Спосіб електрогідравлічного роздавання втулок
Номер патенту: 102155
Опубліковано: 10.06.2013
Автори: Письмак Сергій Володимирович, Марченко Дмитро Дмитрович, Бутаков Борис Іванович, Приймак Андрій Юрійович
Формула / Реферат
Спосіб електрогідравлічного роздавання втулок в жорсткій обоймі, при якому на втулку впливають зусиллями ударних імпульсів шляхом створення в рідині високовольтного розряду між електродами, який відрізняється тим, що високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини, що є дном електророзрядної камери, на внутрішню стінку втулки з тиском ![]() ,
,
де ![]() - зусилля на пружній пластині електророзрядної камери,
- зусилля на пружній пластині електророзрядної камери,
![]() - кут конуса цанги, за допомогою якої втулка встановлена в обоймі,
- кут конуса цанги, за допомогою якої втулка встановлена в обоймі,
![]() - довжина втулки,
- довжина втулки, ![]() - внутрішній діаметр втулки.
- внутрішній діаметр втулки.
Текст
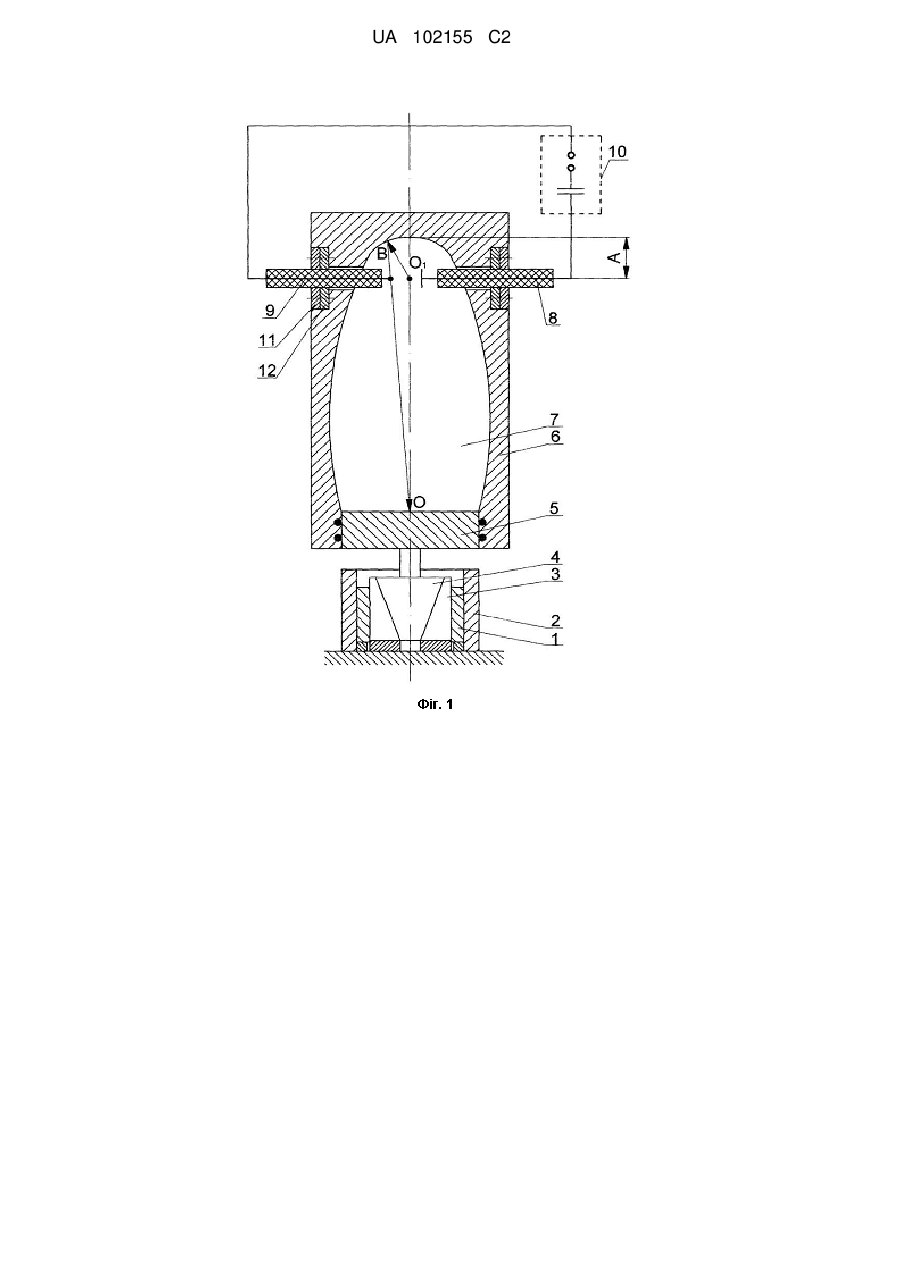
Реферат: Винахід належить до галузі механічної обробки матеріалів за допомогою електрогідравлічного ефекту, а також призначений для електрогідравлічної роздачі втулок, у тому числі і поршневих пальців. Спосіб електрогідравлічного роздавання втулок в жорсткій обоймі, при якому на втулку впливають зусиллями ударних імпульсів шляхом створення в рідині високовольтного розряду між електродами, при цьому високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини електророзрядної камери на внутрішню стінку втулки з тиском pв Pв , де Pв - зусилля на пружній пластині tg Lв dв електророзрядної камери, - кут конуса цанги, за допомогою якої втулка встановлена в обоймі, L в - довжина втулки, dв - внутрішній діаметр втулки. Винахід забезпечує рівномірне і ефективне роздавання і деформування всієї робочої поверхні втулки, що підвищує міцність поверхні, експлуатаційні властивості втулки, продуктивність процесу роздавання і довговічність оброблюваної деталі. UA 102155 C2 (12) UA 102155 C2 UA 102155 C2 5 10 15 20 25 30 35 40 45 50 55 Спосіб належить до галузі механічної обробки матеріалів за допомогою електрогідравлічного ефекту, а також призначений для електрогідравлічної роздачі втулок, у тому числі і поршневих пальців. Відомий спосіб і пристрій електрогідравлічного відновлення геометричних розмірів зношених поршневих пальців, втулок (див. Юткин Л. А. Электрогидравлический эффект и его применение в промышленности - Л.: Машиностроение, 1986. - С. 147-148; Авторское свидетельство № 147917, Способ восстановления размеров полых деталей машин, бюлетень № 11, 1962, авт. Юткин Л. Α., Гольцова Л. И.), за допомогою якого роздача відбувається високовольтним розрядом між двома електродами, що супроводжується вибухом дроту, який сполучає ці електроди. Ознаки, які співпадають з істотними ознаками заявлюваного способу: - роздавання виконують за рахунок високовольтного розряду між електродами; - деформацію пальця виконують в обоймі. Причина, яка перешкоджає отриманню необхідного технічного результату, наступна: вибух дроту виконують в каналі, який значно відрізняється від прямолінійного, в результаті цього з'являється велика еліпсність, конусність і бочкоподібність поверхні пальця, що призводить до зниження якості відновлюваної деталі. Найближчим по технічній суті до заявлюваного способу приймаємо за прототип спосіб для електрогідравлічного відновлення поршневих пальців (див. Каспарянц А. А., Какуевицкий В. А. Использование электрогидравлического эффекта для восстановления поршневых пальцев // Автомоб. трансп.-1982. - № 8 - С. 103-106), при застосуванні якого роздача відбувається патроном, в який вставлений вибухаючий дріт, що сполучає обидва електроди. Ознаки, які співпадають з істотними ознаками заявлюваного способу: - роздачу виконують за рахунок високовольтного розряду між електродами; - деформацію пальця виконують в обоймі. Причина, яка перешкоджає отриманню необхідного технічного результату, наступна: при проходженні електрогідравлічного вибуху металевого дроту має місце деяка нерівномірність розвитку вибуху, і, відповідно, деформація втулки відбувається нерівномірно. Внаслідок цього втулка після відновлення має велику бочкоподібність, конусність, велику криволінійність осі, яка призводить до нерівномірного або недостатнього припуску при чистовій механічній обробці. У основу даного винаходу поставлена задача створити спосіб електрогідравлічного роздавання втулок в жорсткій обоймі, високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини електророзрядної камери Pв pв tg Lв dв , де Pв - зусилля на пружній пластині на внутрішню стінку втулки з тиском електророзрядної камери, - кут конуса цанги, Lв - довжина втулки, dв - внутрішній діаметр втулки, що забезпечить високу точність і якість поверхні, підвищить міцність поверхні, експлуатаційні властивості втулок і продуктивність процесу роздавання. Суть винаходу полягає в способі електрогідравлічного роздавання втулок в жорсткій обоймі, при якому на втулку впливають зусиллями ударних імпульсів шляхом створення в рідині високовольтного розряду між електродами, згідно з винаходом високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини Pв pв tg Lв dв , де Pв електророзрядної камери на внутрішню стінку втулки з тиском зусилля на пружній пластині електророзрядної камери, - кут конуса цанги, Lв - довжина втулки, dв - внутрішній діаметр втулки. Імпульси створюють електророзрядним вібратором. Велика амплітуда ударного імпульсу, який виконує роботу по роздачі втулки, передає високошвидкісний цуг пружних високочастотних коливань. Ці коливання збуджують дифузійну активність атомів деформованого металу. Завдяки цьому знижуються сили тертя між цангою і деформованим металом та збільшується його пластичність. Рівномірність деформації втулки забезпечують рівномірністю розподілу тиску, що створюється цангою по поверхні втулки. Збільшення величини роздачі втулки забезпечують за рахунок підвищення дифузійної рухливістю атомів деформованого металу. За рахунок перетворення ударної хвилі, в каналі розряду, в механічну енергію переміщення пластини вібратора і передачі її на цанговий пристрій, який роздає втулку, час дії ударного імпульсу на втулку збільшується до 15…20 мс. Це забезпечує плавність процесу пластичної деформації втулки, а отже і рівномірність розповсюдження деформації. 1 UA 102155 C2 5 10 15 20 25 30 35 40 45 50 Розкриваючи причинно-наслідковий зв'язок між істотними ознаками способу, який заявляється, і технічним результатом, який досягається, необхідно відмітити наступне: при способі електрогідравлічного роздавання втулок в жорсткій обоймі, згідно з винаходом високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини електророзрядної камери на внутрішню стінку втулки з тиском Pв pв tg Lв dв , дозволяє рівномірно і ефективно роздати та продеформувати всю робочу поверхню втулки, яка призводить до підвищення міцності поверхні, експлуатаційних властивостей втулки, продуктивність процес роздавання і довговічність оброблюваної деталі. Істотні ознаки способу, який заявляється: - спосіб електрогідравлічного роздавання втулок здійснюють в жорсткій обоймі; - високовольтний розряд багаторазово здійснюють в замкнутій камері; - ударні імпульси передають від пружної пластини електророзрядної камери на внутрішню Pв pв tg Lв dв . стінку втулки з тиском Сукупність існуючих ознак заявлюваного способу дозволить рівномірно і ефективно роздати та продеформувати всю робочу поверхню втулки, що приведе до підвищення її експлуатаційних властивостей. Крім того відпадає необхідність виготовляти вибухові патрони на кожну втулку. Суть винаходу пояснюється кресленням, що додається, де показаний запропонований пристрій для здійснення способу електрогідравлічного роздавання втулок. Спосіб здійснюють таким чином. Втулка 1, встановлена в обоймі 2, за допомогою цанги 3 сполучена з пуансоном 4, на який діє пружна пластина 5, яка закріплена в корпусі 6 на дні електророзрядної камери 7. Усередині електророзрядної камери 7 встановлені негативний 8 і позитивний 9 електроди, сполучені з генератором імпульсів струму 10. Внутрішня поверхня електророзрядної камери 7 виконана у вигляді еліпсоїда обертання, один з фокусів О1 якого поєднаний з дном електророзрядної камери 7, що є пружною пластиною 5, яка передає ударний імпульс на пуансон 4, а в іншому фокусі О розташовані осі електродів, закріплених в двох втулках 11, встановлених в отворах корпусу 6 разом з гумовими прокладками 12. Пристрій працює таким чином. Корпус 6 електророзрядної камери 7 підводиться за допомогою пружної пластини 5 вібратора до пуансона 4. Напруга, яка подається з електричної мережі, підвищується за допомогою трансформатора через випрямляч, який заряджає конденсатор. У конденсаторі генератора імпульсів струму 10 накопичується електроенергія і між негативним 8 і позитивним 9 електродами електророзрядної камери 7 відбувається високовольтний пробій, в результаті якого на пуансоні 4 утворюється ударний імпульс, який через цангу 3 передається на стінки Pв pв tg Lв dв , де Pв - зусилля на пружній пластині електророзрядної втулки 1 з тиском камери, - кут конуса цанги, Lв - довжина втулки, dв - внутрішній діаметр втулки. Обойма 2 призначена для того, щоб втулка 1 не зруйнувалася під час роздавання і набула правильної геометричної форми. При високовольтному розряді в камері 7 з рідиною (вода) первинна ударна хвиля досягає пружної пластини 5, пройшовши відстань О1О, відбита хвиля проходить шлях OB - ВО1, різниця цих відстаней для усіх точок еліпсоїда складає величину амплітуди, рівну 2А. З урахуванням швидкості звуку у воді (с=1500 м/с) час проходження хвилею відстані 2А складає 40 мкс, що відповідає частоті 25 кГц. Таким чином, застосування пропонованого способу забезпечить,в порівнянні з прототипом, рівномірно і ефективно роздати і продеформувати всю робочу поверхню втулки, що підвищить міцність поверхні, експлуатаційні властивості втулки, продуктивність процесу роздавання і довговічність оброблюваної деталі. Заявлений спосіб електрогідравлічного роздавання втулок знайшло своє застосування в ремонтному виробництві при відновленні поршневих пальців двигунів внутрішнього згорання автомобілів. Рівномірний тиск на стінки поршневого пальця складатиме: Pв pв tg Lв dв , МПа 2 UA 102155 C2 де Pв - зусилля на пружній пластині вібратора. Значення його виміряне пружно-контактним методом (див. Формирование слитков при внешних динамических воздействиях / Ульянов В. А., Бутаков Б. И., Ризун А. Р., Сысоев В. Г., Фоменко К. П., Царенко П. И.; Отв. ред. Скворцов А. А. АН УССР. ПКБ электрогидравлики. - Киев: Наук, думка, 1989. - С. 83-91), Pв 0,15 МН; 5 10 15 20 - кут конуса цанги, 2 ; Lв - довжина поршневого пальця, Lв 0,11 м; dв - внутрішній діаметр поршневого пальця, dв 0,035 м. Отже, маємо Pв 0,15 0,15 pв 375 МПа tg Lв dв tg2 0,11 3,14 0,035 0,0004 . Для пластичної деформації матеріалу поршневого пальця (сталь пруткова 12ХН3А) необхідно перевищити межу текучості сталі, який складає T 800 МПа , тобто задовольнити умову: T T . Розтягуючу напругу T , рівномірно розподілену по товщині стінки поршневого пальця, можна визначити з виразу: d pв в 2 , МПа T dн dв 2 2 dн - зовнішній діаметр поршневого пальця, dн 0,050 м. де Тоді 0,035 375 375 0,0175 2 T 875 МПа 0,050 0,035 0,025 0,0175 2 2 ; 800 МПа 875 МПа . Таким чином, умова пластичної деформації виконана. ФОРМУЛА ВИНАХОДУ 25 Спосіб електрогідравлічного роздавання втулок в жорсткій обоймі, при якому на втулку впливають зусиллями ударних імпульсів шляхом створення в рідині високовольтного розряду між електродами, який відрізняється тим, що високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини, що є дном електророзрядної камери, на внутрішню стінку втулки з тиском p в 30 Pв , tg L в d в де Pв - зусилля на пружній пластині електророзрядної камери, - кут конуса цанги, за допомогою якої втулка встановлена в обоймі, L в - довжина втулки, d в - внутрішній діаметр втулки. 3 UA 102155 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod electrohydraulic expansion of bushings
Автори англійськоюButakov Borys Ivanovych, Pysmak Serhii Volodymyrovych, Marchenko Dmytro Dmytrovych, Pryimak Andrii Yuriiovych
Назва патенту російськоюСпособ электрогидравлической раздачи втулок
Автори російськоюБутаков Борис Иванович, Письмак Сергей Владимирович, Марченко Дмитрий Дмитриевич, Приймак Андрей Юрьевич
МПК / Мітки
МПК: B21J 5/04, B21D 26/12
Мітки: роздавання, втулок, спосіб, електрогідравлічного
Код посилання
<a href="https://ua.patents.su/6-102155-sposib-elektrogidravlichnogo-rozdavannya-vtulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрогідравлічного роздавання втулок</a>
Спосіб електрогідравлічного роздавання втулок
Номер патенту: 70054
Опубліковано: 25.05.2012
Автори: Письмак Сергій Володимирович, Бутаков Борис Іванович, Марченко Дмитро Дмитрович, Приймак Андрій Юрійович
МПК: B24B 39/02
Мітки: спосіб, електрогідравлічного, роздавання, втулок
Формула / Реферат:
Спосіб електрогідравлічного роздавання втулок в жорсткій обоймі, що включає виконання роздачі за рахунок високовольтного розряду між електродами, деформацію пальця виконують в обоймі, який відрізняється тим, що високовольтний розряд багаторазово здійснюють в замкнутій камері, а ударні імпульси передають від пружної пластини електророзрядної камери на внутрішню стінку втулки з тиском
Спосіб оцінки електрогідравлічного впливу на об’єкт обробки й пристрій для його реалізації
Номер патенту: 49254
Опубліковано: 16.09.2002
Автори: Мнухін Анатолій Григорович, Ємельяненко Володимир Іванович, Брюханов Олександр Михайлович, Меркулов Олег Миколайович, Чередніченко Вікторія Вікторівна, Мнухін Михайло Анатольович, Горошко Ігор Петрович, Насонов Сергій Володимирович
МПК: E21F 5/00
Мітки: об`єкт, пристрій, реалізації, спосіб, впливу, електрогідравлічного, обробки, оцінки
Формула / Реферат:
1. Спосіб оцінки ефективності електрогідравлічного впливу, переважно на рідкий об'єкт оброблення, який полягає в тому, що останній поміщають в електророзрядну камеру, діють на нього електричним імпульсом і оцінюють одержаний результат, який відрізняється тим, що визначають радіус R камери, а результат впливу для будь-якого обсягу води незалежно від обсягу електророзрядної камери визначають за формулою:Fb=Fa x h3/H3, ...
Спосіб визначення міцності втулок на стиснення
Номер патенту: 23925
Опубліковано: 11.06.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: втулок, міцності, стиснення, визначення, спосіб
Формула / Реферат:
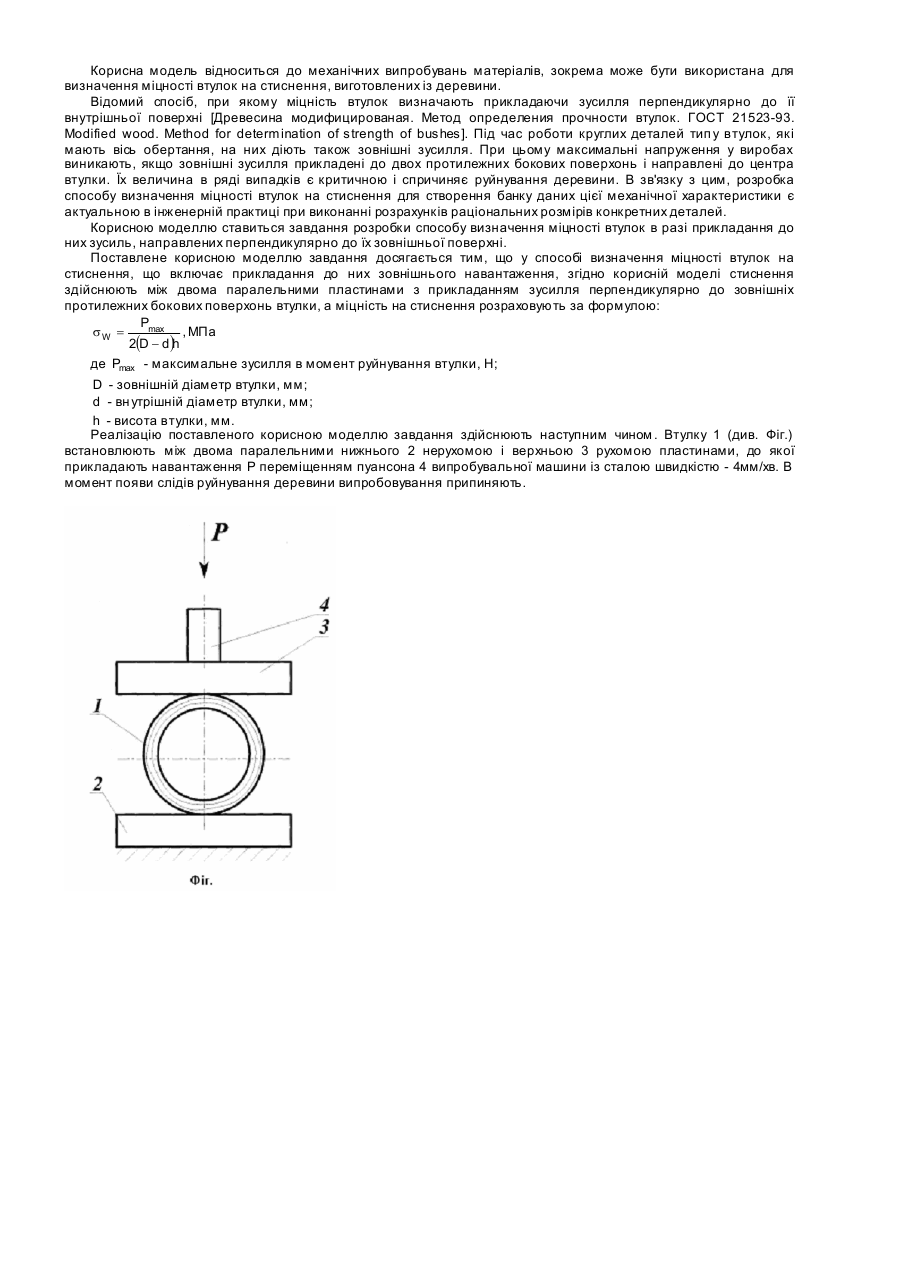
Спосіб визначення міцності втулок на стиснення, що включає прикладання до них зовнішнього навантаження, який відрізняється тим, що стиснення здійснюють між двома паралельними пластинами з прикладанням зусилля перпендикулярно до зовнішніх протилежних бокових поверхонь втулки, а міцність на стиснення розраховують за формулоюде
Спосіб визначення міцності втулок на стиснення

Номер патенту: 56046
Опубліковано: 27.12.2010
Автори: Михайлович Ярослав Миколайович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: визначення, міцності, стиснення, втулок, спосіб
Формула / Реферат:
Спосіб визначення міцності втулок на стиснення, що включає прикладання зусилля до бокових поверхонь втулки, розміщеної між двома паралельними пластинами, який відрізняється тим, що на внутрішніх поверхнях втулки у вертикальній площині, що проходить через її вісь, виконують зверху і знизу два гострі надрізи глибиною 1 мм з кутом при вершині 30°, при цьому напрямок прикладання стискуючих зусиль і вершин надрізів суміщають в одній площині, чим...
Спосіб визначення міцності втулок
Номер патенту: 21059
Опубліковано: 15.02.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: міцності, визначення, спосіб, втулок
Формула / Реферат:
Спосіб визначення міцності втулок, що включає прикладання навантаження до їх внутрішніх поверхонь, який відрізняється тим, що зміну напрямку зусилля від верхньої головки випробувальної машини з вертикального до горизонтального, направленого перпендикулярно до внутрішньої поверхні втулки, забезпечують за допомогою сегментів, шарнірно з’єднаних з хрестовинами, нижня з яких є опорною плитою пристрою, а до хвостовика верхньої прикладають...
Попередній патент: Спосіб утилізації кислих залізовмісних розчинів
Наступний патент: Муфта запобіжна самовідновлювальна
Випадковий патент: Пристрій для остеосинтезу переломів голівки і анатомічної шийки плеча