Спосіб безперервного розливання металів та сплавів
Номер патенту: 90837
Опубліковано: 10.06.2014
Автори: Молчанов Лавр Сергійович, Герасименко Віктор Григорович, Синегін Євген Володимирович, Бойченко Борис Михайлович

Формула / Реферат
Спосіб безперервного розливання металів та сплавів, що включає подачу металевого розплаву в резервуар, введення інокулятора у вигляді порошку із хімічним складом аналогічним до складу металу, що розливається, у струмінь розплаву, що витікає з резервуара, в потоці нейтрального газу, формування зливка або витягування заготовки, який відрізняється тим, що інокулятор у вигляді порошку фракцією 100-1000 мкм вводять у кількості 0,05-0,65 % від маси розплавленого металу в струмінь розплаву у потоці нейтрального газу з витратою останнього 1,2-13,8 л/т рідкого металу.
Текст
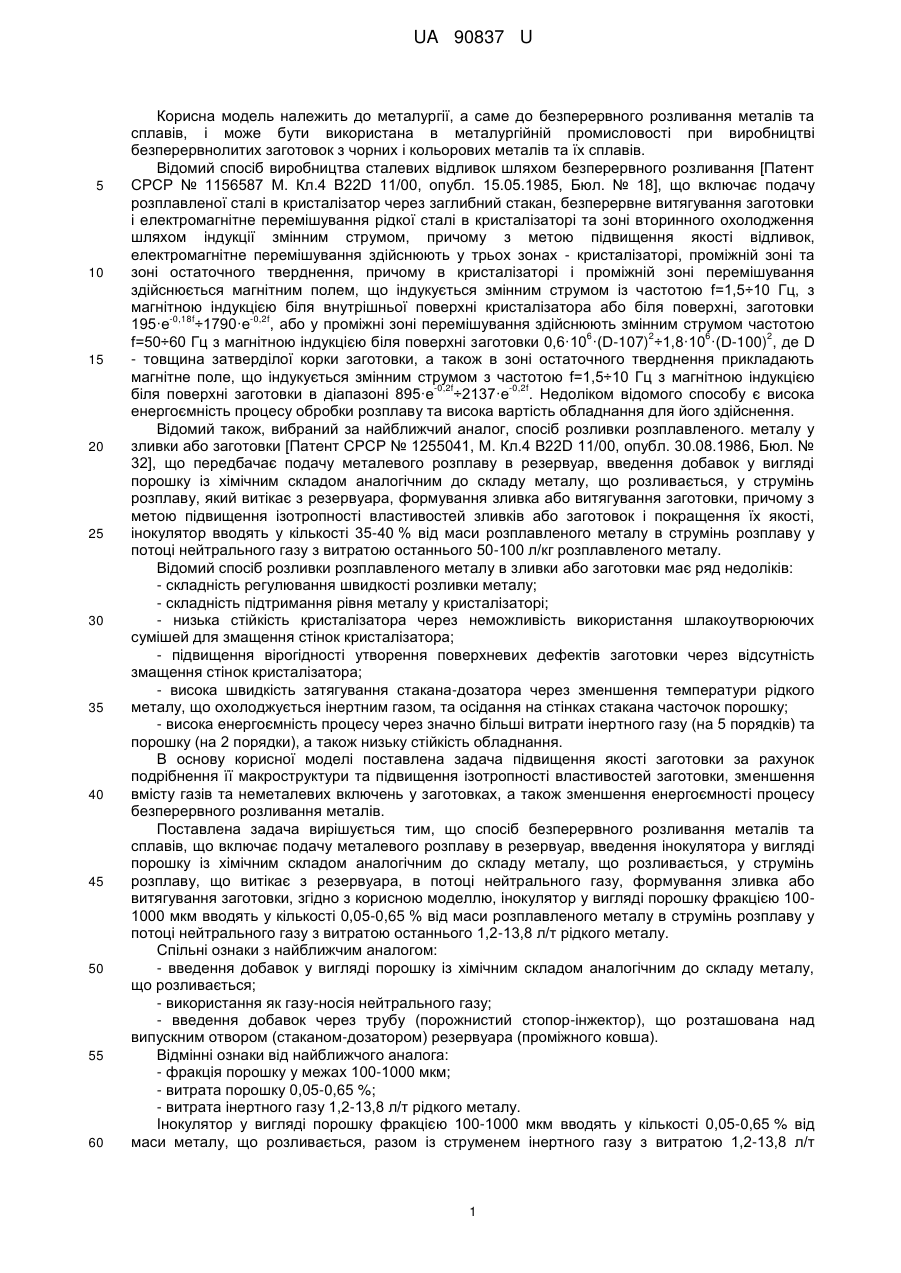
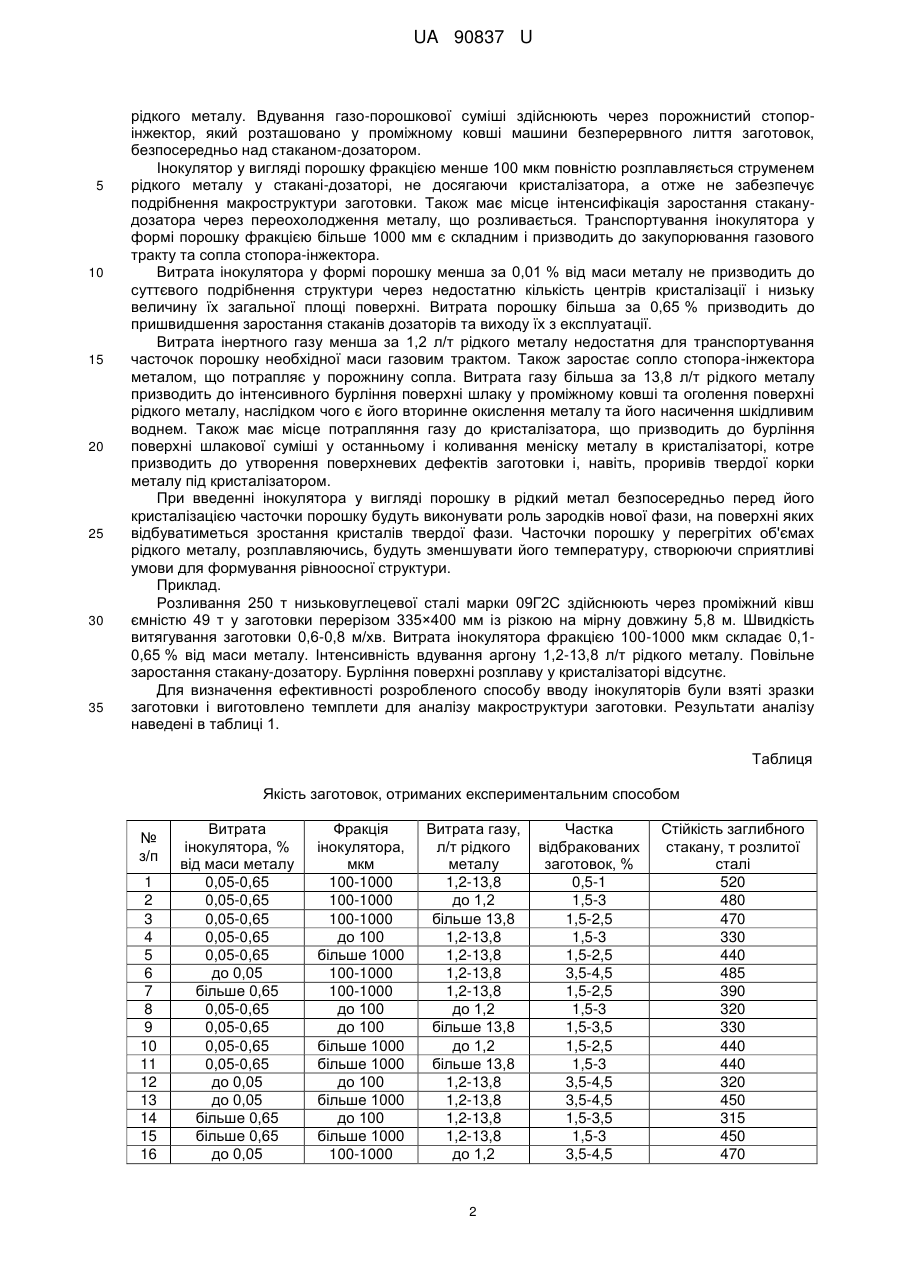
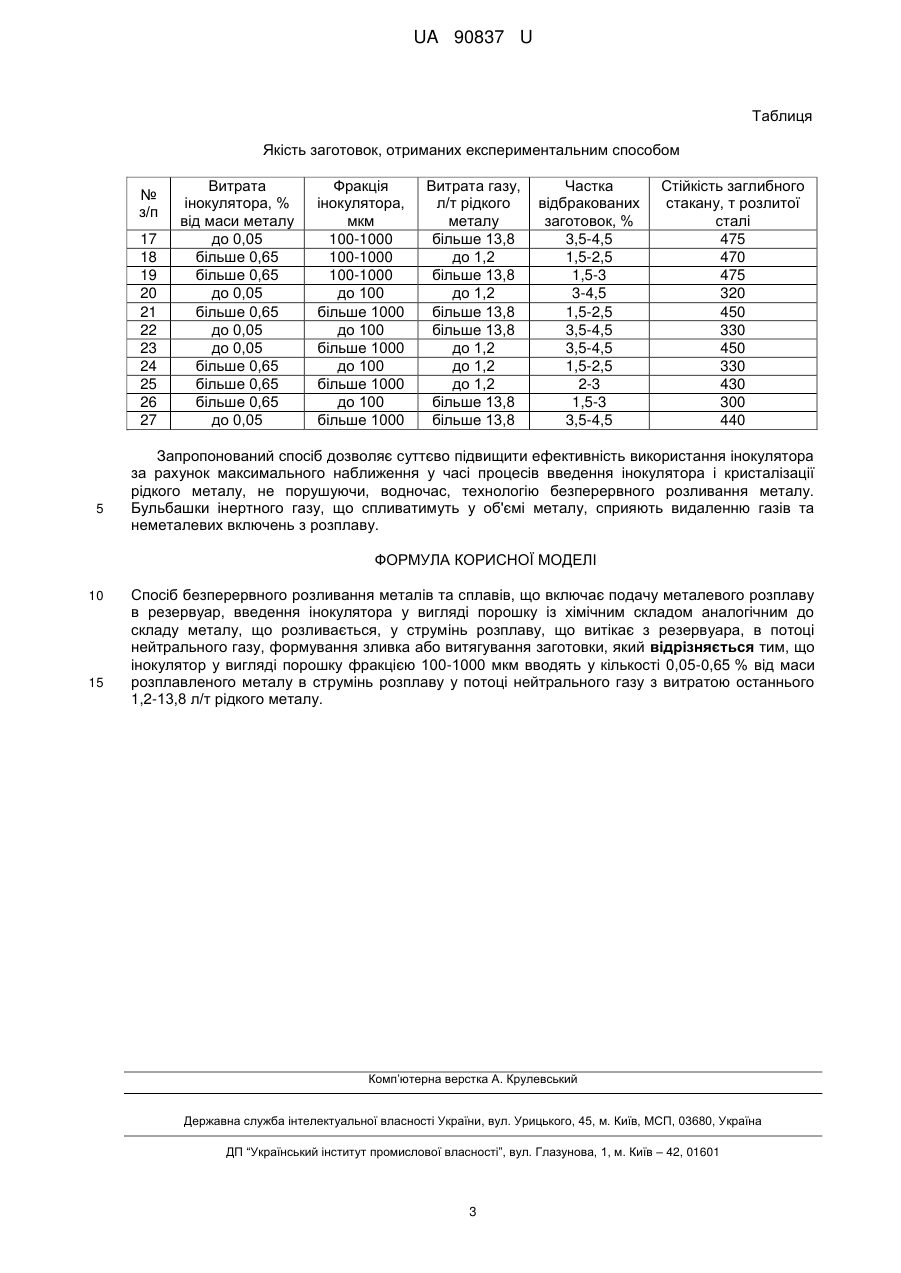
Реферат: Спосіб безперервного розливання металів та сплавів включає подачу металевого розплаву в резервуар. Потім вводять інокулятор у вигляді порошку із хімічним складом аналогічним до складу металу, що розливається, у струмінь розплаву, що витікає з резервуара, в потоці нейтрального газу, формування зливка або витягування заготовки. При цьому інокулятор у вигляді порошку фракцією 100-1000 мкм вводять у кількості 0,05-0,65 % від маси розплавленого металу в струмінь розплаву у потоці нейтрального газу з витратою останнього 1,2-13,8 л/т рідкого металу. UA 90837 U (54) СПОСІБ БЕЗПЕРЕРВНОГО РОЗЛИВАННЯ МЕТАЛІВ ТА СПЛАВІВ UA 90837 U UA 90837 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, а саме до безперервного розливання металів та сплавів, і може бути використана в металургійній промисловості при виробництві безперервнолитих заготовок з чорних і кольорових металів та їх сплавів. Відомий спосіб виробництва сталевих відливок шляхом безперервного розливання [Патент СРСР № 1156587 М. Кл.4 B22D 11/00, опубл. 15.05.1985, Бюл. № 18], що включає подачу розплавленої сталі в кристалізатор через заглибний стакан, безперервне витягування заготовки і електромагнітне перемішування рідкої сталі в кристалізаторі та зоні вторинного охолодження шляхом індукції змінним струмом, причому з метою підвищення якості відливок, електромагнітне перемішування здійснюють у трьох зонах - кристалізаторі, проміжній зоні та зоні остаточного тверднення, причому в кристалізаторі і проміжній зоні перемішування здійснюється магнітним полем, що індукується змінним струмом із частотою f=1,5÷10 Гц, з магнітною індукцією біля внутрішньої поверхні кристалізатора або біля поверхні, заготовки -0,18f -0,2f 195·e ÷1790·e , або у проміжні зоні перемішування здійснюють змінним струмом частотою 6 2 6 2 f=50÷60 Гц з магнітною індукцією біля поверхні заготовки 0,6·10 ·(D-107) ÷1,8·10 ·(D-100) , де D - товщина затверділої корки заготовки, а також в зоні остаточного тверднення прикладають магнітне поле, що індукується змінним струмом з частотою f=1,5÷10 Гц з магнітною індукцією -0,2f -0,2f біля поверхні заготовки в діапазоні 895·e ÷2137·e . Недоліком відомого способу є висока енергоємність процесу обробки розплаву та висока вартість обладнання для його здійснення. Відомий також, вибраний за найближчий аналог, спосіб розливки розплавленого. металу у зливки або заготовки [Патент СРСР № 1255041, М. Кл.4 B22D 11/00, опубл. 30.08.1986, Бюл. № 32], що передбачає подачу металевого розплаву в резервуар, введення добавок у вигляді порошку із хімічним складом аналогічним до складу металу, що розливається, у струмінь розплаву, який витікає з резервуара, формування зливка або витягування заготовки, причому з метою підвищення ізотропності властивостей зливків або заготовок і покращення їх якості, інокулятор вводять у кількості 35-40 % від маси розплавленого металу в струмінь розплаву у потоці нейтрального газу з витратою останнього 50-100 л/кг розплавленого металу. Відомий спосіб розливки розплавленого металу в зливки або заготовки має ряд недоліків: - складність регулювання швидкості розливки металу; - складність підтримання рівня металу у кристалізаторі; - низька стійкість кристалізатора через неможливість використання шлакоутворюючих сумішей для змащення стінок кристалізатора; - підвищення вірогідності утворення поверхневих дефектів заготовки через відсутність змащення стінок кристалізатора; - висока швидкість затягування стакана-дозатора через зменшення температури рідкого металу, що охолоджується інертним газом, та осідання на стінках стакана часточок порошку; - висока енергоємність процесу через значно більші витрати інертного газу (на 5 порядків) та порошку (на 2 порядки), а також низьку стійкість обладнання. В основу корисної моделі поставлена задача підвищення якості заготовки за рахунок подрібнення її макроструктури та підвищення ізотропності властивостей заготовки, зменшення вмісту газів та неметалевих включень у заготовках, а також зменшення енергоємності процесу безперервного розливання металів. Поставлена задача вирішується тим, що спосіб безперервного розливання металів та сплавів, що включає подачу металевого розплаву в резервуар, введення інокулятора у вигляді порошку із хімічним складом аналогічним до складу металу, що розливається, у струмінь розплаву, що витікає з резервуара, в потоці нейтрального газу, формування зливка або витягування заготовки, згідно з корисною моделлю, інокулятор у вигляді порошку фракцією 1001000 мкм вводять у кількості 0,05-0,65 % від маси розплавленого металув струмінь розплаву у потоці нейтрального газу з витратою останнього 1,2-13,8 л/т рідкого металу. Спільні ознаки з найближчим аналогом: - введення добавок у вигляді порошку із хімічним складом аналогічним до складу металу, що розливається; - використання як газу-носія нейтрального газу; - введення добавок через трубу (порожнистий стопор-інжектор), що розташована над випускним отвором (стаканом-дозатором) резервуара (проміжного ковша). Відмінні ознаки від найближчого аналога: - фракція порошку у межах 100-1000 мкм; - витрата порошку 0,05-0,65 %; - витрата інертного газу 1,2-13,8 л/т рідкого металу. Інокулятор у вигляді порошку фракцією 100-1000 мкм вводять у кількості 0,05-0,65 % від маси металу, що розливається, разом із струменем інертного газу з витратою 1,2-13,8 л/т 1 UA 90837 U 5 10 15 20 25 30 35 рідкого металу. Вдування газо-порошкової суміші здійснюють через порожнистий стопорінжектор, який розташовано у проміжному ковші машини безперервного лиття заготовок, безпосередньо над стаканом-дозатором. Інокулятор у вигляді порошку фракцією менше 100 мкм повністю розплавляється струменем рідкого металу у стакані-дозаторі, не досягаючи кристалізатора, а отже не забезпечує подрібнення макроструктури заготовки. Також має місце інтенсифікація заростання стаканудозатора через переохолодження металу, що розливається. Транспортування інокулятора у формі порошку фракцією більше 1000 мм є складним і призводить до закупорювання газового тракту та сопла стопора-інжектора. Витрата інокулятора у формі порошку менша за 0,01 % від маси металу не призводить до суттєвого подрібнення структури через недостатню кількість центрів кристалізації і низьку величину їх загальної площі поверхні. Витрата порошку більша за 0,65 % призводить до пришвидшення заростання стаканів дозаторів та виходу їх з експлуатації. Витрата інертного газу менша за 1,2 л/т рідкого металу недостатня для транспортування часточок порошку необхідної маси газовим трактом. Також заростає сопло стопора-інжектора металом, що потрапляє у порожнину сопла. Витрата газу більша за 13,8 л/т рідкого металу призводить до інтенсивного бурління поверхні шлаку у проміжному ковші та оголення поверхні рідкого металу, наслідком чого є його вторинне окислення металу та його насичення шкідливим воднем. Також має місце потрапляння газу до кристалізатора, що призводить до бурління поверхні шлакової суміші у останньому і коливання меніску металу в кристалізаторі, котре призводить до утворення поверхневих дефектів заготовки і, навіть, проривів твердої корки металу під кристалізатором. При введенні інокулятора у вигляді порошку в рідкий метал безпосередньо перед його кристалізацією часточки порошку будуть виконувати роль зародків нової фази, на поверхні яких відбуватиметься зростання кристалів твердої фази. Часточки порошку у перегрітих об'ємах рідкого металу, розплавляючись, будуть зменшувати його температуру, створюючи сприятливі умови для формування рівноосної структури. Приклад. Розливання 250 т низьковуглецевої сталі марки 09Г2С здійснюють через проміжний ківш ємністю 49 т у заготовки перерізом 335×400 мм із різкою на мірну довжину 5,8 м. Швидкість витягування заготовки 0,6-0,8 м/хв. Витрата інокулятора фракцією 100-1000 мкм складає 0,10,65 % від маси металу. Інтенсивність вдування аргону 1,2-13,8 л/т рідкого металу. Повільне заростання стакану-дозатору. Бурління поверхні розплаву у кристалізаторі відсутнє. Для визначення ефективності розробленого способу вводу інокуляторів були взяті зразки заготовки і виготовлено темплети для аналізу макроструктури заготовки. Результати аналізу наведені в таблиці 1. Таблиця Якість заготовок, отриманих експериментальним способом № з/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Витрата інокулятора, % від маси металу 0,05-0,65 0,05-0,65 0,05-0,65 0,05-0,65 0,05-0,65 до 0,05 більше 0,65 0,05-0,65 0,05-0,65 0,05-0,65 0,05-0,65 до 0,05 до 0,05 більше 0,65 більше 0,65 до 0,05 Фракція інокулятора, мкм 100-1000 100-1000 100-1000 до 100 більше 1000 100-1000 100-1000 до 100 до 100 більше 1000 більше 1000 до 100 більше 1000 до 100 більше 1000 100-1000 Витрата газу, л/т рідкого металу 1,2-13,8 до 1,2 більше 13,8 1,2-13,8 1,2-13,8 1,2-13,8 1,2-13,8 до 1,2 більше 13,8 до 1,2 більше 13,8 1,2-13,8 1,2-13,8 1,2-13,8 1,2-13,8 до 1,2 2 Частка відбракованих заготовок, % 0,5-1 1,5-3 1,5-2,5 1,5-3 1,5-2,5 3,5-4,5 1,5-2,5 1,5-3 1,5-3,5 1,5-2,5 1,5-3 3,5-4,5 3,5-4,5 1,5-3,5 1,5-3 3,5-4,5 Стійкість заглибного стакану, т розлитої сталі 520 480 470 330 440 485 390 320 330 440 440 320 450 315 450 470 UA 90837 U Таблиця Якість заготовок, отриманих експериментальним способом № з/п 17 18 19 20 21 22 23 24 25 26 27 5 Витрата інокулятора, % від маси металу до 0,05 більше 0,65 більше 0,65 до 0,05 більше 0,65 до 0,05 до 0,05 більше 0,65 більше 0,65 більше 0,65 до 0,05 Фракція інокулятора, мкм 100-1000 100-1000 100-1000 до 100 більше 1000 до 100 більше 1000 до 100 більше 1000 до 100 більше 1000 Витрата газу, л/т рідкого металу більше 13,8 до 1,2 більше 13,8 до 1,2 більше 13,8 більше 13,8 до 1,2 до 1,2 до 1,2 більше 13,8 більше 13,8 Частка відбракованих заготовок, % 3,5-4,5 1,5-2,5 1,5-3 3-4,5 1,5-2,5 3,5-4,5 3,5-4,5 1,5-2,5 2-3 1,5-3 3,5-4,5 Стійкість заглибного стакану, т розлитої сталі 475 470 475 320 450 330 450 330 430 300 440 Запропонований спосіб дозволяє суттєво підвищити ефективність використання інокулятора за рахунок максимального наближення у часі процесів введення інокулятора і кристалізації рідкого металу, не порушуючи, водночас, технологію безперервного розливання металу. Бульбашки інертного газу, що спливатимуть у об'ємі металу, сприяють видаленню газів та неметалевих включень з розплаву. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб безперервного розливання металів та сплавів, що включає подачу металевого розплаву в резервуар, введення інокулятора у вигляді порошку із хімічним складом аналогічним до складу металу, що розливається, у струмінь розплаву, що витікає з резервуара, в потоці нейтрального газу, формування зливка або витягування заготовки, який відрізняється тим, що інокулятор у вигляді порошку фракцією 100-1000 мкм вводять у кількості 0,05-0,65 % від маси розплавленого металу в струмінь розплаву у потоці нейтрального газу з витратою останнього 1,2-13,8 л/т рідкого металу. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSynehin Yevhen Volodymyrovych, Boichenko Borys Mykhailovych, Herasymenko Viktor Hryhorovych
Автори російськоюСинегин Евгений Владимирович, Бойченко Борис Михайлович, Герасименко Виктор Григорьевич
МПК / Мітки
МПК: B22D 11/00
Мітки: розливання, сплавів, металів, безперервного, спосіб
Код посилання
<a href="https://ua.patents.su/5-90837-sposib-bezperervnogo-rozlivannya-metaliv-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного розливання металів та сплавів</a>
Кристалізатор для безперервного розливання рідких металів

Номер патенту: 81247
Опубліковано: 25.12.2007
Автори: Райффершайд Маркус, Манглер Дірк, Плоциннік Уве
МПК: B22D 11/055, B22D 11/04, B22D 11/124
Мітки: розливання, безперервного, рідких, металів, кристалізатор
Формула / Реферат:
Кристалізатор для безперервного розливання рідких металів, зокрема в заготовки зі сталі у формі слябів, зокрема товщиною менше 100 мм, з внутрішніми пластинами (6), забезпеченими охолоджувальними каналами (7) у вигляді отворів для охолоджувача, виконаних у протилежній від рідкого металу стороні внутрішніх плит (20), при цьому величина поверхонь охолоджувальних каналів, які є поверхнями теплообміну, в зоні максимальної щільності теплового...
Кристалізатор для безперервного розливання металів

Номер патенту: 55984
Опубліковано: 15.04.2003
Автори: Дудко Анатолій Григорович, Овсянніков Вадим Георгійович, Климанчук Владислав Владиславович, Фентісов Ігор Миколайович, Токій Анатолій Миколайович, Нечипуренко Євген Степанович, Акулов Валерій Володимирович, Ларіонов Олександр Олексійович, Бочек Анатолій Павлович, Капланов Василь Ілліч, Лисовський Олександр Іванович
МПК: B22D 11/04
Мітки: кристалізатор, металів, безперервного, розливання
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить сталевий корпус з робочими широкими і вузькими стінками з мідних сплавів, водоохолоджуваних системою циліндричних каналів, змінні пластини зі зносостійкої сталі, установлені по периметру в нижній частині корпуса кристалізатора, який відрізняється тим, що він додатково оснащений плакувальним шаром,, зі сталі, розміщеним з тильної сторони вузьких і широких стінок, а у...
Пристрій для безперервного розливання металів, зокрема сталі

Номер патенту: 74035
Опубліковано: 17.10.2005
Автори: Фест Томас, Цайбер Адольф
МПК: B22D 11/04, B22D 11/053
Мітки: пристрій, розливання, безперервного, металів, сталі, зокрема
Формула / Реферат:
1. Пристрій для безперервного розливання металів, зокрема сталі, що містить раму (2), яка несе кристалізатор (1), встановлений на рамі (2) осцилюючий пристрій (3) і встановлений на нижньому кінці (10) кристалізатора (1) рівчак (4) з роликами, який відрізняється тим, що кристалізатор (1) разом з коливальною рамою (3b) і впливаючим на коливальну раму (3b) осцилюючим приводом (3а) встановлені в кожусі (5), що закриває вгорі і з боків, при цьому...
Кристалізатор для безперервного розливання металів
Номер патенту: 15792
Опубліковано: 17.07.2006
Автори: Лисовський Олександр Іванович, Климанчук Владислав Владиславович, Дудко Анатолій Григорович, Капланов Василь Ілліч, Лехтер Олександр Вікторович, Бочек Анатолій Павлович, Ларіонов Олександр Олексійович, Фентісов Ігор Миколайович, Ірха Віктор Миколайович, Бутенко Федір Миколайович, Токій Анатолій Миколайович, Овсянніков Вадим Георгійович
МПК: B22D 11/04
Мітки: кристалізатор, металів, розливання, безперервного
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим плакувальним шаром, причому в мідному шарі розташовані циліндричні і прямокутні водоохолоджувальні канали, який відрізняється тим, що кріпильні шпильки розташовані за мідним і сталевим плакувальними шарами, що плакують, пропущені через сталевий корпус і закріплені усередині...
Кристалізатор для безперервного розливання металів
Номер патенту: 80351
Опубліковано: 10.09.2007
Автори: Ірха Віктор Миколайович, Бутенко Федір Миколайович, Токій Анатолій Миколайович, Капланов Василь Ілліч, Дудко Анатолій Григорович, Климанчук Владислав Владиславович, Ларіонов Олександр Олексійович, Лехтер Олександр Вікторович, Фентісов Ігор Миколайович, Лисовський Олександр Іванович, Овсянніков Вадим Георгійович, Бочек Анатолій Павлович
МПК: B22D 11/04, B22D 11/055
Мітки: безперервного, кристалізатор, металів, розливання
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить прикріплені до сталевого корпуса кріпильними шпильками дві вузькі стінки з мідним шаром і сталевим шаром, що його плакує, причому мідний шар включає циліндричні і прямокутні водоохолоджувальні канали, який відрізняється тим, що кріпильні шпильки, розташовані поза мідним і сталевим шарами, пропущені через сталевий корпус і закріплені усередині надставок, жорстко приєднаних до...
Попередній патент: Адаптивне тональне рейкове коло
Наступний патент: Композиція для виготовлення струмознімного елемента струмоприймача електрорухомого складу
Випадковий патент: Спосіб діагностування паливного насоса дизеля