Пристрій для підготовки місця встановлення пакера
Номер патенту: 105583
Опубліковано: 26.05.2014
Автори: Троцький Василь Пилипович, Шульга Анатолій Михайлович, Дорохов Максим Анатолійович
Формула / Реферат
Пристрій для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений у середині верхньої частини корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, які можуть розсовуватися в радіальному напрямку приосьовому переміщенні штока, на якому вони зібрані за допомогою з'єднання у вигляді ″ластівчина хвоста″, а в нижній частині корпусу розміщено розкатку, яка включає підпружинене веретено з розміщеними на ньому конічними роликами, які встановлено в пазах нижньої частини корпусу з можливістю взаємодії в робочому положенні з внутрішньою поверхнею обсадної колони, який відрізняється тим, розкатка виконана з можливістю автономного включення в процес очищення і підготовки колони після зрізання зрізних гвинтів, які утримують веретено розкатки у верхньому положенні при створенні відповідного тиску всередині корпусу.
Текст
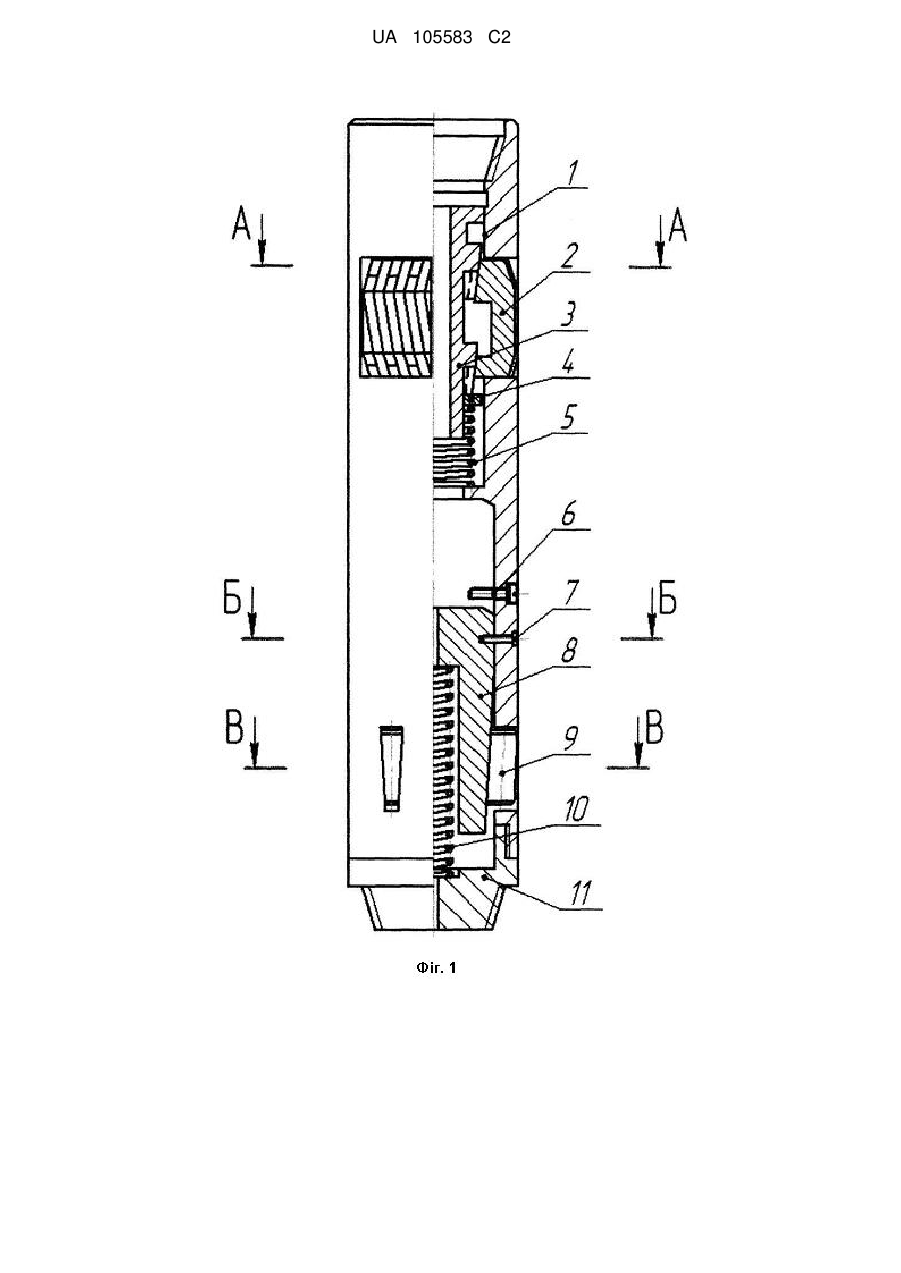
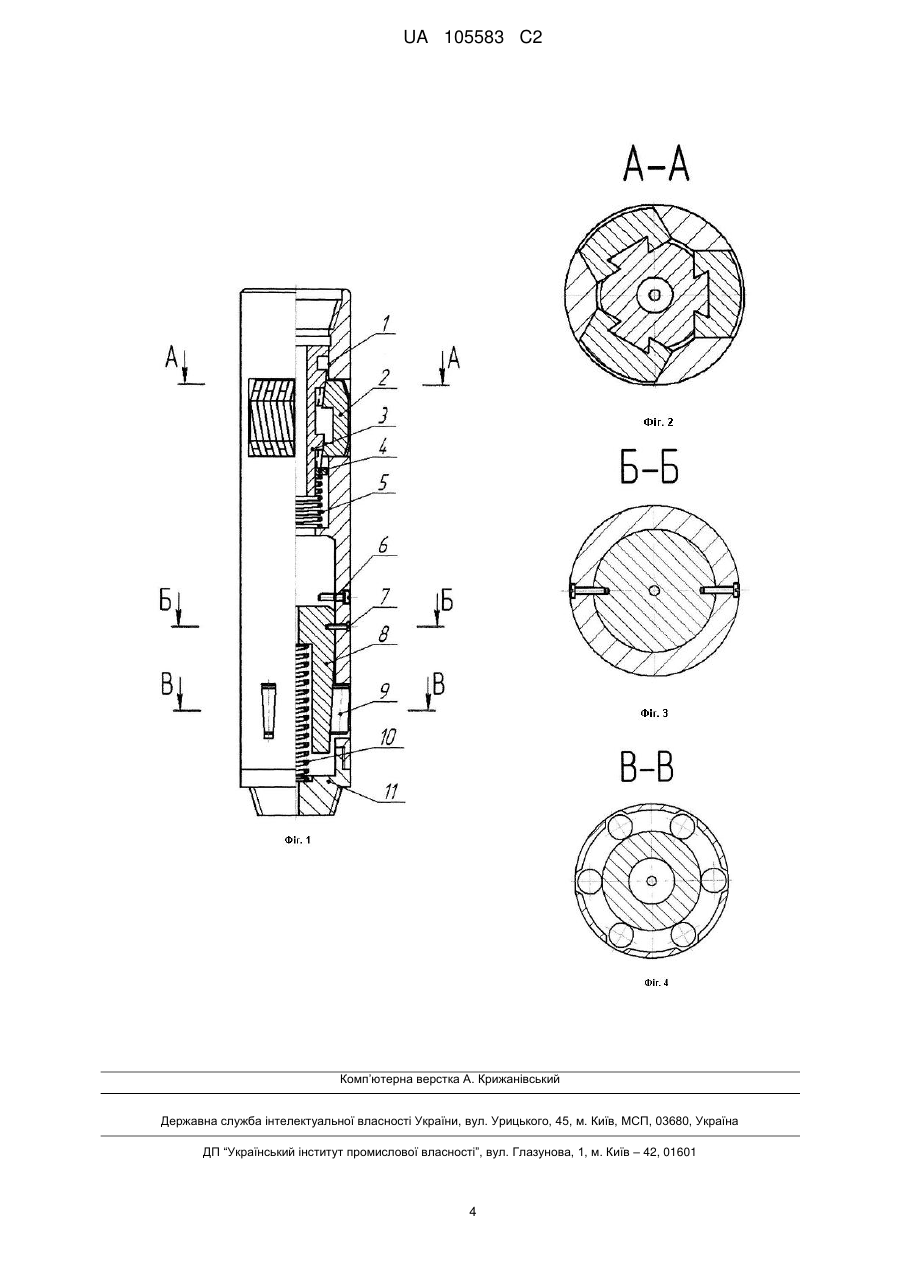
Реферат: Пристрій для підготовки місця встановлення пакера містить підпружинений рухомий шток, прямокутні пази, різальні плашки, розкатку, підпружинене веретено, конічні ролики, пази нижньої частини корпусу, обсадну колону, зрізні гвинти. Різальні плашки можуть розсовуватися в радіальному напрямку при осьовому переміщенні штока. Розкатка виконана з можливістю автономного включення в процес очищення і підготовки колони після зрізання зрізних гвинтів, які утримують веретено розкатки у верхньому (транспортному) положенні при створенні відповідного тиску всередині корпусу. UA 105583 C2 (12) UA 105583 C2 UA 105583 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до нафтової і газової промисловості, зокрема до інструментів і пристроїв для очищення внутрішньої поверхні обсадної колони й підготовки встановлення підземного обладнання - пакерів, циркуляційних клапанів у процесі експлуатації та ремонту свердловин. Відомий спосіб і пристрій для очищення свердловини [1]. Пристрій для очищення свердловини має подовжений корпус із боковою стінкою, у якій виконано велику кількість отворів. Із отворів виступають зовні регульовані канати, які входять у контакт із внутрішньою поверхнею обсадної колони для видалення з неї шламу, глини, піску, бітуму тощо. Цей пристрій хоча й очищає внутрішню поверхню колони, але поверхня має велику шорсткість, яка не забезпечує якісного ущільнення пакером затрубного простору. Відомий скребок для обсадних труб [2]. Скребок для очищення внутрішньої поверхні труб має групу взаємно блокованих ножів, які утворюють трубчатий ріжучий вузол, концентричний відносно опорного сердечника. Відповідні повздовжні ступінчаті лапки суміжних ножів забезпечують радіальний контакт суміжних ножів під час радіального розширення і стискування ріжучого вузла. Кожен ніж має паз для дотискного елемента, який установлюється між ножем і сердечником. Недоліком цього скребка є недостатня чистота очистки обсадних труб ножами. Відомі скребки гідромеханічної дії типу СГМ-1, СГКМ-2 [3]. Відмінність цих скребків від механічних полягає в тому, що ріжучі плашки, які розташовані у вікнах корпусу, в транспортному положенні не виступають за межі корпусу, а зусилля при контакті їх з поверхнею труби, що очищається, регулюється гідравлічним тиском із поверхні. Недоліком цих пристроїв (скребків) є також недостатня чистота очищення внутрішньої поверхні труби. Пульсація перепаду тиску, яка завжди має місце при прокачуванні рідини через колону труб не сприяє більш якісному очищенню труб порівняно з механічним методом очищення, де зусилля притискання плашок постійні за рахунок дії пружин. Суттєвим недоліком конструкції скребків типу СГМ-1, СГМ-2 є гідравлічний привід плашок, який не виключає їх заклинення в процесі роботи, що може призвести до аварії на свердловині. Відомий пристрій зі скребками для очищення свердловин, який має подовжений циліндричний елемент із подовженим каналом. До бокової стінки елемента прикріплений спіральний гребінь, який утворює скребок [4]. Недоліком такої конструкції пристрою є складність конструкції, технології виготовлення і недостатня якість очищення внутрішньої поверхні обсадної труби скребками. Складність конструкції і технології виготовлення пов'язані з необхідністю використання для корпусу трубної заготовки спеціального профілю. Відомий пристрій для очистки стінок експлуатаційної колони типу ІК [5]. В корпусі інструменту, який виконаний із товстостінної труби, вифрезеровано три прямокутних пази для ріжучих плашок. Плашки можуть розсовуватися в радіальному напрямку при осьовому переміщенні штока, на якому вони зібрані за допомогою з'єднання типу ластівчина хвоста. Залежно від внутрішнього діаметра колони, що очищається, в корпус установлюють змінну шайбу визначеної товщини, яка обмежує хід штока. Шток фіксують у нижньому положенні за допомогою двох болтів, які вкручено в корпус. Недоліком цієї конструкції пристрою є також недостатня якість очищення внутрішньої поверхні обсадної труби плашками із впаяними пластинами з твердим сплавом. Недостатня якість очищення внутрішньої поверхні обсадної труби плашками пояснюється конструкцією пристрою і технологією обробки внутрішньої поверхні плашками. Ця технологія обробки подібна до чорнового точіння, при якому параметри шорсткості поверхні Ra має значення 40-10 мкм, а глибина дефектного поверхневого шару 120-60 мкм [6], що є недостатнім для якісного ущільнення пакером затрубного простору свердловини. Для більш якісної підготовки поверхні необхідно додатково використовувати вид обробки поверхні, який забезпечує шорсткість поверхні не більше 0,6-1,0 мкм і глибину дефектного поверхневого шару не більше 1-2 мкм. Таким видом обробки внутрішньої поверхні труб у свердловині є розкатування багатороликовими розкатками [7]. Найбільш близьким до запропонованого за технічною суттю і досягнутим результатом є пристрій для підготовки встановлення пакера [8]. Всередині корпусу пристрою встановлено підпружинений рухомий шток, який взаємодіє з різальними плашками, що розміщені в прямокутних пазах стінки корпусу. Плашки можуть розсовуватися в радіальному напрямку при осьовому переміщенні штока, на якому вони зібрані за допомогою з'єднання типу ластівчина хвоста. Пристрій також додатково обладнаний розкаткою, яка включає жорстко зв'язане з рухомим штоком веретено з розміщеними на ньому конічними роликами. Таке технічне рішення прийняте за прототип цього винаходу. 1 UA 105583 C2 5 10 15 20 25 30 35 40 45 50 55 Проте в ньому є суттєвий недолік. Досвід використання таких пристроїв для очищення внутрішньої поверхні обсадної колони показав, що для якісної підготовки місця встановлення пакера необхідно провести очищення внутрішньої поверхні обсадної колони не тільки в інтервалі встановлення пакера (близько 20-30 метрів), але й очистити від шару цементу, глинистої кірки, корозії, задирок значний інтервал колони над місцем встановлення пакера, який часто досягає 500-600 метрів і більше. Для очищення внутрішньої поверхні колони над місцем установлення пакера достатньо обробити його різальними плашками при інтенсивній циркуляції промивної рідини, а вже сам інтервал встановлення пакера ретельно загладжується конічними роликами для забезпечення шорсткості внутрішньої поверхні колони не більше 0,6-10 мкм і глибиною дефектного поверхневого шару не більше 1-2 мкм. Конструктивно в цьому пристрої різальні плашки і конічні ролики приводяться в дію разом. Таким чином, очищення й розкатування всього діапазону внутрішньої поверхні колони (а це не менше ніж 500-600 м) відбувається одночасно, що є економічно недоцільно, а отже, вимагає значних фінансових витрат. Задачею запропонованого винаходу є зниження трудомісткості технології підготовки місця встановлення пакера. Для досягнення цієї мети у відомому пристрої, для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений всередині верхньої частини корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, що можуть розсуватися в радіальному напрямку при осьовому переміщенні штока, на якому вони зібрані за допомогою з'єднання у вигляді ластівчина хвоста, а в нижній частині корпусу розміщено розкатку, яка включає підпружинене веретено з розміщеними на ньому конічними роликами, які встановлені в пазах нижньої частини корпусу з можливістю взаємодії в робочому положенні з внутрішньою поверхнею обсадної колони, згідно з винаходом, розкатку виконано з можливістю автономного включення в процес очищення й підготовки колони після зрізання гвинтів, які втримують веретено розкатки у верхньому (транспортному) положенні. Тим самим забезпечується розширення діапазону використання пристрою для якісного та ефективного очищення внутрішньої поверхні обсадної колони для інших технологічних операцій в свердловині. Суть винаходу пояснюється кресленнями. Фіг.1 - загальний вигляд пристрою в розрізі. Фіг.2 розріз А-А Фіг.1. Фіг3 - розріз Б-Б Фіг.1. Фіг.4 - розріз В-В Фіг.1. Пристрій включає корпус 1, у верхній частині якого виконано три прямокутні пази для ріжучих плашок 2. Плашки можуть розсовуватися в радіальному напрямку при осьовому переміщенні штока 3, на якому вони зібрані за допомогою з'єднання у формі ластівчина хвоста. Шток 3 нижнім кінцем через шайбу 4 розрахункової товщини (залежно від внутрішнього діаметра колони, що обробляється, опирається на пружину 5, яка розміщена на виступі корпуса 1. В нижній частині корпусу 1 на зрізних гвинтах 7 встановлено веретено розкатки 8, на якому розміщено конічні ролики 9. Веретено розкатки 8 підтискається до виступу корпусу 1 пружиною 10, що розміщена всередині ніпеля 11. Хід веретена 8 у верхньому положенні після зрізання гвинтів 7 обмежується двома штифтами 6, вкрученими в корпус і застопорені шайбами. Запропонований пристрій працює таким чином. Для підготовки місця встановлення пакера пристрій на колоні труб опускають у свердловину. Залежно від стану внутрішньої поверхні обсадних труб (наявності глинистої кірки, корозії, відкладень цементу, задирок тощо) вибирають інтервал очищення колони різальними плашками над місцем встановлення пакера для виключення пошкодження елементів ущільнення пакера в процесі його опускання у свердловині до місця встановлення. Під час очищення пристрій обертається за допомогою ротора або турбобура при одночасній промивці свердловини рідиною. При цьому під дією перепаду тиску, який створюється на штоці 3 (в межах 4-5 МПа), останній переміщується вниз, в результаті чого плашки висовуються і притискаються до внутрішньої поверхні обсадної труби. Зусилля притискання плашок до стінки обсадної труби регулюється зміною перепаду тиску промивної рідини. Контроль за процесом підготовки місця встановлення пакера здійснюється за допомогою показань манометрів гідросистеми ротора (обертальний момент) і цементувального агрегата, який створює тиск промивальної рідини. Після очищення різальними плашками інтервалу над місцем встановлення пакера, цементувальним агрегатом створюється підвищений тиск промивної рідини до 9-12 МПа, при цьому зрізні гвинти 7 зрізаються і під дією перепаду тиску веретено 8 опускається вниз, стискуючи пружину 10 і виштовхуючи конічні ролики 9 із пазів корпусу 1 до внутрішньої поверхні обсадної труби. 2 UA 105583 C2 5 10 15 20 25 Після очищення інтервалу встановлення пакера плашками 2 і загладжуванням конічними роликами 9 нагнітання рідини припиняють. При цьому під дією пружин 5, 10 шток 3 і веретено 8 переміщується вгору, повертаючи плашки та ролики в транспортне (початкове) положення. Запропонований винахід може бути використаний для обробки внутрішньої поверхні обсадної колони над місцем встановлення пакера і в інтервалі встановлення пакера, що забезпечить більш надійну герметизацію й гарантоване зчеплення ущільнюючих елементів пакера з колоною, що дозволить підвищити надійність І довговічність експлуатації пакерних свердловин. Джерела інформації: 1. Pat. 4612986 US, Int. СІ. Е21В 37/02 Well cleaning apparatus and treating method [Text] / Frank D. Fosdick, Jr., Jerald L. Browder, Rt, - № 616578; filed Jun 4, 1984; publ. Sep. 23, 1986. 2. Pat. 4648447 US, Int. СІ. Е21В 37/02 Casing scraper [Text] / Thomas R. Bishop, Archie W. Peil, Arnal B. Foreman, Jr.; Bowen Tools, Inc. - № 774890; filed Sep. 11, 1985; publ. Mar. 10, 1987. 3. Будников В.Ф. Диагностика и капитальный ремонт обсадных колонн в нефтяных и газовых скважинах [Текст] / В.Ф.Будников, ПП. Макаренко, В.А.Юрьев. - М.: Недра, 1997. - 226 с.: ил. 4. Pat. 5419397 US, Int. СІ. Е21В 37/02 Е21В 37/06 Well cleaning tool with scratching elements [Text] / J. Scott Reynolds, Robert L. Sloan; WellFlowTechnologies, Inc. -№ 78542; filed Jun. 16, 1993; publ. May 30, 1995. 5. Аветисов, А.Г. Ремонтно-изоляционные работы при бурении нефтяных и газовых скважин [Текст] / А.Г. Аветисов, А.Т. Кошелев, В.И. Крылов. - М.: Недра, 1981. - 215 с. 6. Белецкий Д.Г. Справочник токаря-универсала [Текст] / Д.Г. Белецкий, В. Г. Моисеев, М. Г. Шеметов. - М.: Машиностроение, 1987. - 560 с. 7. Турин Ф.В. Технология автотракторостроения [Текст] / Ф.В. Турин, В.Д. Клепиков, В.В. Рейн. - М.: Машиностроение, 1981. - 295 с. 8. Пат. 46804 UA, МПК Е21В 37/00 С2 Пристрій для підготовки місця встановлення пакера [Текст] / Троцький В.П., Шульга A.M., Троцька Є.В.; Акціонерне товариство "Укргазпром" Український науково-дослідний інститут природних газів (дочірнє підприємство). - № 98062862; заявл. 02.06.1998; опубл. 17.06.2002, Бюл. № 6, 2002 р. 30 ФОРМУЛА ВИНАХОДУ 35 40 Пристрій для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений у середині верхньої частини корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, які можуть розсовуватися в радіальному напрямку при осьовому переміщенні штока, на якому вони зібрані за допомогою з'єднання у вигляді ластівчина хвоста, а в нижній частині корпусу розміщено розкатку, яка включає підпружинене веретено з розміщеними на ньому конічними роликами, які встановлено в пазах нижньої частини корпусу з можливістю взаємодії в робочому положенні з внутрішньою поверхнею обсадної колони, який відрізняється тим, розкатка виконана з можливістю автономного включення в процес очищення і підготовки колони після зрізання зрізних гвинтів, які утримують веретено розкатки у верхньому положенні при створенні відповідного тиску всередині корпусу. 3 UA 105583 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюDorokhov Maksym Anatoliiovych, Trotskyi Vasyl Pylypovych, Shulha Anatolii Mykhailovych
Автори російськоюДорохов Максим Анатолиевич, Троцкий Василий Филиппович, Шульга Анатолий Михайлович
МПК / Мітки
МПК: E21B 37/02
Мітки: встановлення, місця, пакера, підготовки, пристрій
Код посилання
<a href="https://ua.patents.su/6-105583-pristrijj-dlya-pidgotovki-miscya-vstanovlennya-pakera.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підготовки місця встановлення пакера</a>
Пристрій для підготовки місця встановлення пакера
Номер патенту: 46804
Опубліковано: 17.06.2002
Автори: Троцька Євгенія Василівна, Троцький Василь Пилипович, Шульга Анатолій Михайлович
МПК: E21B 37/00
Мітки: пакера, пристрій, підготовки, встановлення, місця
Формула / Реферат:
Пристрій для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений в середині корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, які можуть розсовуватися в радіальному напрямі при осьовому переміщенні штока, на якому вони зібрані з допомогою з'єднання у вигляді "ластівчиного хвоста", який відрізняється тим, що він додатково обладнаний розкаткою, яка включає жорстко...
Пристрій для підготовки місця встановлення пакера
Номер патенту: 84927
Опубліковано: 11.11.2013
Автори: Троцький Василь Пилипович, Шульга Анатолій Михайлович, Дорохов Максим Анатолійович
МПК: E21B 37/00
Мітки: пакера, пристрій, встановлення, підготовки, місця
Формула / Реферат:
Пристрій для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений усередині верхньої частини корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, які можуть розсовуватися в радіальному напрямку при осьовому переміщенні штока, на якому вони зібрані за допомогою з'єднання у вигляді ластівчина хвоста, а в нижній частині корпусу розміщено розкатку, яка включає підпружинене веретено...
Пристрій для встановлення місця знаходження пупка або реципієнтної точки штучного пупка під час абдомінопластики
Номер патенту: 35690
Опубліковано: 25.09.2008
Автори: Федорук Володимир Ілліч, Рощина Лариса Олександрівна, Дронов Олексій Іванович
МПК: A61B 17/00
Мітки: пупка, встановлення, штучного, місця, реципієнтної, точки, знаходження, абдомінопластики, пристрій
Формула / Реферат:
1. Пристрій для встановлення місця знаходження пупка або реципієнтної точки штучного пупка під час абдомінопластики, який відрізняється тим, що містить дві лінійки, на яких нанесені шкали відстані і які шарнірно з'єднані в нульових точках шкали між собою з можливістю вимірювання або фіксації кута між лінійками.2. Пристрій за п. 1, який відрізняється тим, що лінійки виконані з біологічно інертного матеріалу.3. Пристрій за п. 2,...
Пристрій для встановлення труби-репера
Номер патенту: 39604
Опубліковано: 10.03.2009
Автори: Сушинський Іван Іванович, Бездрабко Сергій Сергійович, Євчук Любомир Володимирович, Крепак Павло Андрійович
МПК: E21B 17/02
Мітки: труби-репера, пристрій, встановлення
Формула / Реферат:
Пристрій для встановлення труби-репера, що містить несучий стовбур, муфту-лійку, трубу-репер, зрізні штифти, втулку з сідлом під кулю і кулю, який відрізняється тим, що додатково містить корпус, встановлений між несучим стовбуром і муфтою-лійкою, втулку з сідлом під кулю виконано з різзю на зовнішній поверхні і встановлено у нижній частині корпусу, на зовнішній поверхні несучого стовбура виконано кільцеве потовщення з пазами і кільцеву...
Пристрій для встановлення потайної обсадної колони
Номер патенту: 67447
Опубліковано: 15.06.2004
Автори: Филь Володимир Григорович, Коблянський Іван Михайлович, Стефурак Роман Іванович, Коблянський Михайло Іванович
МПК: E21B 33/14
Мітки: потайної, обсадної, пристрій, колони, встановлення
Формула / Реферат:
Пристрій для встановлення потайної обсадної колони, який містить перший пакерний вузол, верх якого виконаний з можливістю зв'язку з колоною труб, який містить циліндричний корпус, зв'язаний зовнішньою поверхнею з ущільнюючими елементами, які зв'язані з торцем опорної втулки, протилежний торець якої виконаний конусним з можливістю контакту з якірним вузлом, який містить виконані з можливістю переміщення вздовж осі опорної втулки клиноподібні...
Попередній патент: Транспортний засіб
Наступний патент: Пристрій для виміру ефективної дифузії газу в вугіллі
Випадковий патент: Пенетрант для рідинної капілярної дефектоскопії