленої частини частиною відповідної форми або наплавленням її. При цих технологіях взагалі застосовують звичайні операції механічної обробки для видалення пошкодженого об'єму, безконтактне обстеження пошкодженої частини, ультразвуковий наклеп і спеціальну механічну обробку для поновлення пошкодженої зони. Винахід стосується поновлення (ремонту) за допомогою наплавлення. Поновлення особливо важко проводити у випадку, коли використовуються певні сплави, зварювання яких призводить до формування об'ємних дефектів. Це особливо стосується титанового сплаву Ti17. Цей сплав, наприклад, згадується у заявці на патент ЕР 1 340 832, яка стосується такого виробу як лопатка, яка зроблена з цього матеріалу. Коли проводять наплавлення за широко відомими технологіями типу вольфрам - електродного дугового зварювання (ВЕДЗ) або мікроплазмовими технологіями, які використовують в індустрії аеронавтики, то ці технології тільки дозволяють обробку титану Ti17 у випадках, обмежених легко напруженими зонами. Ці відомі технології наплавлення призводять до утворення дефектів. Наплавлення по технології типу ВЕДЗ, яка потребує суттєвої кількості енергії на невелику товщину, викликає напруження у матеріалі і призводить до утворення великої кількості пор, таких як мікропори або мікропузири, а також простягнених зон термічного впливу (ЗТВ). Ці мікропори, які дуже складно визначити, викликають послаблення механічних властивостей до 80%. Тому цей тип наплавлення можна застосовувати тільки у легко напружених зонах. При мікроплазмовому наплавленні утворюються менші ЗТВ, але вони все ще є відносно великими. Крім того, цей метод потребує особливої уваги і періодичного обстеження обладнання і вироблених продуктів, щоб не було відхилень робочих параметрів машини і не змінювалися очікувані результати. [У патенті US 6 568 077] описаний спосіб поновлення лопатки на СОДІ, в якому пошкоджену частину лопатки піддають механічній обробці, а потім, як перший варіант, видалену частину поновлюють шляхом осадження за допомогою машини 86945 4 для вольфрам - електродного дугового зварювання (ВЕДЗ). Як другий варіант вварюють вставку за допомогою машини електронного променевого зварювання. Потім поновлюють профіль лопатки за допомогою відповідної механічної обробки. Але, цей спосіб не вирішує вище згаданих проблем, коли необхідно зварювати певні титанові сплави. Лазерне наплавлення є технологією, при якій можна уникнути дефектів в зоні наплавлення. Лазерне наплавлення вже відоме і його використовують, наприклад, у випадках, де утворювали металеві контури, наприклад, по даним автоматизованого проектування (АП). Стінки мають товщину 0,05-3мм, а шари мають висоту 0,05-1мм. Така технологія робить можливим досягти чудового металургійного з'єднання з основою. Технологія наплавлення з допомогою лазерного променя має наступну перевагу: приплив тепла е постійним у часі. Не має часу для акумулювання тепла усередині об'єму і для його розсіяння, а тому має місце невелике виділення газу у випадку титану і обмеження зменшення міцності. Крім того, повторюваність і надійність цієї технології є достатньою, щоб одразу встановити параметри машини, і їх легко контролювати. При застосуванні лазерної технології одночасно додають заповнюючий матеріал і піддають опромінюванню основу лазерним променем. Взагалі, матеріал подають у робочу зону у вигляді порошку або металевого дроту. В іншому варіанті, його розпилюють у вигляді порошкового струменя у робочу зону, використовуючи прийнятну форсунку. Але, такий спосіб є складним у впровадженні. По-перше, необхідно забезпечити, щоб наплавлений метал був придатним для поновлення, не послаблюючи механічні властивості зони поновлення. По-друге, також необхідно, щоб обладнання було спроможне виконувати поновлення без значного послаблення властивостей інших матеріалів. Об'єктом винаходу є спосіб для механічного визначення характеристик металічного матеріалу відносно металу, з якого виготовлена частина, яку необхідно поновити, і для підтвердження обладнання для поновлення зазначеної металевої частини шляхом наплавлення зазначеним металічним матеріалом. Спосіб включає: - виготовлення заглиблення механічною обробкою у плитці із зазначеного металу частини, яку потрібно поновити, - наплавлення заглиблення за допомогою зазначеного обладнання, використовуючи зазначений металічний матеріал; - вирізання дослідного зразка із зазначеної плитки так, щоб він мав центральну зону, яка складається тільки з металу, що наплавлений; і - випробування дослідного зразка на втому під дією осьової вібрації для визначення, чи послаблені механічні властивості відносно металу частини. Якщо для поновлення частин виробник або користувач машин користується послугами будьяких суміжників, які можливо використовують 5 сплави, які не ідентичні сплавам, з яких виготовлені частини, то важливо мати простий засіб для підтвердження, що частини можуть бути поновлені задовільно. Спосіб за винаходом робить це можливим. Все, що потрібно, то це виробник або користувач повинен забезпечити суміжника набором вище згаданих дослідних зразків, а для суміжника - повернути їх виробнику або користувачу після проведення наплавлення запропонованим способом. Результати досліджень, проведені з наборами дослідних зразків після їх розриву, будуть давати точне уявлення про можливість виконати задовільне поновлення, використовуючи показники механічних властивостей матеріалу. Спосіб застосовує тип обладнання переважно для лазерного наплавлення, але, залишається можливим застосування обладнання будь-якого іншого типу наплавлення. У способі зокрема застосовують металічний матеріал, який складений з титанового сплаву, зокрема, Ti17 або TA6V, для частини також виготовленої з титанового сплаву. Переважно, плитка має форму паралелепіпеда, а заглиблення, виготовлене механічною обробкою у плитці, має форму, яка відповідає формі вирізу, який виготовлений у частині, яку необхідно поновити. Зокрема, заглиблення є циліндричним з віссю поперек плитки. Далі, спосіб буде більш детально описаний з посиланнями на додані креслення, де на Фіг.1 показаний частковий вигляд суцільного облопаченого диска; на Фіг.2 показаний схематично вигляд перерізу сопла для лазерного наплавлення; на Фіг.3-6 показана послідовність отримання дослідного зразка з лазерною наплавкою за винаходом для визначення механічних характеристик ; на Фіг.7 схема випробування на втому із застосуванням вібрації, прикладеної до наплавленого дослідного зразка; на Фіг.8 показана макрознімок поверхні розлому ; і на Фіг.9 показаний графік для аналізу результатів дослідження. На Фіг.1 показана частина суцільного облопаченого диска 1. Лопатки 3 є радіальними і розподілені по периферії диска 5. Ця збірка є суцільною збіркою у тому розумінні, що вона виготовлена або шляхом механічної обробки з єдиної заготовки, або шляхом зварювання принаймні частини з її компонентів. Лопатки, зокрема, не з'єднані з диском за допомогою засобу, що дозволяє роз'єднання. Зонами, що можуть бути ушкоджені, є передні кромки 31, задні кромки 32, кути 33 передніх кромок, кути 34 задніх кромок і кромка кінця 35 аеродинамічної поверхні, яка має частину, яка зменшується по товщині, формуючи, як відомо, кромку ущільнення. Тип пошкодження залежить від положення зони. На передній кромці, задній кромці або куті аеродинамічної поверхні, наприклад, це може бути втрата матеріалу, спричинена ударом іншого тіла, або тріщина. На кінці аеродинамічної поверхні більш часто має місце знос, викликаний тертям по корпусу двигуна. 86945 6 В залежності від пошкодженої зони, видаляють кількість матеріалу і визначають геометрію, розміри і бокові границі зони поновлення. Таку формоутворюючу операцію виконують механічною обробкою, зокрема фрезуванням, використовуючи прийнятний інструмент, до такого рівня, який забезпечує бажану кількість наварювання. Поверхню наварювання, на яку буде накладатися заповнюючий матеріал, очищують механічним і хімічним способами. Це очищення пристосовують до матеріалу основи. Це є важливим зокрема у випадку титанового сплаву Ti17 або сплаву TA6V. На Фіг.2 показане сопло 30 для лазерного наплавлення. Це сопло має канали для подачі металевого порошку, який повинен залягти у зоні, яку потрібно поновити вздовж осі руху лазерного променя. Промінь направляють на частину, а металевий порошок М затягується потоком газу G у зону, яка нагріта променем. Сопло рухається вздовж зони, яку необхідно поновити, вперед і зворотно, поступово наплавляючи масу шарів матеріалу, який осаджується і розплавляється лазерним променем. Наплавлення виконують при постійній швидкості і інтенсивності, навіть якщо товщина змінюється вздовж частини, яку наплавляють. Параметри вибирають, зокрема так, щоб обмежити внутрішні напруги і будь-яку повторну механічну обробку, а також величину зони термічного впливу (ЗТВ). Параметрами, які приймаються до уваги при наплавленні є: - висота фокусної точки лазерного променя (переважно це лазер типу "YAG") над поверхнею; - швидкість руху сопла 30; - енергія, яка передається променем; - порошок (Ті17 або TA6V), який використовують і матеріал якого не обов'язково є тим самим металом, як і основа, розмір частинок порошка, які переважно дорівнюють 30 і 100мкм, і його фокальну точку; і - природу захопленого або утриманого газу, який переважно є гелієм або аргоном. Тип сопла, яке використовуватимуть, визначають попередньо. Швидкість і енергія залежать від типу машини, що використовують. Зокрема, у випадку титану Ті17, для запобігання появи порожнин усередині об'єму було знайдено, що параметри не повинні варіювати більш як на ±5%. Винахід стосується підтвердження вибору лазерного зварювального обладнання для забезпечення методу поновлення шляхом наплавлення. Зокрема, перед тим, як почати експлуатацію машини і застосувати її для поновлення СОДу шляхом наплавлення, необхідно підтвердити, чи наплавлені частини не будуть мати будь-які шкідливі послаблення під час використання. Таке підтвердження виконують шляхом проведення досліджень на зразках, які називають дослідними зразками для визначення характеристик і підтвердження вибору обладнання. Ці дослідні зразки 50, показані на Фіг.3-6, дають можливість : - визначити візуально відсутність окислення і вимірити геометрію наплавлення; 7 - оцінити металургійну якість наплавлення після механічної обробки з або без термообробки, шляхом руйнівного або неруйнівного тестування, наприклад, кольорової дефектоскопії і вивчення мікрознімків перерізів; і - оцінити матеріал Ti17 лазерного наплавлення після механічної і термічної обробок у показниках механічних властивостей, які можна отримати шляхом проведення циклічних досліджень на втому (ЦДВ). У деяких випадках наплавлення СОДу, переважно використовують плитку 50, отриману з ковкої заготовки для СОДу, так як потім вона буде мати напрямок волокон такий як у матеріалі СОДу, який будуть поновлювати на такому обладнанні. Щоб провести ці дослідження, плитка повинна бути у вигляді паралелепіпеду, наприклад, з наступними розмірами: 100 мм´19 мм´8 мм. Заглиблення 52 (див. Фіг.4) утворюють шляхом механічної обробки так, що геометрія його профілю відповідає порожнині, яка повинна бути вирізана в пошкодженій зоні передньої або задньої кромки аеродинамічної поверхні для формування зони, яку необхідно поновити. Ця порожнина має циліндричну форму, вісь якої є поперечною до осі плитки. Плитка 50 є більш широкою, ніж аеродинамічна поверхня. Заглиблення 52 наплавляють (див. Фіг.5) за допомогою обладнання, яке бажають для використання в подальшому. Заглиблення має достатню глибину, наприклад, максимальна глибина дорівнює 5 мм, що є необхідною для проведення операцій за цим способом шляхом формування маси наплавлення з декількох шарів. Крім того, завдяки відповідній ширині плитки, наплавлення виконують, перехрещуючи різні шари. Після того як наплавлення закінчене (див. Фіг.5), можливо з деяким перевищенням, враховуючи, що це не буде мати будь-яких наслідків, вирізають з плитки тонкий елемент 56. Цей елемент 56, показаний на Фіг.5 заштрихованим, включає наплавлену частину 54. Як можна бачити на фігурі, тонкий елемент є паралельним і зміщеним трохи донизу (наприклад на 1мм) відносно поверхні, на якій виконано наплавлення. Наприклад, з плитки товщиною 8мм отримують тонкий елемент тов 86945 8 щиною 2,5мм. Цей елемент має три різні частини, при цьому, центральну частину складає виключно наплавлений метал між двома частинами з металу власне плитки. На Фіг.6 показаний тонкий елемент 56, який механічно оброблений для створення центральної частини 56а, яка є зоною наплавлення, виконаною у плитці. Ця центральна частина 56'а по всій товщині виконана з наплавленого матеріалу. По боках частини 56а сформовані кінцеві лапки 56b для захоплення затискними патронами машини, на якій проводять циклічні випробування на втому. Ці випробування, схематично показані на Фіг.7, виконуються шляхом прикладання протилежно направлених аксіальних стискаючих і розтягуючих сил. При цьому визначають частоту і амплітуду вібрацій, кількість циклів і температуру. На Фіг.8 показаний макрознімок поверхні дослідного зразка у розломі. Дослідний зразок руйнується у зоні наплавлення. Вивчення цієї поверхні дає можливість підтвердити якість наплавлення і побачити природу присутніх дефектів. На графік з логарифмічню шкалою по осі Х наносять рівень перемінної напруги у МРа для різних дослідних зразків, в залежності від кількості циклів, і відмічають кількість циклів, після яких відбувається руйнування зразка. Наприклад, на цьому графіку для набору зразків, який складений з декількох дослідних зразків, були нанесене випадки руйнування різних дослідних зразків, що спричинене випадковим руйнуванням А або руйнуваннями В в основній зоні. Таким чином, шляхом аналізу визначають рівень послаблення матеріалу при застосуванні обладнання, що передбачають використовувати. Цей рівень є відношенням механічної міцності матеріалу після наплавлення до механічної міцності цього матеріалу в оригінальній частині. Якщо випробування на дослідному зразку є задовільними і рівень послаблення перевищує мінімальну граничну величину, що визначається експериментально, то вважається, що підтверджена можливість застосування такого обладнання для наплавлення. 9 Комп’ютерна верстка Н. Лиcенко 86945 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mechanical characterization of metalic material
Автори англійськоюBouet Bernard, Kerneis, Stephane, Michel, Pagnon, Claude, Andre, Charles, Pinto, Eric, Christian, Jean
Назва патенту російськоюСпособ определения механических характеристик металлического материала
Автори російськоюБуэ Бернар, Кернеис Стефан Мишель, Паньон Клод Андре Чарльз, Пенто Эрик Кристиан Жан
МПК / Мітки
МПК: B23K 26/00, G01N 3/00, B23P 6/00, F01D 5/00
Мітки: механічних, матеріалу, спосіб, визначення, металічного, характеристик
Код посилання
<a href="https://ua.patents.su/5-86945-sposib-viznachennya-mekhanichnikh-kharakteristik-metalichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення механічних характеристик металічного матеріалу</a>
Спосіб визначення динамічних характеристик пружних механічних систем
Номер патенту: 70563
Опубліковано: 15.10.2004
Автори: Казакевіч Михайло Ісакович, Волкова Вікторія Євгенівна
МПК: G01P 15/18, G01P 15/00, G01P 15/16, G01H 1/00
Мітки: характеристик, визначення, пружних, динамічних, спосіб, механічних, систем
Формула / Реферат:
Спосіб визначення динамічних характеристик пружних механічних систем, при якому до механічної системи, математична модель якої невідома і яка в початковий момент часу знаходиться в положенні рівноваги, прикладають миттєвий імпульс та реєструють зміну у часі переміщень та швидкостей точок механічної системи, визначають частоту власних коливань , подаючи відповідні сигнали на...
Спосіб визначення динамічних характеристик пружних механічних систем за даними перехідних процесів
Номер патенту: 70561
Опубліковано: 15.10.2004
Автор: Волкова Вікторія Євгенівна
МПК: G01P 15/16, G01P 15/00, G01P 15/18, G01H 1/00
Мітки: спосіб, характеристик, пружних, механічних, даними, систем, перехідних, визначення, процесів, динамічних
Формула / Реферат:
Спосіб визначення динамічних характеристик пружних механічних систем за даними перехідних процесів, при якому до механічної системи, математична модель якої невідома і яка в початковий момент часу знаходиться в положенні рівноваги, прикладають миттєвий імпульс та реєструють зміну у часі переміщень та швидкостей точок механічної системи, визначають період власних коливань Т і частоту
Спосіб визначення якісних характеристик матеріалу
Номер патенту: 14183
Опубліковано: 15.05.2006
Автори: Волчук Володимир Миколайович, Дубров Юрій Ісайович, Василенко Тетяна Сергіївна, Большаков Володимир Іванович
Мітки: якісних, визначення, матеріалу, характеристик, спосіб
Формула / Реферат:
Спосіб визначення якісних характеристик матеріалу шляхом ідентифікації зображення його мікроструктури, який відрізняється тим, що в процесі ідентифікації зображення здійснюють зіставлення структурних складових з якісними характеристиками матеріалу за топологічними ознаками.
Спосіб визначення фізико-механічних характеристик матеріалів
Номер патенту: 68969
Опубліковано: 16.08.2004
Автори: Ткаченко Василь Васильович, Лоскутов Степан Васильович, Яценко Віктор Кузьмич, Манько Володимир Костянтинович
МПК: G01N 3/40
Мітки: спосіб, фізико-механічних, характеристик, визначення, матеріалів
Формула / Реферат:
Спосіб визначення фізико-механічних характеристик матеріалів, який полягає в тому, що впроваджують індентор під навантаженням, виконують розвантаження, реєструють діаграму вдавлювання і розвантаження, який відрізняється тим, що вимірюють контактний електричний опір, час індентування, величину навантаження і по кінетичних кривих визначають фізико-механічні характеристики матеріалу.
Спосіб визначення механічних властивостей матеріалу
Номер патенту: 24143
Опубліковано: 25.06.2007
Автори: Ткаченко Віктор Олександрович, Дубров Юрій Ісайович, Большаков Володимир Іванович, Ткаченко Олександр Миколайович
Мітки: механічних, матеріалу, спосіб, властивостей, визначення
Формула / Реферат:
Спосіб визначення механічних властивостей матеріалу шляхом ідентифікації зображення його мікроструктури, який відрізняється тим, що в процесі ідентифікації зображення розраховують фрактальні розмірності структурних складових досліджуваного матеріалу, які співставляються зі значеннями фрактальних розмірностей еталонних моделей для обчислення його механічних властивостей з подальшою корекцією отриманих результатів за допомогою експертних...
Попередній патент: Високопродуктивний пристрій для виготовлення напівфабрикатів із тіста з начинкою
Наступний патент: Гетероолігомерні смакові рецептори т1r, клітинні лінії, які експресують вказані рецептори, і смакові сполуки
Випадковий патент: Спосіб диференційної діагностики аутоімунного тиреоїдиту та карцином щитовидної залози у поєднанні з аутоімунним тиреоїдитом