Спосіб виготовлення шпонки призматичної пружної самофіксуючої
Номер патенту: 102584
Опубліковано: 10.11.2015
Автори: Малащенко Володимир Олександрович, Стрілець Олег Романович, Стрілець Володимир Миколайович, Федорук Віктор Анатолійович

Формула / Реферат
Спосіб виготовлення призматичної пружної самофіксуючої шпонки, із заготовки у вигляді втулки і вставок, який відрізняється тим, що виготовляють заготовку у вигляді втулки з довжиною ![]() , товщиною стінки
, товщиною стінки ![]() і внутрішнім діаметром
і внутрішнім діаметром ![]() , із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, і вставляють у неї вставки для формування внутрішньої порожнини і зовнішнього обрису шпонки, виконані складеними із двох частин - циліндричного ролика і прямокутного прутка, з'єднаних за допомогою планок штифтами, встановленими в отвори, виконані у планках, циліндричних роликах та прямокутних прутках, так, що циліндричні ролики контактують з прямокутними прутками з одного торця, причому діаметри циліндричних роликів більші ширини прутка, крім того вставки закріпляють у кільці штифтами так, що циліндричні ролики контактують з внутрішньою поверхнею кільця, а другі торці прутків контактують між собою, зібране кільце з вставками стискають у стискному пристрої у діаметральному напрямку, перпендикулярному до осі симетрії вставок до утворення шпонки, далі вставки демонтують і, на кінець, отриману призматичну пружну самофіксуючу шпонку термічно обробляють відомими способами для набуття пружних властивостей, внутрішній діаметр заготовки у вигляді втулки залежить від обрису і розмірів вставок і визначається
, із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, і вставляють у неї вставки для формування внутрішньої порожнини і зовнішнього обрису шпонки, виконані складеними із двох частин - циліндричного ролика і прямокутного прутка, з'єднаних за допомогою планок штифтами, встановленими в отвори, виконані у планках, циліндричних роликах та прямокутних прутках, так, що циліндричні ролики контактують з прямокутними прутками з одного торця, причому діаметри циліндричних роликів більші ширини прутка, крім того вставки закріпляють у кільці штифтами так, що циліндричні ролики контактують з внутрішньою поверхнею кільця, а другі торці прутків контактують між собою, зібране кільце з вставками стискають у стискному пристрої у діаметральному напрямку, перпендикулярному до осі симетрії вставок до утворення шпонки, далі вставки демонтують і, на кінець, отриману призматичну пружну самофіксуючу шпонку термічно обробляють відомими способами для набуття пружних властивостей, внутрішній діаметр заготовки у вигляді втулки залежить від обрису і розмірів вставок і визначається ![]() де
де ![]() - радіус порожнини внутрішнього кругового обрису торця;
- радіус порожнини внутрішнього кругового обрису торця; ![]() - ширина шпонки по зовнішніх прямолінійних гранях;
- ширина шпонки по зовнішніх прямолінійних гранях; ![]() - товщина шпонки;
- товщина шпонки; ![]() - довжина маточини охоплюючої вал деталі (довжина прямолінійних граней шпонки).
- довжина маточини охоплюючої вал деталі (довжина прямолінійних граней шпонки).
Текст
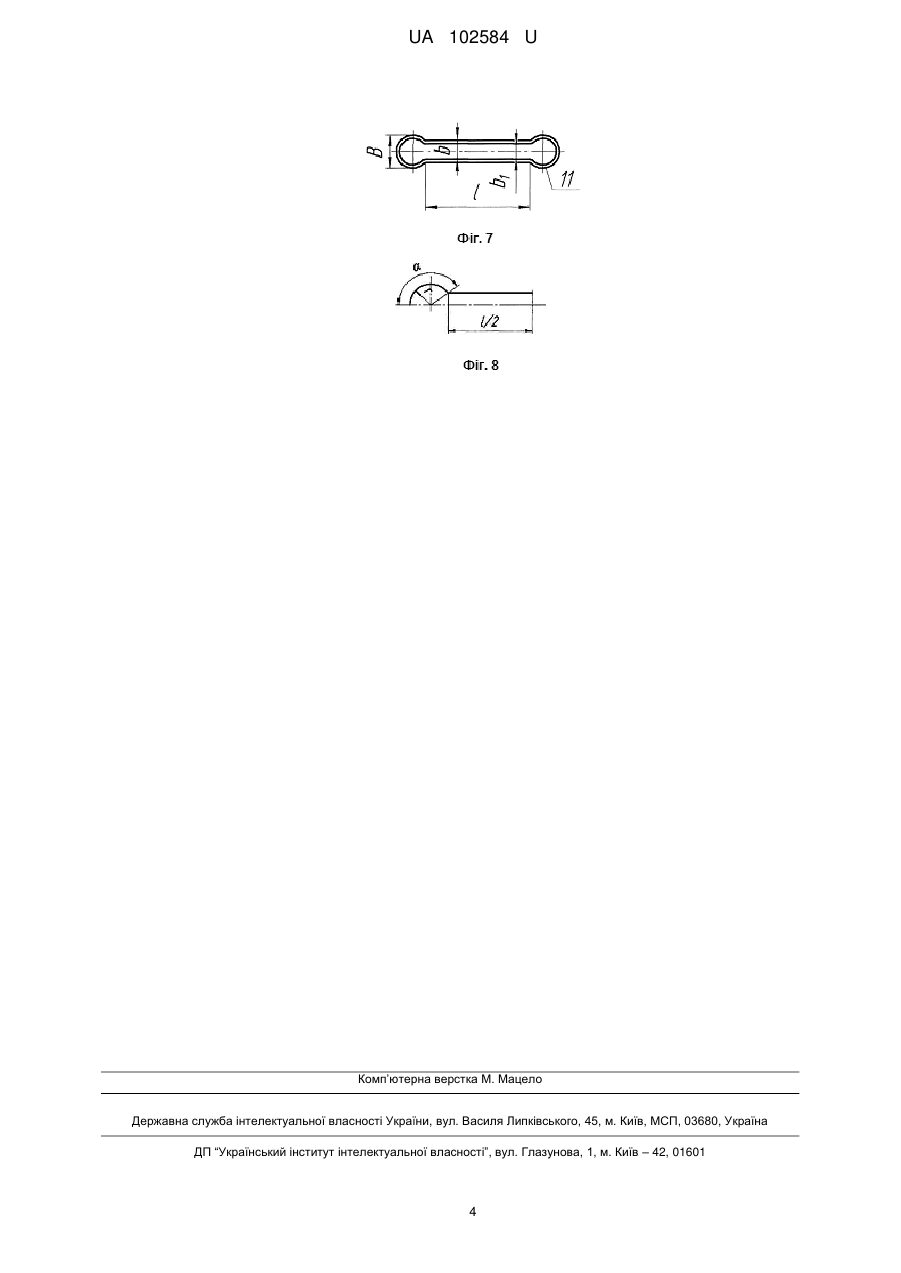
Реферат: Спосіб виготовлення призматичної пружної самофіксуючої включає виготовлення заготовки у вигляді втулки, і вставляють у неї вставки для формування внутрішньої порожнини і зовнішнього обрису шпонки, виконані складеними із двох частин - циліндричного ролика і прямокутного прутка, з'єднаних за допомогою планок штифтами, встановленими в отвори, виконані у планках, циліндричних роликах та прямокутних прутках, так, що циліндричні ролики контактують з прямокутними прутками з одного торця. Вставки закріпляють у кільці штифтами так, що циліндричні ролики контактують з внутрішньою поверхнею кільця, а другі торці прутків контактують між собою. Зібране кільце з вставками стискають у стискному пристрої у діаметральному напрямку, перпендикулярному до осі симетрії вставок до утворення шпонки. Далі вставки демонтують і, на кінець, отриману призматичну пружну самофіксуючу шпонку термічно обробляють. UA 102584 U (54) СПОСІБ ВИГОТОВЛЕННЯ ШПОНКИ ПРИЗМАТИЧНОЇ ПРУЖНОЇ САМОФІКСУЮЧОЇ UA 102584 U UA 102584 U 5 10 15 20 25 30 Корисна модель належить до машинобудування і може бути використана у з'єднаннях типу вал-маточина та інших, в умовах динамічного навантаження. Відомий спосіб виготовлення пружної призматичної шпонки [див. патент України на корисну модель № 88437, МПК F16В 3/00, опубл. 11.03. 2014, Бюл. № 5], найбільш близький до запропонованої корисної моделі, який полягає в тому, що заготовку виконують у вигляді кільця і вставляють у нього вставки для формування внутрішньої порожнини, виконані складеними із двох частин - циліндричного ролика і чотирикутного прутка, з'єднаних за допомогою планок штифтами, встановленими в отвори, виконані у планках, роликах і чотирикутних прутках, причому діаметр ролика рівний ширині прутка, зібране кільце з вставками стискають у стискному пристрої у діаметральному напрямку, перпендикулярному до осі симетрії вставок. Основним недоліком відомого способу виготовлення пружної призматичної шпонки є те, що виготовлені таким способом шпонки не можуть фіксувати маточини охоплюючих вал деталей від їх осьового переміщення. Задача корисної моделі - розробити спосіб виготовлення призматичної пружної самофіксуючої шпонки для самофіксації маточини охоплюючої вал деталі від її осьового переміщення. Поставлена задача вирішується тим, що виготовляють заготовку у вигляді втулки з довжиною h , товщиною стійки і внутрішнім діаметром d із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, і вставляють у неї вставки для формування внутрішньої порожнини і зовнішнього обрису шпонки, виконані складеними із двох частин - циліндричного ролика і прямокутного прутка, з'єднаних за допомогою планок штифтами, встановленими в отвори, виконані у планках, циліндричних роликах та прямокутних прутках, так, що циліндричні ролики контактують з прямокутними прутками з одного торця, причому діаметри циліндричних роликів більші ширини прутка, крім того вставки закріпляють у кільці штифтами так, що циліндричні ролики контактують з внутрішньою поверхнею кільця, а другі торці прутків контактують між собою, зібране кільце з вставками стискають у стискному пристрої у діаметральному напрямку, перпендикулярному до осі симетрії вставок до утворення шпонки, далі вставки демонтують і, на кінець, отриману призматичну пружну самофіксуючу шпонку термічно обробляють відомими способами для набуття пружних властивостей, внутрішній діаметр заготовки у вигляді втулки залежить від обрису і розмірів вставок і визначається d 35 40 45 50 55 4r b 2 l ( arcsin ), 2r 2 де r - радіус порожнини внутрішнього кругового обрису торця; b - ширина шпонки по зовнішніх прямолінійних гранях; - товщина шпонки; l - довжина маточини охоплюючої вал деталі (довжина прямолінійних граней шпонки). Запропонований спосіб дозволяє виготовити призматичну пружну самофіксуючу шпонку, для самофіксації маточини охоплюючої вал деталі від її осьового переміщення. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показана заготовка у вигляді втулки; на фіг. 2 показана вставка для колових торців шпонки, аксонометричне зображення в зібраному і розібраному вигляді; на фіг. 3 показано те, що на фіг. 1 з вставками з коловими торцями; на фіг. 4 і фіг. 5 показано проміжне положення втулки і вставок при її стисканні; на фіг. 6 показано кінцеве положення стиснутої втулки до кінцевої форми шпонки з вставками; на фіг. 7 показана повністю виготовлена призматична пружна самофіксуюча шпонка, відповідно, з коловими торцями; на фіг. 8 показана четверта частина внутрішнього обрису шпонки для визначення діаметра d втулки. Спосіб виготовлення призматичної пружної самофіксуючої шпонки з округленими торцями здійснюють наступним чином. Виготовляють заготовку у вигляді втулки 1 з товщиною , довжиною h і внутрішнім діаметром d , із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, і вставляють у неї вставки 2 і 3 для формування внутрішньої порожнини і зовнішнього обрису шпонки, виконані складеними із двох частин - циліндричного ролика 4 і прямокутного прутка 5, з'єднаних пластинами 6 і штифтами 7. Внутрішній діаметр заготовки у вигляді втулки 1 залежить від обрису і розмірів вставок 2 і 3 і визначається 1 UA 102584 U d 5 10 15 4r b 2 l ( arcsin ), 2r 2 де r - радіус порожнини внутрішнього кругового обрису торця; b - ширина шпонки по зовнішніх прямолінійних гранях; - товщина шпонки; l - довжина маточини охоплюючої вал деталі (довжина прямолінійних граней шпонки). За зовнішнім обрисом і розмірами вставки 2 або 3 відповідають внутрішній порожнині пружної призматичної шпонки. Округленими торцями 4 вставки контактують з внутрішньою поверхнею втулки 1, а плоскими торцями між собою. Вставки 2 і 3 закріпляють на втулці 1 за допомогою штифтів 8. Далі втулку 1 з вставками 2 і 3 встановлюють, наприклад, у прес 9 з губками 10 і стискають у діаметральному напрямку перпендикулярному до осі симетрії вставок 2 і 3 так, що отримують призматичну пружну самофіксуючу шпонку 11 з округленими торцями. Після цього вставки 2 і 3 демонтують. Отриману призматичну пружну самофіксуючу шпонку 11 з округленими торцями термічно обробляють для набуття пружних властивостей. Запропонований спосіб дозволяє виготовити призматичну пружну самофіксуючу шпонку, для самофіксації маточини охоплюючої вал деталі від її осьового переміщення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 Спосіб виготовлення призматичної пружної самофіксуючої шпонки, із заготовки у вигляді втулки і вставок, який відрізняється тим, що виготовляють заготовку у вигляді втулки з довжиною h , товщиною стінки і внутрішнім діаметром d , із пружинної сталі, термічно обробленої відомими способами для отримання залишкових пластичних деформацій, і вставляють у неї вставки для формування внутрішньої порожнини і зовнішнього обрису шпонки, виконані складеними із двох частин - циліндричного ролика і прямокутного прутка, з'єднаних за допомогою планок штифтами, встановленими в отвори, виконані у планках, циліндричних роликах та прямокутних прутках, так, що циліндричні ролики контактують з прямокутними прутками з одного торця, причому діаметри циліндричних роликів більші ширини прутка, крім того вставки закріпляють у кільці штифтами так, що циліндричні ролики контактують з внутрішньою поверхнею кільця, а другі торці прутків контактують між собою, зібране кільце з вставками стискають у стискному пристрої у діаметральному напрямку, перпендикулярному до осі симетрії вставок до утворення шпонки, далі вставки демонтують і, на кінець, отриману призматичну пружну самофіксуючу шпонку термічно обробляють відомими способами для набуття пружних властивостей, внутрішній діаметр заготовки у вигляді втулки залежить від обрису і розмірів вставок і 4r b 2 l ( arcsin ), де r - радіус порожнини внутрішнього кругового визначається d 2r 2 обрису торця; b - ширина шпонки по зовнішніх прямолінійних гранях; - товщина шпонки; l довжина маточини охоплюючої вал деталі (довжина прямолінійних граней шпонки). 2 UA 102584 U 3 UA 102584 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing a prismatic elastic self-locking key
Автори англійськоюStrilets Oleh Romanovych, Malashchenko Volodymyr Oleksandrovych, Fedoruk Viktor Anatoliiovych, Strilets Volodymyr Mykolaiovych
Назва патенту російськоюСпособ изготовления шпонки призматической упругой самофиксирующей
Автори російськоюСтрелец Владимир Николаевич, Малащенко Владимир Александрович, Федорук Виктор Анатольевич, Стрелец Олег Романович
МПК / Мітки
МПК: F16B 3/00
Мітки: спосіб, призматичної, самофіксуючої, пружної, виготовлення, шпонки
Код посилання
<a href="https://ua.patents.su/6-102584-sposib-vigotovlennya-shponki-prizmatichno-pruzhno-samofiksuyucho.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шпонки призматичної пружної самофіксуючої</a>
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 88437
Опубліковано: 11.03.2014
Автори: Стрілець Олег Романович, Стрілець Володимир Миколайович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: виготовлення, призматичної, спосіб, пружної, шпонки
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, де вставки для формування внутрішньої порожнини виконані складеними із двох частин - циліндричного ролика і чотирикутного прутка, з'єднаних за допомогою планок штифтами, вставленими в отвори, виконані у планках, який відрізняється тим, що на циліндричному ролику виконана лиска, якою він контактує з чотирикутним прутком.
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 85327
Опубліковано: 11.11.2013
Автори: Стрілець Олег Романович, Малащенко Володимир Олександрович, Стрілець Володимир Миколайович
МПК: F16B 3/00
Мітки: призматичної, шпонки, виготовлення, пружної, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, що включає виготовлення заготовки у вигляді кільця і вставляння у нього вставок, округлених з одного і плоских з другого торців так, що поздовжні осі симетрії співпадають з діаметральною віссю кільця, вставки з'єднані з кільцем тісно за допомогою П-подібних зачепів, який відрізняється тим, що вставки для формування внутрішньої порожнини виконані складеними із двох частин - циліндричного ролика...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 73508
Опубліковано: 25.09.2012
Автор: Стрілець Олег Романович
МПК: F16B 3/00
Мітки: шпонки, призматичної, виготовлення, пружної, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата та обпилюють, який відрізняється тим, що виготовляють заготовку у вигляді кільця і вставляють у нього вставки, округлені з одного і плоскі з другого торців так, що поздовжні осі симетрії вставок співпадають з діаметральною віссю кільця, при...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 73406
Опубліковано: 25.09.2012
Автори: Малащенко Володимир Олександрович, Стрілець Володимир Миколайович, Стрілець Олег Романович
МПК: F16B 3/00
Мітки: призматичної, шпонки, пружної, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата та обпилюють, який відрізняється тим, що виготовляють заготовку у вигляді кільця з зовнішнім і внутрішнім
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 94449
Опубліковано: 10.11.2014
Автори: Стрілець Олег Романович, Федорук Віктор Анатолійович, Малащенко Володимир Олександрович, Стрілець Володимир Миколайович
МПК: F16B 3/00
Мітки: пружної, шпонки, спосіб, призматичної, виготовлення
Формула / Реферат:
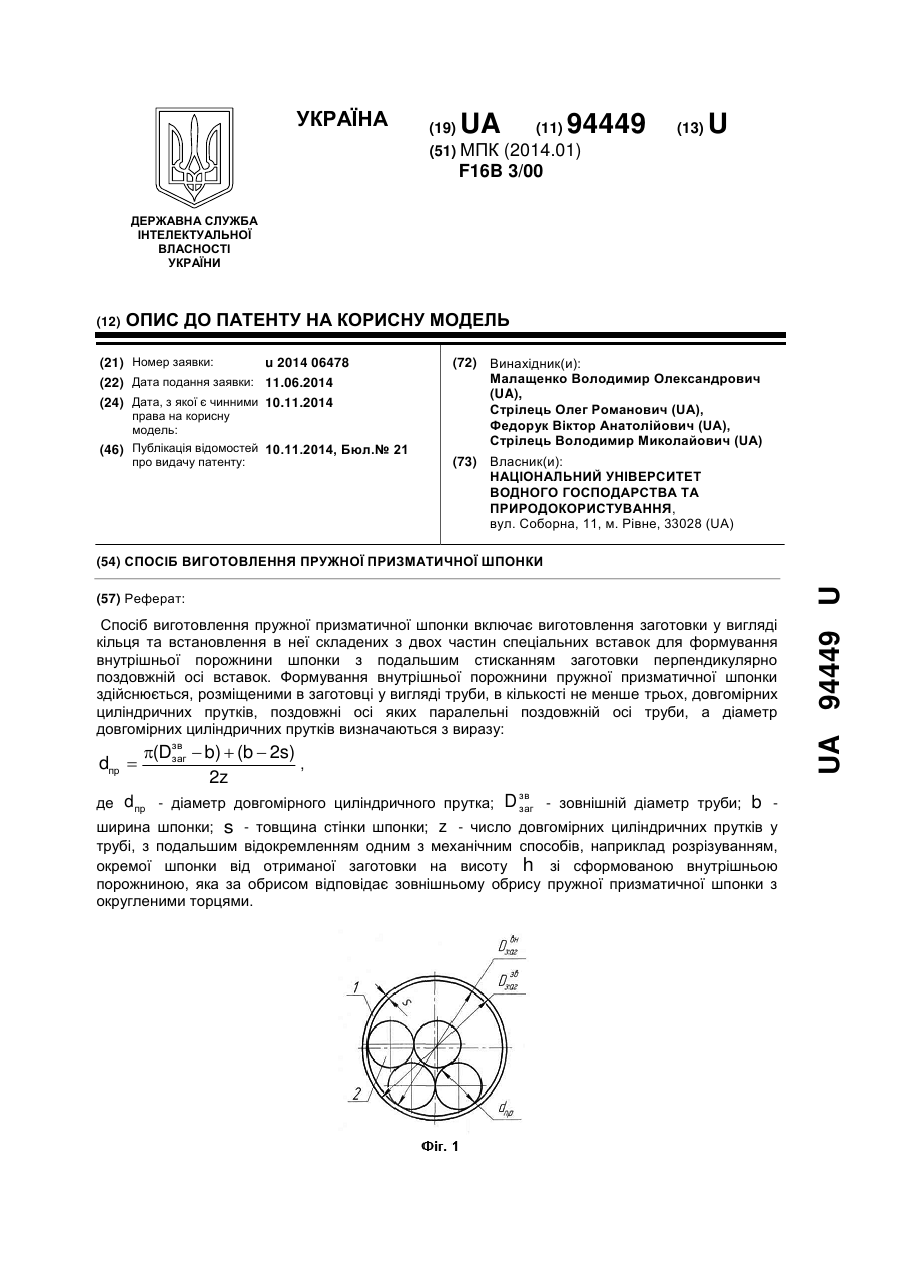
1. Спосіб виготовлення пружної призматичної шпонки, що включає виготовлення заготовки у вигляді кільця та встановлення в неї складених з двох частин спеціальних вставок для формування внутрішньої порожнини шпонки з подальшим стисканням заготовки перпендикулярно поздовжній осі вставок, який відрізняється тим, що формування внутрішньої порожнини пружної призматичної шпонки здійснюється, розміщеними в заготовці у вигляді труби, в кількості не...
Попередній патент: З’єднання з призматичною пружною самофіксуючою шпонкою
Наступний патент: Система зарядки акумуляторів електромобіля
Випадковий патент: Спосіб візуального побічного визначення порушення магістрального кровотоку в досліджуваній судині, наприклад нирковій артерії