Спосіб виготовлення високонадійної спіральної термобатареї
Формула / Реферат
1. Спосіб виготовлення багатоелементної високонадійної термобатареї, що включає виготовлення із термоелектричного матеріалу заготовки з р-n переходом і отвором, виконаним вздовж поздовжньої осі симетрії заготовки, та розрізання заготовки з утворенням багатовиткової спіральної термобатареї, який відрізняється тим, що перед розрізанням заготовки на її поверхню наносять шар високоомного матеріалу, який має електричний контакт з тілом заготовки, а операцію розрізання заготовки здійснюють одночасно з розрізанням нанесеного на її поверхню шару високоомного матеріалу, завдяки чому кожна гілка термоелемента має паралельно підключений до неї резервуючий елемент.
2. Спосіб за п. 1, який відрізняється тим, що шар високоомного матеріалу наносять також на стінки внутрішньої порожнини заготовки, завдяки чому після розрізання заготовки гілки термоелементів спіральної термобатареї мають подвійні резервуючі елементи.
Текст
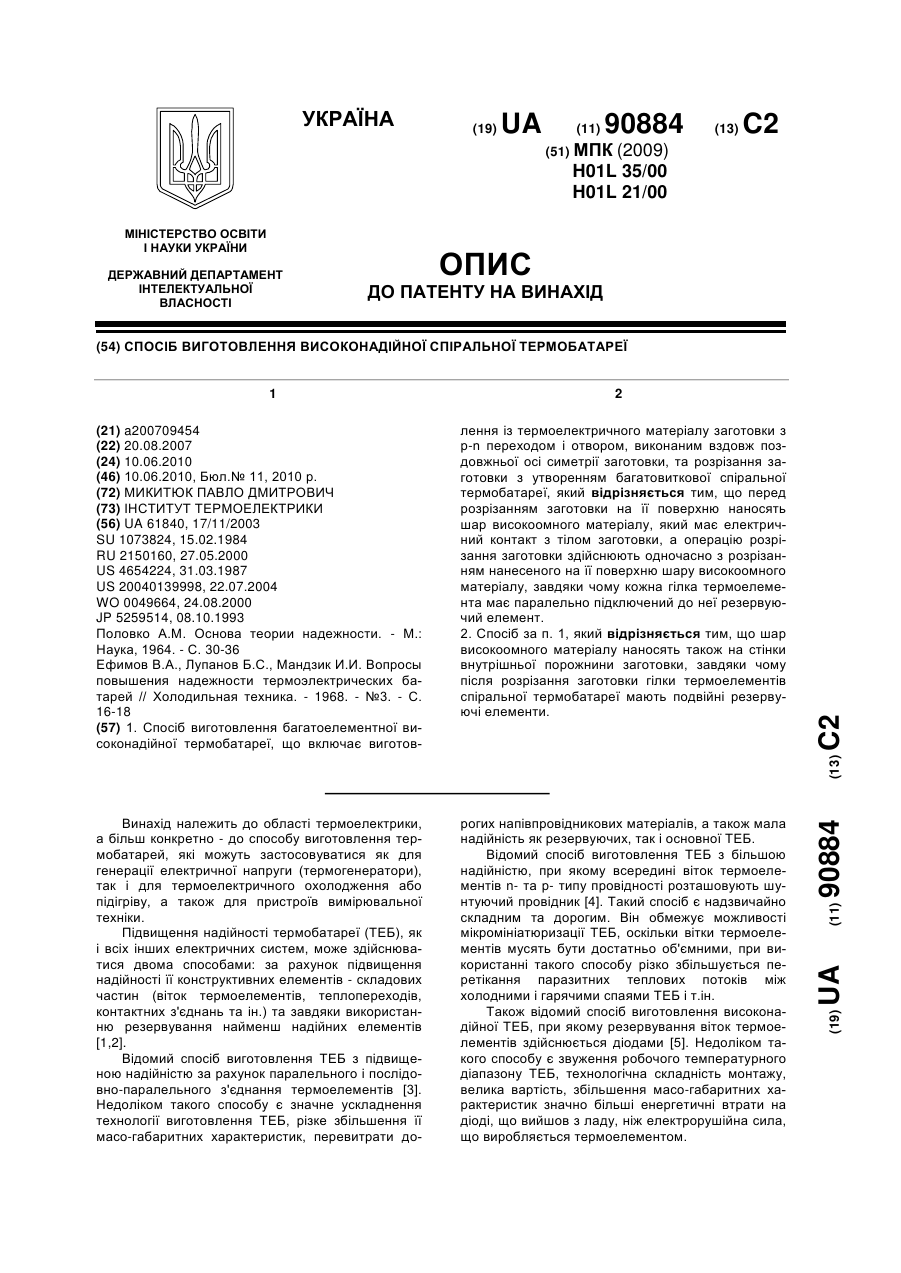
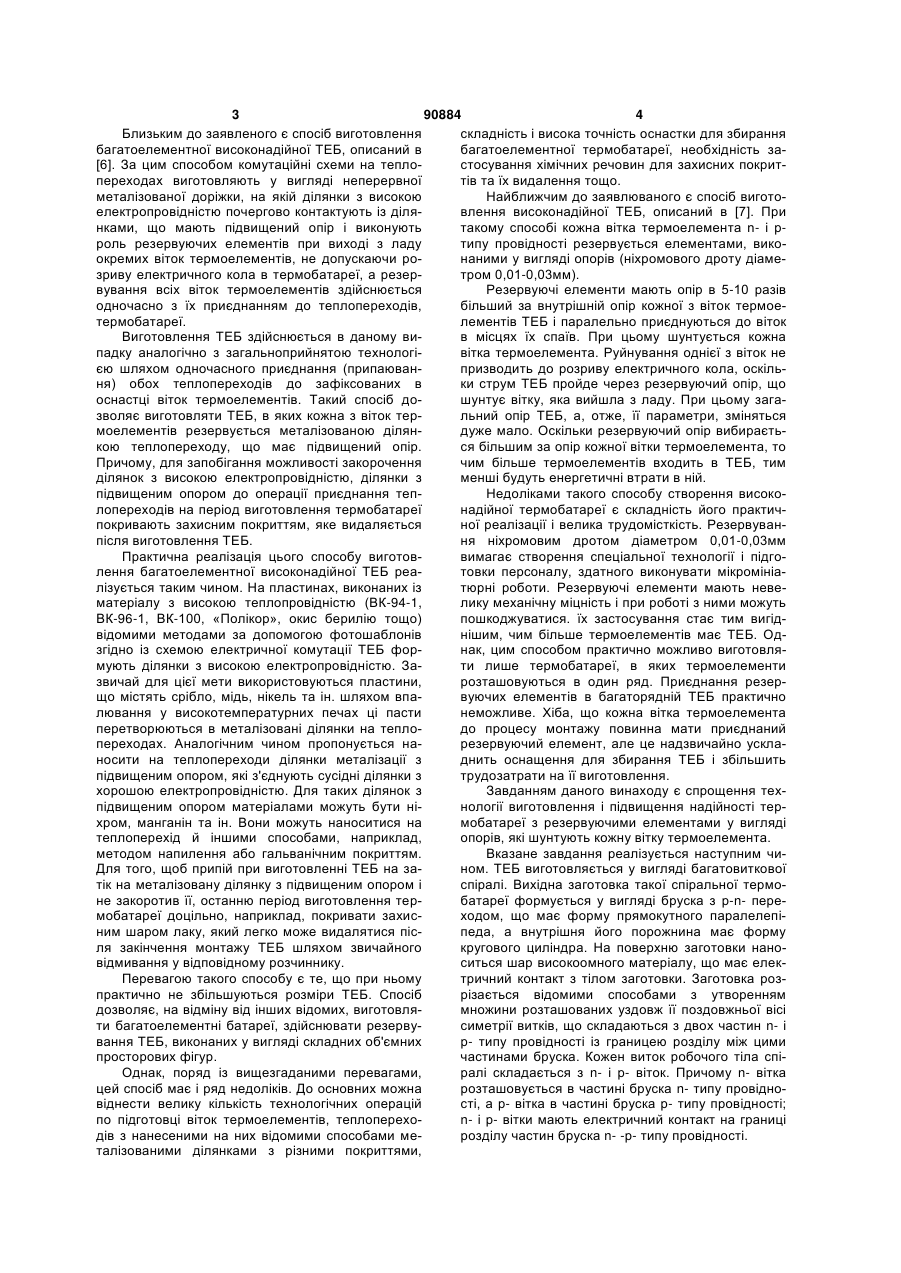
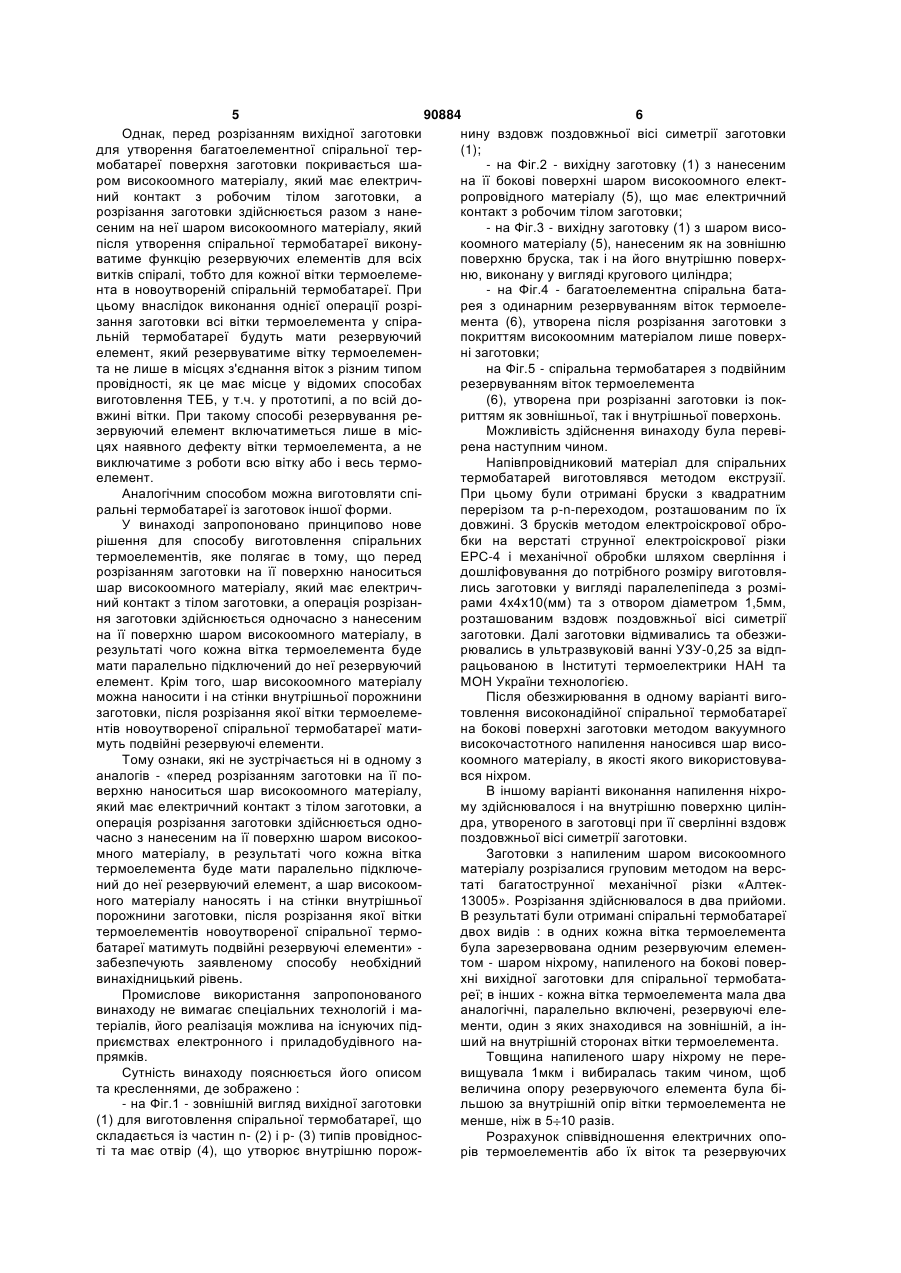
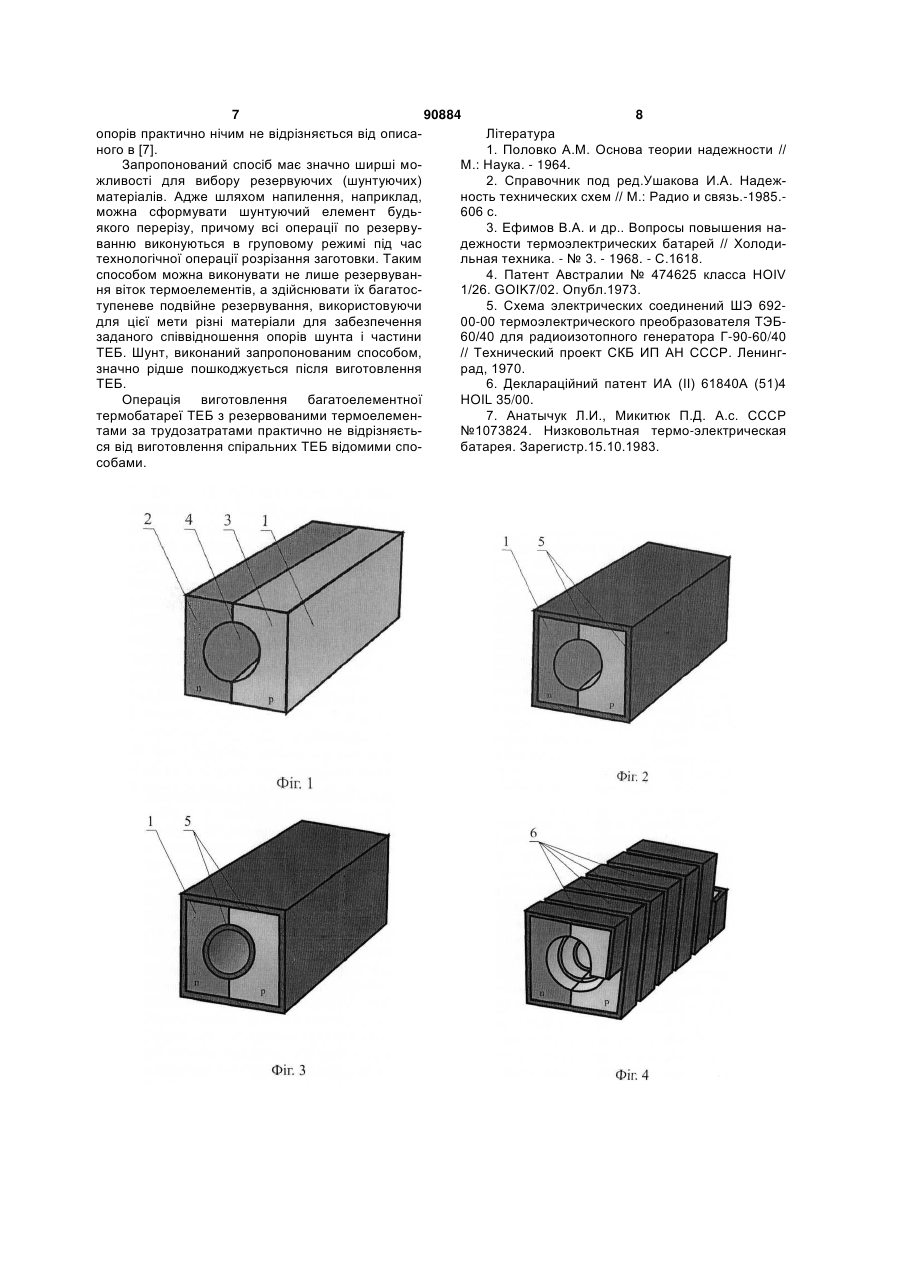
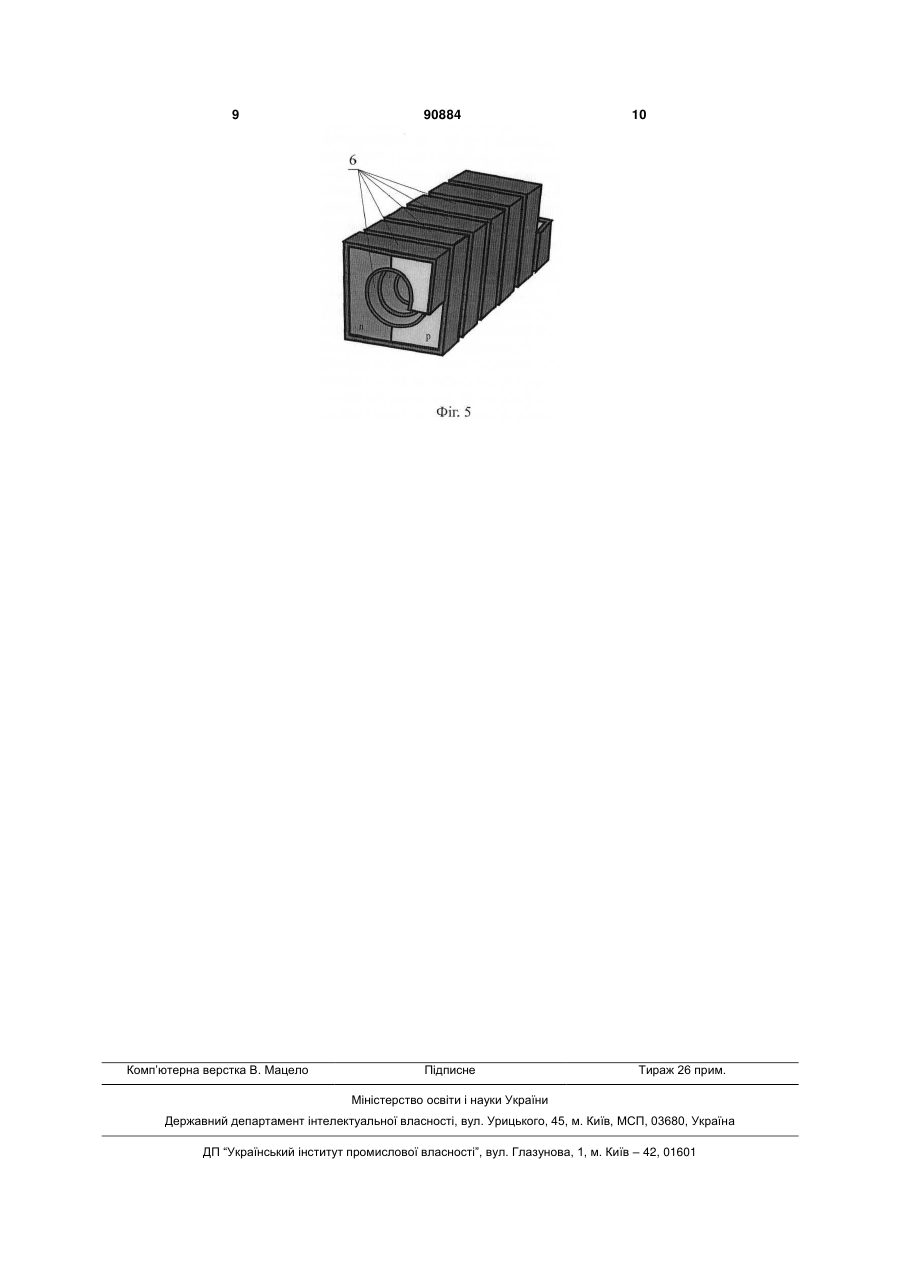
1. Спосіб виготовлення багатоелементної високонадійної термобатареї, що включає виготов C2 1 3 90884 4 Близьким до заявленого є спосіб виготовлення складність і висока точність оснастки для збирання багатоелементної високонадійної ТЕБ, описаний в багатоелементної термобатареї, необхідність за[6]. За цим способом комутаційні схеми на теплостосування хімічних речовин для захисних покритпереходах виготовляють у вигляді неперервної тів та їх видалення тощо. металізованої доріжки, на якій ділянки з високою Найближчим до заявлюваного є спосіб виготоелектропровідністю почергово контактують із ділявлення високонадійної ТЕБ, описаний в [7]. При нками, що мають підвищений опір і виконують такому способі кожна вітка термоелемента n- і рроль резервуючих елементів при виході з ладу типу провідності резервується елементами, викоокремих віток термоелементів, не допускаючи ронаними у вигляді опорів (ніхромового дроту діамезриву електричного кола в термобатареї, а резертром 0,01-0,03мм). вування всіх віток термоелементів здійснюється Резервуючі елементи мають опір в 5-10 разів одночасно з їх приєднанням до теплопереходів, більший за внутрішній опір кожної з віток термоетермобатареї. лементів ТЕБ і паралельно приєднуються до віток Виготовлення ТЕБ здійснюється в даному вив місцях їх спаїв. При цьому шунтується кожна падку аналогічно з загальноприйнятою технологівітка термоелемента. Руйнування однієї з віток не єю шляхом одночасного приєднання (припаюванпризводить до розриву електричного кола, оскільня) обох теплопереходів до зафіксованих в ки струм ТЕБ пройде через резервуючий опір, що оснастці віток термоелементів. Такий спосіб дошунтує вітку, яка вийшла з ладу. При цьому загазволяє виготовляти ТЕБ, в яких кожна з віток терльний опір ТЕБ, а, отже, її параметри, зміняться моелементів резервується металізованою діляндуже мало. Оскільки резервуючий опір вибираєтькою теплопереходу, що має підвищений опір. ся більшим за опір кожної вітки термоелемента, то Причому, для запобігання можливості закорочення чим більше термоелементів входить в ТЕБ, тим ділянок з високою електропровідністю, ділянки з менші будуть енергетичні втрати в ній. підвищеним опором до операції приєднання тепНедоліками такого способу створення високолопереходів на період виготовлення термобатареї надійної термобатареї є складність його практичпокривають захисним покриттям, яке видаляється ної реалізації і велика трудомісткість. Резервуванпісля виготовлення ТЕБ. ня ніхромовим дротом діаметром 0,01-0,03мм Практична реалізація цього способу виготоввимагає створення спеціальної технології і підголення багатоелементної високонадійної ТЕБ реатовки персоналу, здатного виконувати мікромініалізується таким чином. На пластинах, виконаних із тюрні роботи. Резервуючі елементи мають невематеріалу з високою теплопровідністю (ВК-94-1, лику механічну міцність і при роботі з ними можуть ВК-96-1, ВК-100, «Полікор», окис берилію тощо) пошкоджуватися. їх застосування стає тим вигідвідомими методами за допомогою фотошаблонів нішим, чим більше термоелементів має ТЕБ. Одзгідно із схемою електричної комутації ТЕБ форнак, цим способом практично можливо виготовлямують ділянки з високою електропровідністю. Зати лише термобатареї, в яких термоелементи звичай для цієї мети використовуються пластини, розташовуються в один ряд. Приєднання резерщо містять срібло, мідь, нікель та ін. шляхом впавуючих елементів в багаторядній ТЕБ практично лювання у високотемпературних печах ці пасти неможливе. Хіба, що кожна вітка термоелемента перетворюються в металізовані ділянки на теплодо процесу монтажу повинна мати приєднаний переходах. Аналогічним чином пропонується нарезервуючий елемент, але це надзвичайно ускланосити на теплопереходи ділянки металізації з днить оснащення для збирання ТЕБ і збільшить підвищеним опором, які з'єднують сусідні ділянки з трудозатрати на її виготовлення. хорошою електропровідністю. Для таких ділянок з Завданням даного винаходу є спрощення техпідвищеним опором матеріалами можуть бути нінології виготовлення і підвищення надійності терхром, манганін та ін. Вони можуть наноситися на мобатареї з резервуючими елементами у вигляді теплоперехід й іншими способами, наприклад, опорів, які шунтують кожну вітку термоелемента. методом напилення або гальванічним покриттям. Вказане завдання реалізується наступним чиДля того, щоб припій при виготовленні ТЕБ на заном. ТЕБ виготовляється у вигляді багатовиткової тік на металізовану ділянку з підвищеним опором і спіралі. Вихідна заготовка такої спіральної термоне закоротив її, останню період виготовлення тербатареї формується у вигляді бруска з р-n- перемобатареї доцільно, наприклад, покривати захисходом, що має форму прямокутного паралелепіним шаром лаку, який легко може видалятися піспеда, а внутрішня його порожнина має форму ля закінчення монтажу ТЕБ шляхом звичайного кругового циліндра. На поверхню заготовки нановідмивання у відповідному розчиннику. ситься шар високоомного матеріалу, що має елекПеревагою такого способу є те, що при ньому тричний контакт з тілом заготовки. Заготовка розпрактично не збільшуються розміри ТЕБ. Спосіб різається відомими способами з утворенням дозволяє, на відміну від інших відомих, виготовлямножини розташованих уздовж її поздовжньої вісі ти багатоелементні батареї, здійснювати резервусиметрії витків, що складаються з двох частин n- і вання ТЕБ, виконаних у вигляді складних об'ємних р- типу провідності із границею розділу між цими просторових фігур. частинами бруска. Кожен виток робочого тіла спіОднак, поряд із вищезгаданими перевагами, ралі складається з n- і р- віток. Причому n- вітка цей спосіб має і ряд недоліків. До основних можна розташовується в частині бруска n- типу провідновіднести велику кількість технологічних операцій сті, а р- вітка в частині бруска р- типу провідності; по підготовці віток термоелементів, теплоперехоn- і р- вітки мають електричний контакт на границі дів з нанесеними на них відомими способами мерозділу частин бруска n- -р- типу провідності. талізованими ділянками з різними покриттями, 5 90884 6 Однак, перед розрізанням вихідної заготовки нину вздовж поздовжньої вісі симетрії заготовки для утворення багатоелементної спіральної тер(1); мобатареї поверхня заготовки покривається ша- на Фіг.2 - вихідну заготовку (1) з нанесеним ром високоомного матеріалу, який має електрична її бокові поверхні шаром високоомного електний контакт з робочим тілом заготовки, а ропровідного матеріалу (5), що має електричний розрізання заготовки здійснюється разом з нанеконтакт з робочим тілом заготовки; сеним на неї шаром високоомного матеріалу, який - на Фіг.3 - вихідну заготовку (1) з шаром висопісля утворення спіральної термобатареї виконукоомного матеріалу (5), нанесеним як на зовнішню ватиме функцію резервуючих елементів для всіх поверхню бруска, так і на його внутрішню поверхвитків спіралі, тобто для кожної вітки термоелеменю, виконану у вигляді кругового циліндра; нта в новоутвореній спіральній термобатареї. При - на Фіг.4 - багатоелементна спіральна батацьому внаслідок виконання однієї операції розрірея з одинарним резервуванням віток термоелезання заготовки всі вітки термоелемента у спірамента (6), утворена після розрізання заготовки з льній термобатареї будуть мати резервуючий покриттям високоомним матеріалом лише поверхелемент, який резервуватиме вітку термоелеменні заготовки; та не лише в місцях з'єднання віток з різним типом на Фіг.5 - спіральна термобатарея з подвійним провідності, як це має місце у відомих способах резервуванням віток термоелемента виготовлення ТЕБ, у т.ч. у прототипі, а по всій до(6), утворена при розрізанні заготовки із поквжині вітки. При такому способі резервування рериттям як зовнішньої, так і внутрішньої поверхонь. зервуючий елемент включатиметься лише в місМожливість здійснення винаходу була перевіцях наявного дефекту вітки термоелемента, а не рена наступним чином. виключатиме з роботи всю вітку або і весь термоНапівпровідниковий матеріал для спіральних елемент. термобатарей виготовлявся методом екструзії. Аналогічним способом можна виготовляти спіПри цьому були отримані бруски з квадратним ральні термобатареї із заготовок іншої форми. перерізом та p-n-переходом, розташованим по їх У винаході запропоновано принципово нове довжині. З брусків методом електроіскрової оброрішення для способу виготовлення спіральних бки на верстаті струнної електроіскрової різки термоелементів, яке полягає в тому, що перед ЕРС-4 і механічної обробки шляхом сверління і розрізанням заготовки на її поверхню наноситься дошліфовування до потрібного розміру виготовляшар високоомного матеріалу, який має електричлись заготовки у вигляді паралелепіпеда з розміний контакт з тілом заготовки, а операція розрізанрами 4x4x10(мм) та з отвором діаметром 1,5мм, ня заготовки здійснюється одночасно з нанесеним розташованим вздовж поздовжньої вісі симетрії на її поверхню шаром високоомного матеріалу, в заготовки. Далі заготовки відмивались та обезжирезультаті чого кожна вітка термоелемента буде рювались в ультразвуковій ванні УЗУ-0,25 за відпмати паралельно підключений до неї резервуючий рацьованою в Інституті термоелектрики НАН та елемент. Крім того, шар високоомного матеріалу МОН України технологією. можна наносити і на стінки внутрішньої порожнини Після обезжирювання в одному варіанті вигозаготовки, після розрізання якої вітки термоелеметовлення високонадійної спіральної термобатареї нтів новоутвореної спіральної термобатареї матина бокові поверхні заготовки методом вакуумного муть подвійні резервуючі елементи. високочастотного напилення наносився шар висоТому ознаки, які не зустрічається ні в одному з коомного матеріалу, в якості якого використовувааналогів - «перед розрізанням заготовки на її повся ніхром. верхню наноситься шар високоомного матеріалу, В іншому варіанті виконання напилення ніхроякий має електричний контакт з тілом заготовки, а му здійснювалося і на внутрішню поверхню циліноперація розрізання заготовки здійснюється однодра, утвореного в заготовці при її сверлінні вздовж часно з нанесеним на її поверхню шаром високоопоздовжньої вісі симетрії заготовки. много матеріалу, в результаті чого кожна вітка Заготовки з напиленим шаром високоомного термоелемента буде мати паралельно підключематеріалу розрізалися груповим методом на версний до неї резервуючий елемент, а шар високоомтаті багатострунної механічної різки «Алтекного матеріалу наносять і на стінки внутрішньої 13005». Розрізання здійснювалося в два прийоми. порожнини заготовки, після розрізання якої вітки В результаті були отримані спіральні термобатареї термоелементів новоутвореної спіральної термодвох видів : в одних кожна вітка термоелемента батареї матимуть подвійні резервуючі елементи» була зарезервована одним резервуючим елемензабезпечують заявленому способу необхідний том - шаром ніхрому, напиленого на бокові повервинахідницький рівень. хні вихідної заготовки для спіральної термобатаПромислове використання запропонованого реї; в інших - кожна вітка термоелемента мала два винаходу не вимагає спеціальних технологій і мааналогічні, паралельно включені, резервуючі елетеріалів, його реалізація можлива на існуючих підменти, один з яких знаходився на зовнішній, а інприємствах електронного і приладобудівного наший на внутрішній сторонах вітки термоелемента. прямків. Товщина напиленого шару ніхрому не переСутність винаходу пояснюється його описом вищувала 1мкм і вибиралась таким чином, щоб та кресленнями, де зображено : величина опору резервуючого елемента була бі- на Фіг.1 - зовнішній вигляд вихідної заготовки льшою за внутрішній опір вітки термоелемента не (1) для виготовлення спіральної термобатареї, що менше, ніж в 5 10 разів. складається із частин n- (2) і р- (3) типів провідносРозрахунок співвідношення електричних опоті та має отвір (4), що утворює внутрішню порожрів термоелементів або їх віток та резервуючих 7 90884 8 опорів практично нічим не відрізняється від описаЛітература ного в [7]. 1. Половко A.M. Основа теории надежности // Запропонований спосіб має значно ширші моМ.: Наука. - 1964. жливості для вибору резервуючих (шунтуючих) 2. Справочник под ред.Ушакова И.А. Надежматеріалів. Адже шляхом напилення, наприклад, ность технических схем // М.: Радио и связь.-1985.можна сформувати шунтуючий елемент будь606 с. якого перерізу, причому всі операції по резерву3. Ефимов В.А. и др.. Вопросы повышения наванню виконуються в груповому режимі під час дежности термоэлектрических батарей // Холодитехнологічної операції розрізання заготовки. Таким льная техника. - № 3. - 1968. - С.1618. способом можна виконувати не лише резервуван4. Патент Австралии № 474625 класса HOIV ня віток термоелементів, а здійснювати їх багатос1/26. GOIK7/02. Опубл.1973. тупеневе подвійне резервування, використовуючи 5. Схема электрических соединений ШЭ 692для цієї мети різні матеріали для забезпечення 00-00 термоэлектрического преобразователя ТЭБзаданого співвідношення опорів шунта і частини 60/40 для радиоизотопного генератора Г-90-60/40 ТЕБ. Шунт, виконаний запропонованим способом, // Технический проект СКБ ИП АН СССР. Ленингзначно рідше пошкоджується після виготовлення рад, 1970. ТЕБ. 6. Деклараційний патент ИА (II) 61840А (51)4 Операція виготовлення багатоелементної HOIL 35/00. термобатареї ТЕБ з резервованими термоелемен7. Анатычук Л.И., Микитюк П.Д. А.с. СССР тами за трудозатратами практично не відрізняєть№1073824. Низковольтная термо-электрическая ся від виготовлення спіральних ТЕБ відомими спобатарея.Зарегистр.15.10.1983. собами. 9 Комп’ютерна верстка В. Мацело 90884 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing high reliable spiral thermobattery
Автори англійськоюMykytiuk Pavlo Dmytrovych
Назва патенту російськоюСпособ изготовления высоконадежной спиральной батареи
Автори російськоюМикитюк Павел Дмитриевич
МПК / Мітки
МПК: H01L 21/00, H01L 35/00
Мітки: спосіб, високонадійної, спірально, термобатареї, виготовлення
Код посилання
<a href="https://ua.patents.su/5-90884-sposib-vigotovlennya-visokonadijjno-spiralno-termobatare.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високонадійної спіральної термобатареї</a>
Спосіб виготовлення багатоелементної високонадійної термобатареї
Номер патенту: 61840
Опубліковано: 17.11.2003
Автори: Микитюк Павло Дмитрович, Анатичук Лук'ян Іванович
МПК: H01L 35/00
Мітки: спосіб, виготовлення, багатоелементної, високонадійної, термобатареї
Формула / Реферат:
1. Спосіб виготовлення термобатареї, який включає підготовку теплопереходів із неелектропровідного матеріалу з високою теплопровідністю, на яких формують відокремлені одна від одної металізовані електропровідні ділянки, розташування яких відповідає схемі комутації термоелементів у термобатареї, приєднання до електропровідних ділянок теплопереходу гілок термоелементів n- і p-типу провідності згідно із схемою їх комутації в термобатареї,...
Теплоперехід для високонадійної багатоелементної термобатареї
Номер патенту: 60255
Опубліковано: 15.09.2003
Автори: Микитюк Павло Дмитрович, Анатичук Лук'ян Іванович
МПК: H01L 35/32
Мітки: теплоперехід, термобатареї, високонадійної, багатоелементної
Формула / Реферат:
1. Теплоперехід для високонадійної багатоелементної термобатареї, який складається з неелектропровідного корпусу з високою теплопровідністю, на якому у відповідності з комутаційним малюнком термобатареї нанесені відокремлені одна від одної і електрично ізольовані ділянки металізації з високою електропровідністю, до яких приєднуються гілки термоелементів у термобатареї, який відрізняється тим, що додатково введені резервуючі елементи,...
Спосіб виготовлення пружної спіральної гайки
Номер патенту: 13121
Опубліковано: 15.03.2006
Автори: Смірнова Яна Олександрівна, Шевельов Олександр Іванович, Алімов Валерій Іванович
МПК: C21D 8/00
Мітки: спірально, пружної, гайки, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення пружної спіральної гайки, при якому проводять пластичну деформацію з формозміною перерізу і без нього, попередню і проміжну термообробки з механічною обробкою після них, остаточну термообробку, який відрізняється тим, що охолоджування після пластичної деформації без формозміни перерізу проводять до температур мінімальної стійкості переохолодженого аустеніту з короткочасною витримкою, а дорозпад аустеніту при проміжній...
Композиційна стрічка для навивання спіральної труби (варіанти), труба, виготовлена спіральним навиванням композиційної стрічки (варіанти) та спосіб виготовлення спірально навитої пластикової труби із металевою
Номер патенту: 82320
Опубліковано: 10.04.2008
Автори: Уйсал Гульчай, Бейтмен Аян Роджер
МПК: F16L 9/00, B29C 63/26, B29C 53/00
Мітки: труба, виготовлена, металевою, спіральним, варіанти, виготовлення, навитої, навиванням, композиційна, спірально, композиційної, пластикової, навивання, стрічки, трубі, стрічка, спосіб
Формула / Реферат:
1. Композиційна стрічка для навивання спіральної труби для транспортування рідини, яка має:довгасту пластикову стрічку, що має основну частину з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню,щонайменше одну поздовжню реброву частину, яка прямо виступає із зовнішньої поверхні основної частини, тадовгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення...
Спосіб виробництва спіральної щетини
Номер патенту: 51674
Опубліковано: 16.12.2002
Автор: Вайграух Георг
МПК: A46D 1/00, D01F 8/04, D01D 5/00
Мітки: виробництва, щетини, спосіб, спірально
Формула / Реферат:
1. Спосіб виробництва спіральної щетини з пластмаси шляхом екструзії моноволокон, який відрізняється тим, що моноволокно не круглого перерізу екструдують і після видалення з екструдера попередньо розтягують, що супроводжується зменшенням його перерізу, потім вдруге розтягують, потім скручують принаймні на частині довжини у спіральний щетинний матеріал, а після скручування стабілізують термоусадкою.2. Спосіб за п. 1, який відрізняється...
Попередній патент: Штучний гірськолижний спуск
Наступний патент: Застосування водних дисперсій розчинного у воді полімеру для третинного видобування нафти та спосіб третинного видобування нафти
Випадковий патент: Стрічковий фундамент