Кубонітова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей для поліграфічної техніки
Номер патенту: 102006
Опубліковано: 12.10.2015
Автори: Гавриш Олег Анатолійович, Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Зигуля Світлана Миколаївна

Формула / Реферат
Кубонітова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей, що має поліетилентерефталатову основу та абразивний шар з дрібнозернистих мікропорошків кубоніту КНБ, розподілених у поверхневому шарі стрічки у поєднуючій речовині, яка відрізняється тим, що з метою покращення якості обробки, поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та резольної фенолофмормальдегідної смоли у співвідношенні 1:1 за вагою, а як наповнювач застосовують мікропорошки з кубоніту КНБ зернистістю 0,5-3 мкм при 100 %-й концентрації кубоніту з товщиною поліетилентерефталатової основи стрічки у межах 10-20 мкм і ріжучого кубонітового шару в межах 1,5-5 мкм.
Текст
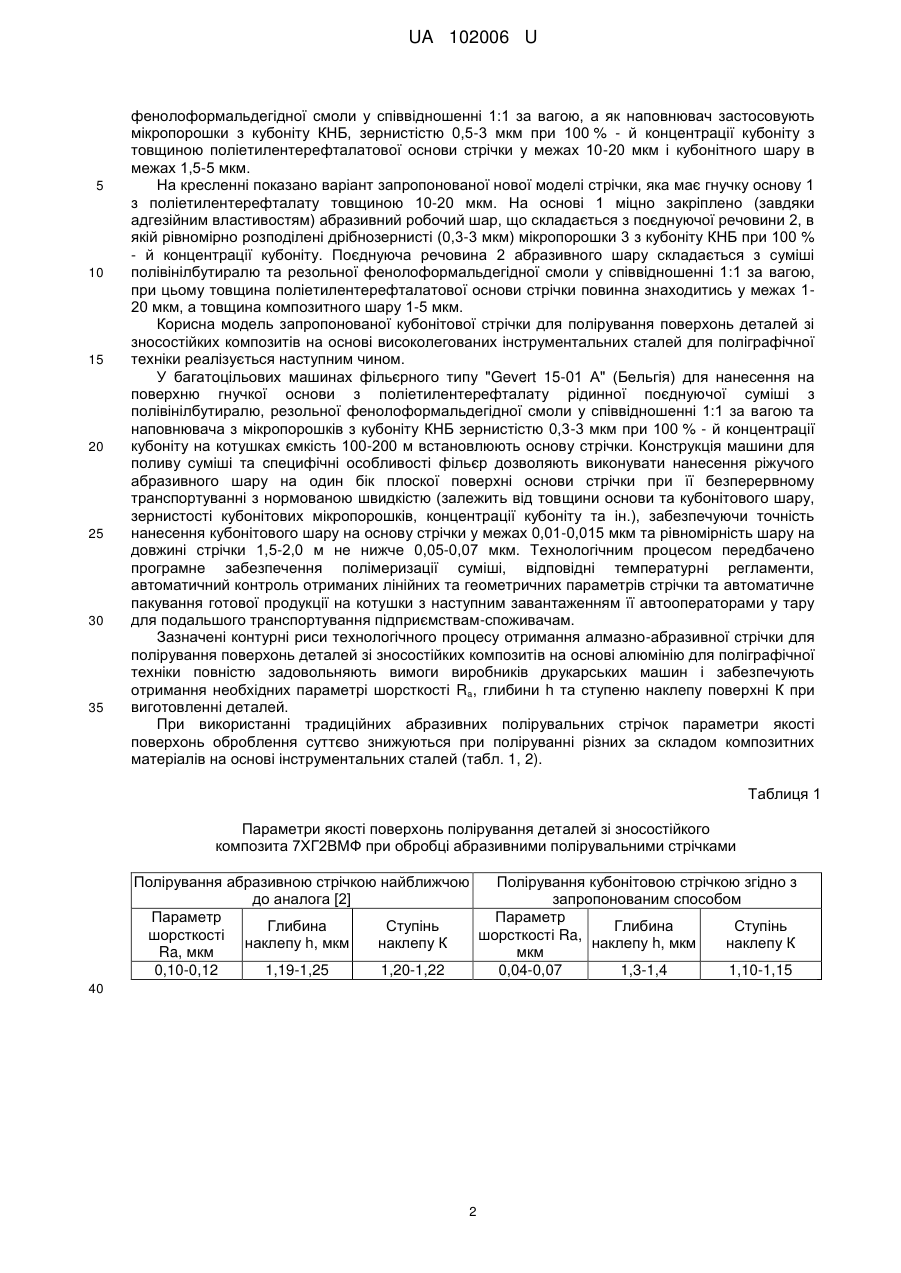
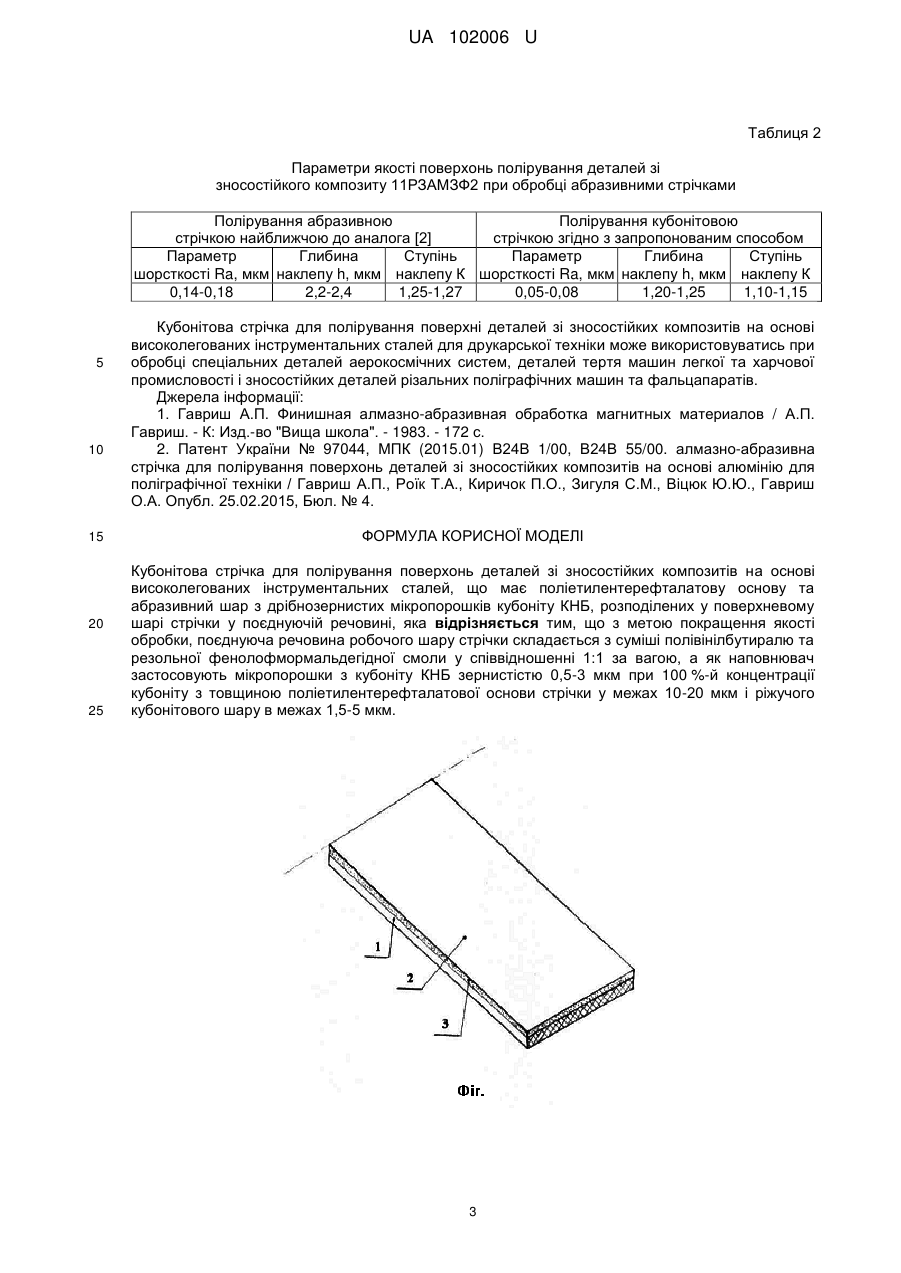
Реферат: Кубонітова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей має поліетилентерефталатову основу та абразивний шар з дрібнозернистих мікропорошків кубоніту КНБ, розподілених у поверхневому шарі стрічки у поєднуючій речовині. З метою покращення якості обробки, поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та резольної фенолофмормальдегідної смоли у співвідношенні 1:1 за вагою, а як наповнювач застосовують мікропорошки з кубоніту КНБ зернистістю 0,5-3 мкм при 100 %-й концентрації кубоніту з товщиною поліетилентерефталатової основи стрічки у межах 10-20 мкм і ріжучого кубонітового шару в межах 1,5-5 мкм. UA 102006 U (12) UA 102006 U UA 102006 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема до інструментів та способів оздоблювальних методів обробки поверхонь обертання деталей з високолегованих композитів на основі алюмінію, що належать до класу високозносостійких сплавів зі спеціальними властивостями, наприклад, деталей авіаційної техніки, машин легкої та харчової галузей промисловості та деталей тертя (напрямні, сегменти, подавальні ролики систем транспортування продукції, елементи циліндричної форми конвеєрно-накопичувальних систем, деталі кантування агрегатів переорієнтації та переадресування готових виробів) різальних поліграфічних машин, що працюють в умовах тертя при складних режимах експлуатації (температура розігріву при терті до 850 °C, тиск 2-8 МПа або швидкостях ковзання до 1-10 м/с). Відомий інструмент для оздоблювальної обробки високолегованих матеріалів класу пермалой, алфенол, алфо, супермалой, Mu-metal системи "нікель" іридій-залізо-хром, молібден, в якому використовують дрібнозернисті абразивні стрічки (полотна) на паперовій чи тканинній основі з необхідним притискуванням деталі оброблення до поверхні гнучкої стрічки (полотна) [1]. Недоліком цього інструмента є те, що при обробці поверхонь деталей з високозносостійких сплавів на основі високолегованих інструментальних сталей під час зрізання тонких стружок з невеликим їх перерізом (а саме такими є композитні сплави на основі алюмінію 7ХГ2ВМФ+(48)%СаF2, 11PЗAM3Ф2+(37)%CaF2, 85 × 6HФT+(38)%CaF2, відбувається миттєве окиснення зрізаних мікростружок з налипанням на ріжучу поверхню абразивного зерна стрічки, що веде до суттєвої зміни геометрії ріжучого зерна, а саме збільшується радіус заокруглення та головний кут різання при вершині. Це змінює умови процесу зрізання стружки - зростають сили різання у зоні оброблення, відбувається перерозподіл у взаємодії силового та температурного полів у поверхневому шарі оброблення, що не забезпечує необхідних умов для отримання мінімальних значень шорсткості (за параметром Ra) та наклепу (ступінь наклепу К, глибина його проникнення h у тіло деталі). Крім того, швидко засалюється ріжуча поверхня абразивної стрічки (полотна), що також обумовлює зниження якості поверхні при обробленні і не забезпечує вимоги отримання шорсткості поверхні за параметром Ra у межах 0,050-0,100 мкм. Найбільш близьким по технічній суті до запропонованої моделі є алмазно-абразивна стрічка на лавсановій основі для прецизійної фінішної обробки зносостійких композитних сплавів на основі алюмінію [2]. Недоліком цього інструменту з ріжучим шаром дрібнозернистих алмазів є те, що він забезпечує якісну обробку поверхонь деталей зі сплавів лише на основі алюмінію і не здатний здійснити оброблення високолегованих зносостійких композитів, що створені на базі використання шламових відходів з інструментальних сталей, що містять у своєму складі дефіцитні легуючі елементи - вольфрам, молібден, ванадій, титан, нікель та інші, які дозволяють при синтезі нових композитних матеріалів забезпечити суттєве підвищення параметрів зносостійкості, довговічності та надійності деталей тертя при дії екстремальних умов експлуатації. При цьому внаслідок природної спорідненості матеріалів тертя поверхні ріжучого зерна алмазу, що є однією з модифікацій вуглецю та високолегованого композита на основі інструментальних сталей, які є сполуками вуглецю, зростає дифузійна складова процесу зношування пар тертя з утворенням наростів на вершинах зерен, змінюється геометрія різання (збільшується кут при вершині, радіус заокруглення) і відповідно погіршуються Параметри якості поверхні оброблення. Проте технічні можливості та техніко-економічні показники застосування при обробці алмазно-абразивних лавсанових стрічок можуть стати прототипом для моделі, що пропонується. В основу корисної моделі поставлено задачу підвищення якості оброблення поліруванням деталей тертя з високолегованих композитних матеріалів на основі інструментальних сталей шляхом створення нового типу полірувальних абразивних стрічок на гнучкій еластичній основі, наприклад з лавсану з закріпленням на робочій (ріжучій) стороні стрічки шару з дрібнозернистих мікропорошків кубоніту КНБ (Україна). Завдяки цьому при поліруванні поверхонь деталей тертя вузлів поліграфічних машин стрічка ріжучими зернами кубонітного шару, міцно притискуючись до поверхні оброблення і здійснюючи по ній переміщення з певними швидкостями, зрізує надтонкі стружки, що обумовлює зниження складових сил різання у зоні обробки, їх перерозподіл та зменшення теплових параметрів різання і, відповідно, дозволяє у комплексі отримати мінімальні значення параметрів шорсткості Ra, глибини h та ступеня наклепу поверхні К. Поставлена задача вирішується тим, що у запропонованому способі кубонітна стрічка для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей для поліграфічної техніки має поліетилентерефталатову основу та абразивний шар з дрібнозернистих мікропорошків кубоніту КНБ, розподілених у поверхневому шарі стрічки у поєднуючій речовині, яка складається з суміші полівінілбутиралю та резольної 1 UA 102006 U 5 10 15 20 25 30 35 фенолоформальдегідної смоли у співвідношенні 1:1 за вагою, а як наповнювач застосовують мікропорошки з кубоніту КНБ, зернистістю 0,5-3 мкм при 100 % - й концентрації кубоніту з товщиною поліетилентерефталатової основи стрічки у межах 10-20 мкм і кубонітного шару в межах 1,5-5 мкм. На кресленні показано варіант запропонованої нової моделі стрічки, яка має гнучку основу 1 з поліетилентерефталату товщиною 10-20 мкм. На основі 1 міцно закріплено (завдяки адгезійним властивостям) абразивний робочий шар, що складається з поєднуючої речовини 2, в якій рівномірно розподілені дрібнозернисті (0,3-3 мкм) мікропорошки 3 з кубоніту КНБ при 100 % - й концентрації кубоніту. Поєднуюча речовина 2 абразивного шару складається з суміші полівінілбутиралю та резольної фенолоформальдегідної смоли у співвідношенні 1:1 за вагою, при цьому товщина поліетилентерефталатової основи стрічки повинна знаходитись у межах 120 мкм, а товщина композитного шару 1-5 мкм. Корисна модель запропонованої кубонітової стрічки для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей для поліграфічної техніки реалізується наступним чином. У багатоцільових машинах фільєрного типу "Gevert 15-01 А" (Бельгія) для нанесення на поверхню гнучкої основи з поліетилентерефталату рідинної поєднуючої суміші з полівінілбутиралю, резольної фенолоформальдегідної смоли у співвідношенні 1:1 за вагою та наповнювача з мікропорошків з кубоніту КНБ зернистістю 0,3-3 мкм при 100 % - й концентрації кубоніту на котушках ємкість 100-200 м встановлюють основу стрічки. Конструкція машини для поливу суміші та специфічні особливості фільєр дозволяють виконувати нанесення ріжучого абразивного шару на один бік плоскої поверхні основи стрічки при її безперервному транспортуванні з нормованою швидкістю (залежить від товщини основи та кубонітового шару, зернистості кубонітових мікропорошків, концентрації кубоніту та ін.), забезпечуючи точність нанесення кубонітового шару на основу стрічки у межах 0,01-0,015 мкм та рівномірність шару на довжині стрічки 1,5-2,0 м не нижче 0,05-0,07 мкм. Технологічним процесом передбачено програмне забезпечення полімеризації суміші, відповідні температурні регламенти, автоматичний контроль отриманих лінійних та геометричних параметрів стрічки та автоматичне пакування готової продукції на котушки з наступним завантаженням її автооператорами у тару для подальшого транспортування підприємствам-споживачам. Зазначені контурні риси технологічного процесу отримання алмазно-абразивної стрічки для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки повністю задовольняють вимоги виробників друкарських машин і забезпечують отримання необхідних параметрі шорсткості Ra, глибини h та ступеню наклепу поверхні К при виготовленні деталей. При використанні традиційних абразивних полірувальних стрічок параметри якості поверхонь оброблення суттєво знижуються при поліруванні різних за складом композитних матеріалів на основі інструментальних сталей (табл. 1, 2). Таблиця 1 Параметри якості поверхонь полірування деталей зі зносостійкого композита 7ХГ2ВМФ при обробці абразивними полірувальними стрічками Полірування абразивною стрічкою найближчою Полірування кубонітовою стрічкою згідно з до аналога [2] запропонованим способом Параметр Параметр Глибина Ступінь Глибина Ступінь шорсткості шорсткості Ra, наклепу h, мкм наклепу К наклепу h, мкм наклепу К Ra, мкм мкм 0,10-0,12 1,19-1,25 1,20-1,22 0,04-0,07 1,3-1,4 1,10-1,15 40 2 UA 102006 U Таблиця 2 Параметри якості поверхонь полірування деталей зі зносостійкого композиту 11РЗАМЗФ2 при обробці абразивними стрічками Полірування абразивною Полірування кубонітовою стрічкою найближчою до аналога [2] стрічкою згідно з запропонованим способом Параметр Глибина Ступінь Параметр Глибина Ступінь шорсткості Ra, мкм наклепу h, мкм наклепу К шорсткості Ra, мкм наклепу h, мкм наклепу К 0,14-0,18 2,2-2,4 1,25-1,27 0,05-0,08 1,20-1,25 1,10-1,15 5 10 15 20 25 Кубонітова стрічка для полірування поверхні деталей зі зносостійких композитів на основі високолегованих інструментальних сталей для друкарської техніки може використовуватись при обробці спеціальних деталей аерокосмічних систем, деталей тертя машин легкої та харчової промисловості і зносостійких деталей різальних поліграфічних машин та фальцапаратів. Джерела інформації: 1. Гавриш А.П. Финишная алмазно-абразивная обработка магнитных материалов / А.П. Гавриш. - К: Изд.-во "Вища школа". - 1983. - 172 с. 2. Патент України № 97044, МПК (2015.01) В24В 1/00, В24В 55/00. алмазно-абразивна стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки / Гавриш А.П., Роїк Τ.Α., Киричок П.О., Зигуля С.М., Віцюк Ю.Ю., Гавриш О.А. Опубл. 25.02.2015, Бюл. № 4. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Кубонітова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей, що має поліетилентерефталатову основу та абразивний шар з дрібнозернистих мікропорошків кубоніту КНБ, розподілених у поверхневому шарі стрічки у поєднуючій речовині, яка відрізняється тим, що з метою покращення якості обробки, поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та резольної фенолофмормальдегідної смоли у співвідношенні 1:1 за вагою, а як наповнювач застосовують мікропорошки з кубоніту КНБ зернистістю 0,5-3 мкм при 100 %-й концентрації кубоніту з товщиною поліетилентерефталатової основи стрічки у межах 10-20 мкм і ріжучого кубонітового шару в межах 1,5-5 мкм. 3 UA 102006 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюGavrish Anatoly, Roik Tetiana, Zyhulya Svetlana, Kyrychok Petro, Gavrish Oleg
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Зигуля Светлана Николаевна, Киричок Петр Алексеевич, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 1/00, B24B 13/00
Мітки: високолегованих, зносостійких, деталей, кубонітова, стрічка, полірування, техніки, поверхонь, композитів, основі, сталей, інструментальних, поліграфічної
Код посилання
<a href="https://ua.patents.su/6-102006-kubonitova-strichka-dlya-poliruvannya-poverkhon-detalejj-zi-znosostijjkikh-kompozitiv-na-osnovi-visokolegovanikh-instrumentalnikh-stalejj-dlya-poligrafichno-tekhniki.html" target="_blank" rel="follow" title="База патентів України">Кубонітова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей для поліграфічної техніки</a>
Ельборова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 96774
Опубліковано: 10.02.2015
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Лотоцька Оксана Іванівна, Киричок Петро Олексійович
МПК: B24B 1/00, B24B 55/00
Мітки: стрічка, поверхонь, деталей, поліграфічної, полірування, ельборова, композитів, основі, зносостійких, техніки, алюмінію
Формула / Реферат:
Ельборова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки, що містить поліетилентерефталатову основу та ельборовий шар з дрібнозернистих мікропорошків ельбору (ЛО), розподілених у поверхневому шарі стрічки у сполучній речовині, яка відрізняється тим, що з метою покращення якості обробки, сполучна речовина робочого шару стрічки складається з суміші полівінілбутиралю та...
Алмазно-абразивна стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 97044
Опубліковано: 25.02.2015
Автори: Киричок Петро Олексійович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Зигуля Світлана Миколаївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович
МПК: B24B 1/00, B24B 55/00
Мітки: поліграфічної, зносостійких, алмазно-абразивна, полірування, стрічка, техніки, основі, поверхонь, деталей, алюмінію, композитів
Формула / Реферат:
Алмазно-абразивна стрічка для полірування поверхонь деталей зі зносостійких композитів на основі алюмінію для поліграфічної техніки, що має поліетилентерефталатову основу та алмазно-абразивний шар з дрібнозернистих алмазних мікропорошків, розподілених у поверхневому шарі стрічки у поєднуючій речовині, яка відрізняється тим, що з метою покращення якості обробки поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та...
Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки
Номер патенту: 96773
Опубліковано: 10.02.2015
Автори: Гавріш Анатолій Павлович, Киричок Петро Олексійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Лотоцька Оксана Іванівна
МПК: B24B 1/00, B24B 55/00
Мітки: техніки, поліграфічної, поверхонь, деталей, стрічкою, алюмінію, основі, високолегованих, спосіб, композитів, ельборовою, полірування
Формула / Реферат:
Спосіб полірування ельборовою стрічкою поверхонь деталей з високолегованих композитів на основі алюмінію для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні оброблення з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднуючою речовиною міцно закріплені мікропорошки з...
Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки
Номер патенту: 102004
Опубліковано: 12.10.2015
Автори: Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Лотоцька Оксана Іванівна, Гавриш Олег Анатолійович
МПК: B24B 1/00, B24B 55/10
Мітки: техніки, композитів, спосіб, поверхонь, деталей, нікелю, стрічкою, основі, полірування, боразоновою, поліграфічної, високолегованих
Формула / Реферат:
Спосіб полірування боразоновою стрічкою поверхонь деталей з високолегованих композитів на основі нікелю для поліграфічної техніки, в якому деталь фіксується у пристрої з можливістю її обертання навколо своєї осі з нормованою швидкістю, одночасними плинними коливаннями вздовж осі деталі та щільного контакту поверхні обробки з гнучкою еластичною стрічкою, у робочому ріжучому шарі якої поєднувальною речовиною міцно закріплені мікропорошки з...
Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин
Номер патенту: 102003
Опубліковано: 12.10.2015
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Лотоцька Оксана Іванівна
МПК: C09K 3/14, B24B 1/00, B24D 3/34, B24B 55/00
Мітки: машин, деталей, композитів, стрічка, зносостійких, боразонова, основі, нікелю, поверхонь, полірування, поліграфічних
Формула / Реферат:
Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин, яка має етилентерефталатову основу та ріжучий шар з дрібнозернистих мікропорошків боразону ВО, розподілених у поверхневому шарі стрічки у поєднувальній речовині, яка відрізняється тим, що з метою покращення якості обробки, поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та резольної...
Попередній патент: Спосіб полірування кубонітовою стрічкою циліндричних деталей з високолегованих композитів на основі нікелю для друкарської техніки
Наступний патент: Спосіб полірування кубонітовою стрічкою поверхонь деталей зі зносостійких композитів на основі високолегованих інструментальних сталей для поліграфічної техніки
Випадковий патент: Спосіб виготовлення мікобактеріальних антигенів для диференційної серодіагностики туберкульозу у великої рогатої худоби