Технологія капітального ремонту трубопроводів та обладнання для її реалізації
Номер патенту: 100657
Опубліковано: 10.01.2013
Автори: Лук'яненко Василь Петрович, Авраменко Віталій Антонович, Гольденберг Анатолій Менделевич, Гоцюк Віктор Андрійович, Іткін Олександр Феліксович, Дьомін Юрій Миколайович, Зукін Олександр Мусійович, Лерман Михайло Гершович
Формула / Реферат
1. Технологія капітального ремонту трубопроводів, що включає виконання операцій по видаленню старої ізоляції, підготуванню поверхні під нанесення нової ізоляції та нанесення нового ізоляційного шару, яка відрізняється тим, що трубопровід, що підлягає ремонту, розділяють на окремі секції, кожній з яких послідовно надають повздовжньо-поворотного переміщення, а головні технологічні операції виконують одночасно в одному технологічному блоці, що поділений на окремі зони виконання основних операцій з синхронізацією повздовжньо-поворотних швидкостей виконання операцій видалення старого покриття, підготування поверхні та нанесення нової ізоляції.
2. Обладнання для капітального ремонту трубопроводів, що включає транспортні рольганги для повздовжнього переміщення труб, а також механізми видалення старої ізоляції, підготування поверхні під нанесення нової ізоляції та нанесення нового ізоляційного шару, яке відрізняється тим, що всі технологічні операцій виконуються при постійній швидкості повздовжнього переміщення труб, при цьому кінцева частина транспортного рольганга виконана у вигляді двох автономних візків, що мають можливість поворотного переміщення на технологічній швидкості, при цьому візок, що розміщений між транспортним рольгангом та кінцевим візком, має опорну висоту нижче рівня середньої опорної висоти транспортного рольганга.
3. Обладнання за п. 2, яке відрізняється тим, що має кліматичне укриття обладнання, яке виконане у вигляді транспортних контейнерів, що підлягають збиранню у місці виконання робіт.
4. Обладнання за пп. 2 та 3, яке відрізняється тим, що транспортний рольганг у зоні видалення старої ізоляції та, власне, обладнання для видалення старого ізоляційного шару виконані сумісними, а саме, транспортуючі роликоопори рольганга обладнані інструментальними щітками, кожна з яких має власну швидкість обертання.
5. Обладнання за п. 4, яке відрізняється тим, що інструментальні щітки виконані з можливістю одночасного зустрічного обертання.
Текст
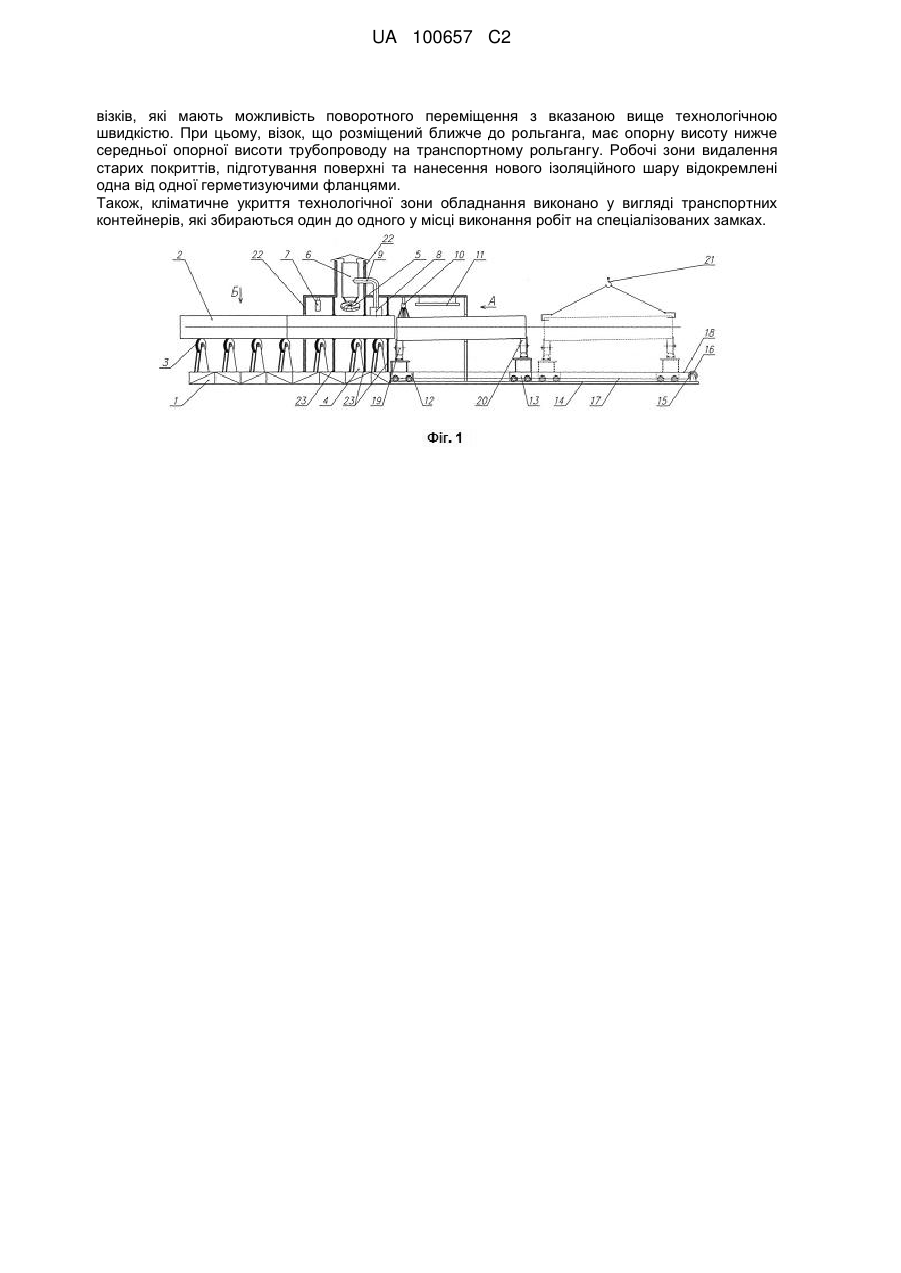
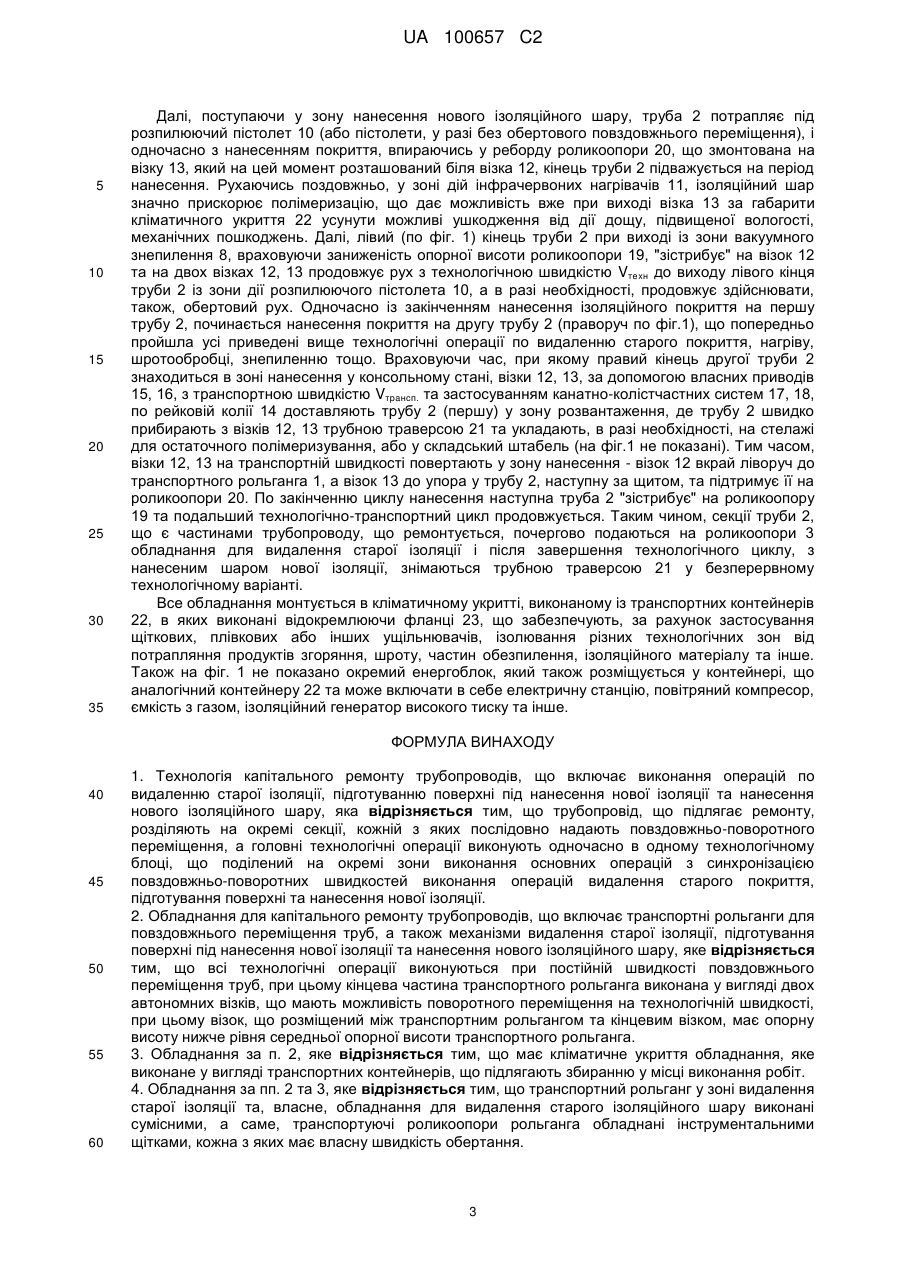
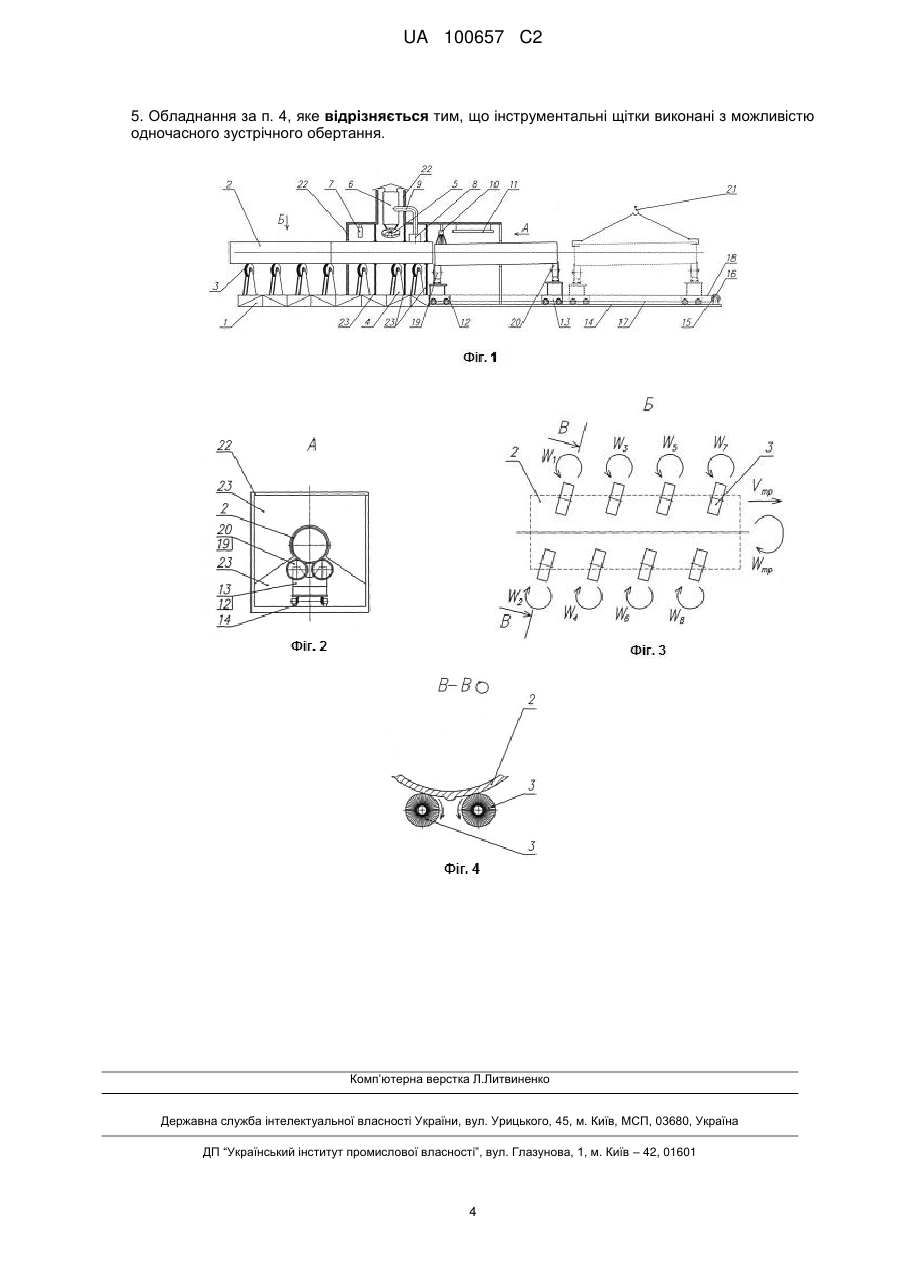
Реферат: Винахід належить до галузі ремонту магістральних та інших трубопроводів, а також може знайти застосування в інших галузях промисловості при ремонті трубопроводів різного призначення. Ціль винаходу - забезпечення повного циклу операцій для підготовки поверхні труби під нанесення та, власне, нанесення лакофарбових покриттів, а також скорочення технологічних площин при ремонті трубопроводів та скорочення технологічного часу ремонту трубопроводів. Технологія капітального ремонту трубопроводів включає зняття старої ізоляції, підготовку поверхні під нанесення нової ізоляції та нанесення власне ізоляційного шару, трубопровід, що підлягає ремонту, розділяється на секції. Кожній секції надається, в залежності від характеру технологічних операцій, поздовжньо-обертального або поздовжнього переміщення. При цьому основні технологічні операції виконуються одночасно в одному технологічному блоці, розділеному на окремі зони. Також, основні технологічні операції по зняттю старого покриття, підготуванню поверхні та нанесенню нової ізоляції виконуються з синхронізацією поздовжніх швидкостей виконання всіх технологічних операцій. Обладнанні по ремонту трубопроводів, яке реалізує вказану технологію, включає транспортний рольганг та механізми видалення старої ізоляції, підготування поверхні трубопроводу під нанесення нової ізоляції і, власне, механізми для нанесення нового ізоляційного шару, усі технологічні операції виконуються при постійній повздовжній швидкості переміщення трубопроводу по рольгангу. Кінцева частина транспортного рольганга виконана у вигляді двох UA 100657 C2 (12) UA 100657 C2 візків, які мають можливість поворотного переміщення з вказаною вище технологічною швидкістю. При цьому, візок, що розміщений ближче до рольганга, має опорну висоту нижче середньої опорної висоти трубопроводу на транспортному рольгангу. Робочі зони видалення старих покриттів, підготування поверхні та нанесення нового ізоляційного шару відокремлені одна від одної герметизуючими фланцями. Також, кліматичне укриття технологічної зони обладнання виконано у вигляді транспортних контейнерів, які збираються один до одного у місці виконання робіт на спеціалізованих замках. UA 100657 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі інтересів нафтогазового комплексу, а саме до галузі ремонту магістральних та інших трубопроводів, а також може знайти застосування в інших галузях промисловості при ремонті трубопроводів різного призначення. Відома лінія ПТЛ-2 (Каталог машин для строительства трубопроводов, издание седьмое, переработанное и дополненное. - М.: НЕДРА, 1984, раздел 6, стр. 120), яка призначена для видалення круглими металевими щітками бруду, іржі й пухкої окалини із зовнішніх поверхонь сталевих труб і нанесення на них бітумно-гумових захисних покриттів або захисних покриттів з полімерних липких стрічок. До недоліків лінії, необхідно віднести те, що з її допомогою не можна наносити лакофарбові покриття й відсутність механізмів для високоякісної підготовки поверхні під нанесення лакофарбових покриттів. Найбільш близькою до винаходу по технічній суті та досягуваному результату є засіб ремонту трубопроводів, що закладений у мобільну ізоляційну базу 100-500 (http://www.izolperm.ru/trubi/mid100500.html), що призначена для ізоляції труб та трубних секцій (двох трубок) мастиковими, стрічковими та комбінованими матеріалами. База сконструйована по модульному принципу та складається із: накопичувача неізольованих труб; транспортера; модуля сушіння труб від вологи та льоду; модуля очистки труб; модуля нанесення асмольної ґрунтовки; модуля нанесення ізоляційного покриття; накопичувача ізольованих труб. Це технічне рішення приймається за прототип. До недоліків цієї бази, при застосуванні її в процесі ремонту трубопроводів, необхідно віднести відсутність обладнання для підготовки поверхні труб для нанесення лакофарбових покриттів та відсутність обладнання для нанесення таких покриттів, а також потреба значних технологічних площ при модульному розміщенні обладнання. Задача винаходу - забезпечення повного циклу операцій для підготовки поверхні труби під нанесення лакофарбових покриттів та нанесення таких покриттів, а також скорочення технологічних площин при ремонті трубопроводів та скорочення технологічного часу ремонту трубопроводів. Вказана задача вирішується тим, що у технології капітального ремонту трубопроводів, яка включає зняття старої ізоляції, підготовку поверхні під нанесення нової ізоляції та нанесення власне ізоляційного шару, трубопровід, що підлягає ремонту, розділяється на секції. Кожній секції надається, в залежності від характеру технологічних операцій, поздовжньо-обертального або поздовжнього переміщення. При цьому, основні технологічні операції виконуються одночасно в одному технологічному блоці, розділеному на окремі зони. Також, основні технологічні операції по зняттю старого покриття, підготування поверхні та нанесення нової ізоляції виконуються з синхронізацією поздовжніх швидкостей виконання всіх технологічних операцій. Також, вказана задача вирішується тим, що в комплексі, який включає: обладнання для зняття старої ізоляції; обладнання для чистової (тонкої) очистки поверхні труби; обладнання для сушіння поверхні труби; обладнання підготовки поверхні труби під нанесення покриття; обладнання для обігріву поверхні труби, що ремонтується; транспортні візки з можливістю поздовжнього переміщення та обертання труби, що ремонтується; рейковий шлях; енергоблок та укриття, транспортні візки виконують повздовжнє переміщення та обертання труби, що ремонтується, а обладнання для зняття старої ізоляції, чистової (тонкої) очистки, обладнання для сушіння поверхні труби, підготовки поверхні під нанесення покриття, для нанесення покриття виконані в одному технологічному блоці, при цьому робочі зони відділені між собою захисними фланцями, а робочі операції виконуються при постійній повздовжній швидкості переміщення труби, що ремонтується. Крім того, всі робочі операції виконуються одночасно, при цьому повздовжня швидкість переміщення та швидкість обертання труби, що ремонтується, синхронізовані з робочими швидкостями обладнання, що використовується. В обладнанні по ремонту трубопроводів, яке реалізує вказану технологію і включає транспортний рольганг та механізми видалення старої ізоляції, підготування поверхні трубопроводу під нанесення нової ізоляції і, власне, механізми для нанесення нового ізоляційного шару, усі технологічні операції виконуються при постійній повздовжній швидкості переміщення трубопроводу по рольгангу. Кінцева частина транспортного рольганга виконана у вигляді двох візків, які мають можливість поворотного переміщення з вказаною вище технологічною швидкістю. При цьому, візок, що розміщений ближче до рольганга, має опорну висоту нижче середньої опорної висоти трубопроводу на транспортному рольгангу. Робочі зони видалення старих покриттів, підготування поверхні та нанесення нового ізоляційного шару відокремлені, одна від одної, фланцями. Також, кліматичне укриття технологічної зони обладнання виконано у вигляді транспортних контейнерів, які збираються один до одного у місці виконання робіт на спеціалізованих замках. 1 UA 100657 C2 5 10 15 20 25 30 35 40 45 50 55 До того ж, транспортний рольганг суміщено з обладнанням для видалення старого ізоляційного шару та виконано із інструментальних дискових або торцевих щіток, які мають можливість обертання з різноманітною кутовою швидкістю, при цьому частина з них може мати зустрічний напрям обертання. На фіг. 1 зображено загальний вигляд обладнання для ремонту трубопроводів; на фіг. 2 вид А на фіг. 1; на фіг. 3 - вид Б на транспортний рольганг обладнання у зоні видалення старого ізоляційного покриття, та на фіг. 4 - розріз В-В повернутий на фіг. 3. Технологія ремонту, що заявляється, найкраще ілюструється на конструкції обладнання, що наводиться нижче. Обладнання для ремонту трубопроводів складається з транспортного рольганга 1 для повздовжнього, а в разі необхідності - повздовжньо-поворотного переміщення секцій труб 2 трубопроводу. Рольганг являє собою силову раму із змонтованими на ній роликоопорами 3, які забезпечують повздовжнє або поздовжньо-поворотне переміщення окремих секцій труб 2. Роликоопори у зоні зняття старого ізоляційного покриття виконані у вигляді інструментальних дискових або торцевих щіток 3, а в подальших технологічних зонах - у вигляді гладких роликів 4, що забезпечують стабільність технологічної швидкості повздовжнього або поздовжньоповоротного переміщення секцій труб 2. Підготування поверхні трубопроводу під нанесення ізоляційного покриття виконується одним з відомих методів, наприклад, дробометом 5, оснащеним системою збору та аспірації шроту 6. Для полегшення процесу підготування поверхні перед дробометом 5 виконується підігрів труби 2 спеціалізованими нагрівачами 7, наприклад, газовими пальниками. Після дробометної обробки поверхні виконується обезпилення поверхні труб 2, наприклад, вакуумним обезпилювачем 8 з системою збору пилу та транспортуванням його до системи регенерації повітря 9. Нанесення нового покриття здійснюється одним з відомих способів, наприклад, безповітряним нанесенням з застосуванням пістолета для розпилювання 10. Для прискорення полімеризування нового ізоляційного покриття застосовуються штатні підігрівачі 11, наприклад, інфрачервоні. Зона нанесення нового ізоляційного шару оснащена двома автономними візками 12 і 13, які мають можливість повздовжнього переміщення з основною технологічною швидкістю по рейкових коліях 14, за рахунок барабанів 15 і 16, які мають окремий привід, та реверсивних тросах 17 і 18, які з'єднані з візками. На візках 12, 13 змонтовані роликоопори 19, 20, при цьому монтажна висота опорної поверхні роликоопори 19 є нижчою від загальної опорної висоти труб 2 на рольгангах 3, 4 і роликоопори 20. Для більш надійної фіксації труби 2 роликоопори 19, 20 можуть бути виконані із зовнішніми по відношенню до труби 2 ребордами. Розгрузка готової секції трубопроводу 2 виконується сертифікованим захватом 21, наприклад спеціалізованою траверсою. Основне технологічне обладнання вкривається кліматичним укриттям, для якого використовуються контейнери 22, що збираються у горизонтальному (для зони зняття старого покриття та нанесення нового) та вертикальному (для дробомета та аспірації) положеннях. Робочі технологічні зони всередині кліматичного контейнерного укриття 22 відокремлюються конструктивними фланцями 23 з системою щіткової герметизації окремих технологічних зон. Обладнання для ремонту трубопроводів працює наступним чином: відомим способом трубна секція 2, яка є частиною трубопроводу, що ремонтується, по поперечних покатях (на кресл. не намальовано), подається на роликоопори 3 транспортного рольганга 1, де отримує повздовжній або поздовжньо-обертальний рух з забезпеченням головної технологічної швидкості Vтexн. При цьому, для забезпечення видалення старої ізоляції, роликоопори 3 виконані у вигляді інструментальної дискової або торцевої щітки, кожна з яких може мати свою власну швидкість обертів, а для забезпечення якісного видалення у зоні повздовжнього зварного шва, частина щіток має зустрічне обертання. Таким чином, за рахунок різної відносної швидкості обробки кожною щіткою 3 поверхні труби 2 забезпечується повне видалення старого ізоляційного покриття з поверхні труби 2 з одночасним повздовжнім переміщенням труби 2 в основну технологічну зону на швидкості Vтexн. Поступово рухаючись у головну технологічну зону, що вкрита кліматичним укриттям 22, труба 2 піддається термічному випаленню газовими пальниками 7, що позитивно впливає на подальше підготування поверхні дробометом 5. Шрот має замкнений цикл та збирається, сепарується та очищується від залишків старої ізоляції та бруду, які збираються у циклоні 6. Після обробки шротом труба 2 поступово по роликоопорах 4 продовжує рухатись з технологічною швидкістю Vтexн у зону знепилення, де вакуумним знепилювачем 8, завдяки системі регенерації повітря 9 досягається повна відсутність на поверхні труб 2 залишків пилу, шроту, інших порошкоподібних частин, які є недопустимі у момент нанесення нового покриття. 2 UA 100657 C2 5 10 15 20 25 30 35 Далі, поступаючи у зону нанесення нового ізоляційного шару, труба 2 потрапляє під розпилюючий пістолет 10 (або пістолети, у разі без обертового повздовжнього переміщення), і одночасно з нанесенням покриття, впираючись у реборду роликоопори 20, що змонтована на візку 13, який на цей момент розташований біля візка 12, кінець труби 2 підважується на період нанесення. Рухаючись поздовжньо, у зоні дій інфрачервоних нагрівачів 11, ізоляційний шар значно прискорює полімеризацію, що дає можливість вже при виході візка 13 за габарити кліматичного укриття 22 усунути можливі ушкодження від дії дощу, підвищеної вологості, механічних пошкоджень. Далі, лівий (по фіг. 1) кінець труби 2 при виході із зони вакуумного знепилення 8, враховуючи заниженість опорної висоти роликоопори 19, "зістрибує" на візок 12 та на двох візках 12, 13 продовжує рух з технологічною швидкістю Vтexн до виходу лівого кінця труби 2 із зони дії розпилюючого пістолета 10, а в разі необхідності, продовжує здійснювати, також, обертовий рух. Одночасно із закінченням нанесення ізоляційного покриття на першу трубу 2, починається нанесення покриття на другу трубу 2 (праворуч по фіг.1), що попередньо пройшла усі приведені вище технологічні операції по видаленню старого покриття, нагріву, шротообробці, знепиленню тощо. Враховуючи час, при якому правий кінець другої труби 2 знаходиться в зоні нанесення у консольному стані, візки 12, 13, за допомогою власних приводів 15, 16, з транспортною швидкістю Vтpaнсп. та застосуванням канатно-колістчастних систем 17, 18, по рейковій колії 14 доставляють трубу 2 (першу) у зону розвантаження, де трубу 2 швидко прибирають з візків 12, 13 трубною траверсою 21 та укладають, в разі необхідності, на стелажі для остаточного полімеризування, або у складський штабель (на фіг.1 не показані). Тим часом, візки 12, 13 на транспортній швидкості повертають у зону нанесення - візок 12 вкрай ліворуч до транспортного рольганга 1, а візок 13 до упора у трубу 2, наступну за щитом, та підтримує її на роликоопори 20. По закінченню циклу нанесення наступна труба 2 "зістрибує" на роликоопору 19 та подальший технологічно-транспортний цикл продовжується. Таким чином, секції труби 2, що є частинами трубопроводу, що ремонтується, почергово подаються на роликоопори 3 обладнання для видалення старої ізоляції і після завершення технологічного циклу, з нанесеним шаром нової ізоляції, знімаються трубною траверсою 21 у безперервному технологічному варіанті. Все обладнання монтується в кліматичному укритті, виконаному із транспортних контейнерів 22, в яких виконані відокремлюючи фланці 23, що забезпечують, за рахунок застосування щіткових, плівкових або інших ущільнювачів, ізолювання різних технологічних зон від потрапляння продуктів згоряння, шроту, частин обезпилення, ізоляційного матеріалу та інше. Також на фіг. 1 не показано окремий енергоблок, який також розміщується у контейнері, що аналогічний контейнеру 22 та може включати в себе електричну станцію, повітряний компресор, ємкість з газом, ізоляційний генератор високого тиску та інше. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Технологія капітального ремонту трубопроводів, що включає виконання операцій по видаленню старої ізоляції, підготуванню поверхні під нанесення нової ізоляції та нанесення нового ізоляційного шару, яка відрізняється тим, що трубопровід, що підлягає ремонту, розділяють на окремі секції, кожній з яких послідовно надають повздовжньо-поворотного переміщення, а головні технологічні операції виконують одночасно в одному технологічному блоці, що поділений на окремі зони виконання основних операцій з синхронізацією повздовжньо-поворотних швидкостей виконання операцій видалення старого покриття, підготування поверхні та нанесення нової ізоляції. 2. Обладнання для капітального ремонту трубопроводів, що включає транспортні рольганги для повздовжнього переміщення труб, а також механізми видалення старої ізоляції, підготування поверхні під нанесення нової ізоляції та нанесення нового ізоляційного шару, яке відрізняється тим, що всі технологічні операції виконуються при постійній швидкості повздовжнього переміщення труб, при цьому кінцева частина транспортного рольганга виконана у вигляді двох автономних візків, що мають можливість поворотного переміщення на технологічній швидкості, при цьому візок, що розміщений між транспортним рольгангом та кінцевим візком, має опорну висоту нижче рівня середньої опорної висоти транспортного рольганга. 3. Обладнання за п. 2, яке відрізняється тим, що має кліматичне укриття обладнання, яке виконане у вигляді транспортних контейнерів, що підлягають збиранню у місці виконання робіт. 4. Обладнання за пп. 2 та 3, яке відрізняється тим, що транспортний рольганг у зоні видалення старої ізоляції та, власне, обладнання для видалення старого ізоляційного шару виконані сумісними, а саме, транспортуючі роликоопори рольганга обладнані інструментальними щітками, кожна з яких має власну швидкість обертання. 3 UA 100657 C2 5. Обладнання за п. 4, яке відрізняється тим, що інструментальні щітки виконані з можливістю одночасного зустрічного обертання. Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnology of general repair of pipelines and equipments for its realization
Автори англійськоюItkin Oleksandr Feliksovych, Diomin Yurii Mykolaiovych, Avramenko Vitalii Antonovych, Holdenberh Anatolii Mendelevych, Lerman Mykhailo Hershovych, Zukin Oleksandr Musiiovych, Hotsiuk Viktor Andriiovych, Lukianenko Vasyl Petrovych
Назва патенту російськоюТехнология капитального ремонта трубопроводов и оборудование для ее реализации
Автори російськоюИткин Александр Феликсович, Демин Юрий Николаевич, Авраменко Виталий Антонович, Гольденберг Анатолий Менделевич, Лерман Михаил Гершевич, Зукин Александр Моисеевич, Гоцюк Виктор Андреевич, Лукьяненко Василий Петрович
МПК / Мітки
МПК: F16L 59/14, F16L 58/02, F16L 57/00, F16L 58/00
Мітки: обладнання, трубопроводів, технологія, капітального, реалізації, ремонту
Код посилання
<a href="https://ua.patents.su/6-100657-tekhnologiya-kapitalnogo-remontu-truboprovodiv-ta-obladnannya-dlya-realizaci.html" target="_blank" rel="follow" title="База патентів України">Технологія капітального ремонту трубопроводів та обладнання для її реалізації</a>
Спосіб проведення капітального ремонту магістральних трубопроводів

Номер патенту: 66058
Опубліковано: 26.12.2011
Автори: Забаштанов Станіслав Васильович, Козловський Леонід Костянтинович
МПК: F17D 1/02
Мітки: проведення, капітального, магістральних, трубопроводів, ремонту, спосіб
Формула / Реферат:
Спосіб проведення капітального ремонту магістральних трубопроводів, що містить обстеження лінійної частини магістрального трубопроводу, виконання підготовчих робіт і земляних робіт з розкривання трубопроводів і комунікацій; відрізання і виїмку вибракуваних ділянок трубопроводу, укладання ділянок трубопроводу на заміну вибракуваних, сполучення і зварювання укладених ділянок з магістральним трубопроводом, ізоляційні роботи, очищування...
Технологія виконання земляних робіт при капітальному ремонті лінійної частини магістральних трубопроводів і комплекс технологічного обладнання для її здійснення
Номер патенту: 94374
Опубліковано: 26.04.2011
Автори: Білякович Микола Олексійович, Дмитриченко Микола Федорович, Баланін Віталій Христофорович, Мусійко Володимир Данилович, Кузьмінець Микола Петрович
МПК: E02F 9/20, E02F 5/10, F16L 1/028, E02F 5/14, E02F 9/26, B60W 30/16
Мітки: технологічного, технологія, здійснення, комплекс, робіт, земляних, частини, виконання, ремонті, обладнання, трубопроводів, магістральних, лінійної, капітальному
Формула / Реферат:
1. Технологія виконання земляних робіт при капітальному ремонті лінійної частини магістральних трубопроводів, згідно з якою, уточнюють положення трубопроводу, позначають його вісь та глибину залягання труби від денної поверхні ґрунту до її верхньої твірної, машиною пошарової розробки ґрунту знімають родючий шар ґрунту та переміщують його у відвал на сторону від трубопроводу, тією ж машиною за другий прохід знімають шар мінерального ґрунту на...
Спосіб регулювання та перевірки параметрів бортового радіоелектронного обладнання літального апарата під час капітального і середнього ремонтів та ремонту за технічним станом
Номер патенту: 7572
Опубліковано: 15.06.2005
Автори: Майстрович Олександр Григорович, Стичішин Петро Павлович, Ропай Володимир Федорович, Тупота Анатолій Іванович, Немчин Данило Олександрович, Мельников Володимир Миколайович, Кондратенко Олег Васильович
МПК: G05B 23/02, G01C 25/00, B64C 5/00
Мітки: обладнання, радіоелектронного, ремонтів, параметрів, технічним, літального, станом, бортового, перевірки, апарата, капітального, ремонту, спосіб, регулювання, середнього
Формула / Реферат:
1. Спосіб регулювання та перевірки параметрів бортового радіоелектронного обладнання літального апарата під час капітального і середнього ремонтів та ремонту за технічним станом, який полягає у тому, що бортове радіоелектронне обладнання бойового літального апарата поділяють на функціонально закінчені складові частини, а саме систему управління озброєнням, пілотажно-навігаційний комплекс, комплекс засобів зв'язку, апаратуру бортового...
Спосіб безтраншейного ремонту трубопроводів
Номер патенту: 37052
Опубліковано: 15.01.2004
Автори: Гарник Володимир Кирилович, Шипко Іван Іванович
МПК: F16L 58/02, F16L 1/028
Мітки: трубопроводів, безтраншейного, ремонту, спосіб
Формула / Реферат:
Спосіб безтраншейного ремонту трубопроводів, що включає введення в трубопровід облицювальної пластикової труби з попередньо встановленими центруючими елементами, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що на пластикову трубу встановлюють в шахматному порядку центруючі елементи, трубу з центруючими елементами вводять в трубопровід, останній оснащують рознімними двоступінчастими наконечниками з...
Спосіб ремонту підземних трубопроводів під час їх робочого використання для перенесення рідини (варіанти) та пристрій для ремонту підземних трубопроводів (варіанти)
Номер патенту: 87740
Опубліковано: 10.08.2009
Автори: Бейтмен Аян Роджер, Меймен Крейґ Ентоні
МПК: B29C 63/00
Мітки: використання, рідини, робочого, варіанти, трубопроводів, спосіб, підземних, пристрій, ремонту, перенесення
Формула / Реферат:
1. Спосіб ремонту підземних трубопроводів під час їх робочого використання для перенесення рідини, який включає операції:- розміщення пристрою навивання труби у заглибленні для доступу, суміжному до трубопроводу, що підлягає ремонту, причому цей пристрій навивання труби має кільцеву камеру, через яку протікає рідина;- подавання у це заглиблення для пристрою навивання труби довгої пластикової або пластичної композиційної стрічки...
Попередній патент: Спосіб відкритої розробки напівскельних родовищ корисних копалин
Випадковий патент: Спосіб оптимізації біотичної структури агроекосистем