Спосіб абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію
Номер патенту: 104307
Опубліковано: 25.01.2016
Автори: Дорфман Ігор Євгенович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
Формула / Реферат
Спосіб абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію, який здійснюють дрібнозернистими шліфувальними інструментами, деталь оброблення пристроями фіксують на столі плоскошліфувального верстата з наданням їй поздовжньо-зворотних переміщень (поздовжня подача) з нормованою швидкістю у горизонтальній площині з одночасним горизонтальним рухом деталі з наданою швидкістю - після здійснення кожного поздовжньо-зворотного переміщення (поперечна подача), при цьому плоска поверхня деталі оброблення жорстко контактує з периферією абразивного шліфувального інструмента, що обертається навколо осі, яка паралельна напрямку поперечного руху деталі, під час поздовжньо-зворотного переміщення зерна абразивного круга знімають шар необхідної товщини (глибини різання) з плоскої поверхні деталі шляхом зрізання стружки з подачею у зону різання матеріалу мастильно-охолоджуючої рідини, який відрізняється тим, що для оброблення використовують круги на основі кубічного нітриду бору марки "ельбор" звичайної міцності (ЛО) зернистістю 14-28 мкм на бакелітно-гумовій зв'язці (Бр1) та 100 %-ою концентрацією ельбору, а обробку плоскої поверхні деталі з композиту на основі алюмінію виконують за такими технологічними режимами: швидкість обертання шліфувального круга - 25-30 м/с, швидкість горизонтального поздовжньо-зворотного руху деталі оброблення (поздовжня подача) - 2-5 м/хв., швидкість поперечного горизонтально переміщення деталі 0,1-0,3 мм/подв. хід, глибина шару різання металу (глибина різання) - 2-5 мкм, шліфування - з активним застосуванням мастильно-охолоджуючої рідини.
Текст
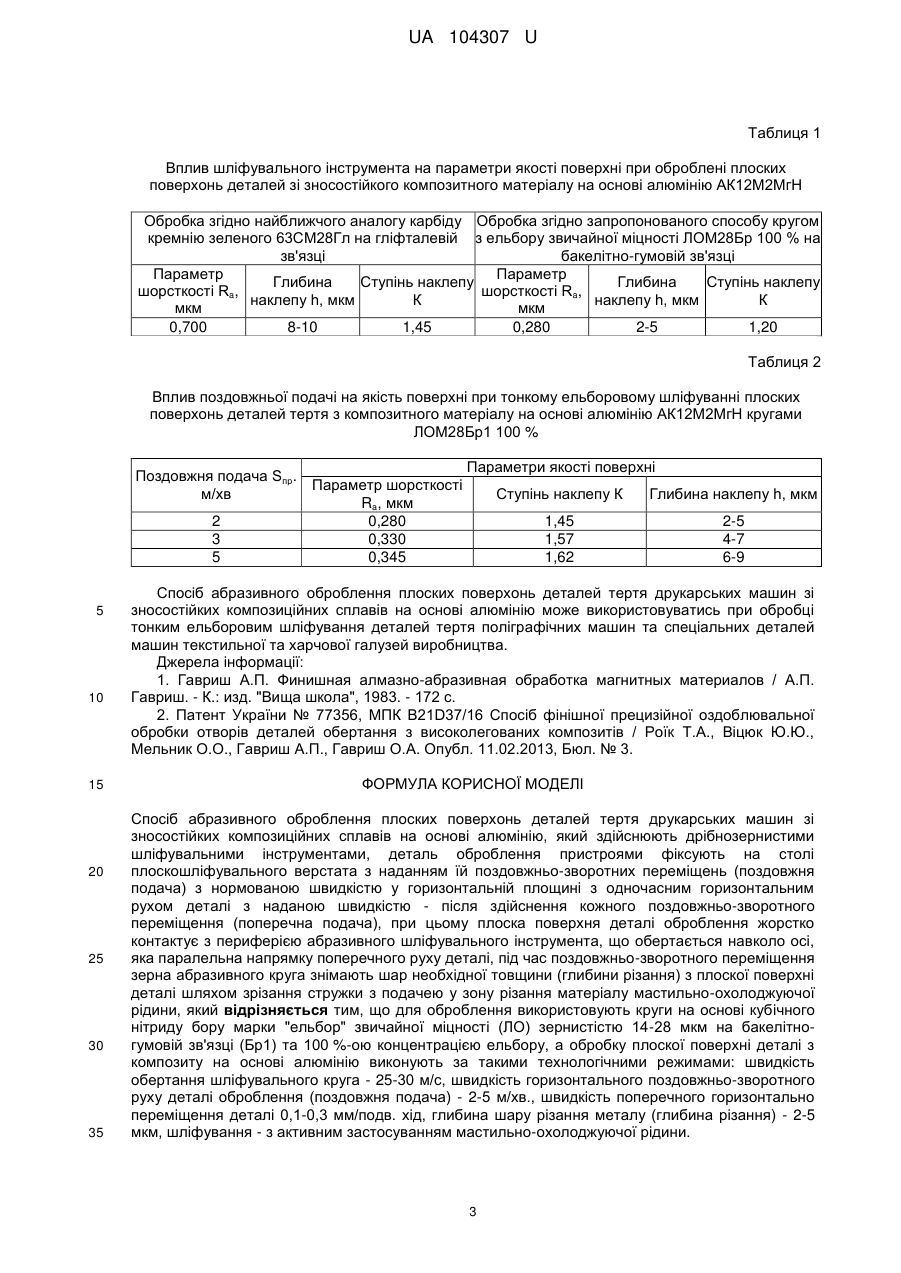
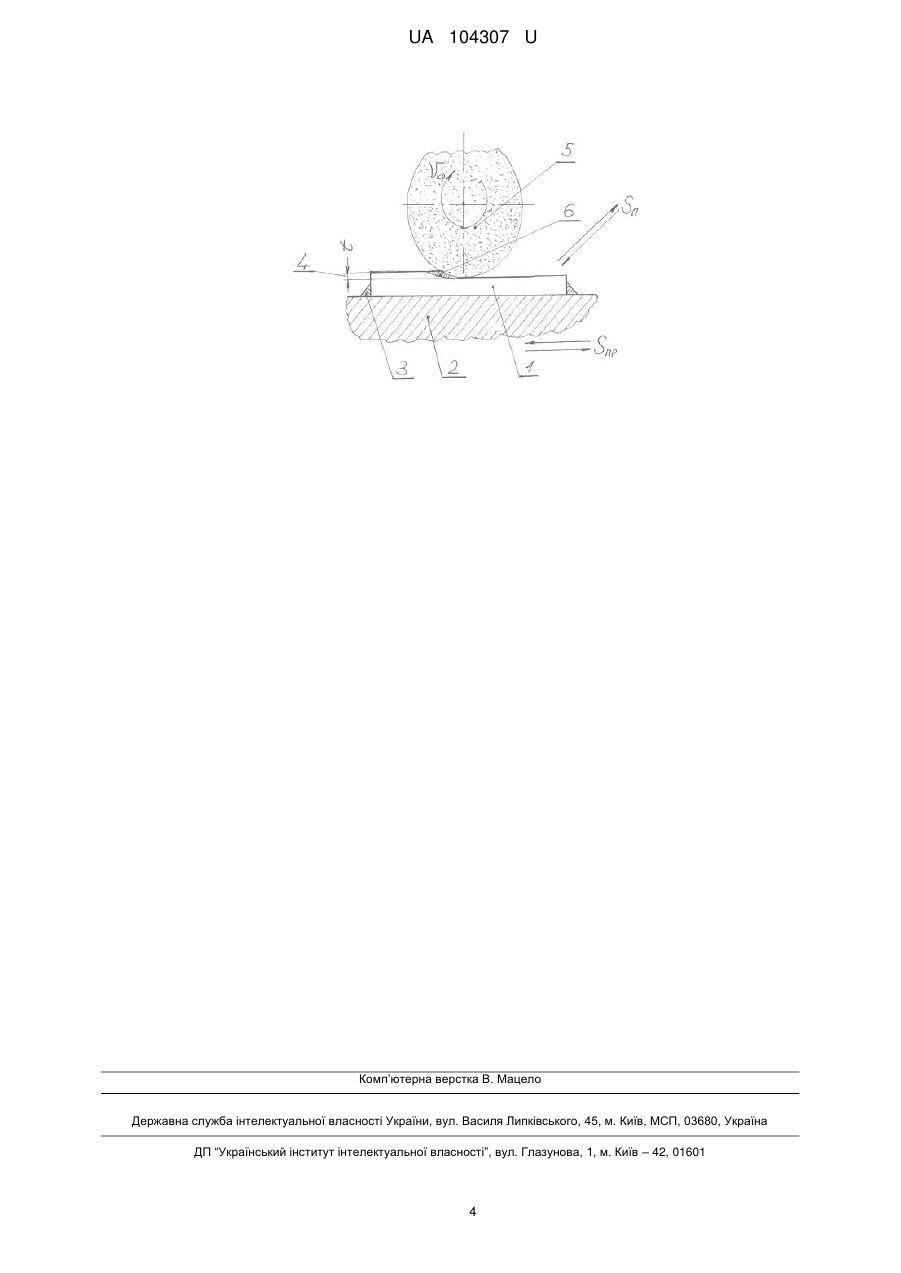
Реферат: Спосіб абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію здійснюють дрібнозернистими шліфувальними інструментами, деталь оброблення пристроями фіксують на столі плоскошліфувального верстату з наданням їй поздовжньо-зворотних переміщень (поздовжня подача) з нормованою швидкістю у горизонтальній площині з одночасним горизонтальним рухом деталі з наданою швидкістю - після здійснення кожного поздовжньо-зворотного переміщення (поперечна подача). Для оброблення використовують круги на основі кубічного нітриду бору марки "ельбор" звичайної міцності (ЛО) зернистістю 14-28 мкм на бакелітногумовій зв'язці (Бр1) та 100 %-ою концентрацією ельбору. Обробку плоскої поверхні деталі з композиту на основі алюмінію виконують за такими технологічними режимами: швидкість обертання шліфувального кругу - 25-30 м/с, швидкість горизонтального поздовжньо-зворотного руху деталі оброблення (поздовжня подача) - 2-5 м/хв, швидкість поперечного горизонтально переміщення деталі 0,1-0,3 мм/подв. хід, глибина шару різання металу (глибина різання) - 2-5 мкм, шліфування - з активним застосуванням мастильно-охолоджуючої рідини. UA 104307 U (12) UA 104307 U UA 104307 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема до способів абразивного оброблення плоских поверхонь зносостійких деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію, які виготовлені з шламових відходів обробки деталей з алюмінію у крупносерійному виробництві автотракторної та авіаційної галузей промисловості і які працюють в умовах тертя при жорстких режимах експлуатації (температура до 120-170 °C, тиск 5-7 МПа, агресивне оточуюче середовище - кисень, повітря, виробничий пил з абразивною властивістю при роботі поліграфічних машин з паперовою сировиною та інше). Абразивне оброблення зазначених композитних сплавів на еонові алюмінію відомими технологічними методами не забезпечує виконання технічних вимог до якості поверхонь таких деталей тертя, які піддаються при роботі інтенсивним експлуатаційним навантаженням, що впливає на параметри надійності вузлів і механізмів машин (зносостійкість довговічність, ремонотоздатність). Ці параметри залежать від параметрів якості поверхонь оброблення деталей поліграфічних машин (шорсткість, ступінь наклепу, величина та знак залишкових напружень поверхневої зони). Відомий спосіб тонкого абразивного шліфування важкооброблюваних високолегованих матеріалів алфенолового класу типу Ю16, 16ЮИХ, "Alfo" системи "алюміній-іридій-залізо-хром", при застосуванні якого використовують дрібнозернисті інструменти з карбіду кремнію зеленого (63С), зернистістю 10-14 мкм на еластичній гліфталевій зв'язці (Гл), а оброблення поверхонь здійснюють, призначаючи надтонкі оздоблювальні режими різання [1]. Недоліком цього способу є те, що при шліфуванні сплавів з підвищеним складом у матеріалі алюмінію під час різання тонких стружок з невеликим їх перерізом (а саме такими є композитні сплави на основі алюмінію АК12М2МгН, АК12ММгН, АК8МЗч, АК12ММгН + (9-12) % MoS2), відбувається миттєве окиснення субмікронних часток елементів стружки, налипання їх до ріжучої кромки абразивного зерна карбіду кремнію зеленого, що змінює умови різання у зоні оброблення, зокрема, веде до збільшення радіусу заокруглення та кута різання при вершині ріжучого поодинокого зерна. Це обумовлює передчасну втрату ріжучої здатності абразивного круга і стає причиною суттєвого зниження параметрів якості поверхні оброблення деталі. Близьким аналогом до корисної моделі є спосіб оброблення поверхонь композитних деталей абразивними інструментами з карбіду кремнію зеленого 63СМ14СМ2Гл з використанням тонких режимів різання та інтенсивним застосуванням для обробки мастильноохолоджуючої рідини (МОР) [2]. Недоліком указаного способу є те, що в результаті його застосування на практиці не вдається отримати параметри шорсткості поверхні оброблення Ra менші значень 0,600-0,650 мкм та глибини наклепу (дефектного шару деталі) меншого 8-10 мкм, що не дає змогу підвищити зносостійкість та довговічність деталей тертя поліграфічних машин. В основу корисної моделі поставлено задачу підвищення якості поверхонь обробки зносостійких деталей тертя з площинними поверхнями контурів деталей виготовлених зі зносостійких композиційних сплавів на основі алюмінію, шляхом зрізання тонких стружок абразивними зернами інструменту за рахунок суттєвого зниження складових сил різання у зоні обробки завдяки зменшенню тертя зерен інструменту по поверхні оброблення. При цьому застосовується мастильно-охолоджуюча рідина (МОР) певного складу та консистенції. Поставлена задача вирішується тим, що у запропонованому способі абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію, який здійснюють дрібнозернистими шліфувальними інструментами, деталь оброблення пристроями фіксують на столі плоскошліфувального верстата з наданням їй поздовжньо-зворотних переміщень (поздовжня подача) з нормованою швидкістю у горизонтальній площині з одночасним горизонтальним рухом деталі з наданою швидкістю після здійснення кожного поздовжньо-зворотного переміщення (поперечна подача), при цьому плоска поверхня деталі оброблення жорстко контактує з периферією абразивного шліфувального інструмента, що обертається навколо вісі, яка паралельна напрямку поперечного руху деталі, під час поздовжньо-зворотного переміщення зерна абразивного круга знімають шар необхідної товщини (глибини різання) з плоскої поверхні деталі шляхом зрізання стружки з подачею у зону різання матеріалу мастильно-охолоджуючої рідини, згідно з корисною моделлю, для оброблення використовують круги на основі кубічного нітриду бору марки "ельбор" звичайної міцності (ЛО) зернистістю 14-28 мкм на бакелітно-гумовій зв'язці (Бр1) та 100 %-ою концентрацією ельбору, а обробку плоскої поверхні деталі з композиту на основі алюмінію виконують за такими технологічними режимами: швидкість обертання шліфувального круга - 25-30 м/с, швидкість горизонтального поздовжньо-зворотного руху деталі оброблення 1 UA 104307 U 5 10 15 20 25 30 35 40 45 50 (поздовжня подача) - 2-5 м/хв, швидкість поперечного горизонтально переміщення деталі 0,10,3 мм/подв. хід, глибина шару різання металу (глибина різання) - 2-5 мкм, шліфування - з активним застосування мастильно-охолоджуючої рідини. Спосіб здійснюється наступним чином. Деталь з плоскою поверхнею, яку необхідно обробити с прецизійною точністю, технологічними пристроями фіксують на столі високоточного плоского шліфувального верстата. Інструмент у вигляді шліфувального круга з ельбору звичайної міцності (ЛО) зернистістю 14-28 мкм на еластичній бакелітно-гумовій зв'язці (Бр1) та 100 % концентрацією ельбору закріплюють у шпинделі верстата так, щоб вісь обертання круга була паралельна базовій площі поверхні стала плоскошліфувального верстата. Одночасно ельборові зерна круга входять у контакт з поверхнею оброблення, а деталі (разом зі столом шліфувального верстата) надаються поздовжньо-зворотні переміщення з нормованою швидкістю (поздовжня подача) з одночасним рухом у перпендикулярному напрямку у площині оброблення на кожне поздовжньо-зворотне переміщення деталі (поперечна подача) з наданою швидкістю, при цьому зерна ельбору шліфувального круга занурюються у поверхню оброблення поверхневого шару деталі (глибина різання) з одночасною подачею у зону різання мастильно-охолоджуючої рідини (МОР) певного складу та консистенції. Спосіб реалізується за схемою, наведеною на кресленні. Деталь 1 (з плоскою поверхнею оброблення) за допомогою технологічних пристроїв 3 міцно фіксують на столі 2 з високоточного плоского-шліфувального верстата. Ельборовий шліфувальний круг 5 обертається зі швидкістю Vкр, врізаючись своїми зернами у тіло деталі на глибину різання (t) - 4, при цьому зрізаються тонкі структури 6. Деталь 1 зі столом плоскошліфувального верстата з нормативною швидкістю переміщується у горизонтальній площині, яка паралельна вісі обертання ельборового круга 5 (поздовжня подача Sпр), виконуючі плавні поздовжньо-зворотні рухи. Одночасно у перпендикулярному напрямку на кожний поздовжньо-зворотній хід деталі 1 здійснюється її переміщення з заданою швидкістю (поперечна подача Sп) шліфування здійснюється з активною подачею у зону різання мастильноохолоджуючої рідини (МОР) певного складу та консистенції. Схему подачі МОР на кресленні не показана. Завдяки тому, що ельборові зерна (ЛО) у складі шліфувального круга мають гостру форму (мінімальний радіус заокруглення та мінімальний кут при вершині зерна) у порівнянні з іншими абразивами, наприклад карбідом кремнію зеленим (63 С), карбіду кремнію чорного (53 С), електрокорунду білим (23 А) чи монокорундом (23 А) і мають майже такі значення, як у синтетичного алмазу (АС), та завдяки застосуванню еластичної бакелітно-гумової зв'язки (Бр1), коли (при навантаженні зерен під дією сили різання) ріжучі зерна ельбору демпфують у тіло зв'язки, зменшуючи фактичну глибину різання, досягається суттєве зниження складових сил різання при стружкоутворенні, крім того, зерна ельбору характеризуються мінімальною здатністю до схоплення мікроструктури до ріжучої поверхні зерна (так зване "налипання стружки"), що дозволяє у всьому циклі оброблення плоскої поверхні деталі максимально зберегти гостроту ріжучих зерен. Усе це сприяє стабілізації параметрів перерізу стружки і суттєво покращує параметри якості поверхні оброблення, зокрема на 15-20 % зменшується шорсткість, на 10-15 % - ступінь наклепу та глибина його проникнення у поверхневий шар деталі, що безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. Крім того, досягненню найвищих значень параметрів якості поверхонь оброблення сприяє призначення таких режимів тонкого ельборового шліфування, які були всебічно досліджені при обробці методами тонкого шліфування деталей зі зносостійких композиційних сплавів на основі алюмінію і які стали нормативами для розробників технологій у реальному виробництві. При використані традиційних технологій фінішного оброблення плоских поверхонь деталей з композитів на основі алюмінію параметри якості оброблення знижуються (таблиці 1, 2). 2 UA 104307 U Таблиця 1 Вплив шліфувального інструмента на параметри якості поверхні при оброблені плоских поверхонь деталей зі зносостійкого композитного матеріалу на основі алюмінію АК12М2МгН Обробка згідно найближчого аналогу карбіду Обробка згідно запропонованого способу кругом кремнію зеленого 63СМ28Гл на гліфталевій з ельбору звичайної міцності ЛОМ28Бр 100 % на зв'язці бакелітно-гумовій зв'язці Параметр Параметр Глибина Ступінь наклепу Глибина Ступінь наклепу шорсткості Ra, шорсткості Ra, наклепу h, мкм К наклепу h, мкм К мкм мкм 0,700 8-10 1,45 0,280 2-5 1,20 Таблиця 2 Вплив поздовжньої подачі на якість поверхні при тонкому ельборовому шліфуванні плоских поверхонь деталей тертя з композитного матеріалу на основі алюмінію АК12М2МгН кругами ЛОМ28Бр1 100 % Поздовжня подача Sпр. Параметр шорсткості м/хв Ra, мкм 2 0,280 3 0,330 5 0,345 5 10 15 20 25 30 35 Параметри якості поверхні Ступінь наклепу К Глибина наклепу h, мкм 1,45 1,57 1,62 2-5 4-7 6-9 Спосіб абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію може використовуватись при обробці тонким ельборовим шліфування деталей тертя поліграфічних машин та спеціальних деталей машин текстильної та харчової галузей виробництва. Джерела інформації: 1. Гавриш А.П. Финишная алмазно-абразивная обработка магнитных материалов / А.П. Гавриш. - К.: изд. "Вища школа", 1983. - 172 с. 2. Патент України № 77356, МПК В21D37/16 Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів / Роїк Τ.Α., Віцюк Ю.Ю., Мельник О.О., Гавриш А.П., Гавриш О.А. Опубл. 11.02.2013, Бюл. № 3. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію, який здійснюють дрібнозернистими шліфувальними інструментами, деталь оброблення пристроями фіксують на столі плоскошліфувального верстата з наданням їй поздовжньо-зворотних переміщень (поздовжня подача) з нормованою швидкістю у горизонтальній площині з одночасним горизонтальним рухом деталі з наданою швидкістю - після здійснення кожного поздовжньо-зворотного переміщення (поперечна подача), при цьому плоска поверхня деталі оброблення жорстко контактує з периферією абразивного шліфувального інструмента, що обертається навколо осі, яка паралельна напрямку поперечного руху деталі, під час поздовжньо-зворотного переміщення зерна абразивного круга знімають шар необхідної товщини (глибини різання) з плоскої поверхні деталі шляхом зрізання стружки з подачею у зону різання матеріалу мастильно-охолоджуючої рідини, який відрізняється тим, що для оброблення використовують круги на основі кубічного нітриду бору марки "ельбор" звичайної міцності (ЛО) зернистістю 14-28 мкм на бакелітногумовій зв'язці (Бр1) та 100 %-ою концентрацією ельбору, а обробку плоскої поверхні деталі з композиту на основі алюмінію виконують за такими технологічними режимами: швидкість обертання шліфувального круга - 25-30 м/с, швидкість горизонтального поздовжньо-зворотного руху деталі оброблення (поздовжня подача) - 2-5 м/хв., швидкість поперечного горизонтально переміщення деталі 0,1-0,3 мм/подв. хід, глибина шару різання металу (глибина різання) - 2-5 мкм, шліфування - з активним застосуванням мастильно-охолоджуючої рідини. 3 UA 104307 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюGavrysh Anatoliy, Roik Tatjana, Vitsuk Yulia, Dorfman Igor
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Вицюк Юлия Юрьевна, Дорфман Игорь Евгеньевич
МПК / Мітки
МПК: B24B 1/00, B24B 55/00
Мітки: машин, оброблення, алюмінію, спосіб, абразивного, сплавів, тертя, плоских, зносостійких, композиційних, друкарських, поверхонь, основі, деталей
Код посилання
<a href="https://ua.patents.su/6-104307-sposib-abrazivnogo-obroblennya-ploskikh-poverkhon-detalejj-tertya-drukarskikh-mashin-zi-znosostijjkikh-kompozicijjnikh-splaviv-na-osnovi-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб абразивного оброблення плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію</a>
Спосіб тонкого алмазного оброблення прецизійних плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію
Номер патенту: 100038
Опубліковано: 10.07.2015
Автори: Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Фіранський Володимир Борисович
МПК: B24B 1/00, B24B 55/00
Мітки: друкарських, тонкого, плоских, сплавів, прецизійних, поверхонь, зносостійких, машин, композиційних, тертя, спосіб, алмазного, деталей, оброблення, алюмінію, основі
Формула / Реферат:
Спосіб тонкого алмазного оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для друкарських машин дрібнозернистими шліфувальними інструментами, в якому оброблювану деталь фіксують на круглошліфувальному верстаті прецизійної точності з обертанням її з заданою швидкістю навколо горизонтальної осі та одночасним наданням плинних поздовжньо-зворотних рухів з швидкістю у напрямку,...
Спосіб тонкого алмазного оброблення прецизійних плоских поверхонь деталей тертя друкарських машин зі зносостійких композиційних сплавів на основі алюмінію
Номер патенту: 97575
Опубліковано: 25.03.2015
Автори: Роїк Тетяна Анатоліївна, Фіранський Володимир Борисович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Киричок Петро Олексійович, Віцюк Юлія Юріївна
МПК: B24B 55/00, B24B 1/00
Мітки: сплавів, алмазного, прецизійних, друкарських, поверхонь, тертя, алюмінію, композиційних, зносостійких, деталей, тонкого, основі, спосіб, машин, оброблення, плоских
Формула / Реферат:
Спосіб тонкого алмазного оброблення прецизійних плоских поверхонь деталей тертя друкарських машин зі зносостійких композитних сплавів на основі алюмінію, який здійснюється дрібнозернистими шліфувальними інструментами з синтетичного алмазу (АС) та застосуванням мастильно-охолоджуючої речовини, який відрізняється тим, що як шліфувальний інструмент застосовують дрібнозернисті круги з синтетичного алмазу (АС) зернистістю 14-28 мкм на еластичній...
Спосіб абразивного оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для поліграфічних машин
Номер патенту: 93250
Опубліковано: 25.09.2014
Автори: Киричок Петро Олексійович, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Дорфман Ігор Євгенович, Віцюк Юлія Юріївна
МПК: B24B 1/00, B24B 55/00
Мітки: алюмінію, поверхонь, циліндричних, зносостійких, оброблення, спосіб, деталей, основі, обертання, абразивного, машин, сплавів, композиційних, поліграфічних
Формула / Реферат:
Спосіб абразивного оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для поліграфічних машин дрібнозернистими шліфувальними інструментами, в якому оброблювану деталь фіксують на круглошліфувальному верстаті прецизійної точності з обертанням її з заданою швидкістю навколо горизонтальної осі та одночасним наданням плинних поздовжньо-зворотних рухів з швидкістю у напрямку, паралельному...
Спосіб тонкого борозонового оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для друкарських машин
Номер патенту: 99001
Опубліковано: 12.05.2015
Автори: Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Фіранський Володимир Борисович
МПК: B24B 1/00, B24B 55/00
Мітки: основі, спосіб, обертання, алюмінію, циліндричних, зносостійких, борозонового, оброблення, деталей, поверхонь, тонкого, машин, композиційних, сплавів, друкарських
Формула / Реферат:
Спосіб тонкого боразонового оброблення циліндричних поверхонь зносостійких деталей обертання з композиційних сплавів на основі алюмінію для друкарських машин дрібнозернистими шліфувальними інструментами, при якому оброблювану деталь фіксують на круглошліфувальному верстаті прецизійної точності з обертанням її з заданою швидкістю навколо горизонтальної осі та одночасним наданням плинних поздовжньо-зворотних рухів з швидкістю у напрямку,...
Спосіб абразивного оброблення зовнішніх циліндричних поверхонь зносостійких деталей обертання з композитів на основі алюмінію для друкарських машин
Номер патенту: 104256
Опубліковано: 25.01.2016
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Дорфман Ігор Євгенович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Киричок Петро Олексійович
МПК: B24B 55/00, B24B 1/00
Мітки: машин, поверхонь, зовнішніх, зносостійких, деталей, основі, алюмінію, композитів, циліндричних, спосіб, обертання, абразивного, оброблення, друкарських
Формула / Реферат:
Спосіб абразивного оброблення зовнішніх циліндричних поверхонь зносостійких деталей обертання з композитів на основі алюмінію для друкарських машин, що здійснюють дрібнозернистими шліфувальними інструментами, оброблювану деталь фіксують на круглошліфувальному верстаті прецизійної точності з обертанням її з заданою швидкістю навколо своєї осі та одночасним наданням їй плинних поздовжньо-зворотних рухів з швидкістю у напрямку, паралельному осі...
Попередній патент: Спосіб електрохімічного концентрування розчинів
Наступний патент: Спосіб безперервного живлення генератора тонального рейкового кола
Випадковий патент: Пристрій включення сигналу гальмування автомобіля у випадку відмови датчика включення сигналу гальмування