Спосіб підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера
Номер патенту: 99248
Опубліковано: 25.07.2012
Автори: Смірнов Олексій Миколайович, Тонкушин Анатолій Федорович, Сердюков Артем Олександрович, Шарандін Кирило Миколайович




Формула / Реферат
1. Спосіб підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера, що включає залишення кінцевого шлаку попередньої плавки у конвертері, його модифікування присадками магнієвмісних матеріалів, що містять у своєму складі важкорозчинні й легкорозчинні компоненти й нанесення на футерівку конвертера гарнісажного покриття шляхом роздування шлаку азотом, який відрізняється тим, що важкорозчинні й легкорозчинні компоненти в магнієвмісних матеріалах узяті в кількості, що забезпечує їх наступне співвідношення (0,65-0,35):(0,35-0,65), відповідно, при цьому щонайменше 80 мас. % від загальної кількості важкорозчинних компонентів узяті фракцією 2-6 мм.
2. Спосіб за п. 1, який відрізняється тим, що при вмісті у кінцевому шлаку 17-20 мас. % FeO, одночасно з присадками магнієвмісних матеріалів присаджують вугілля в кількості 0,25-0,75 кг/т сталі, після чого здійснюють погойдування конвертера.
Текст
Реферат: Винахід належить до галузі чорної металургії, а саме - до способу підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера. Спосіб включає залишення кінцевого шлаку попередньої плавки, його модифікування присадками магнієвмісних матеріалів, що містять у своєму складі важкорозчинні й легкорозчинні компоненти й нанесення на футерівку конвертера гарнісажного покриття шляхом роздування шлаку азотом, при цьому важкорозчинні й легкорозчинні компоненти в магнієвмісних матеріалах взяті в кількості, що забезпечує їх наступне співвідношення (0,65-0,35):(0,35-0,65), відповідно, при цьому щонайменше 80 мас. % від загальної кількості важкорозчинних компонентів взяті фракцією 2-6 мм. При вмісті у кінцевому шлаку 17-20 мас. % FeO, одночасно із присадками магнієвмісних матеріалів присаджувати вугілля в кількості 0,25-0,75 кг/т сталі, після чого здійснювати погойдування конвертера. Винахід забезпечує підвищення зносостійкості й механічної міцності UA 99248 C2 (12) UA 99248 C2 гарнісажного покриття на футерівці конвертера, його високої адгезії до поверхні вогнетривів футерівки. UA 99248 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі чорної металургії й може бути використаний при нанесенні захисного гарнісажного покриття на вогнетривку футерівку конвертерів різної ємності. Відомий спосіб ремонту футерівки, що включає наведення магнезіального шлаку протягом попередньої перед ремонтом плавки із присадкою обпаленого доломіту в кількості 20-50 кг/т сталі, з одержанням у шлаку 5-12 мас. % MgO, залишення в конвертері кінцевого шлаку, модифікування подачею на шлак обпаленого доломіту в кількості 1-15 кг/т сталі попередньої плавки, нанесення гарнісажного покриття на футерівку конвертера шляхом роздування шлаку азотом протягом 0,5-30 хвилин із витратою, рівною 0,4-1,2 витрати кисню попередні плавки [RU, № 2132392 С1, 27.06.1999 p.]. Використання як модифікатора обпаленого доломіту, з низьким вмістом MgO-29-35 мас. %, що є легкорозчинним матеріалом, призводить до утворення малої кількості тугоплавких феритних фаз у підготовленому шлаку, що знижує стійкість гарнісажного покриття. Крім того, високий охолоджувальний ефект даного модифікатора призводить до значної гетерогенізації шлаку, що погіршує якість нанесеного гарнісажного покриття. Найбільш близьким аналогом винаходу, що заявляється, є спосіб підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера [RU, № 2426798 С1, 20.08.2011 p.], що включає залишення кінцевого шлаку попередньої плавки, що містить 7-14 мас. % MgO, його 3 роздування киснем з витратою 1-3 m /xbt сталі протягом 0,5-2,0 хв., модифікування шлаку присадками магнієвмісних матеріалів, що мають в своєму складі важкорозчинні і легкорозчинні компоненти, в яких відношення СаО до MgO складає не більше 0,3, присаджуваних в кількості 1,5-6,3 кг/т сталі і нанесення на футерівку конвертера гарнісажного покриття шляхом роздування шлаку азотом. Відомий спосіб не забезпечує досягнення необхідного технічного результату з наступних причин. Роздування киснем підготовлюваного шлаку спричиняє підвищення його температури й рідкоплинності, також зниження в'язкості, а отже, підвищення агресивності шлаку, що негативно позначається на адгезії гарнісажного покриття до вогнетриву футерівки. Операція роздування киснем протягом 0,5-2 хвилини забезпечує гомогенізацію шлаку, тобто розчинення важкорозчинних компонентів модифікатора з утворенням тугоплавких феритних фаз у шлаку, що перешкоджає утворенню "скріплювального скелета", погіршуючи механічну міцність і зносостійкість гарнісажного покриття. Нерегламентовані співвідношення важкорозчинних до легкорозчинних компонентів і їхній фракційний склад у модифікаторі не забезпечують одержання гарнісажного покриття з постійними фізико-хімічними властивостями від плавки до плавки. Крім того, значна тривалість операції роздування шлаку киснем протягом 0,5-2 хвилини збільшує цикл плавки "випуск-випуск", що у свою чергу знижує продуктивність як агрегату, так і 3 всього конвертерного цеху в цілому, а витрата кисню 1-3 м /хв.т сталі на роздування, призводить до збільшення загальних енерговитрат. В основу винаходу поставлена задача вдосконалення способу підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера, у якому за рахунок зміни технологічних параметрів забезпечується можливість збереження в підготовленому шлаку нерозчинених фракцій важкорозчинних компонентів, що призводить до формування "скріплювального скелета" з рівномірним його розподілом в об'ємі гарнісажного покриття, забезпечуючи формування гарнісажного покриття з високою зносостійкістю й механічною міцністю, що має високу адгезію до поверхні вогнетривів футерівки. Поставлена задача вирішується тим, що в способі підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера, що включає залишення кінцевого шлаку попередньої плавки, його модифікування присадками магнієвмісних матеріалів, що мають у своєму складі важкорозчинні й легкорозчинні компоненти й нанесення на футерівку конвертера гарнісажного покриття шляхом роздування шлаку азотом, згідно з винаходом важкорозчинні й легкорозчинні компоненти в магнієвмісних матеріалах узяті в кількості, що забезпечує наступне співвідношення (0,65-0,35):(0,35-0,65), відповідно, при цьому щонайменше 80 мас. % від загальної кількості важкорозчинних компонентів узяті фракцією 2-6 мм. Доцільно при вмісті у кінцевому шлаку 17-20 мас. % FeO, одночасно з присадками магнієвмісних матеріалів присаджувати вугілля в кількості 0,25-0,75 кг/т сталі, після чого здійснювати погойдування конвертера. Наявність у магнієвмісних матеріалах важкорозчинних компонентів щонайменше 80 мас. % яких мають фракцію 2-6 мм, доставляються й рівномірно розподіляються в повному об'ємі шлакового розплаву вже в перші секунди продувки азотом. Це досягається за рахунок наявності в магнієвмісних матеріалах легкорозчинних, дрібнодисперсних компонентів, які при контакті зі 1 UA 99248 C2 5 10 15 20 25 30 35 40 45 шлаком швидко асимілюються (розчиняються), підвищуючи вміст MgO у шлаку, сприяючи розосередженню присаджуваних компонентів. При цьому співвідношення важкорозчинних до легкорозчинних компонентів (0,65-0,35):(0,35-0,65), відповідно, призводить до утворення значної кількості тугоплавких феритних фаз у підготовлюваному шлаку й формуванню міцного "скріплювального скелета" з рівномірним його розподілом в об'ємі остиглого гарнісажного покриття за рахунок збереження в підготовленому шлаку нерозчинених фракцій важкорозчинних компонентів - "зерен". Модифікування шлаку магнієвмісними матеріалами, що мають у своєму складі важкорозчинні компоненти фракцією менш 2 мм, не забезпечує формування міцного "скріплювального скелета" в остиглому гарнісажному покритті через велику питому поверхню "зерна", що призводить до його розчинення. Наявність важкорозчинних компонентів фракцією 2-6 мм у складі модифікатора в кількості менше 0,35 кгт сталі через недостатню кількість нерозчинених "зерен" в об'ємі гарнісажного покриття, що забезпечують його міцність, призводить до утворення розрізненого "скріплювального скелета". Через те, що магнієвмісні матеріали найчастіше подають у вигляді брикетів, недоцільне використання важкорозчинних компонентів фракцією більше 6 мм через технологічні складності в брикетуванні матеріалів, і зниженні механічної міцності брикетів, що у свою чергу ускладнює введення модифікатора в порожнину конвертера. Так само труднощі в брикетуванні магнієвмісних матеріалів виникають при наявності в них важкорозчинних компонентів у кількості, більш ніж 0,65 кгт сталі. Це спричиняє низьку механічну міцність брикетів, що у свою чергу ускладнює введення модифікатора в порожнину конвертера. Спосіб здійснюють таким чином. Після випуску металу з конвертера, його повертають у вертикальне положення, залишений в ньому кінцевий шлак модифікують присадками магнієвмісних матеріалів, що мають у своєму складі важкорозчинні й легкорозчинні компоненти, узяті у кількості, що забезпечує їх наступне співвідношення (0,65-0,35):(0,35-0,65), відповідно, при цьому щонайменше 80 мас. % від загальної кількості важкорозчинних компонентів узяті фракцією 2-6 мм. Присадку модифікатора на кінцевий шлак здійснюють, як правило, однією порцією. При цьому у випадку вмісту FeO у кінцевому шлаку від 17 до 20 мас. %, одночасно із присадками магнієвмісних матеріалів присаджують грудкове вугілля в кількості 0,25-0,75 кг/т сталі, після чого здійснюють погойдування конвертера, і наносять на футерівку конвертера гарнісажне покриття шляхом роздування шлаку азотом. Приклад. Підготовку шлаку для нанесення гарнісажного покриття на футерівку конвертера здійснювали в умовах конвертерного цеху. Після випуску металу з конвертера й залишення в ньому кінцевого шлаку, що містить, мас. %: СаО 41,8; MgO 9,5; SiO2 13,6; FeO 18,6 основністю 3,1, здійснили його модифікацію присадкою 3,5 кг/т сталі магнієвмісного матеріалу, що має у своєму складі важкорозчинні й легкорозчинні компоненти в кількості, що забезпечує наступне співвідношення (0,65-0,35):(0,350,65) відповідно, при цьому щонайменше 80 мас. % від загальної кількості важкорозчинних компонентів узяті фракцією 2-6 мм. Одночасно з модифікатором на шлак присаджували антрацит марки АКО в кількості 0,5 кг/т сталі й зробили 2 погойдування конвертера. Потім конвертер повернули у вертикальне положення й нанесли гарнісажне покриття на футерівку шляхом інтенсивного роздування шлаку азотом, відповідно до діючої внутріцехової технологічної інструкції. У результаті отримане рівномірне, механічно міцне, тугоплавке, зносостійке гарнісажне покриття, стійкість якого склала 4,5 плавки. Основні технологічні параметри представлені в таблиці 1. Результати підготовки шлаку для нанесення гарнісажного покриття показані в таблиці 2. 50 2 UA 99248 C2 Таблиця 1 Кількість Співвідношення Кількість Вміст МgО важкорозчин. і важкорозчн. до важкорозчин. у шлаку Тривалість Витрата легкорозчин. легкорозчин. компонентів Способи модифікатора, після роздування компонентів, компонентів фракцією 2- модифіку- азотом, хв. кг/т т/роздування 6 мм, % вання, % Л.Р. Т.Р. Л.Р. Т.Р. 5,18 1,1 0,6 0,65 0,35 83,8 12,02 3,6 Заявлюваний 3,75 0,6 0,6 0,5 0,5 83,1 12,95 3,2 2,84 0,4 0,6 0,35 0,65 80,0 12,34 3,2 Найближчий 2,75 13,90 4,0 аналог Таблиця 2 Спосіб Заявлюваний Найближчий аналог 5 Фазовий склад Вміст важкошлаку, Середня Стійкість СаО/SiO2 (Вшл.) розчин. тугоплавк. фази: товщина гарнісажного після модифиц., фракцій Магнезиферит+ гарнісажного покриття, од. "зерна" у магнезитпокриття, мм плавк. шлаку, % вюстит, % 3,73 16,3 6,16 35 4,5 3,7 19,6 35 4 Таким чином, використання пропонованого способу забезпечує формування гарнісажного покриття з високою зносостійкістю й механічною міцністю, що має високу адгезію до поверхні вогнетривів футерівки за рахунок формування "скріплювального скелета" з рівномірним його розподілом в об'ємі гарнісажного покриття. ФОРМУЛА ВИНАХОДУ 10 15 20 1. Спосіб підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера, що включає залишення кінцевого шлаку попередньої плавки у конвертері, його модифікування присадками магнієвмісних матеріалів, що містять у своєму складі важкорозчинні й легкорозчинні компоненти й нанесення на футерівку конвертера гарнісажного покриття шляхом роздування шлаку азотом, який відрізняється тим, що важкорозчинні й легкорозчинні компоненти в магнієвмісних матеріалах узяті в кількості, що забезпечує їх наступне співвідношення (0,650,35):(0,35-0,65), відповідно, при цьому щонайменше 80 мас. % від загальної кількості важкорозчинних компонентів узяті фракцією 2-6 мм. 2. Спосіб за п. 1, який відрізняється тим, що при вмісті у кінцевому шлаку 17-20 мас. % FeO, одночасно з присадками магнієвмісних матеріалів присаджують вугілля в кількості 0,25-0,75 кг/т сталі, після чого здійснюють погойдування конвертера. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the preparation of slag for application of the skull coating at the converter lining
Автори англійськоюSerdiukov Artem Oleksandrovych, Smirnov Oleksii Mykolaiovych, Tonkushyn Anatolii Fedorovych, Sharandin Kyrylo Mykolaiovych
Назва патенту російськоюСпособ подготовки шлака для нанесения гарнисажного покрытия на футеровку конвертера
Автори російськоюСердюков Артем Александрович, Смирнов Алексей Николаевич, Тонкушин Анатолий Федорович, Шарандин Кирилл Николаевич
МПК / Мітки
Мітки: нанесення, конвертера, покриття, шлаку, підготовки, спосіб, гарнісажного, футерівку
Код посилання
<a href="https://ua.patents.su/5-99248-sposib-pidgotovki-shlaku-dlya-nanesennya-garnisazhnogo-pokrittya-na-futerivku-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки шлаку для нанесення гарнісажного покриття на футерівку конвертера</a>
Спосіб нанесення шлакового гарнісажу на вогнетривку футерівку конвертера
Номер патенту: 25617
Опубліковано: 10.08.2007
Автори: Кузнецов Денис Юрійович, Васильєв Денис Борисович, Ессельбах Сергій Борисович, Куберський Сергій Володимирович, Літвінов Дімітрій Леонідович, Кравченко Володимир Михайлович
МПК: C21C 5/44
Мітки: нанесення, футерівку, спосіб, шлакового, гарнісажу, конвертера, вогнетривку
Формула / Реферат:
Спосіб нанесення шлакового гарнісажу на вогнетривку футерівку конвертера, що включає залишення шлаку попередньої плавки, введення добавки, що загущує шлак, розбризкування й нанесення шлаку на футерівку шляхом подачі газу через верхню кисневу фурму, який відрізняється тим, що залишений шлак попередньо розкислюють і збагачують оксидом алюмінію до 5-8 % введенням відходів виробництва вторинного алюмінію в кількості 50-70 кг/т шлаку, підвищуючи...
Спосіб нанесення шлакового гарнісажу на футерівку конвертера
Номер патенту: 66393
Опубліковано: 17.05.2004
Автори: Димченко Євген Миколайович, Оробцев Юрій Вікторович, Літвінов Леонід Федорович, Черненков Сергій Павлович, Коваленко Олександр Генадійович, Товкун Валерій Іванович, Коцур Сергій Дмитрович
МПК: C21C 5/44
Мітки: гарнісажу, нанесення, шлакового, спосіб, футерівку, конвертера
Формула / Реферат:
1. Спосіб нанесення шлакового гарнісажу на футерівку конвертера, який включає повертання конвертера і випуск із нього металу після проведення основної окислювальної продувки до певного вмісту у металі вуглецю, залишення у конвертері шлаку, його підготовку шляхом присаджування карбонатних матеріалів і/або матеріалів, що містять вуглець, та нанесення на футерівку конвертера отриманого шлакового розплаву за рахунок подавання згори на шлаковий...
Спосіб нанесення захисного гарнісажу на футерівку конвертера
Номер патенту: 15831
Опубліковано: 17.07.2006
Автор: Пантейков Сергій Петрович
МПК: C21C 5/54, C21B 5/04, C21C 5/06, F27D 1/16, C21C 5/44
Мітки: нанесення, конвертера, гарнісажу, спосіб, футерівку, захисного
Формула / Реферат:
1. Спосіб нанесення захисного гарнісажу на футерівку конвертера, що включає роздування рідкого кінцевого шлаку (або додатково обробленого перед використанням) через верхню фурму неокислювальним газом, який відрізняється тим, що у процесі роздування висоту верхньої фурми упродовж першої хвилини встановлюють на рівні 120-140 калібрів відносно поверхні рідкого шлаку у спокійному стані і залишають такою всю решту часу продування, яка складає 5-30...
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 25010
Опубліковано: 25.12.1998
Автори: Прокопенко Світлана Олександрівна, Порхун Валентин Гаврилович, Омесь Микола Михайлович, Тільга Степан Сергійович, Старов Ремуальд Вікторович, Кобелянський Анатолій Тимофійович, Боровиков Генадій Федорович, Стретинер Юхим Маркович, Шаповал Георгій Лук'янович
МПК: C21C 5/44
Мітки: нанесення, покриття, конвертера, стінки, спосіб
Формула / Реферат:
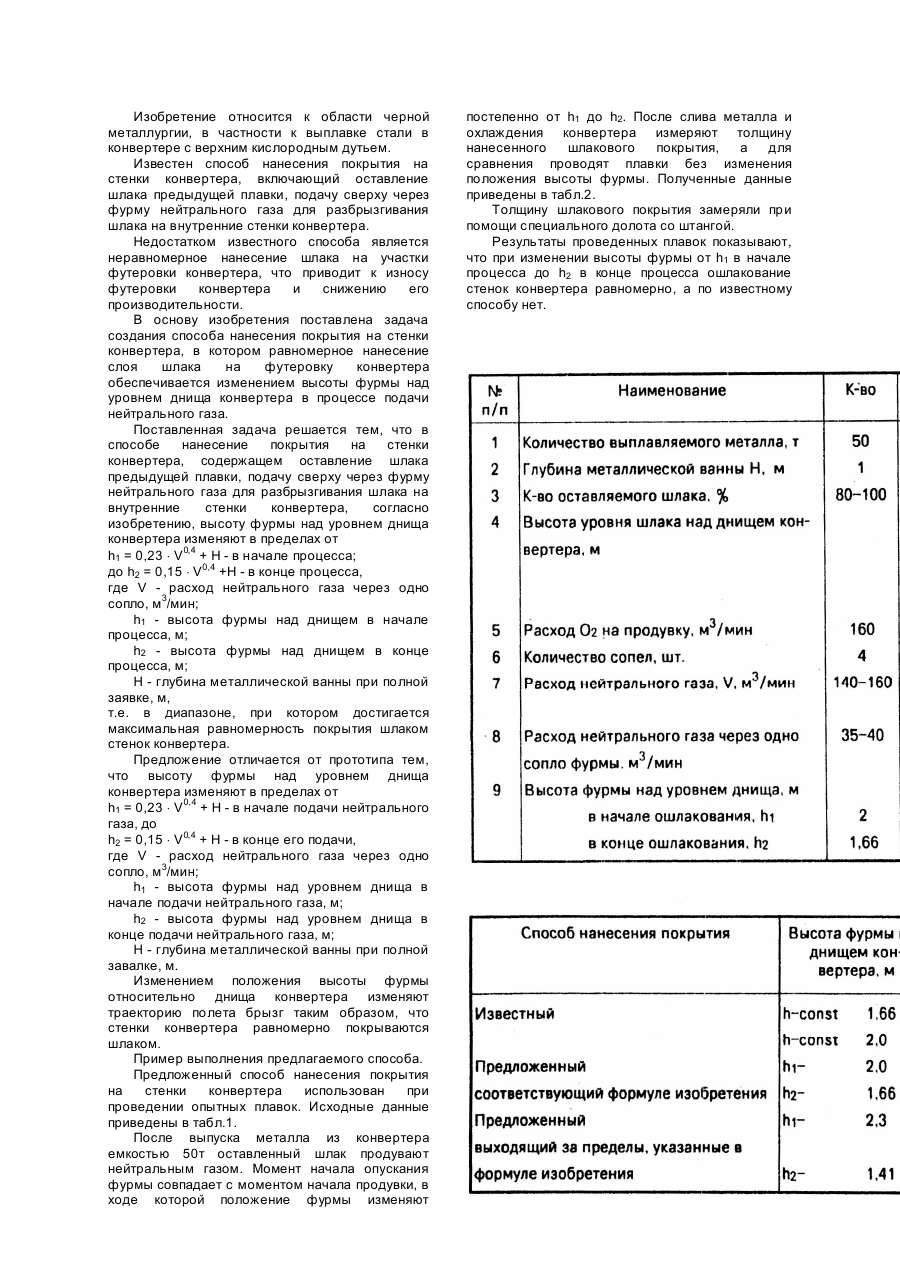
Способ нанесения покрытия на стенки конвертера, включающий оставление шлака предыдущей плавки, подачу сверх через фурму нейтрального газа для разбрызгивания шлака на внутренние стенки конвертера, отличающийся тем, что высоту фурмы над уровнем днища конвертера изменяют в пределах от h1 = 0,23V0,4 + H в начале подачи нейтрального газа до h2 = 0,15V0,4 + H в конце его подачи, где V -расход нейтрального газа через одно сопло, м3/мин; h1 - высота...
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 24989
Опубліковано: 25.12.1998
Автори: Кузьмичов Михайло Васильович, Омесь Микола Михайлович, Чистяков Сергій Васильович, Стретинер Юхим Маркович, Шалімов Володимир Дмитрійович, Нечепоренко Володимир Андрійович, Коваль Микола Григорович, Любимов Іван Михайлович, Вихлевщук Валерій Антонович, Боровиков Генадій Федорович, Севернюк Володимир Васильович, Кекух Анатолій Володимирович, Сапсай Аскольд Дмитрійович, Старов Ремуальд Вікторович, Кобелянський Анатолій Тимофійович
МПК: C21C 5/44
Мітки: нанесення, спосіб, стінки, покриття, конвертера
Формула / Реферат:
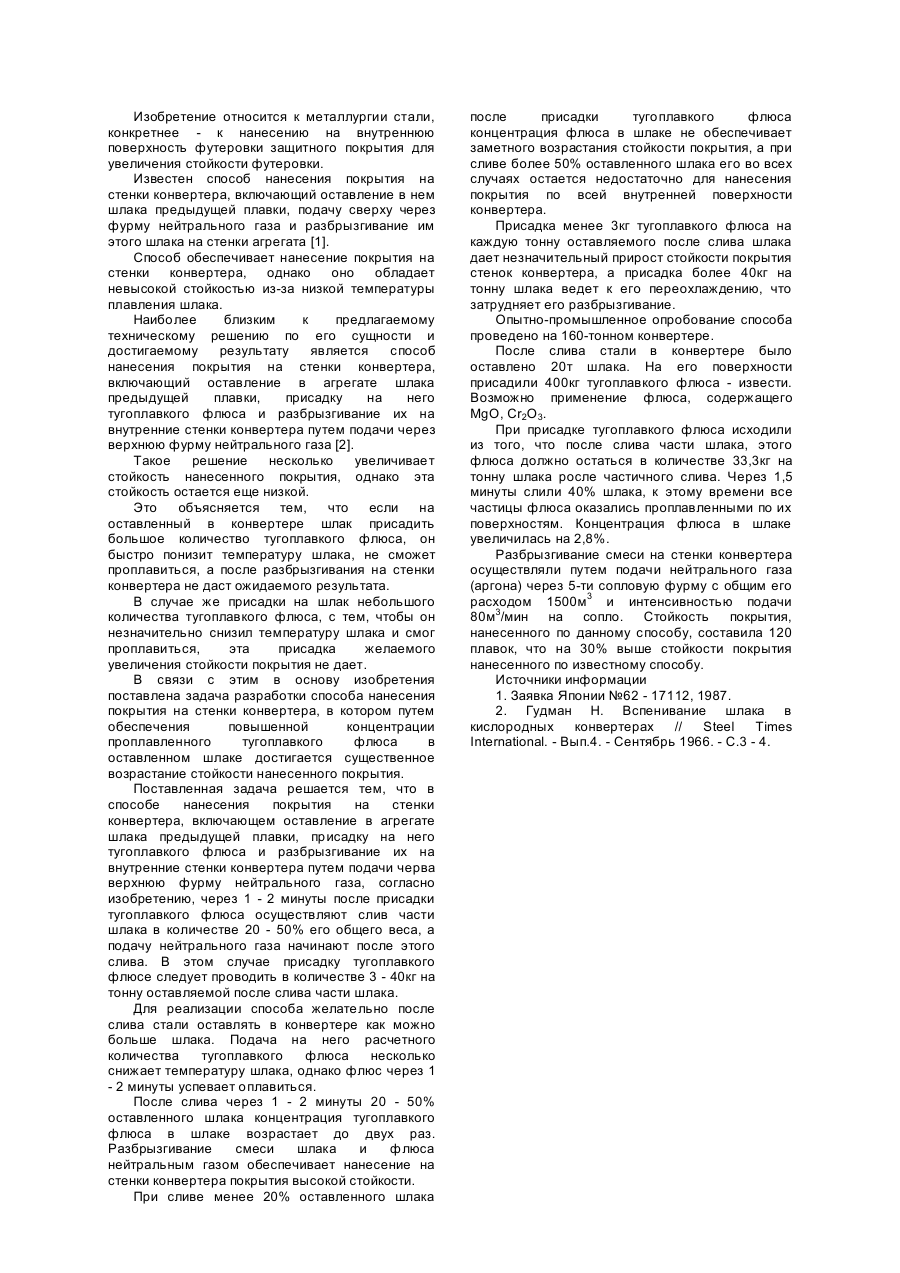
1. Способ нанесения покрытия на стенки конвертера, включающий оставление в агрегате шлака предыдущей плавки, присадку на него тугоплавкого флюса и разбрызгивание их на внутренние стенки конвертера путем подачи через верхнюю фурму нейтрального газа, отличающийся тем, что через 1 - 2мин после присадки тугоплавкого флюса осуществляют слив части шлака в количестве 20 - 50% его общего веса, а подачу нейтрального газа начинают после этого...
Попередній патент: Металоприймач для проміжного ковша
Наступний патент: Кульовий кран мороза
Випадковий патент: Спосіб визначення порушень ліпідного метаболізму у крові та нирках щурів за відтворення коразолової моделі судомного синдрому