Спосіб нанесення захисного гарнісажу на футерівку конвертера

Формула / Реферат
1. Спосіб нанесення захисного гарнісажу на футерівку конвертера, що включає роздування рідкого кінцевого шлаку (або додатково обробленого перед використанням) через верхню фурму неокислювальним газом, який відрізняється тим, що у процесі роздування висоту верхньої фурми упродовж першої хвилини встановлюють на рівні 120-140 калібрів відносно поверхні рідкого шлаку у спокійному стані і залишають такою всю решту часу продування, яка складає 5-30 хвилин.
2. Спосіб за п. 1, який відрізняється тим, що верхню фурму у процесі роздування шлаку зворотно-поступально переміщають у вертикальному напрямку у межах 120-140 калібрів.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що верхню фурму у процесі роздування шлаку діаметрально переміщають від лівої цапфи до правої цапфи та назад.
4. Спосіб за пп. 1, або 2, або 3, який відрізняється тим, що після роздування шлаку фурму витягують з конвертера, конвертер поперемінно 2-10 разів нахиляють у діаметрально протилежні боки на кут 90-130° з витримкою у кожному похилому положенні упродовж 1-5 хвилин.
Текст
1. Спосіб нанесення захисного гарнісажу на футерівку конвертера, що включає роздування рідкого кінцевого шлаку (або додатково обробленого перед використанням) через верхню фурму неокислювальним газом, який відрізняється тим, що у процесі роздування висоту верхньої фурми упродовж першої хвилини встановлюють на рівні 120-140 калібрів відносно поверхні рідкого шлаку у U 1 3 15831 4 В основу корисної моделі поставлена задача ність нанесення шлакового покриття на навколовдосконалення способу нанесення захисного гарцапфені зони футерівки, знос в яких завжди більнісажу на футеровку конвертера шляхом установший, ніж в інших областях робочої поверхні футелення і підтримання оптимального значення висорівки конвертера. ти верхньої фурми у процесі роздувки шлаку для Поперемінні нахили конвертерного агрегату у створення на всій робочій поверхні футеровки протилежні боки після припинення роздувки шлаку конвертера (аж до зрізу горловини конвертера) дозволяють нанести додаткові шари захисного рівномірного захисного шару шлакового покриття, гарнісажу на ділянки футерівки конвертера, що який буде ефективно захищати футеровку від руйпіддаються агресивним впливам: механічному при нування і дозволить значно збільшити термін слузавалці брухту і високотемпературному при вимижби конвертерних агрегатів. ванні металом і шлаком під час випуску їх з агреПоставлена задача вирішується тим, що за гату. способом нанесення захисного гарнісажу на футеНевиконання кожної з цих вимог негативно вірівку конвертера, що включає роздувку рідкого діб'ється на стійкості вогнетривкої футеровки конкінцевого шлаку (або додатково обробленого певертерних агрегатів. ред використанням) через верхню фурму неокисСпосіб роздувки кінцевого шлаку на стінки лювальним газом, згідно винаходу, у процесі розконвертера здійснюється наступним чином. дувки висоту верхньої фурми у продовж першої Після зливу металу з конвертера в його порохвилини встановлюють на рівні 120...140 калібрів жнині залишають кінцевий шлак або його частину відносно поверхні рідкого шлаку у спокійному стані (іншу частину зливають з конвертера). Шлак може і залишають такою всю решту часу продувки, яка бути спеціально оброблений вуглецьмістячим маскладає 5...30 хвилин. теріалом (з метою розкислення шлаку) або будьКрім того, верхню фурму у процесі роздувки яким іншим способом (з метою збільшення рідкошлаку можна зворотно-поступально переміщати у рухомості шлаку, його основності і таке інше). вертикальному напрямку у межах 120...140 калібЧерез горловину вводять верхню фурму, що у рів. продовж першої хвилини опускається до рівня Верхню фурму у процесі роздувки шлаку мож120...140 калібрів відносно поверхні рідкого шлаку на діаметрально переміщати від лівої цапфи до в спокійному стані. Неокислювальне дуття (звиправої цапфи та назад. чайно азот або аргон) подають з моменту входу Після роздувки шлаку фурму потрібно витягти верхньої фурми до горловини конвертерного агрез конвертера, конвертер поперемінно 2...10 разів гату. У продовж всього часу роздувки шлаку, що можна нахиляти у діаметрально протилежні боки складає 5...30 хвилин, верхня фурма може здійсна кут 90...130° з витримкою у кожному похилому нювати зворотно-поступальний рух (тобто уверхположенні у продовж 1...5 хвилин. униз) в межах 120...140 калібрів і (або) діаметраУстановка верхньої фурми на рівні 120...140 льні переміщення від лівої цапфи до правої цапфи калібрів дозволяє забезпечити направлений бризі назад. По закінченню процесу роздувки (5...30 ковинос крапель шлаку із зон взаємодії струменів хвилин) відключають дуття, фурму витягають з дуття зі шлаковою ванного на всю робочу поверхконвертера, і агрегат поперемінне 2...10 разів наню футеровки конвертера, в тому числі і верхні хиляють у діаметрально протилежні боки на кут горизонти робочої поверхні футеровки, аж до зрізу 90...130° з таким розрахунком, щоб рідкий шлак горловини агрегату, отримуючи таким чином абсопокривав футеровку конвертера аж до горловини лютно рівномірний шар захисного покриття по всій (але не виливався з конвертера) і утворював на поверхні футеровки конвертера. ній додаткове покриття за рахунок видержки конЗворотно-поступальні переміщення верхньої вертера в кожному похилому положенні у продовж фурми в межах 120...140 калібрів дозволяють пос1...5 хвилин. тійно в процесі роздувки змінювати розміри зони Застосування запропонованого способу наневзаємодії струменів дуття з рідкою шлаковою вансення захисного гарнісажу на футеровку конверною, що дозволяє підтримувати розплавлений тера дозволить значно збільшити термін служби шлак у рідкорухомому стані (тобто уникнути швидконвертерних агрегатів за рахунок ефективного кого загущення шлаку на днищі конвертера аж до набризкування крапель шлаку на футеровку конповного його затвердіння), тим самим сприяючи вертера і утворення додаткового захисного гарнігарній далекобійності бризковиносу шлаку на стінсажного шару на всій робочій поверхні футеровки, ки конвертера. а також забезпечення додаткового захисту тих зон Діаметральні переміщення верхньої фурми у футеровки, що піддаються механічному впливу в процесі роздувки дозволяють за рахунок наблиперіод завалки брухту до агрегату і вимиванню ження зон взаємодії струменів дуття з ванною до футеровки в ході випуску металу і шлаку по закіннавколоцапфених областей підвищити ефективченню плавки. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the application of protective skull on the lining of converter
Автори англійськоюPanteikov Serhii Petrovych
Назва патенту російськоюСпособ нанесения защитного гарнисажа на футеровку конвертера
Автори російськоюПантейков Сергей Петрович
МПК / Мітки
МПК: F27D 1/16, C21C 5/54, C21B 5/04, C21C 5/44, C21C 5/06
Мітки: захисного, нанесення, футерівку, спосіб, гарнісажу, конвертера
Код посилання
<a href="https://ua.patents.su/2-15831-sposib-nanesennya-zakhisnogo-garnisazhu-na-futerivku-konvertera.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення захисного гарнісажу на футерівку конвертера</a>
Спосіб нанесення шлакового гарнісажу на футерівку конвертера
Номер патенту: 66393
Опубліковано: 17.05.2004
Автори: Літвінов Леонід Федорович, Димченко Євген Миколайович, Товкун Валерій Іванович, Черненков Сергій Павлович, Коцур Сергій Дмитрович, Коваленко Олександр Генадійович, Оробцев Юрій Вікторович
МПК: C21C 5/44
Мітки: нанесення, гарнісажу, шлакового, спосіб, конвертера, футерівку
Формула / Реферат:
1. Спосіб нанесення шлакового гарнісажу на футерівку конвертера, який включає повертання конвертера і випуск із нього металу після проведення основної окислювальної продувки до певного вмісту у металі вуглецю, залишення у конвертері шлаку, його підготовку шляхом присаджування карбонатних матеріалів і/або матеріалів, що містять вуглець, та нанесення на футерівку конвертера отриманого шлакового розплаву за рахунок подавання згори на шлаковий...
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 25010
Опубліковано: 25.12.1998
Автори: Боровиков Генадій Федорович, Старов Ремуальд Вікторович, Порхун Валентин Гаврилович, Стретинер Юхим Маркович, Шаповал Георгій Лук'янович, Тільга Степан Сергійович, Омесь Микола Михайлович, Прокопенко Світлана Олександрівна, Кобелянський Анатолій Тимофійович
МПК: C21C 5/44
Мітки: конвертера, стінки, покриття, спосіб, нанесення
Формула / Реферат:
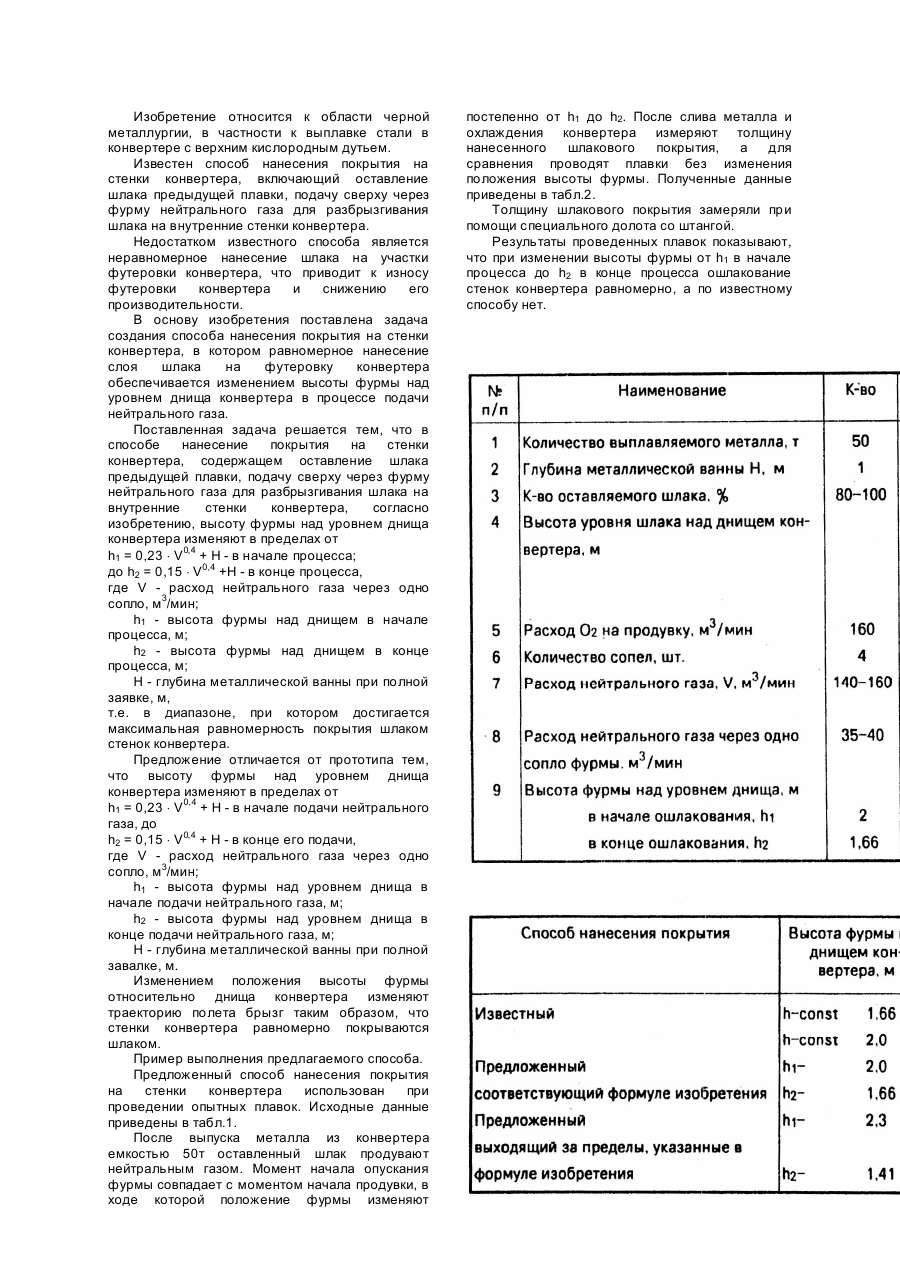
Способ нанесения покрытия на стенки конвертера, включающий оставление шлака предыдущей плавки, подачу сверх через фурму нейтрального газа для разбрызгивания шлака на внутренние стенки конвертера, отличающийся тем, что высоту фурмы над уровнем днища конвертера изменяют в пределах от h1 = 0,23V0,4 + H в начале подачи нейтрального газа до h2 = 0,15V0,4 + H в конце его подачи, где V -расход нейтрального газа через одно сопло, м3/мин; h1 - высота...
Спосіб нанесення покриття на стінки конвертера
Номер патенту: 24989
Опубліковано: 25.12.1998
Автори: Сапсай Аскольд Дмитрійович, Нечепоренко Володимир Андрійович, Кекух Анатолій Володимирович, Боровиков Генадій Федорович, Стретинер Юхим Маркович, Любимов Іван Михайлович, Омесь Микола Михайлович, Севернюк Володимир Васильович, Старов Ремуальд Вікторович, Кобелянський Анатолій Тимофійович, Вихлевщук Валерій Антонович, Кузьмичов Михайло Васильович, Коваль Микола Григорович, Шалімов Володимир Дмитрійович, Чистяков Сергій Васильович
МПК: C21C 5/44
Мітки: нанесення, стінки, спосіб, конвертера, покриття
Формула / Реферат:
1. Способ нанесения покрытия на стенки конвертера, включающий оставление в агрегате шлака предыдущей плавки, присадку на него тугоплавкого флюса и разбрызгивание их на внутренние стенки конвертера путем подачи через верхнюю фурму нейтрального газа, отличающийся тем, что через 1 - 2мин после присадки тугоплавкого флюса осуществляют слив части шлака в количестве 20 - 50% его общего веса, а подачу нейтрального газа начинают после этого...
Спосіб заправляння футерівки конвертера для виплавки сталі

Номер патенту: 15067
Опубліковано: 15.06.2006
Автори: Шеремет Володимир Олександрович, Павлюченков Олег Ігоревич, Сокуренко Анатолій Валентинович, Стовпченко Ганна Петрівна, Бродський Олександр Сергійович, Кекух Анатолій Володимирович
МПК: C21C 5/44
Мітки: спосіб, заправляння, виплавки, конвертера, футерівки, сталі
Формула / Реферат:
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають...
Дуттьова фурма з захисним покриттям та спосіб нанесення захисного покриття на зовнішню поверхню дуттьової фурми
Номер патенту: 45466
Опубліковано: 15.04.2002
Автори: АГАРКОВ Віктор Якович, Лупандін Георгій Степановіч, ДЮБІН Валерій Юрьйович, МАКІЄНКО Володимир Григорович, ЗОТОВ Олексій Володимирович
МПК: C21B 7/16, B22D 19/02, B22D 19/08
Мітки: фурми, дуттьової, захисного, покриття, фурма, захисним, покриттям, дуттьова, спосіб, поверхню, нанесення, зовнішню
Формула / Реферат:
1. Дуттьова фурма з захисним покриттям на робочій частині зовнішньої поверхні, яка вміщує внутрішній та зовнішній стакани, з'єднані по кінцях фланцем та носовою частиною, захисне покриття якої складається з внутрішнього металевого та зовнішнього керамічного шарів, яка відрізняється тим, що внутрішній шар захисного покриття складає 0,4 - 1,2 товщини стінки зовнішнього стакана фурми, і який виконано композитним із чавуну з сталевою арматурою та...
Попередній патент: Спосіб лікування післяопераційних невропатій при оперативних втручаннях на кістковій тканині щелеп
Наступний патент: Матеріал для спіральних термоелементів
Випадковий патент: Спосіб безамбарного збирання відходів буріння