Спосіб подачі листа в дискові ножиці гарячого різання
Номер патенту: 87339
Опубліковано: 10.02.2014
Автори: Боровік Павло Володимирович, Селезньов Максим Євгенович

Формула / Реферат
Спосіб подачі листа в дискові ножиці гарячого різання, який відрізняється тим, що при збільшенні товщини листів, що розрізають, змінюють взаємне розташування рівнів рольганга і верхньої точки нижнього ножа дискових ножиць до початку і в процесі різання, при цьому рівень рольганга розташовується нижче верхньої точки нижнього ножа дискових ножиць.
Текст
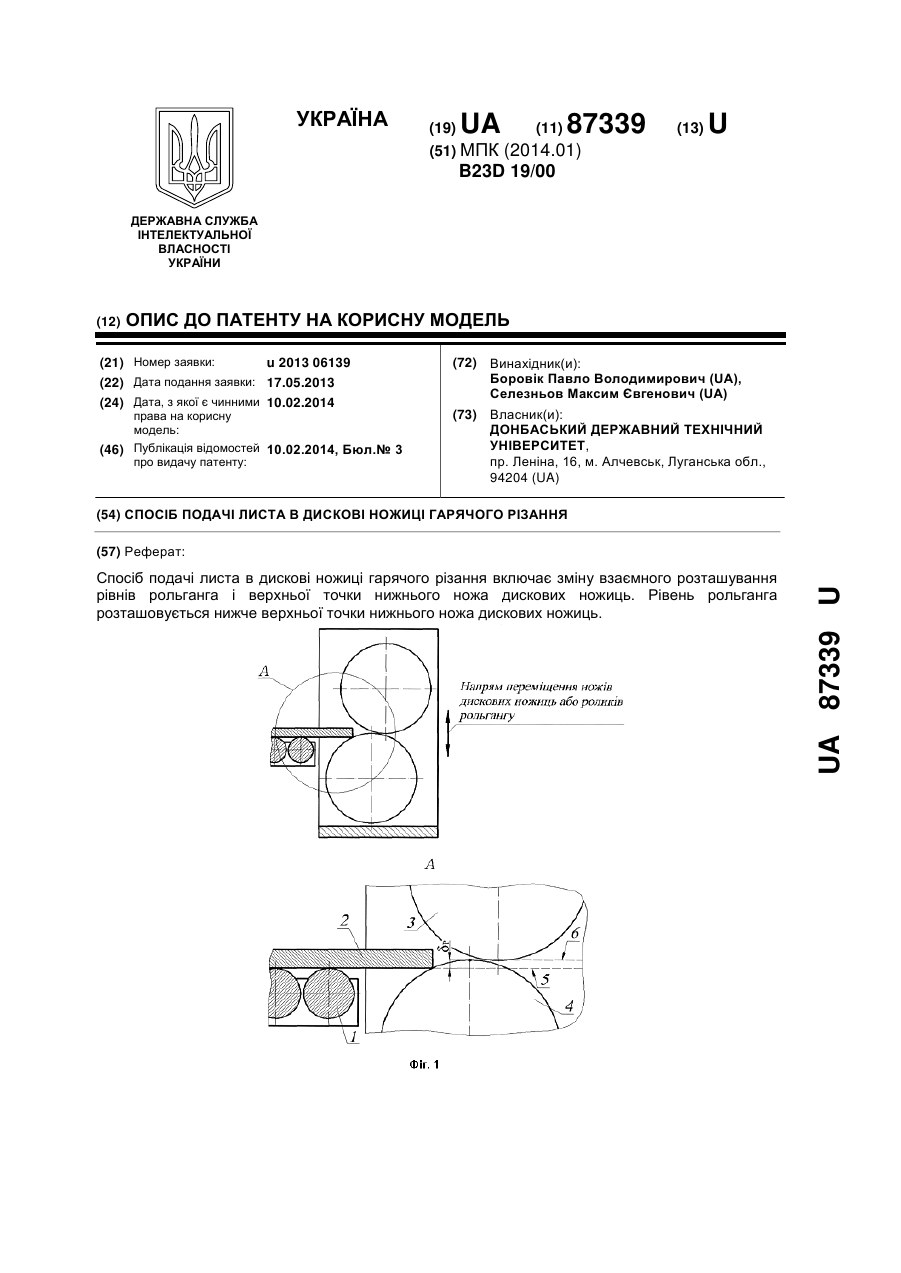
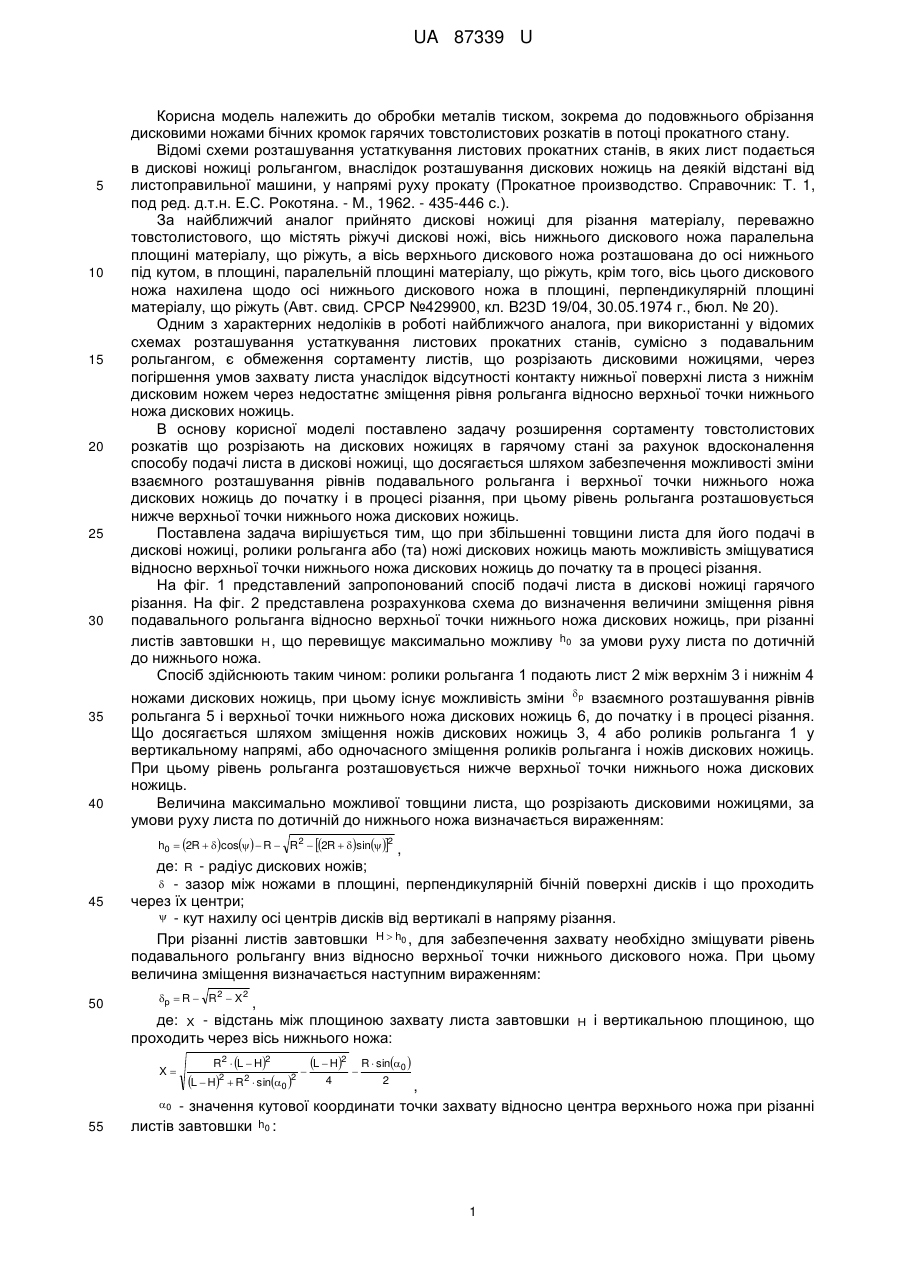
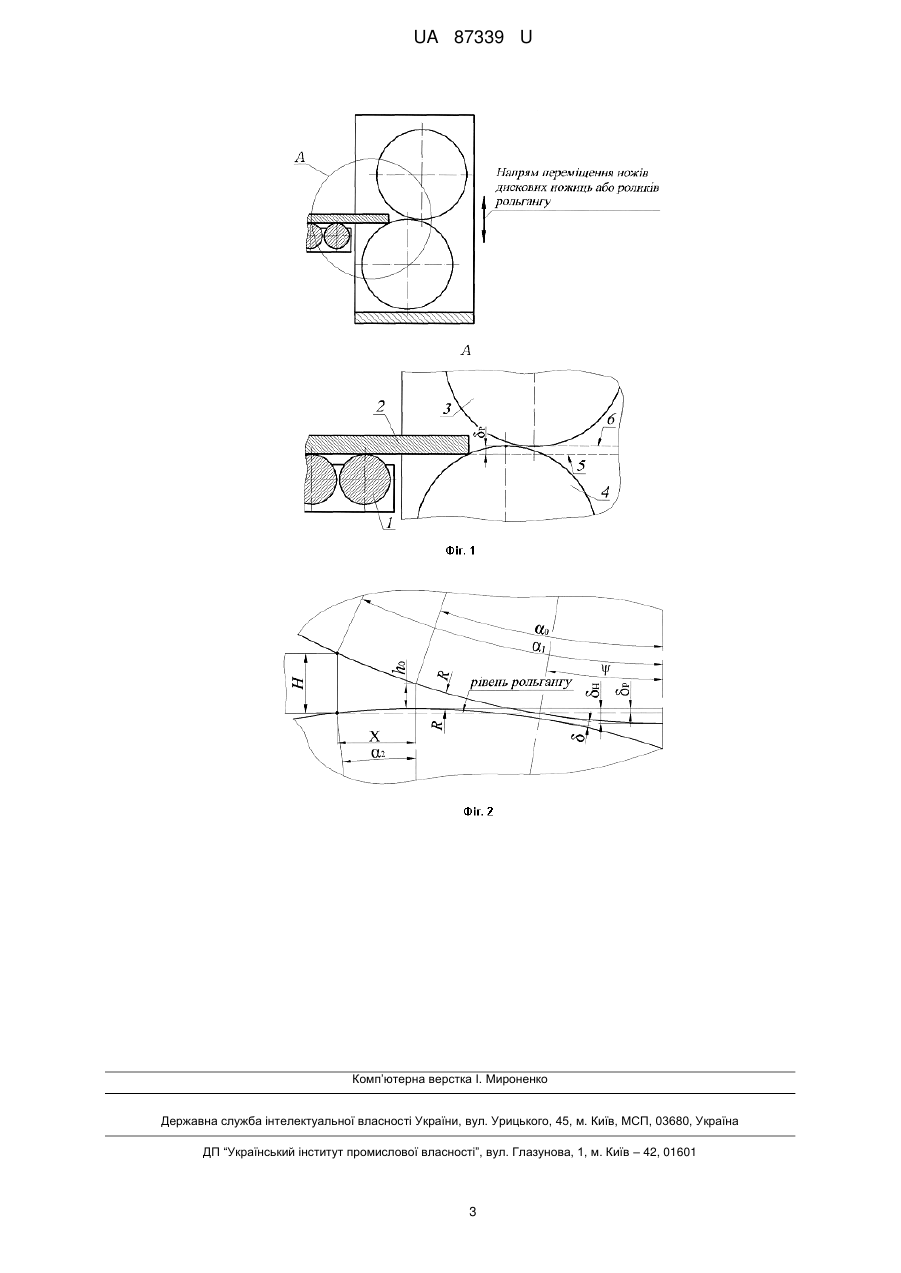
Реферат: UA 87339 U UA 87339 U 5 10 15 20 25 30 35 40 Корисна модель належить до обробки металів тиском, зокрема до подовжнього обрізання дисковими ножами бічних кромок гарячих товстолистових розкатів в потоці прокатного стану. Відомі схеми розташування устаткування листових прокатних станів, в яких лист подається в дискові ножиці рольгангом, внаслідок розташування дискових ножиць на деякій відстані від листоправильної машини, у напрямі руху прокату (Прокатное производство. Справочник: Т. 1, под ред. д.т.н. Е.С. Рокотяна. - М., 1962. - 435-446 с.). За найближчий аналог прийнято дискові ножиці для різання матеріалу, переважно товстолистового, що містять ріжучі дискові ножі, вісь нижнього дискового ножа паралельна площині матеріалу, що ріжуть, а вісь верхнього дискового ножа розташована до осі нижнього під кутом, в площині, паралельній площині матеріалу, що ріжуть, крім того, вісь цього дискового ножа нахилена щодо осі нижнього дискового ножа в площині, перпендикулярній площині матеріалу, що ріжуть (Авт. свид. СРСР №429900, кл. B23D 19/04, 30.05.1974 г., бюл. № 20). Одним з характерних недоліків в роботі найближчого аналога, при використанні у відомих схемах розташування устаткування листових прокатних станів, сумісно з подавальним рольгангом, є обмеження сортаменту листів, що розрізають дисковими ножицями, через погіршення умов захвату листа унаслідок відсутності контакту нижньої поверхні листа з нижнім дисковим ножем через недостатнє зміщення рівня рольганга відносно верхньої точки нижнього ножа дискових ножиць. В основу корисної моделі поставлено задачу розширення сортаменту товстолистових розкатів що розрізають на дискових ножицях в гарячому стані за рахунок вдосконалення способу подачі листа в дискові ножиці, що досягається шляхом забезпечення можливості зміни взаємного розташування рівнів подавального рольганга і верхньої точки нижнього ножа дискових ножиць до початку і в процесі різання, при цьому рівень рольганга розташовується нижче верхньої точки нижнього ножа дискових ножиць. Поставлена задача вирішується тим, що при збільшенні товщини листа для його подачі в дискові ножиці, ролики рольганга або (та) ножі дискових ножиць мають можливість зміщуватися відносно верхньої точки нижнього ножа дискових ножиць до початку та в процесі різання. На фіг. 1 представлений запропонований спосіб подачі листа в дискові ножиці гарячого різання. На фіг. 2 представлена розрахункова схема до визначення величини зміщення рівня подавального рольганга відносно верхньої точки нижнього ножа дискових ножиць, при різанні листів завтовшки H , що перевищує максимально можливу h0 за умови руху листа по дотичній до нижнього ножа. Спосіб здійснюють таким чином: ролики рольганга 1 подають лист 2 між верхнім 3 і нижнім 4 ножами дискових ножиць, при цьому існує можливість зміни p взаємного розташування рівнів рольганга 5 і верхньої точки нижнього ножа дискових ножиць 6, до початку і в процесі різання. Що досягається шляхом зміщення ножів дискових ножиць 3, 4 або роликів рольганга 1 у вертикальному напрямі, або одночасного зміщення роликів рольганга і ножів дискових ножиць. При цьому рівень рольганга розташовується нижче верхньої точки нижнього ножа дискових ножиць. Величина максимально можливої товщини листа, що розрізають дисковими ножицями, за умови руху листа по дотичній до нижнього ножа визначається вираженням: h0 2R cos R R2 2R sin2 45 50 , де: R - радіус дискових ножів; - зазор між ножами в площині, перпендикулярній бічній поверхні дисків і що проходить через їх центри; - кут нахилу осі центрів дисків від вертикалі в напряму різання. При різанні листів завтовшки H h0 , для забезпечення захвату необхідно зміщувати рівень подавального рольгангу вниз відносно верхньої точки нижнього дискового ножа. При цьому величина зміщення визначається наступним вираженням: p R R2 X 2 , де: X - відстань між площиною захвату листа завтовшки проходить через вісь нижнього ножа: X R 2 L H2 L H 2 R sin0 2 2 L H2 4 R sin0 2 і вертикальною площиною, що , - значення кутової координати точки захвату відносно центра верхнього ножа при різанні листів завтовшки h0 : 0 55 H 1 UA 87339 U R h0 H 0 arccos R , L - відстань L 2 R H , H 5 між центрами дисків у вертикальній площині: - величина зазору (чи перекриття, але з мінусом) дисків у вертикальній площині: H 2R 2R cos . Застосування запропонованого способу подачі листа в дискові ножиці гарячого різання дозволить забезпечити захват листа завтовшки H h0 і, тим самим, розширити сортамент листів, що допускаються до гарячого різання на дискових ножицях. При цьому величина коефіцієнта тертя між листом і ножем повинна задовольняти умові: f 10 1 cos1 2 sin1 2 , де f - коефіцієнт тертя між ножами дискових ножиць і матеріалом, що ріжуть; 1 , 2 - кутові координати точок захвату: R sin0 X 1 arcsin R , X 2 arcsin R . 15 Підтвердженням ефективності пропонованого технічного рішення є результати різання на дискових ножицях, в умовах лабораторії, свинцевих пластин різної товщини. При проведенні експерименту діаметр дискових ножів складав 250 мм; кут нахилу осі центрів дисків від вертикалі в напряму різання 9 ; швидкість подачі листа узгоджувалася із швидкістю розкату в дискових ножицях, коефіцієнт тертя f 0,4 . Результати приведені в таблиці. 20 Таблиця Можливість зміщення вниз рівня рольганга відносно верхньої точки нижнього ножа дискових ножиць немає є 25 Максимальна товщина пластини, при якій можлива реалізація процесу різання до 11 (мм) до 20 (мм) Результати показують, що застосування нового способу подачі листа в дискові ножиці дійсно дозволяє розширити сортамент листів, що розрізають, за умови забезпечення можливості зміни взаємного розташування рівнів рольганга і верхньої точки нижнього ножа дискових ножиць до початку та в процесі різання, при цьому рівень рольганга розташовується нижче верхньої точки нижнього ножа дискових ножиць. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб подачі листа в дискові ножиці гарячого різання, який відрізняється тим, що при збільшенні товщини листів, що розрізають, змінюють взаємне розташування рівнів рольганга і верхньої точки нижнього ножа дискових ножиць до початку і в процесі різання, при цьому рівень рольганга розташовується нижче верхньої точки нижнього ножа дискових ножиць. 2 UA 87339 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBorovik Pavlo Volodymyrovych, Selezniov Maksym Yevhenovych
Автори російськоюБоровик Павел Владимирович, Селезнев Максим Евгеньевич
МПК / Мітки
МПК: B23D 19/00
Мітки: дискові, різання, гарячого, подачі, ножиці, листа, спосіб
Код посилання
<a href="https://ua.patents.su/5-87339-sposib-podachi-lista-v-diskovi-nozhici-garyachogo-rizannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб подачі листа в дискові ножиці гарячого різання</a>
Дискові ножиці
Номер патенту: 4860
Опубліковано: 15.02.2005
Автор: Боровік Павло Володимирович
МПК: B23D 19/00
Формула / Реферат:
Дискові ножиці, які містять дискові різальні ножі, при цьому нижній дисковий ніж має циліндричну форму, які відрізняються тим, що верхній дисковий ніж має в середній частині ножа проточку, виконану з можливістю утворення конструктивного елемента у частині диска, що ріже, у вигляді прямокутної трапеції, яка в основі, що контактує з матеріалом, має ширину b = (0,1÷0,4)H, де H - товщина матеріалу, який розрізають, висоту h =...
Дискові ножиці

Номер патенту: 63571
Опубліковано: 10.10.2011
Автори: Боровік Павло Володимирович, Селезньов Максим Євгенович
МПК: B23D 19/00
Формула / Реферат:
Дискові ножиці, що містять ріжучі дискові ножі, які відрізняються тим, що число пар ножів уздовж відрізуваної кромки більше однієї.
Дискові ножиці
Номер патенту: 60766
Опубліковано: 15.10.2003
Автори: Архіпов Олександр Миколайович, Лісовий Віталій Васильович, Пономаренко Олександр Миколайович, Лопатьєв Микола Іванович, Раздобаров Віктор Георгійович, Сацюк Валерій Іванович, Сімененко Олег Володимирович
МПК: B23D 19/00
Формула / Реферат:
Дискові ножиці, що містять станину, верхній і нижній дискові ножі, електропривід обертання дискових ножів, привід переміщення верхнього дискового ножа, каретку з нижнім поворотним диском, напрямні та електропривід для переміщення каретки, які відрізняються тим, що вони доповнені вузлом фіксації листової заготовки, що складається з матриці, встановленої в центрі поворотного диска, пуансона, закріпленого з можливістю обертання в штоці...
Ножиці дискові
Номер патенту: 42302
Опубліковано: 15.10.2001
Автор: Кашпур Олександр Іванович
МПК: B23B 25/00
Формула / Реферат:
Ножиці дискові, що містять встановлені на кронштейні ножові ведучий та ведений диски, які зв'язані з приводом їх обертання, які відрізняються тим, що по радіальній крайці ведучого диска виконана насічка, а ведений диск встановлений на осі пристрою для регулювання ножових дисків, який виконаний у вигляді наріpної втулки та контргайки, в які входить ексцентрик та встановлений у нижній частині кронштейна, при цьому верхня та нижня поверхні...
Комбіновані дискові кромкообрізні ножиці

Номер патенту: 47074
Опубліковано: 17.06.2002
Автори: Калашников Андрій Анатолійович, Реука Юрій Юрійович, Гриценко Сергій Анатолійович
МПК: B23D 19/00
Мітки: кромкообрізні, комбіновані, ножиці, дискові
Формула / Реферат:
Комбіновані дискові кромкообрізні ножиці містять привідний верхній дисковий ніж і встановлені на одному привідному валу нижній дисковий ніж і барабан із закріпленими на його циліндричній поверхні ножами, які кришать край, які відрізняються тим, що ножі, які кришать край, закріплені перпендикулярно торцям барабана.
Попередній патент: Вузол з’єднання вертикальних і горизонтальних залізобетонних елементів об’ємно-просторового каркаса будинку/спорудження
Наступний патент: Установка для спалювання побутових або промислових відходів
Випадковий патент: Спосіб і пристрій для виготовлення екструдованого виробу та багатошаровий пластмасовий виріб (варіанти)