Спосіб магнітно-імпульсного притягання тонкостінних листових металів багатовитковою круговою індукційною індукторною системою
Номер патенту: 92037
Опубліковано: 25.07.2014
Автори: Чаплигін Євген Олександрович, Шиндерук Світлана Олександрівна, Сабокар Олег Сергійович, Гнатов Андрій Вікторович, Батигін Юрій Вікторович
Формула / Реферат
Спосіб магнітно-імпульсного притягання тонкостінних листових металів, що полягає в їх деформуванні впливом імпульсного магнітного поля багатовитковою круговою індукційною індукторною системою, що виконується у вигляді плоского витка, зверху якого розміщений плоский металевий екран, який відрізняється тим, що для здійснення способу магнітно-імпульсного притягання використовується індуктор, який виконується у вигляді трьох кругових плоских витків, два з яких розташовуються зверху допоміжного екрана, а третій - знизу, та витки індуктора з'єднуються так, що струм в них протікає в одному напрямку, при цьому товщина допоміжного екрана залишається незмінною уздовж всього перерізу та вибирається зі співвідношення:
![]() ,
,
де ![]() - товщина допоміжного екрана та листового металу;
- товщина допоміжного екрана та листового металу;
![]() - кутова частота сигналу;
- кутова частота сигналу;
![]() - магнітна проникність металу допоміжного екрана;
- магнітна проникність металу допоміжного екрана;
![]() - електропровідність металу допоміжного екрана.
- електропровідність металу допоміжного екрана.
Текст
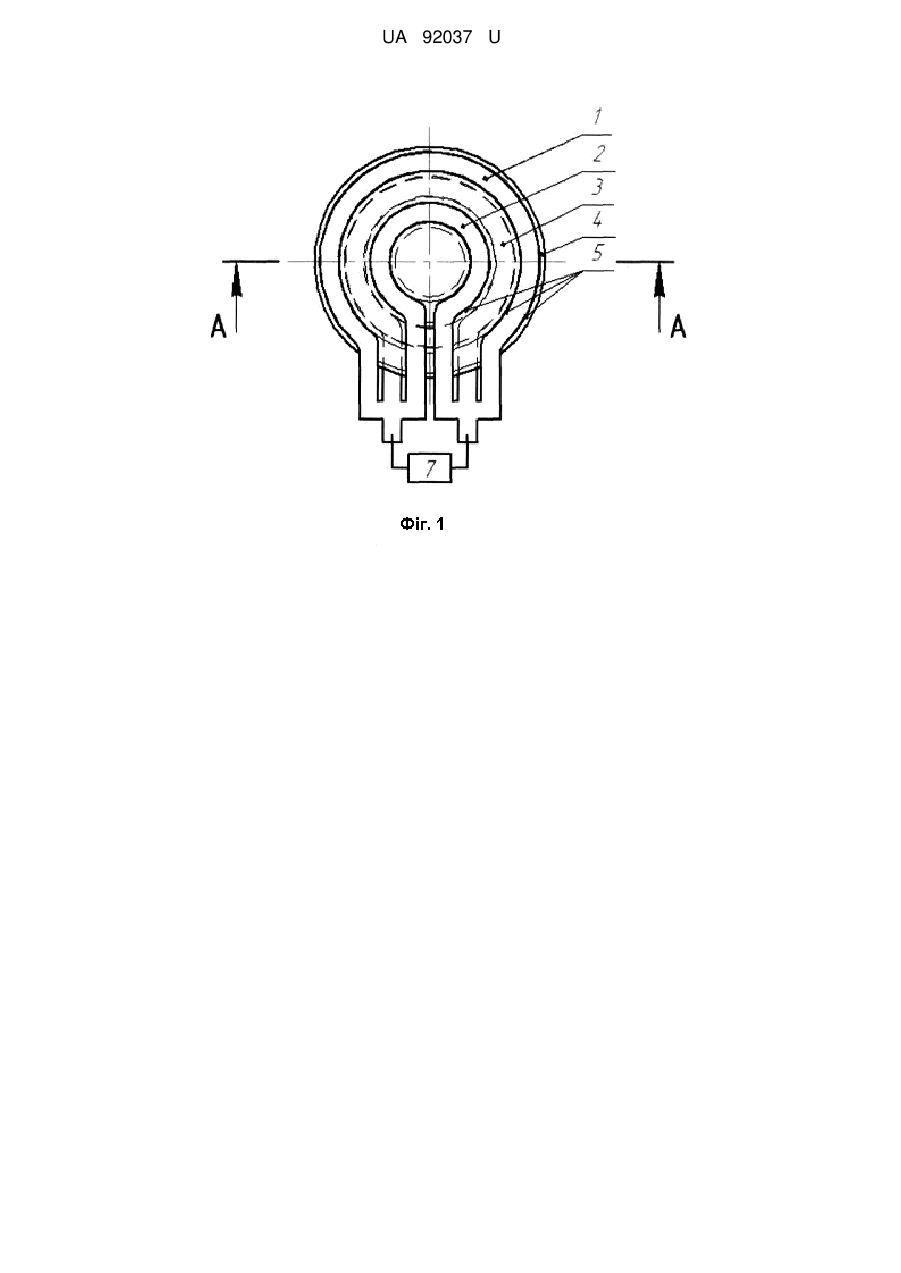
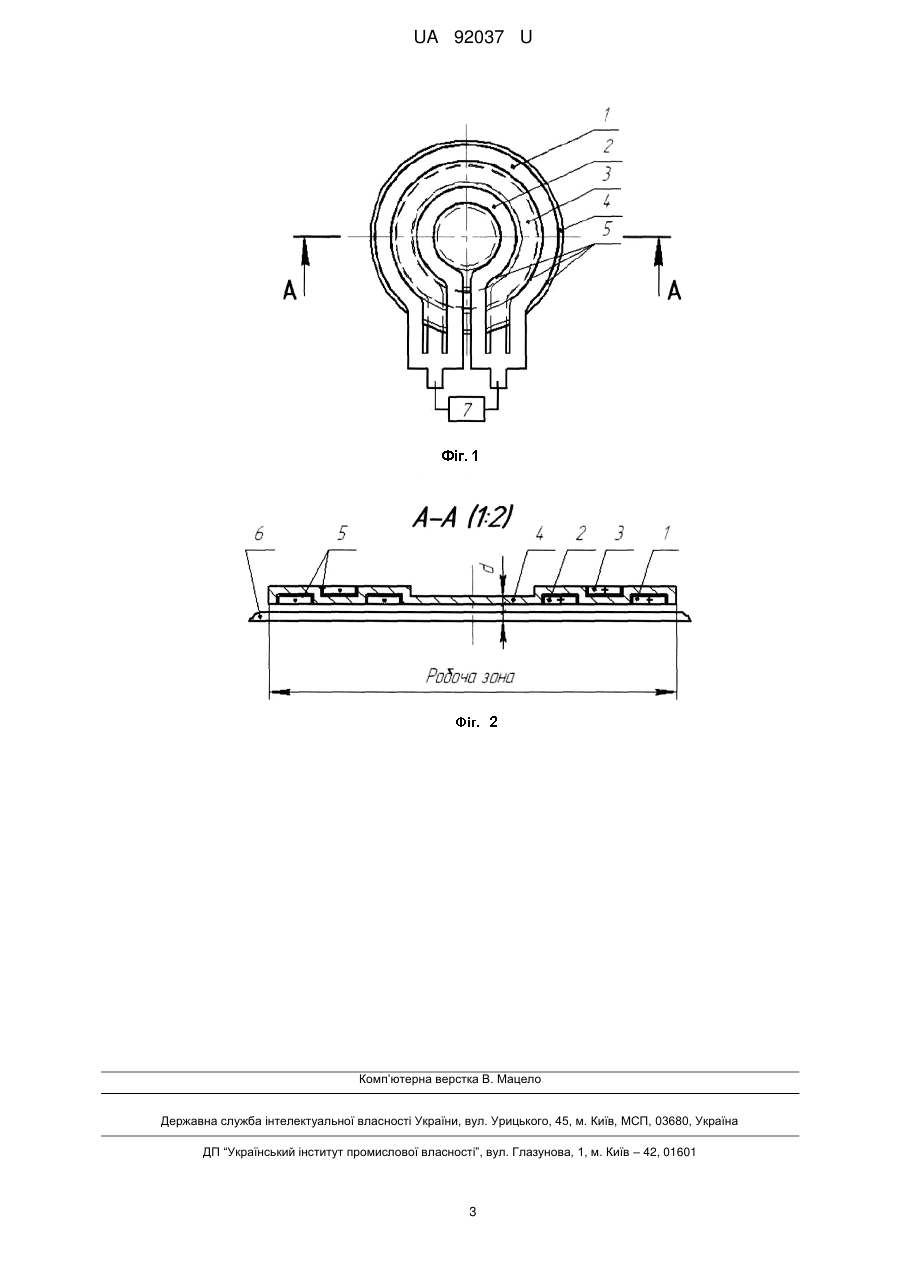
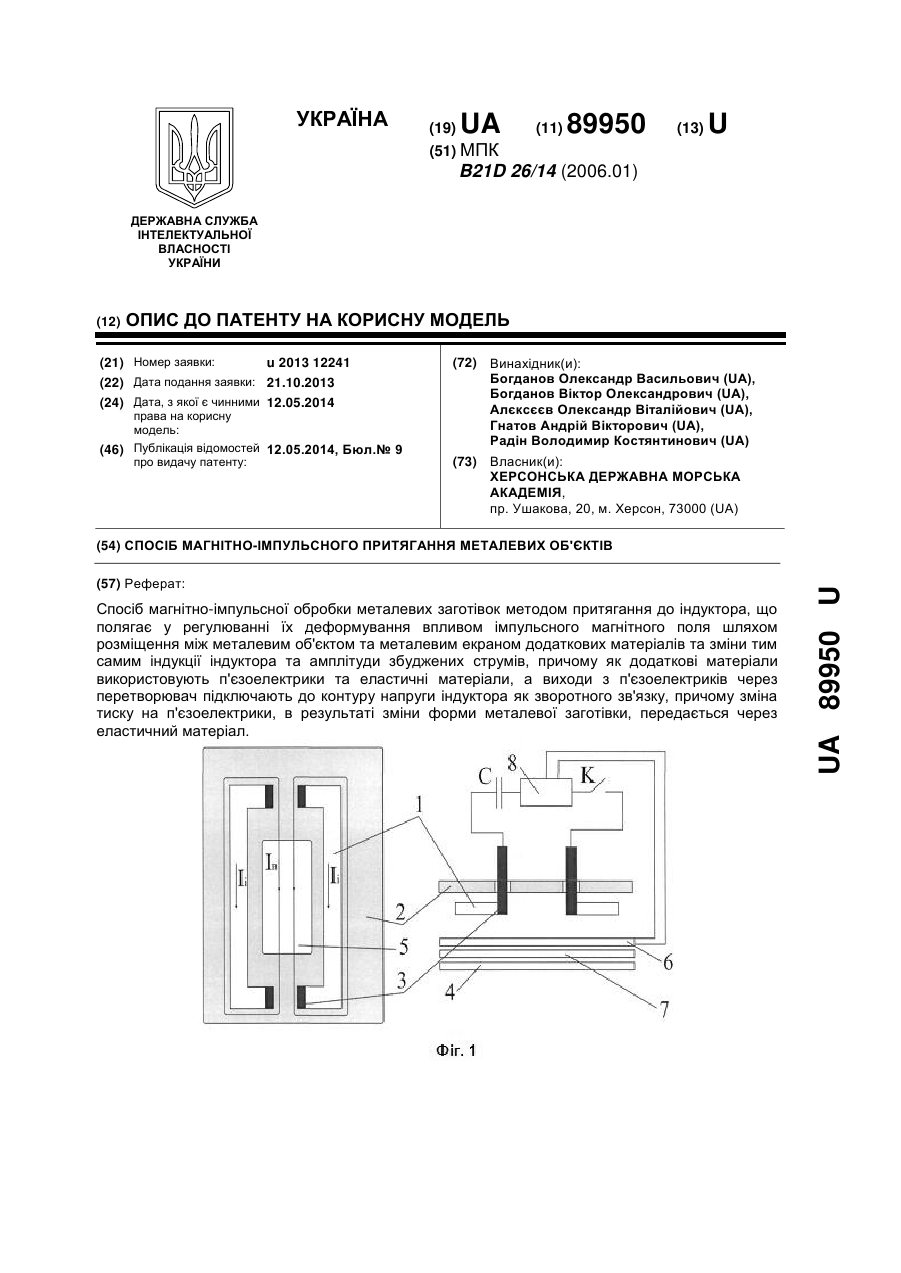
Реферат: Спосіб магнітно-імпульсного притягання тонкостінних листових металів полягає в їх деформуванні впливом імпульсного магнітного поля багатовитковою круговою індукційною індукторною системою, що виконується у вигляді плоского витка, зверху якого розміщений плоский металевий екран. Для здійснення способу магнітно-імпульсного притягання використовується індуктор, який виконується у вигляді трьох кругових плоских витків, два з яких розташовуються зверху допоміжного екрану, а третій - знизу. Витки індуктора з'єднуються так, що струм в них протікає в одному напрямку, при цьому товщина допоміжного екрану залишається незмінною уздовж всього перерізу та вибирається зі співвідношення. UA 92037 U (12) UA 92037 U UA 92037 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском імпульсного магнітного поля і може знайти застосування в автомобільній та авіаційній галузях промисловості для рихтування корпусу автомобіля або літака без його розбирання, та в машинобудівній галузі - коли обробка заготовки може здійснюватися лише з одного боку. Аналогом корисної моделі є патент України № 78243 Спосіб магнітно-імпульсного притягання металевих заготівок індукторною системою з двома прямокутними витками та тонким екраном від 11.03.2013 p., недоліком якого є те, що збуджувані зусилля мають прямокутну конфігурацію просторового розподілу, що обумовлено особливостями конструкції індукторної системи. Такий розподіл збуджуваних зусиль призводить до спаду їх амплітудних значень у центрі робочої зони, що в кінцевому разі, знижує ефективність роботи індукторної системи. Ще одним аналогом корисної моделі є патент України № 77579 Спосіб магнітно-імпульсного притягання металевих заготовок одновитковим круговим індуктором, розташованим над допоміжним екраном від 25.02.2013 p., недоліком якого є те, що індукторна система має високу індуктивність, що призводить до втрати енергії при її передачі в робочу зону до заготовки, що підлягає обробці. Ще одним недоліком є те, що значна індуктивність індукторної системи вимагає застосування разом з нею спеціальних погоджувальних пристроїв, які узгоджують її індуктивність з індуктивністю джерела потужності. Зазначені обставини призводять до ускладнення обладнання для здійснення розгляданого способу обробки тонкостінних металів, та знижують його ефективність. Найбільш близьким за своєю суттю до запропонованого є спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок - патент України на корисну модель № 70734 від 25.06.2012 р. Батигін Ю.В., Гнатов А.В., Чаплигін Є.О., Гопко А.В., Щіголєва C.O., Дробінін О.М. У прототипі запропонований спосіб магнітно-імпульсної обробки тонкостінних металевих заготовок, що полягає в їхньому деформуванні впливом імпульсного магнітного поля. Для реалізації способу індуктор виконують у вигляді двох витків, один з яких розташовано зверху допоміжного екрана, а другий - знизу, та витки індуктора з'єднані так, що струм в них протікає в одному напрямку, при цьому товщина допоміжного екрана залишається однаковою уздовж всього перерізу. Суттєвими недоліками відомого способу є те, що розподіл збуджуваних зусиль у робочій зоні має різкий спад у її геометричному центрі, а також те, що по зовнішньому краю робочої зони індукторної системи спостерігається значна неоднорідність збуджуваних зусиль. Перелічені недоліки призводять до зниження ефективності роботи індукторної системи, як інструмента для притягання (рихтування) тонкостінних листових металів, і як наслідок зменшення ККД процесу в цілому. Перелічених недоліків позбавлений запропонований спосіб магнітно-імпульсного притягання тонкостінних листових металів багатовитковою круговою індукційною індукторною системою. В основу корисної моделі поставлено задачу розширення функціональних і, як наслідок, виробничих можливостей, а також підвищення ефективності магнітно-імпульсної обробки тонкостінних листових металів завдяки використанню багатовиткової кругової індукційної індукторної системи, в якій витки індуктора розділяються тонким допоміжним екраном. Поставлена задача вирішується тим, що для здійснення способу магнітно-імпульсного притягання використовується індуктор, який виконується у вигляді трьох кругових плоских витків, два з яких розташовуються зверху допоміжного екрана, а третій - знизу, та витки індуктора з'єднуються так, що струм в них протікає в одному напрямку, при цьому товщина допоміжного екрана залишається незмінною уздовж всього перерізу. На кресленнях фіг. 1, 2 представлена схема реалізації способу магнітно-імпульсної обробки тонкостінних металевих заготовок, на якій позначено такі позиції: 1 - перший зовнішній виток індуктора; 2 - другий зовнішній виток індуктора; 3 - третій внутрішній виток індуктора; 4 тонкостінний допоміжний екран; 5 - діелектрична прокладка; 6 - металева листова заготовка; 7 магнітно-імпульсна установка. Пропонований спосіб здійснюється наступним чином. За допомогою магнітно-імпульсної установки 7 подається на два зовнішніх витка індуктора 1-2 та внутрішній 3, що лежать у пазах тонкого допоміжного екрана 4 та ізольовані від останнього діелектричною прокладкою 5, розрядний імпульс струму. Індуктор виконують у вигляді трьох витків, два з яких розташовують зверху тонкого допоміжного екрана, а другий - знизу, та витки індуктора з'єднують таким чином, що струм в них протікає в одному напрямку, а отже сила струму в них додається. При протіканні струму індуктор створює могутнє магнітне поле, що наводить вихрові струми Фуко у металі допоміжного тонкого екрана - 4 та металевій заготовці - 6. 1 UA 92037 U 5 10 15 20 У робочій зоні має місце електродинамічна взаємодія між струмами, наведеними в екрані та металевій заготовці. Ці струми є однонаправленими. Згідно з законом Ампера, компланарні провідники з однонаправленими струмами притягуються один до одного. Завдяки тому, що тонкий екран з тринитковим індуктором жорстко закріплений, деформується лише відповідна ділянка листової металевої заготовки в робочій зоні системи. Тобто, має місце притягання заготовки у магнітному полі запропонованої індукторної системи. А завдяки наявності внутрішнього витка, що знаходиться посередині двох зовнішніх, з протилежного боку екрана, наведений струм у центральній частині робочої зони вирівнюється по радіусу, що призводить до більш однорідного збудження зусиль при здійснені магнітно-імпульсного притягання тонкостінних листових металів. Це значно підвищує ККД процесу обробки металу. Використання запропонованого способу магнітно-імпульсного притягання тонкостінних листових металів багатовитковою круговою індукційною індукторною системою з тонким екраном дозволяє ефективно проводити дану обробку без руйнування та виходу з ладу основних компонентів системи обробки. Завдяки наявності трьох витків індуктора, однин з яких розташовано з протилежного боку тонкостінного допоміжного екрана, підвищується ефективність роботи індукторної системи. Наявність внутрішнього витка з протилежного боку екрана призводить до вирівнювання збуджуваних зусиль у робочій зоні системи, що значно посилює силову дію, і як наслідок, підвищую ККД процесу обробки металу в цілому. Це сприяє розширенню функціональних та виробничих можливостей обробки металу тиском імпульсного магнітного поля. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб магнітно-імпульсного притягання тонкостінних листових металів, що полягає в їх деформуванні впливом імпульсного магнітного поля багатовитковою круговою індукційною індукторною системою, що виконується у вигляді плоского витка, зверху якого розміщений плоский металевий екран, який відрізняється тим, що для здійснення способу магнітноімпульсного притягання використовується індуктор, який виконується у вигляді трьох кругових плоских витків, два з яких розташовуються зверху допоміжного екрана, а третій - знизу, та витки індуктора з'єднуються так, що струм в них протікає в одному напрямку, при цьому товщина допоміжного екрана залишається незмінною уздовж всього перерізу та вибирається зі співвідношення: d 35 2 , де d - товщина допоміжного екрана та листового металу; - кутова частота сигналу; - магнітна проникність металу допоміжного екрана; - електропровідність металу допоміжного екрана. 2 UA 92037 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBatyhin Yurii Viktorovych, Hnatov Andrii Viktorovych, Chaplyhin Yevhen Oleksandrovych, Shynderuk Svitlana Oleksandrivna
Автори російськоюБатыгин Юрий Викторович, Гнатов Андрей Викторович, Чаплыгин Евгений Александрович, Шиндерук Светлана Александровна
МПК / Мітки
МПК: B21D 26/14
Мітки: магнітно-імпульсного, багатовитковою, індукційною, металів, спосіб, круговою, притягання, тонкостінних, індукторною, листових, системою
Код посилання
<a href="https://ua.patents.su/5-92037-sposib-magnitno-impulsnogo-prityagannya-tonkostinnikh-listovikh-metaliv-bagatovitkovoyu-krugovoyu-indukcijjnoyu-induktornoyu-sistemoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітно-імпульсного притягання тонкостінних листових металів багатовитковою круговою індукційною індукторною системою</a>
Спосіб магнітно-імпульсного притягання металевих об’єктів двовитковою круговою індукторною системою з тонким екраном
Номер патенту: 70734
Опубліковано: 25.06.2012
Автори: Щиголєва Світлана Олександрівна, Батигін Юрій Вікторович, Дробінін Олександр Михайлович, Гопко Андрей Васильевич, Чаплигін Євген Олександрович, Гнатов Андрій Вікторович
МПК: B21D 26/14
Мітки: тонким, об'єктів, круговою, притягання, магнітно-імпульсного, металевих, двовитковою, спосіб, індукторною, системою, екраном
Формула / Реферат:
Спосіб магнітно-імпульсного протягування металевих об’єктів двовитковою круговою індукторною системою з тонким екраном, що полягає в їхньому деформуванні впливом імпульсного магнітного поля шляхом притягання заготовки до індуктора, виконаного у вигляді плоского витка, поверх якого розміщений плоский металевий екран, який відрізняється тим, що індуктор виконано у вигляді двох витків, один з яких розташовано зверху допоміжного екрана, а другий...
Спосіб магнітно-імпульсного притягання металевих заготівок індукторною системою з двома прямокутними витками та тонким екраном
Номер патенту: 78243
Опубліковано: 11.03.2013
Автори: Батигін Юрій Вікторович, Шиндерук Світлана Олександрівна, Сабокар Олег Сергійович, Щиголєва Світлана Олександрівна, Гнатов Андрій Вікторович, Чаплигін Євген Олександрович
МПК: B21D 26/14
Мітки: тонким, прямокутними, вітками, притягання, спосіб, магнітно-імпульсного, індукторною, екраном, заготівок, системою, металевих, двома
Формула / Реферат:
Спосіб магнітно-імпульсного притягання металевих заготівок прямокутною індукторною системою методом притягання до індуктора, що полягає у їх деформуванні за рахунок впливу імпульсним магнітним полем, який відрізняється тим, що індуктор виконують у вигляді двох прямокутних витків, один з яких розташовують по краю робочої зони системи зверху тонкого допоміжного екрана, а другий - знизу, причому витки індуктора з'єднані між собою так, що струм...
Спосіб магнітно-імпульсного притягання металевих об’єктів одновитковою індукторною системою з тонким екраном
Номер патенту: 70055
Опубліковано: 25.05.2012
Автори: Чаплигін Євген Олександрович, Аргун Щасяна Валіковна, Батигін Юрій Вікторович, Гопко Андрій Васильович, Дробінін Олександр Михайлович, Гнатов Андрій Вікторович
МПК: B21D 26/14
Мітки: спосіб, одновитковою, системою, об'єктів, притягання, тонким, екраном, індукторною, металевих, магнітно-імпульсного
Формула / Реферат:
Спосіб магнітно-імпульсного притягання металевих об'єктів одновитковою індукторною системою з тонким екраном, що включає деформування металевих об'єктів за рахунок впливу імпульсного магнітного поля шляхом притягання заготівки до індуктора, який відрізняється тим, що індуктор виконано у вигляді електрично-ізольованого кругового витка, розміщеного в пазу провідного екрану з боку оброблюваної заготівки, а деформування заготівки проходить...
Спосіб магнітно-імпульсного притягання металевих заготівок одновитковим круговим індуктором, розташованим над допоміжним екраном
Номер патенту: 77579
Опубліковано: 25.02.2013
Автори: Сабокар Олег Сергійович, Трунова Ірина Сергіївна, Чаплигін Євген Олександрович, Батигін Юрій Вікторович, Гнатов Андрій Вікторович, Гопко Андрій Васильович
МПК: B21D 26/14
Мітки: круговим, допоміжним, притягання, спосіб, металевих, розташованим, магнітно-імпульсного, індуктором, заготівок, одновитковим, екраном
Формула / Реферат:
Спосіб магнітно-імпульсної обробки тонкостінних металевих заготівок, що полягає в їхньому деформуванні впливом імпульсного магнітного поля шляхом притягання заготівки до індуктора, виконаного у вигляді одного плоского витка, та плоского металевого екрана, який відрізняється тим, що індуктор розміщується над тонкостінним допоміжним металевим екраном, причому товщина допоміжного екрана залишається однаковою уздовж всього перерізу та вибирається...
Спосіб магнітно-імпульсного притягання металевих об’єктів
Номер патенту: 89950
Опубліковано: 12.05.2014
Автори: Богданов Віктор Олександрович, Радін Володимир Костянтинович, Алєксєєв Олександр Віталійович, Гнатов Андрій Вікторович, Богданов Олександр Васильович
МПК: B21D 26/14
Мітки: притягання, об'єктів, металевих, спосіб, магнітно-імпульсного
Формула / Реферат:
Спосіб магнітно-імпульсної обробки металевих заготівок методом притягання до індуктора, що полягає у регулюванні їх деформування впливом імпульсного магнітного поля шляхом розміщення між металевим об'єктом та металевим екраном додаткових матеріалів та зміни тим самим індукції індуктора та амплітуди збуджених струмів, який відрізняється тим, що як додаткові матеріали використовують п'єзоелектрики та еластичні матеріали, а виходи з...
Попередній патент: Імітансний lc логічний елемент “або”
Наступний патент: Перетворювач напруга-імітанс
Випадковий патент: Ствол комбінованої подачі піни низької та середньої кратності для гасіння пожеж