Пристрій для підготовки місця встановлення пакера
Номер патенту: 46804
Опубліковано: 17.06.2002
Автори: Троцька Євгенія Василівна, Шульга Анатолій Михайлович, Троцький Василь Пилипович
Формула / Реферат
Пристрій для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений в середині корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, які можуть розсовуватися в радіальному напрямі при осьовому переміщенні штока, на якому вони зібрані з допомогою з'єднання у вигляді "ластівчиного хвоста", який відрізняється тим, що він додатково обладнаний розкаткою, яка включає жорстко зв'язане з рухомим штоком веретено з розміщеними на ньому конічними роликами, які встановлені в пазах кожуха з можливістю взаємодії в робочому положенні з внутрішньою поверхнею обсадної колони.
Текст
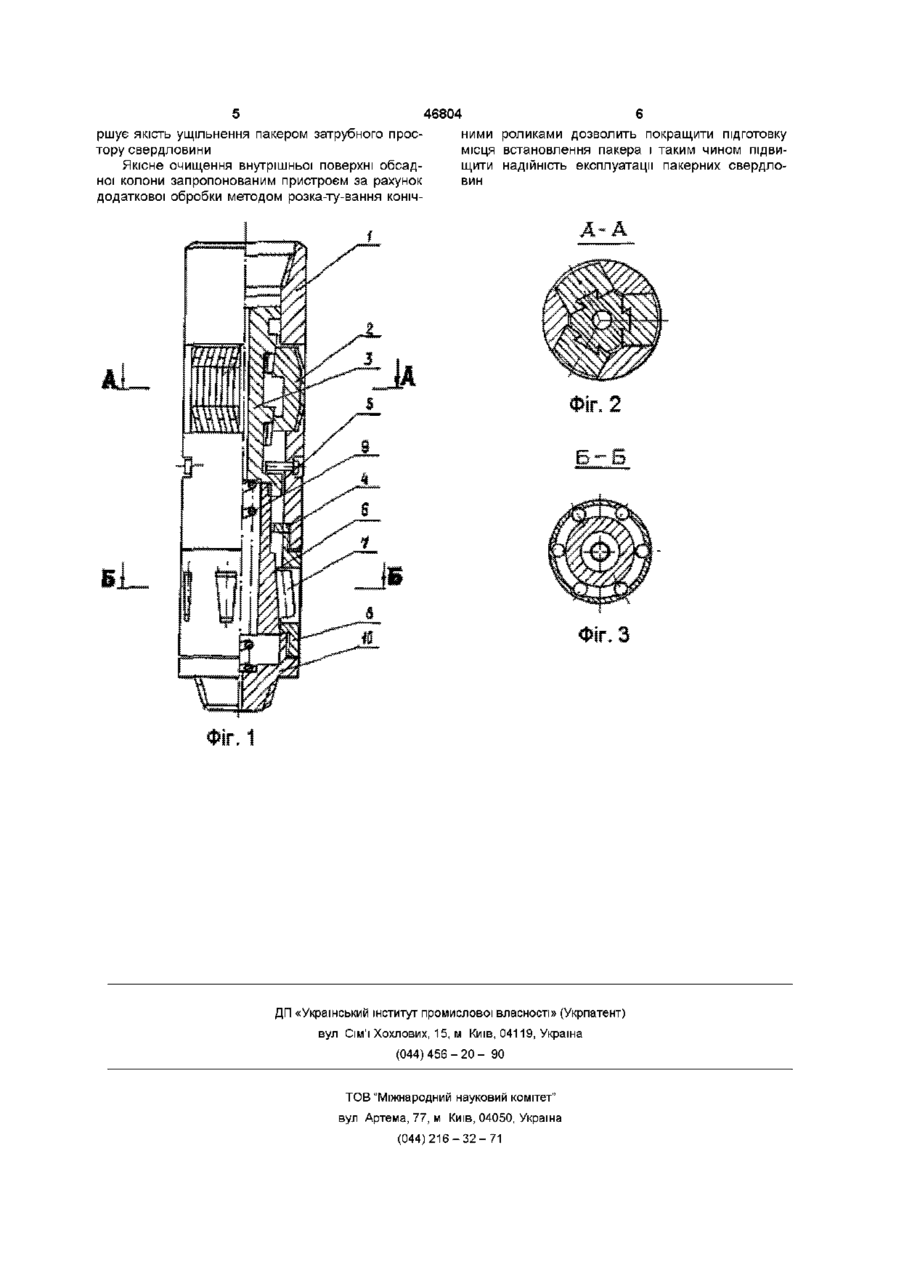
Пристрій для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений в середині корпусу, в стінках якого виконано прямокутні пази для розміщення різальних плашок, які можуть розсовуватися в радіальному напрямі при осьовому переміщенні штока, на якому вони зібрані з допомогою з'єднання у вигляді "ластівчиного хвоста", який відрізняється тим, що він додатково обладнаний розкаткою, яка включає жорстко зв'язане з рухомим штоком веретено з розміщеними на ньому конічними роликами, які встановлені в пазах кожуха з можливістю взаємодії в робочому положенні з внутрішньою поверхнею обсадної колони який встановлюється між ножем і сердечником Недоліком цього скребка є недостатня чисто та очистки обсадних труб ножами ВІДОМІ скребки гідромеханічної дм типу СГМ-1, СГКМ-2 (Будников В Ф , МакаренкоП П , Юрьев В А , Диагностика и капитальный ремонт обсадных колон в нефтяных и газовых скважинах - М Недра, 1997) ВІДМІННІСТЬ ЦИХ скребків від механічних полягає в тому, що ріжучі плашки, які розташовані у вікнах корпусу, в транспортнім положенні не виступають за межі корпусу, а зусилля при контакті їх з поверхнею труби, що очищається, регулюється гідравлічним тиском з поверхні Недоліком цих пристроїв (скребків) є також недостатня чистота очищення внутрішньої поверхні труби Пульсація перепаду тиску, яка завжди має місце при прокачуванні рідини через колону труб не сприяє більш якісному очищенню труб в порівнянні з механічним методом очищення, де зусилля прижиму плашок ПОСТІЙНІ за рахунок дії пружин Суттєвим недоліком конструкції скребків типу СГМ-1, СГМ-2 є гідравлічний привід плашок, який не виключає їх заклинення в процесі роботи, що може привести до аварії на свердловині Відомий пристрій із скребками для очищення О о 00 (О 46804 свердловин, який має подовжений циліндричний елемент з подовженим каналом До бокової стінки елемента прикріплений спіральний гребінь, який утворює скребок ( див Патент США №5419397, Е21В37/02, опубл 95 05 ЗО) Недоліком даної конструкції пристрою є складність конструкції, технології виготовлення і недостатня якість очищення внутрішньої поверхні обсадної труби скребками Складність конструкції і технології виготовлення пов'язані з необхідністю використання для корпусу трубної заготовки спеціального профілю Найбільш близьким до запропонованого по технічній суті і досягнутому результату є пристрій для очистки стінок експлуатаційної колони типу ІК (Лветисов А Г, Кошелев А Т, Крылов В И Ремонтно-изоляционные работы при бурении нефтяных и газовых скважин - М Недра, 1981) В корпусі інструменту, який виконаний із товстостінної труби, вифрезеровані три прямокутних пази для ріжучих плашок Плашки можуть розсовуватися в радіальнім напрямі при осьовому переміщенні штоку, на якому вони зібрані з допомогою з'єднання типу "пастівний хвіст" В залежності від внутрішнього діаметру колони, що очищається в корпус встановляють змінну шайбу визначеної товщини, яка обмежує хід штоку Шток фіксують в нижньому положенні з допомогою двох болтів, які вкручені в корпус Недоліком цієї конструкції пристрою є недостатня якість очищення внутрішньої поверхні обсадної труби плашками із впаяними пластинами з твердим сплавом Недостатня якість очищення внутрішньої поверхні обсадної труби плашками пояснюється конструкцією пристрою і технологією обробки внутрішньої поверхні плашками Ця технологія обробки подібна до чорнового точіння, при якому параметри шероховатості поверхні Ra має значення 40 - Юмкм, а глибина дефектного поверхневого шару 120 - бОмкм (див Справочник токаря-универсала Д Г Белецкий, В Г Моисеев Под редакцией М Г Шеметова - М Машиностроение, 1987), що є недостатнім для якісного ущільнення пакером затрубного простору свердловини Для більш якісної підготовки поверхні необхідно додатково використовувати вид обробки поверхні, який забезпечує широховатість поверхні не більше 0,6 - 1,0мкм і глибину дефектного поверхневого шару не більше 1 - 2мкм Таким видом обробки внутрішньої поверхні труб в свердловині є розкатування багатороликовими розкатками (див Турин Ф В и др "Технология автотракторостроения" - М Машиностроение, 1971) Задачею запропонованого винаходу є підвищення якості підготовки внутрішньої поверхні обсадної колони для встановлення пакера Для досягнення цієї мети у відомому пристрої для підготовки місця встановлення пакера, що містить підпружинений рухомий шток, розміщений в середині корпуса, в стінках якого виконано прямокутні пази для розміщення ріжучих плашок,які можуть розсовуватися в радіальному напрямі при осьовому переміщенні штока, на якому вони зібрані з допомогою з'єднання у вигляді "ластівкового хвоста", згідно винаходу він додатково обладнаний розкаткою, яка включає жорстко звязане з рухомим штоком веретено з розміщеними на ньому конічними роликами, які встановлені в пазах кожуха з можливістю взаємодії в робочому положенні з внутрішньою поверхнею обсадної колони ВІДМІННІ ознаки в запропонованій сукупності не надруковані в патентній і науково-технічній літературі, тому можна зробити висновок про ВІДПОВІДНОСТІ технічного рішення критерію "суттєві ВІДМІННОСТІ" На запропонованих кресленнях показаної Фіг 1 - Загальний вид пристрою в розрізі Фіг 2 - Розріз А-Афіг 1 Фіг 3-Розріз Б-Б Фіг 1 Пристрій включає корпус 1, в якому виконано три прямокутні пази для ріжучих плашок 2 Плашки можуть розсовуватися в радіальному напрямі при осьовому переміщенні штока 3, на якому вони зібрані з допомогою з'єднання в формі "ластівкового хвоста" В залежності від внутрішнього діаметра колони, що обробляється, в корпус вставляють змінну шайбу 4 розрахункової товщини, яка обмежує хід штоку Хід штоку в нижньому положенні обмежується двома штифтами 5 вкрученими в корпус і застопореними шайбами Різьбовим з'єднанням із штоком жорстко зв'язане веретено 6 розкатки, на якому розміщені КОНІЧНІ ролики 7, що встановлені в пази кожуха 8 Шток 3 нижнім кінцем опирається на пружину 9, яка розміщена всередині ніпеля 10 Змінна шайба 4 призначена для обмеження ходу штоку, підбором висоти регулюється величина радіального переміщення плашок Запропонований пристрій працює таким чином Для підготовки місця встановлення пакера пристрій на колоні труб опускають до необхідної глибини Під час очищення пристрій обертається з допомогою ротора або турбобура при одночасній промивці свердловини рідиною При цьому під дією перепаду тиску, який створюється на штоці З, останній разом з веретеном 6 переміщується вниз, в результаті чого плашки 2 висовуються і притискуються до внутрішньої поверхні обсадної труби, КОНІЧНІ ролики 7 також виштовхуються із пазів кожуха 8 до внутрішньої поверхні обсадної труби Зусилля притискання плашок до стінки обсадної труби регулюється зміною перепаду тиску промивної рідини Контроль за процесом підготовки місця встановлення пакера здійснюється за допомогою показань манометрів гідросистеми ротора (обертальний момент) і цементувального агрегата, який створює тиск промивальної рідини Після очищення інтервалу встановлення пакера нагнітання промивальної рідини припиняють При цьому під дією пружини шток переміщується вверх і повертає плашки і ролики в транспортне (початкове положення) Запропонований винахід може бути використаний для обробки внутрішньої поверхні обсадної колони в МІСЦІ встановлення пакера, так як на якість ущільнення пакером затрубного простору свердловини суттєвий вплив здійснює стан внутрішньої поверхні стінки обсадної колони, на якій в процесі експлуатації, проведення ремонтів утворюється твердий шар глинистої і цементної кірки, присутні залишки корозії, смолопарафінів, що поп 5 46804 ршує якість ущільнення пакером затрубного просними роликами дозволить покращити підготовку тору свердловини місця встановлення пакера і таким чином підвиЯкісне очищення внутрішньої поверхні обсадщити надійність експлуатації пакерних свердлоноі колони запропонованим пристроєм за рахунок вин додаткової обробки методом розка-ту-вання коніч ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюTrotskyi Vasyl Pylypovych, Shulha Anatolii Mykhailovych
Автори російськоюТроцкий Василий Филиппович, Шульга Анатолий Михайлович
МПК / Мітки
МПК: E21B 37/00
Мітки: підготовки, пакера, встановлення, місця, пристрій
Код посилання
<a href="https://ua.patents.su/3-46804-pristrijj-dlya-pidgotovki-miscya-vstanovlennya-pakera.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підготовки місця встановлення пакера</a>
Транспортний засіб для складання , підготовки та транспортування до місця запуску ракети

Номер патенту: 39150
Опубліковано: 15.06.2001
Автори: Ліен Бьйорн Р., Кіндем Бьйорн, Сьорхеуг Ларс Мартін, Крістенсен Пер Херберт
Мітки: запуску, місця, ракети, транспортування, складання, засіб, транспортний, підготовки
Формула / Реферат:
1. Транспортний засіб для складання, підготовки та транспортування до місця запуску ракети, в якому ракета складається з багатьох модулів та вантажу, який повинен бути доставлений у космічний простір, який відрізняється тим, що використовуються засоби, придатні для збирання, підготовки та транспортування ракети з горизонтальним положенням її поздовжньої осі.2. Транспортний засіб за п. 1, який відрізняється тим, що використовується...
Спосіб встановлення медичної капсули та пристрій для її встановлення
Номер патенту: 35595
Опубліковано: 16.04.2001
Автори: Ніємінен Пекка, Хартзелл Рольф, Хєллє Тімо, Ланкінен Пекка
Мітки: пристрій, спосіб, встановлення, медичної, капсули
Формула / Реферат:
1. Способ установки медицинской капсулы, имеющей сквозное отверстие, на стержнеобразной опоре, который заключается в том, что отверстие, проходящее через капсулу, расширяют путем оказания на него давления непосредственно со стороны опоры, вставляемой в отверстие, и после этого закрепляют капсулу на опоре путем снятия расширяющего давления.2. Устройство для установки медицинской капсулы, имеющей сквозное отверстие, на стержнеобразной...
Штифтовий зуб і інструмент для підготовки посадочного місця під штифтовий зуб
Номер патенту: 33521
Опубліковано: 15.02.2001
Автори: Трунов Юрій Іванович, Муранов Сергій Борисович
МПК: A61C 13/30
Мітки: зуб, посадочного, місця, підготовки, інструмент, штифтовий
Формула / Реферат:
1. Штифтовий зуб, який складається з головки і хвостовика, жорстко пов'язаного з головкою, відрізняється тим, що на основі головки штифта виконана, кільцева, проточка, з утворенням зовнішньої стінки, яка орієнтована паралельно осі хвостовика, при цьому на боковий поверхні хвостовика виконано ступінчасті пази з похилою у бік до осі хвостовика боковою поверхнею, а на боковій поверхні головки виконані канавки у вигляді правої та лівої...
Пристрій для локалізації місця течі в трубопроводі
Номер патенту: 31982
Опубліковано: 15.12.2000
Автори: Грудз Володимир Ярославович, Вражук Любомир Степанович
МПК: F16L 55/10
Мітки: пристрій, течії, місця, локалізації, трубопроводі
Текст:
...планками . Оснащення пристрою додатковими елементами герметизації у вигляді кільцевих еластичних оболонок та балонами з робочим агентом дозволяє значно збільшити поверхню контакту між стінкою труби та поверхнею елементу герметизації , внаслідок щільного притискання еластичних оболонок до стінок труби стисненим робочим агентом і, таким чином , забезпечуючи по всьому колу труби надійну локалізацію течі. На фігурі 1 показаний...
Пристрій для встановлення змін жорсткості частин бурильного інструменту
Номер патенту: 12596
Опубліковано: 28.02.1997
Автори: Денис Богдан Дмитрович, Мельник Михайло Петрович, Калужний Богдан Семенович, Мартинчук Анастасія Данилівна, Рибчич Ілля Йосипович
МПК: E21B 44/00
Мітки: пристрій, встановлення, жорсткості, бурильного, інструменту, змін, частин
Формула / Реферат:
Пристрій для встановлення змін жорсткості частин бурильного інструменту, що містить в собі давач ваги бурильного інструменту, перший тригер, два реверсивні лічильники, два формувачі імпульса, два елементи 1, два элемента часової затримки, два блоки пам'яті, два блоки порівняння, блок задания уставки і елемент АБО, причому вихід першого формувача імпульса через перший елемент часової затримки підключений до входу "Установлення 0"...
Попередній патент: Каналізаційна споруда
Наступний патент: Опалювач
Випадковий патент: Батарейний циклон