Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі

Формула / Реферат
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:
нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,
холодну деформацію смуги з нанесеним покриттям,
нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу сталь/покриття та для аустенізації сталі,
переміщення зазначеної деталі в установку для охолодження,
охолодження зазначеної деталі всередині вказаної установки з такою швидкістю, щоб структура сталі після охолодження була мартенситною або бейнітною, або мартенситно-бейнітною, який відрізняється тим, що згадане нанесення попереднього покриття здійснюють за допомогою щонайменше однієї стадії електроосадження алюмінію або алюмінієвого сплаву або щонайменше однієї стадії хімічного осадження в паровій фазі алюмінію або алюмінієвого сплаву, або щонайменше однієї стадії фізичного осадження в паровій фазі алюмінію або алюмінієвого сплаву, або щонайменше однієї стадії спільної прокатки сталевої смуги та стрічки з алюмінію або алюмінієвого сплаву, при цьому зазначену щонайменше одну стадію нанесення попереднього покриття можна здійснювати окремо або в комбінації з іншими стадіями таким чином, щоб поверхня поділу між згаданою сталевою смугою та попереднім покриттям перед згаданим нагріванням не містила інтерметалічної фази.
2. Спосіб за п. 1, який відрізняється тим, що коефіцієнт деформації при зазначеній холодній деформації перевищує 20 % щонайменше в одній точці деталі.
3. Спосіб за п. 1 або 2, який відрізняється тим, що після вказаної холодної деформації і до вказаного нагрівання здійснюють видалення надлишків смуги для одержання кінцевої геометричної форми зазначеної деталі.
4. Застосування деталі з високою механічною міцністю та корозійною стійкістю зі сталевої смуги, одержаної за пп. 1-3, для виготовлення конструктивних або захисних деталей для самохідних транспортних засобів.
Текст
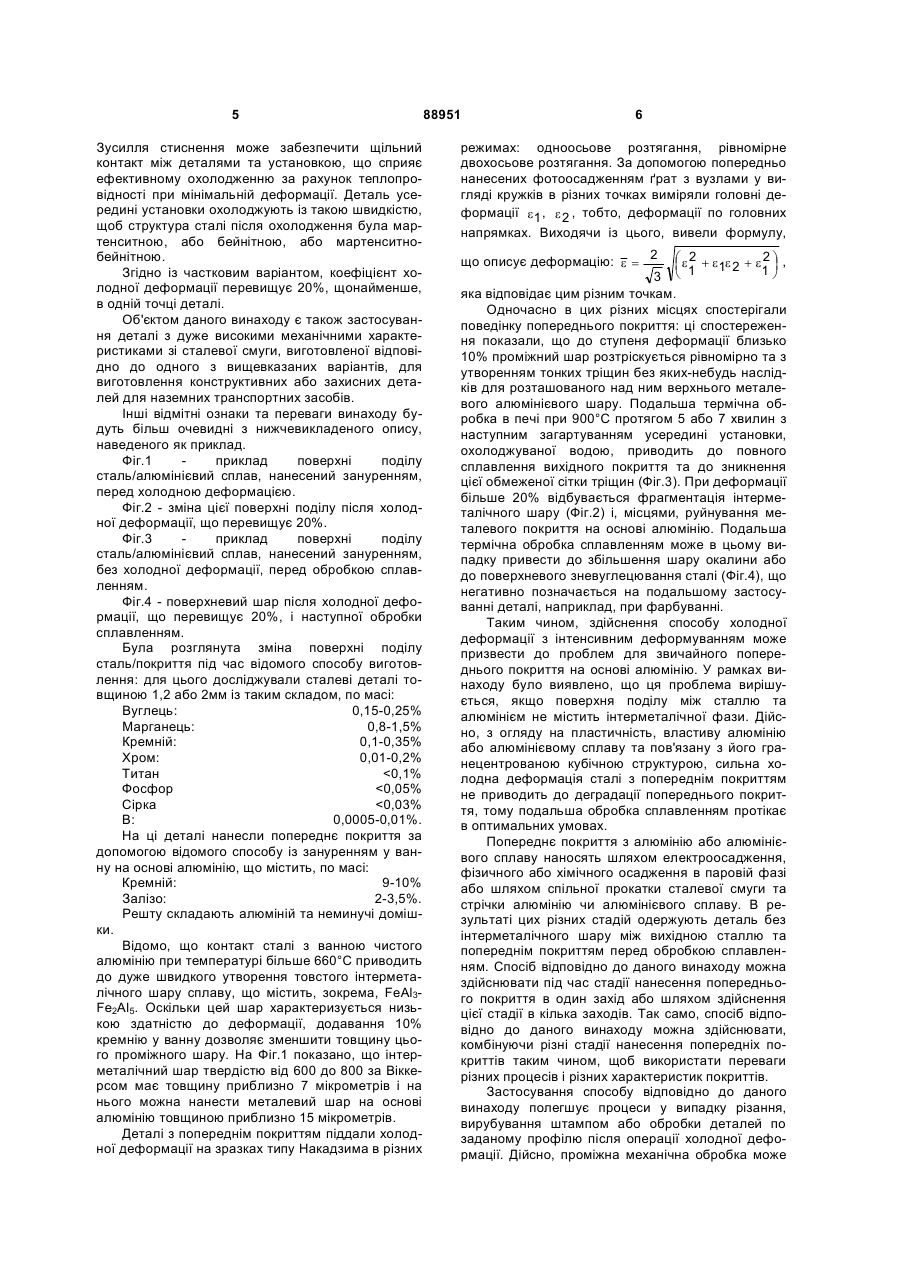
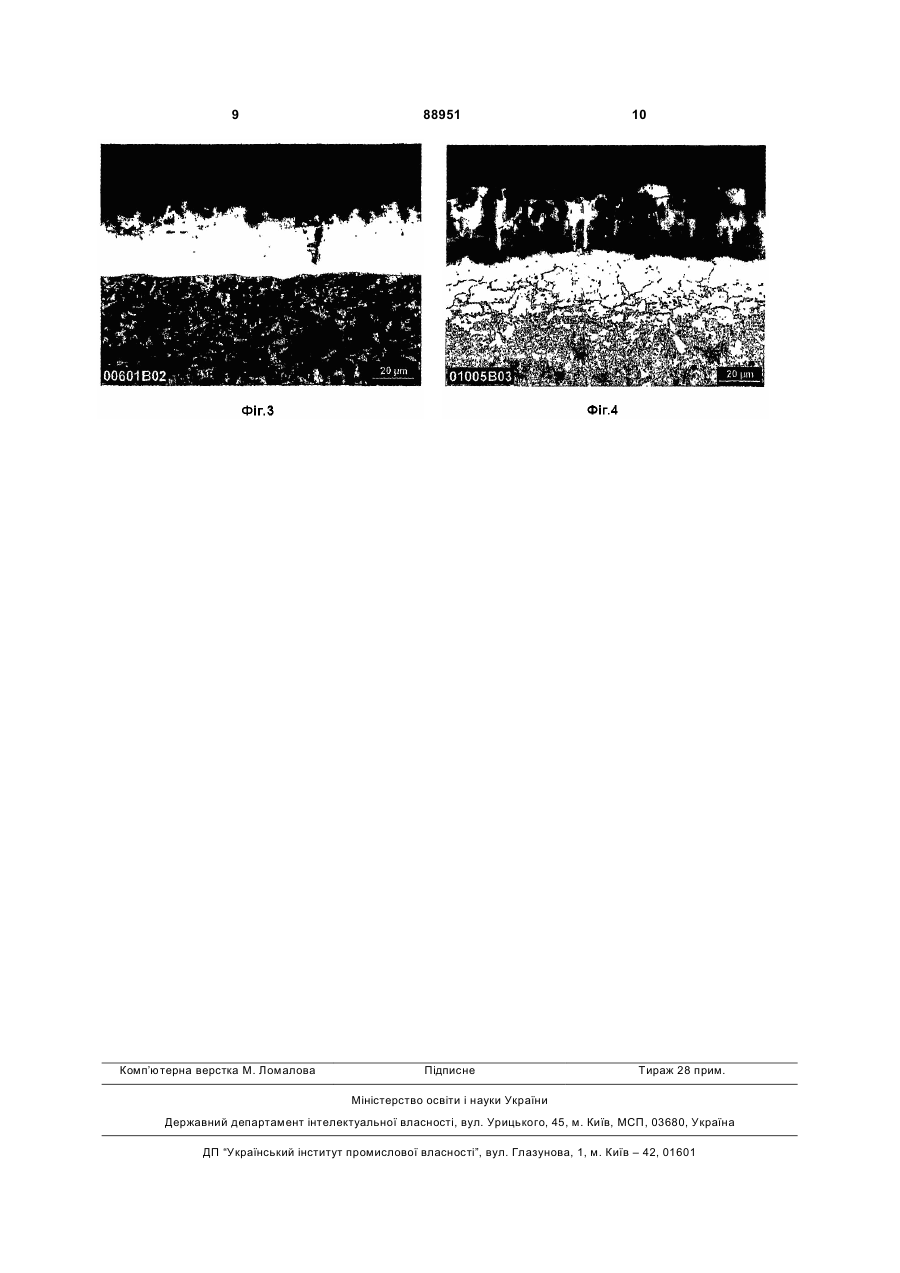
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії: нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву, холодну деформацію смуги з нанесеним покриттям, нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу сталь/покриття та для аустенізації сталі, переміщення зазначеної деталі в установку для охолодження, охолодження зазначеної деталі всередині вказаної установки з такою швидкістю, щоб структура сталі C2 2 (11) 1 3 рами, ребра жорсткості дверей або поріжків, колісні спиці). У патенті FR 2807447 розкривається спосіб виготовлення, у якому використовують вихідний сталевий лист із попередньо нанесеним металевим покриттям, при цьому сталь має міцність на розрив близько 500МПа, здійснюють операцію холодної деформації, наприклад, холодного штампування або холодного профілювання, потім роблять термічну обробку з метою подальшого загартування усередині установки, яка має форму, що відповідає геометрії деталі. Під час фази нагрівання при цій термічній обробці на поверхні деталі виконують інтерметалічне покриття шляхом сплавлення нанесеного спочатку попереднього покриття та вихідної сталі. Таким чином одержують, наприклад, деталі з механічною міцністю, що перевищує 1500МПа, які мають корозійну стійкість. Лист із вихідної сталі попередньо покривають способом гарячого занурення алюмінієм або алюмінієвим сплавом. Однак у деяких випадках застосування цього способу зустрічає певні обмеження. Під час операцій холодної деформації деталі перед термічною обробкою деякі зони можуть піддаватися більш сильній деформації, і між основою та попереднім покриттям може відбутися ушкодження границі поділу у вигляді локального порушення зчеплення. У цьому випадку подальша термічна обробка може привести до утворення окалини поблизу міжповерхневого шару сплаву. Присутність цієї окалини заважає задовільному сплавленню між вихідною сталлю та попереднім алюмінієвим покриттям. Крім того, після холодної деформації алюмінованих деталей можна здійснювати розрізування, вирубування штампом, обробку по заданому профілю з метою видалення зайвого матеріалу перед наступною термічною обробкою для сплавлення. Присутність нанесеного зануренням попереднього алюмінієвого покриття може сприяти спрацюванню різального інструменту. З іншого боку, нанесення зануренням попереднього алюмінієвого покриття на листовий прокат може привести до коливань товщини по відношенню до номінальної товщини. Нагрівання при термічній обробці для сплавлення здійснюють досить швидко, як правило, протягом декількох хвилин. У випадку надмірного перевищення товщини сплавлення покриття відбувається не повністю. Оскільки температура плавлення звичайних попередніх покриттів, нанесених зануренням, становить 660°С для алюмінію або 580°С для сплаву алюміній-10% кремнію, то може відбутися передчасне плавлення з найбільш товстого боку покриття, перш ніж буде досягнута температура аустенізації деталі. Як правило, термічну обробку проводять у печах, де деталі переміщаються на валках, тому поверхня цих валків забруднюється шаром, який виникає при частковому плавленні попереднього покриття, що заважає нормальній роботі печей. Крім того, неповне сплавлення попереднього покриття негативно позначається на подальших операціях катафорезу. Задачею даного винаходу є вирішення вищезгаданих проблем. Зокрема, він покликаний за 88951 4 пропонувати спосіб виготовлення деталей з гарячекатаної або холоднокатаної сталі з попереднім покриттям з алюмінію або алюмінієвого сплаву, що дозволяє здійснювати значну попередню холодну деформацію перед сплавленням та не призводить до негативних наслідків для обробки сплавленням. Винахід покликаний знизити спрацювання інструмента під час механічної обробки перед термічною обробкою для сплавлення. Він повинен дозволити досягти після термічної обробки повного сплавлення попереднього покриття з алюмінію або алюмінієвого сплаву. У цьому зв'язку об'єктом даного винаходу є спосіб виготовлення деталі з дуже високими механічними характеристиками з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії: - на смугу наносять попереднє покриття з алюмінію або алюмінієвого сплаву. Це попереднє покриття можна здійснювати в одну або кілька стадій залежно від зазначених нижчеваріантів, узятих окремо або в комбінації: - нанесення попереднього покриття за допомогою одного або декількох етапів електроосадження алюмінію або алюмінієвого сплаву - нанесення попереднього покриття за допомогою одного або декількох етапів хімічного осадження в паровій фазі алюмінію або алюмінієвого сплаву - нанесення попереднього покриття за допомогою одного або декількох етапів фізичного осадження в паровій фазі алюмінію або алюмінієвого сплаву - нанесення попереднього покриття за допомогою одного або декількох етапів спільної прокатки сталевої смуги та стрічки з алюмінію або алюмінієвого сплаву. - Завдяки застосуванню цих варіантів нанесення попереднього покриття, поверхня поділу між сталевою смугою та попереднім покриттям не містить інтерметалічної фази. - Смугу з нанесеним покриттям піддають холодній деформації. - Якщо буде потреба, видаляють надлишки листа для одержання кінцевої геометричної форми зазначеної деталі. - Деталь нагрівають, наприклад, у печі для одержання на поверхні деталі інтерметалічної сполуки на основі поверхні поділу сталь/покриття та для аустенізації сталі. Під час фази нагрівання при цій термічній обробці шляхом сплавлення шару вихідного попереднього покриття та вихідної сталі формують інтерметалічне покриття на поверхні деталі, причому це сплавлення відбувається по всій товщині шару покриття. - Після нагрівання деталь переміщають в установку. Проміжок часу між фазою нагрівання та контактом з установкою є досить коротким, щоб протягом цього проміжку часу не відбулася трансформація аустеніту. Геометрія та конструкція установки відповідають оброблюваній деталі та інтенсивності загартування. Ці установки можуть охолоджуватися, зокрема, за рахунок циркуляції рідини, для підвищення продуктивності операцій та/або підвищення інтенсивності загартування. 5 Зусилля стиснення може забезпечити щільний контакт між деталями та установкою, що сприяє ефективному охолодженню за рахунок теплопровідності при мінімальній деформації. Деталь усередині установки охолоджують із такою швидкістю, щоб структура сталі після охолодження була мартенситною, або бейнітною, або мартенситнобейнітною. Згідно із частковим варіантом, коефіцієнт холодної деформації перевищує 20%, щонайменше, в одній точці деталі. Об'єктом даного винаходу є також застосування деталі з дуже високими механічними характеристиками зі сталевої смуги, виготовленої відповідно до одного з вищевказаних варіантів, для виготовлення конструктивних або захисних деталей для наземних транспортних засобів. Інші відмітні ознаки та переваги винаходу будуть більш очевидні з нижчевикладеного опису, наведеного як приклад. Фіг.1 приклад поверхні поділу сталь/алюмінієвий сплав, нанесений зануренням, перед холодною деформацією. Фіг.2 - зміна цієї поверхні поділу після холодної деформації, що перевищує 20%. Фіг.3 приклад поверхні поділу сталь/алюмінієвий сплав, нанесений зануренням, без холодної деформації, перед обробкою сплавленням. Фіг.4 - поверхневий шар після холодної деформації, що перевищує 20%, і наступної обробки сплавленням. Була розглянута зміна поверхні поділу сталь/покриття під час відомого способу виготовлення: для цього досліджували сталеві деталі товщиною 1,2 або 2мм із таким складом, по масі: Вуглець: 0,15-0,25% Марганець: 0,8-1,5% Кремній: 0,1-0,35% Хром: 0,01-0,2% Титан
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing part from the steel strip with coating and application of the mentioned part
Автори англійськоюLaurent Jean-Pierre, Devroc Jacques
Назва патенту російськоюСпособ изготовления детали из стальной полосы с покрытием и применение указанной детали
Автори російськоюЛоран Жан-Пьер, Деврок Жак
МПК / Мітки
МПК: C23F 17/00, C23C 22/78
Мітки: покриттям, смуги, сталевої, деталі, застосування, спосіб, виготовлення, вказаної
Код посилання
<a href="https://ua.patents.su/5-88951-sposib-vigotovlennya-detali-zi-stalevo-smugi-z-pokrittyam-ta-zastosuvannya-vkazano-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі</a>
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Фрехсе Йоахім, Сесеке-Коуро Ульріх, Бекер Андреас
МПК: C23C 20/00, B23K 35/362
Мітки: використанням, покриттям, сплаву, з'єднання, покриття, спосіб, алюмінієвого, суміш, алюмінію, деталі, виготовлення, отримані, деталей, варіанти
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб виготовлення оцинкованої зміцненої сталевої смуги
Номер патенту: 78418
Опубліковано: 15.03.2007
Автори: Пасько Тетяна Григорівна, Шебаніц Едуард Миколайович, Норка Сергій Петрович, Мурашкін Олександр Вікторович, Ванюкова Жаннета Гаврилівна, Уланова Олександра Лук'янівна, Будніков Володимир Іванович
МПК: B21B 3/00, C21D 8/02, C23C 2/06
Мітки: оцинкованої, спосіб, смуги, виготовлення, зміцненої, сталевої
Формула / Реферат:
Спосіб виготовлення оцинкованої зміцненої сталевої смуги, що включає сукупність наступних операцій: травлення гарячекатаного підкату, холодну прокатку на чотириклітьовому стані, цинкування холоднокатаних сталевих смуг, який відрізняється тим, що після процесу цинкування холоднокатаних сталевих смуг здійснюється друга холодна прокатка оцинкованих сталевих смуг на чотириклітьовому стані із сумарним обтисненням 30-45 % .
Сталева деталь з покриттям, спосіб її виготовлення та застосування
Номер патенту: 87246
Опубліковано: 25.06.2009
Автори: Дюжелей Жерар, Фаббрі Вівіан, Белло Ален
Мітки: покриттям, виготовлення, сталева, деталь, спосіб, застосування
Формула / Реферат:
1. Сталева деталь, покрита сполукою, яка складається більш ніж на 90 % її товщини з щонайменше однієї фази на основі Fe/Zn, вміст заліза в якій дорівнює 65 мас. % або вище, а відношення Fe/Zn становить від 1,9 до 4, причому вказана фаза утворена в процесі щонайменше однієї термообробки з утворенням сплаву між сталлю і попереднім покриттям, яке є сплавом на основі цинку, що містить від 0,7 до 2,5 мас. % алюмінію і решта цинк та неминучі...
Спосіб виготовлення оцинкованої зміцненої сталевої смуги
Номер патенту: 11436
Опубліковано: 15.12.2005
Автори: Мурашкін Олександр Вікторович, Уланова Олександра Лук'янівна, Пасько Тетяна Григорівна, Будніков Володимир Іванович, Ванюкова Жаннета Гаврилівна, Шебаніц Едуард Миколайович, Норка Сергій Петрович
МПК: B21B 3/00
Мітки: смуги, виготовлення, оцинкованої, сталевої, спосіб, зміцненої
Формула / Реферат:
Спосіб виготовлення оцинкованої зміцненої сталевої смуги, що включає сукупність операцій: травлення гарячекатаного підкату, холодну прокатку на 4-клітьовому стані, цинкування холоднокатаних сталевих смуг, який відрізняється тим, що після процесу цинкування холоднокатаних сталевих смуг здійснюють другу холодну прокатку оцинкованих сталевих смуг на 4-клітьовому стані із сумарним обтисненням 30-45%.
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Міллікен, Дейл, К., Боскен, Уільям, Е., (молодший)
МПК: C04B 41/89, C23C 4/10, C03B 5/00, C23C 4/06, C04B 41/45, C03B 7/00, C04B 41/87
Мітки: покриттям, спосіб, деталі, виготовлена, виготовлення, способом, керамічної, деталь, цим, керамічна
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Попередній патент: Упаковка з обгорткою та наклейкою
Наступний патент: Лінійний генератор постійного струму
Випадковий патент: Спосіб одержання торкрет-бетону