Панель, покрита шпоном

Формула / Реферат
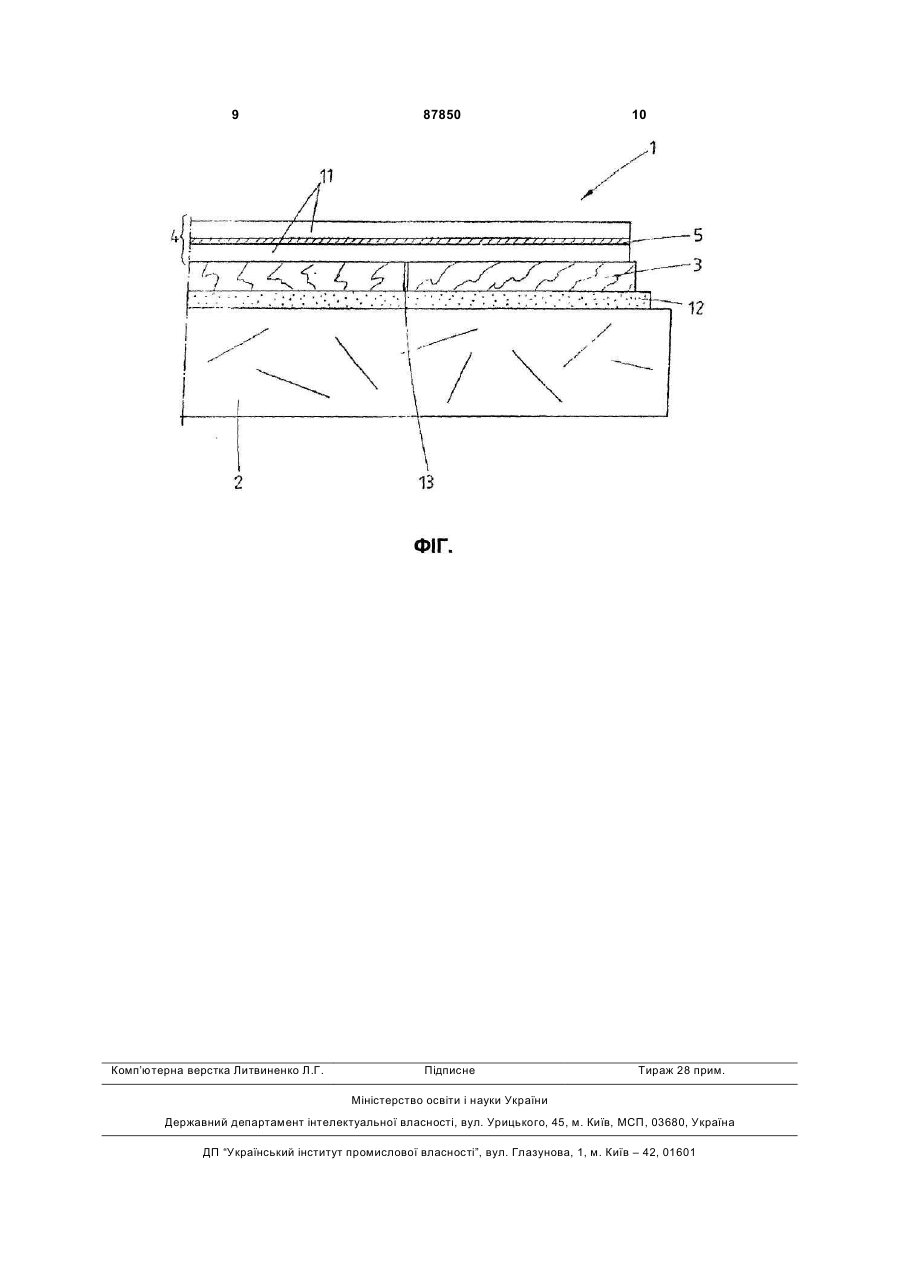
1. Панель, покрита шпоном (1), яка складається з панелі-основи (2) та шпону, який з'єднаний щонайменше з однією з поверхонь панелі-основи (2), яка відрізняється тим, що має покриття (4), яке знаходиться на тій стороні, де знаходиться шпон (3), і розміщується на поверхні шпону, яка обернена у напрямку від панелі-основи (2), причому покриття (4) утворене підготовленим плоским шаром покриття і містить папір, просочений зв'язуючим (11); вказане покриття з'єднане зі шпоном (3) шляхом пресування, причому шпон (3) складається з декількох пластин шпону, які до того, як їх приєднують до панелі-основи, з'єднуються кромка до кромки і тримаються разом завдяки склеюванню кромок (13).
2. Панель за п. 1, яка відрізняється тим, що покриття (4) містить шар зв'язуючого (11), зокрема смоли, наприклад меламінової або меламінофенольної, з'єднаний зі шпоном (3).
3. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що покриття (4) прилягає безпосередньо до шпону (3).
4. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що шпон (3) прилягає безпосередньо до панелі-основи (2).
5. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що шпон (3) має товщину 0,1-1,8 мм, бажано 0,2-0,6 мм, і зокрема 0,25-0,4 мм.
6. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що папір для покриття (4) просочено зв'язуючим (11), зокрема смолою, наприклад меламіновою або меламінофенольною.
7. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що папір для покриття складається щонайменше з 80 %, бажано більше, ніж з 99 %, а найбажаніше зі 100 % целюлози, бажано із целюлози м'якої деревини та/або волокнистої маси евкаліпта.
8. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що папір для покриття має вагу, віднесену до одиниці площі, від 25 до 80 г/м2.
9. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що папір для покриття має швидкість проникання менше 4 с, капілярне всмоктування за Клеммом щонайменше 100, більш бажано 150 мм lgs, та пористість, більшу за 100, бажано 300 л/м2 с.
10. Спосіб виготовлення панелі, покритої шпоном (1), яка складається з панелі-основи (2) та шпону, з'єднаного щонайменше з однією з поверхонь панелі-основи (2), який включає наступні етапи:
виготовлення шпону (3), що складається з декількох пластин шпону, які до того, як їх приєднають до панелі-основи, з'єднуються кромка до кромки і тримаються разом завдяки склеюванню кромок (13);
з'єднання панелі-основи (2) зі шпоном (3) шляхом пресування;
виготовлення підготовленого плоского шару як покриття (4), що містить папір (5), просочений зв'язуючим;
подальше з'єднання покриття (4), що містить папір (5), зі шпоном (3) шляхом пресування.
Текст
1. Панель, покрита шпоном (1), яка складається з панелі-основи (2) та шпону, який з'єднаний щонайменше з однією з поверхонь панелі-основи (2), яка відрізняється тим, що має покриття (4), яке знаходиться на тій стороні, де знаходиться шпон (3), і розміщується на поверхні шпону, яка обернена у напрямку від панелі-основи (2), причому покриття (4) утворене підготовленим плоским шаром покриття і містить папір, просочений зв'язуючим (11); вказане покриття з'єднане зі шпоном (3) шляхом пресування, причому шпон (3) складається з декількох пластин шпону, які до того, як їх приєднують до панелі-основи, з'єднуються кромка до кромки і тримаються разом завдяки склеюванню кромок (13). 2. Панель за п. 1, яка відрізняється тим, що покриття (4) містить шар зв'язуючого (11), зокрема смоли, наприклад меламінової або меламінофенольної, з'єднаний зі шпоном (3). 3. Панель за будь-яким із попередніх пунктів, яка відрізняється тим, що покриття (4) прилягає безпосередньо до шпону (3). 2 (19) 1 3 Винахід, згідно з преамбулою незалежного пункту формули винаходу, відноситься до панелі, покритої шпоном, а також до способу її виготовлення. Панелі, покриті шпоном, виготовляються, зокрема, для меблевої промисловості. Така панель є недорогою, і вона має поверхню, яка має вишуканий вигляд і покращує її. Ця поверхня складається з тонких шарів натуральної деревини, які звичайно мають товщину від 0,5мм до 0,9 мм. Меблі, стіни, панелі для підлоги, або подібні вироби, виготовлені з таких панелей, мають вигляд більш дорогих через природну текстуру шпону, який справляє враження високосортної суцільної деревини, яка є значно дорожчою у порівнянні з панелями основи. На додачу до цього, такі поверхні є більш приємними для споглядання. Для захисту поверхні, яка тільки зверху сформована з натуральної деревини, від бруду, пошкоджень та пилу, який попадає в пори шпону, покрита шпоном панель має лакований шар, який також може бути привабливим візуально і по фактурі. Виробництво таких покритих шпоном панелей зазвичай здійснюється не на одному підприємстві, а на різних підприємствах в різних місцях. На підприємствах з виготовлення шпону придатна для цього деревина розрізається на шари товщиною від 0,5 до 0,9 мм та шириною більше, ніж 10 см, а потім шпон поставляється на заводи, які виготовляють панелі, двері чи меблі, або на роздрібний ринок. В промисловості з виготовлення панелей, шпон напресовується, наприклад, на деревинностружкові плити, плити HDF, плити MDF чи складені плити, які зазвичай мають товщину від 5 до 50мм. До того, як пресувати тонкий шпон, окремі пластини шпону мають бути впритул з'єднані одна з одною. Це зазвичай робиться шляхом з'єднання сусідніх пластин шпону по зигзагоподібній лінії поліефірними нитками з адгезивним покриттям, що попереджає роз'єднання пластин шпону під час пресування. У теперішній час пластини шпону почали склеювати впритул кромка до кромки без накладання одна на одну. Для пресування використовується сечовинний клей чи клей ПВА, або придатні суміші. Машини для пресування шпону, які використовуються в промисловості виготовлення панелей для напресовування шпону на панелі, розроблені таким чином, що в них зазвичай може досягатися тиск 612кг/см2 при температурі від 95 до 140°С. Після періоду застигання клею та остигання панелі зі шпоном, виробник панелей зазвичай виконує так зване базове шліфування, яке забезпечує основу, яке є настільки рівною, наскільки можливо, для подальшого покриття лаком та доведення панелі. Після пресування на панелі можуть виявлятися нерівності, які можуть бути обумовлені охолодженням чи висушуванням пресованої панелі, нерівностями та неоднорідностями панелі-основи чи шпону. Ці відхилення звичайно доходять до приблизно 0.3 мм основного шліфування, тому більш тонкі види шпону, тобто шпони, які мають товщину, меншу за 0,5 мм; зазвичай не можуть використовуватися в описаному способі. При таких товщинах 87850 4 підвищується ризик того, що шпон буде частково повністю знятий під час основного шліфування, чи пізніше, під час проміжного чи чистового шліфування і, таким чином, панель-основа стане видимою, а панельний виріб в цілому буде бракованим. Панелі, покриті шпоном, після базового шліфування поставляються на роздрібний ринок, або продаються виробникам меблів та теслям. Вони проводять подальшу обробку поверхні, яка полягає в почерговому шліфуванні та нанесенні лаку. Шліфувальні машини, які для цього використовуються, коштують приблизно 15,000.00 EUR і здатні оброблювати шпон, який має товщину між 0,5 та 0,9 мм без небезпеки часткового прошліфовування шпону наскрізь. В іншому способі виготовлення панелей, покритих шпоном, який використовується в країнах, у яких менші витрати на утримання персоналу, для здешевлення матеріалів використовуються більш тонкі види шпону, які, наприклад, мають товщину приблизно 0,3 мм. При цьому в процесі виготовлення вихідна деревина спочатку обробляється парою або піддається тепловій обробці в паровому колодязі для того, щоб зробити її більш піддатливою та забезпечити краще її різання та обробку. Тонкі листи шпону товщиною 0,3 мм відрізаються від мокрої наскрізь в результаті попередньої обробки деревини і накладаються на панель-основу з попередньо нанесеним на неї клейовим покриттям пластина до пластини без їх з'єднання між собою, наприклад кромка до кромки чи проклеєними поліефірними нитками. Пластини лежать на панеліоснові, трохи перекриваючись поки вони ще вологі після різання, а потім ділянки шпону ретельно зачищаються вручну на шабровочному станку таким чином, що з одного боку усуваються нерівності поверхні, а з іншого боку панель-основа не просвічує крізь шпон. Це винятково трудомістка робота, яка не може бути зроблена машиною. Після цього панель-основа, на якій лежить шпон, обробляється на звичайному пресі для облицювання поверхонь, який пресує із зусиллям приблизно у 612кг/см2. Таким чином, наявні дуже великі витрати на персонал разом з виходом готової продукції у виробництві шпону, який на 80% вищий. Але подальша обробка панелей, виготовлених таким чином, проблематична, особливо у Європі, де вимоги до якості вищі. Звичайний деревооброблювальний станок, який здійснює шліфування і коштує приблизно 15 000 00 EUR, не в змозі виконувати процеси шліфування і покриття лаком через те, що шліфувальний пристрій, яким його обладнано, не може проводити обробку з урахуванням нерівностей і, таким чином, частково прошліфовує шпон наскрізь до основи, або обробляє не відповідно до вимог, які висуваються до якості таких виробів в Європі. Таким чином, проблема полягає в тому, що промисловість з виробництва шпону працює для підприємств, які випускають панелі, двері, меблі, чи для роздрібного ринку, які самі мають свої власні технічні умови виробництва. Тому товщина шпону, який зазвичай зараз використовується, становить від 0,5 до 0,6 мм і є компромісним рішенням, яке дозволяє деревооброблювальній 5 87850 6 промисловості працювати з таким шпоном в усьокриття (матеріал+процес пресування) становить му світі за винятком США та Швейцарії, де звичайприблизно 2.00 EUR, тоді як поверхня, лакована з но вимагається товщина такого матеріалу від 0,65 обох боків за усіма етапами в залежності від технідо 0,9 мм. чної конфігурації, коштує приблизно від 6.00 до Разом з цим, відомі так звані "шпонові ламіна9.00 EUR за квадратний метр. На додачу, завдяки ти", в яких один чи більше шарів паперу ламінупокриттю за один етап обробки можуть бути отриються зі шпоном та покриттям. Таким чином отримані більш товсті шари, ніж при проведенні лакумують гнучкий та легкий в обробці шпоновий вання. На відміну від процесу лакування, у відполамінат, який може наклеюватися на панелі. Таке відності до даного винаходу заміщуються процеси покриття є подібним до паперу поверхневим шанакладання декількох шарів лаку. Тесля чи виробром, який має хорошу прозорість, просякнутим ник меблів мають тільки порізати панелі, покриті меламіновою смолою або меламінофенолофоршпоном у відповідності з винаходом, на потрібні мальдегідною смолою і з'єднаним зі шпоном за розміри і не мусять виконувати ніякі роботи з додопомогою меламінової чи меламінофенолофорведення поверхні. мальдегідної смоли. При цьому присутність паперу Панель, покрита шпоном, зроблена у відповідтакож може шкодити зовнішньому вигляду. ності до винаходу, дає змогу зберігати робочий Таким чином предметом винаходу є покращечас та кошти незалежно від товщини шпону. Крім на панель, покрита шпоном. того вона має ту перевагу, що може використовуВирішенням задачі створення предмету винаватися шпон малих товщин, менших ніж 0,5 мм, чи ходу є покрита шпоном панель, яка має властиво0,4 мм, чи навіть 0,3 мм, який за попереднього сті, зазначені в головному пункті формули винахорівня техніки не міг використовуватися, або викоду. Додаткові варіанти здійснення предмету ристовувався лише зі значними зусиллями. винаходу є об'єктами залежних пунктів формули Якщо покриття, як в одному з варіантів здійсвинаходу. нення, містить зв'язуючу речовину, зокрема смолу, Згідно з винаходом шпон на покритій шпоном наприклад меламінову смолу чи меламінофенопанелі має покриття. Покриття у відповідності до лоформальдегідну смолу, то можуть використовувинаходу є підготованим пласким шаром, який ватися загальновідомі та високотехнологічні клеї, наноситься на шпон і з'єднується з ним з метою які відомі, наприклад, для виробництва ламіновазахисту шпону від зовнішніх впливів та забезпечує них покриттів для підлог. Таким чином, можна обіпридатність виробу до застосування. Найпростіше йтися без розробки придатних зв'язуючих, а викоз покриттів, які зазвичай використовуються, є тонристати для ознайомлення відповідну існуючу ким полотном з одного матеріалу, наприклад, політературу. На додачу, дане питання має довголотном зі смоли без застосування паперу. Покриттривалу історію розвитку. Це зменшує кошти на тя, зокрема, забезпечує захист від небезпеки дослідження та розробку. Зокрема, меламінофечасткового пошкодження шпону, його забруднення нолоформальдегідна смола є особливо гнучкою. та проникнення в нього пилу. Таким чином, поЯкщо покриття безпосередньо прилягає до криття у відповідності до даного винаходу слід шпону, це означає, що між покриттям і шпоном розуміти таким, що наноситься замість шару лаку, немає ніяких інших речовин за винятком зв'язуювідомого з попереднього рівня техніки, який наночого, що спрощує процес виготовлення і зменшує ситься шляхом лакування, фарбування чи напивитрати потрібних для цього коштів. На прикладі лювання. ламінованих покриттів для підлог відомо, що між Тому повинно бути зрозумілим, що перевагою декоративним папером та покриттям можна ввопанелі, яка покривається шпоном, який має подити речовину, стійку до стирання. Через те, що криття, у відповідності до даного винаходу, є те, поверхні панелей, які використовуються у виробщо перед обробкою її поверхні не потрібно викоництві меблів, чи панелей для стін піддаються ристовувати лакувальні машини. На ринку немає меншим навантаженням, для них достатньо викопридатних машин для нанесення лаку, особливо ристовувати покриття, яке безпосередньо прилядля панелей, які мають велику ширину, наприклад гає до шпону, без проміжного шару. для таких, які ширші за 1,3 м. Крім того, виробник Якщо шпон безпосередньо прилягає до панеможе обійтися без використання трудомісткого та лі-основи, це означає, що немає ніяких інших проекологічно шкідливого процесу, який зазвичай виміжних шарів між шпоном та панеллю-основою користовується при виробництві панелей і складаокрім зазвичай уживаного зв'язуючого, насампеється з базового шліфування, базового покриття ред клею і за меншу кількість етапів обробки утволаком, проміжного шліфування, кінцевого лакурюється просте, безпосереднє і тому більш дешевання. Не потрібні ділянки та лінії для лакування, ве з'єднання. На противагу, так званий «шпоновий які вимагають великих інвестицій у будь-якому ламінат», відомий з попереднього рівня техніки, бізнесі, так як і поточних витрат, зокрема через має один чи більше шарів паперу, що використопроблеми з відходами. Крім того, покриття є таким вуються у якості підложки знизу шпону. У порівже, або навіть кращим за лак з погляду чутливості нянні з ним панель, покриту шпоном, у відповідноповерхні, як показало тестування, яке стосувалося сті з даним винаходом, скомпоновано більш опору поверхні до подряпин, дії тепла та вологи. просто і її виготовлення потребує меншої кількості Крім того, панель, покрита шпоном, з покриттям проміжних етапів для того, щоб встановити з'єдзамість лаку у відповідності до даного винаходу, є нання між шпоном та панеллю-основою. значно дешевшим різновидом. Наприклад, приВ іншому варіанті здійснення покриття з'єднублизна вартість за метр панелі, покритої шпоном з ється зі шпоном шляхом пресування. Пресування обох боків у випадку нанесення пресуванням помає низку переваг. Воно не таке шкідливе для 7 87850 8 оточуючого середовища, як лакування, так як під формули параметри дозволяють отримати, особчас пресування не використовуються шкідливі леливо при їх поєднанні, чудовий зовнішній вигляд тючі речовини. Базове шліфування, яке потребує листа, низьку основну масу, великий об'єм, високу великої ретельності та капіталовкладень, не постабільність розмірів, високу пористість, високе трібне оброблювачу, наприклад теслі чи подібнокапілярне всмоктування. Таким чином, під час му до нього, через те, що він, як правило, не має просочення паперу покриття забезпечується абсозмоги вкласти кошти у дуже дорогі машини. рбування великої кількості смоли за короткий час, Можливо також використовувати менш дорогі причому смола дуже добре розподіляється у набільш тонкі шпони, які мають товщину, меншу за прямках х-, у- і z-. Також виключається можливість звичайні 0,5 мм. При відповідному виборі пресуюотримання ефекту "рифленої поверхні", тобто чих поверхонь покриття може набувати блискучу, хвилястої поверхні. На додачу, вищезазначені матову чи структуровану поверхні, наприклад параметри забезпечують досягнення високої проструктуровану поверхню, подібну до поверхні призорості покриття після пресування, що дозволяє родної деревини як на вигляд, так і на дотик. Тадобре бачити крізь нього шпон. Виключається моким чином, для отримання гладкої поверхні не жливість утворення так званих "молочних шляхів", потрібні почергові повторювані етапи шліфування тобто ділянок поганої прозорості, в результаті чого та нанесення лаку. Пресування, наприклад, може отримується однорідна поверхня. Таке покриття здійснюватися на пресах короткого циклу чи на без проблем може використовуватися для непрокаландрових пресах. Преси для шпону непридатні сочених шпонів, тобто таких, які не мають власночерез те, що на них не можна отримувати потрібго шару зв'язуючого (меламіну чи подібного йому). ний тиск біля 20-30 кг/см2. Насамкінець слід зазначити, що такі покриття приВ іншому бажаному варіанті здійснення податні для друкування. Такий папір "overlay", прикриття містить папір. Це має ту перевагу, що він датний для виробництва панелей у відповідності слугує у якості підложки для шару зв'язуючого. В до даного винаходу, випускається компаніями такому разі покриття може бути виготовлене, Schoeller та Hoesch під назвою "TVO overlay транспортоване та в кінці подане до пресу окремо, paper". більш безпечно та просто. Додаткові переваги випливають з опису та доПросочення покриття зв'язуючими сприяє даного малюнка. У відповідності з даним винаховстановленню зв'язку покриття зі шпоном під тисдом вказані характеристики, які будуть розглянуті ком та при високих температурах, так як присутнє далі, можуть використовуватися окремо чи у поєду достатній кількості зв'язуюче подібне до буфернанні. Варіанти здійснення не є кінцевими і обменої речовини. Пресування може бути здійснене жувальними, а наведені в якості прикладів. більш безпечно. Прозорість досягається шляхом На Фіг. показана панель, покрита шпоном, виприкладання до виробу тиску і температури. готовлена у відповідності до даного винаходу, в Крім того, бажано, щоб папір для покриття якій натуральний дерев’яний шпон 3, який складаскладався щонайменше з 80%, більш бажано з ється з декількох окремих пластин шпону, з'єднабільш ніж 99% і найбажаніше - зі 100% целюлози. них кромка до кромки 13, з'єднаний з панеллюВикористання целюлози має ту перевагу, що досяосновою 2 та захищений від впливів оточуючого гається майже повна прозорість. Бажаними є десередовища захисним шаром, який являє собою ревина м'яких порід чи волокниста маса евкаліпту, покриття "overlay", що знаходиться поверх шпону. тому що вони недорогі та легкодоступні. В процесі виробництва шпон 3 було спресовано з Дослідження показали, що вага (грамаж) папанеллю-основою 2 на звичайному пресі для шпоперу покриття, яка може використовуватися особну із застосуванням клею. ливо успішно з точки зору коефіцієнту проникненНа іншому етапі процесу, покриття 4, яке місня, капілярного всмоктування та пористості, тить папір, тобто папір TVO, просочений смолою лежить в межах між 25 та 80 г/м2. Якщо буде вико11, було спресовано зі шпоном 3. На випробуванристовуватися папір, у якого цей показник буде нях із застосуванням пресу Siemplekamp в якості знаходитися вище чи нижче вказаних меж, в реприкладу були відзначені такі параметри: темпезультаті відповідно або з'являються надриви на ратура пресування 174 °С, тиск пресування поверхні, або поверхня стає мутною. 22кг/см2, час пресування 24 сек вага паперу 25 г/м2 Технічні властивості паперу для покриття, зата блиск sm (шовковисто-матовий). явленого у пунктах формули, виходячи з швидкоУ процесі виробництва використовувався пасті проникання, капілярного всмоктування та порипір "overlay" TVO, який має масу (грамаж) у 25 г/м2, стості, полегшують просочення покриття, тобто просочений меламіновою смолою у пропорції встановлення зв'язку зв'язуючого, зокрема мела62г/м2, таким чином просочений папір має загальмінової смоли, з папером покриття для утворення ну вагу 87 г/м2. Для паперу "overlay" TVO 40 г/м2 покриття і в подальшому полегшує зв'язування пропорція меламінової смоли становить 85 г/м2, а виготовленого таким чином покриття зі шпоном, загальна вага 125 г/м2. перш за все шляхом пресування. Вказані у пунктах 9 Комп’ютерна верстка Литвиненко Л.Г. 87850 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюVeneered panel
Автори англійськоюSchuster Johannes
Назва патенту російськоюПанель, покрытая шпоном
Автори російськоюШустер Йоханес
МПК / Мітки
МПК: B32B 21/00, B27D 1/00
Мітки: шпоном, панель, покрита
Код посилання
<a href="https://ua.patents.su/5-87850-panel-pokrita-shponom.html" target="_blank" rel="follow" title="База патентів України">Панель, покрита шпоном</a>
Спосіб виготовлення фанери
Номер патенту: 28745
Опубліковано: 25.12.2007
Автори: Тимик Діана Володимирівна, Бехта Павло Антонович, Бехта Наталія Степанівна
МПК: B27N 3/00
Мітки: фанери, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим що перед нанесенням клею на шпон його обробляють дистильованою водою.2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять дистильовану воду з розрахунку 50 г/м2.3. Спосіб за п. 1, який...
Спосіб виготовлення фанери
Номер патенту: 28773
Опубліковано: 25.12.2007
Автори: Бехта Наталія Степанівна, Тимик Діана Володимирівна, Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, фанери, виготовлення
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що перед нанесенням клею на шпон він обробляється гарячою водою.2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять гарячу воду температурою 80 °С з розрахунку 50 г/м2.3. Спосіб за п. 1,...
Спосіб виготовлення фанери
Номер патенту: 27036
Опубліковано: 10.10.2007
Автори: Тимик Діана Володимирівна, Бехта Наталія Степанівна, Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, фанери
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що перед нанесенням клею на шпон він обробляється оцтовою кислотою (СН3СООН).2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять 2-5 %-ий розчин оцтової кислоти (СН3СООН) з розрахунку 50...
Спосіб виготовлення фанери

Номер патенту: 66581
Опубліковано: 17.05.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: виготовлення, спосіб, фанери
Формула / Реферат:
Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що з метою зменшення шорсткості фанери і запобігання пробиттю клею на лицеву поверхню фанери перед формуванням пакета зовнішні листи шпону ущільнюють.
Спосіб виготовлення фанери
Номер патенту: 17125
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення фанери, що включає операції виготовлення шпону, сушіння шпону, ущільнення шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, обробку фанери, який відрізняється тим, що одна частина шпону, призначеного для формування пакета шпону, піддається холодному ущільненню, а друга - гарячому ущільненню.2. Спосіб виготовлення фанери за п.1, який відрізняється тим, що холодне...
Попередній патент: Арабіногалактан, виділений з кави
Наступний патент: Похідні піролотриазину, застосовні для лікування гіперпроліферативних порушень і захворювань, пов’язаних з ангіогенезом
Випадковий патент: Оптично-електронний кутовимірювальний пристрій