Електродне покриття для зварювання та наплавлення олов’яних бронз
Номер патенту: 106954
Опубліковано: 27.10.2014
Автори: Скорина Микола Віталійович, Ілюшенко Валентин Михайлович, Майданчук Тарас Борисович, Аношин Валерій Опанасович

Формула / Реферат
Електродне покриття для зварювання та наплавлення олов'яних бронз, що складається з кріоліту, мармуру, фтористого натрію, марганцю металевого, яке відрізняється тим, що додатково містить кремнієво-фтористий натрій, олово, фосфористу мідь, поташ (вуглекислий калій), сурик залізний, слюду мусковіт і електродну целюлозу, при наступному співвідношенні компонентів, мас. %:
мармур
7-20
кріоліт
5-25
кремнієво-фтористий натрій
4,5-15,5
фтористий натрій
4-17
олово металеве
10-40
фосфориста мідь
5-20
поташ (вуглекислий калій)
0,5-2
марганець металевий
6-10
сурик залізний
0,5-2
слюда мусковіт
0,5-2
електродна целюлоза
0,5-2.
Текст
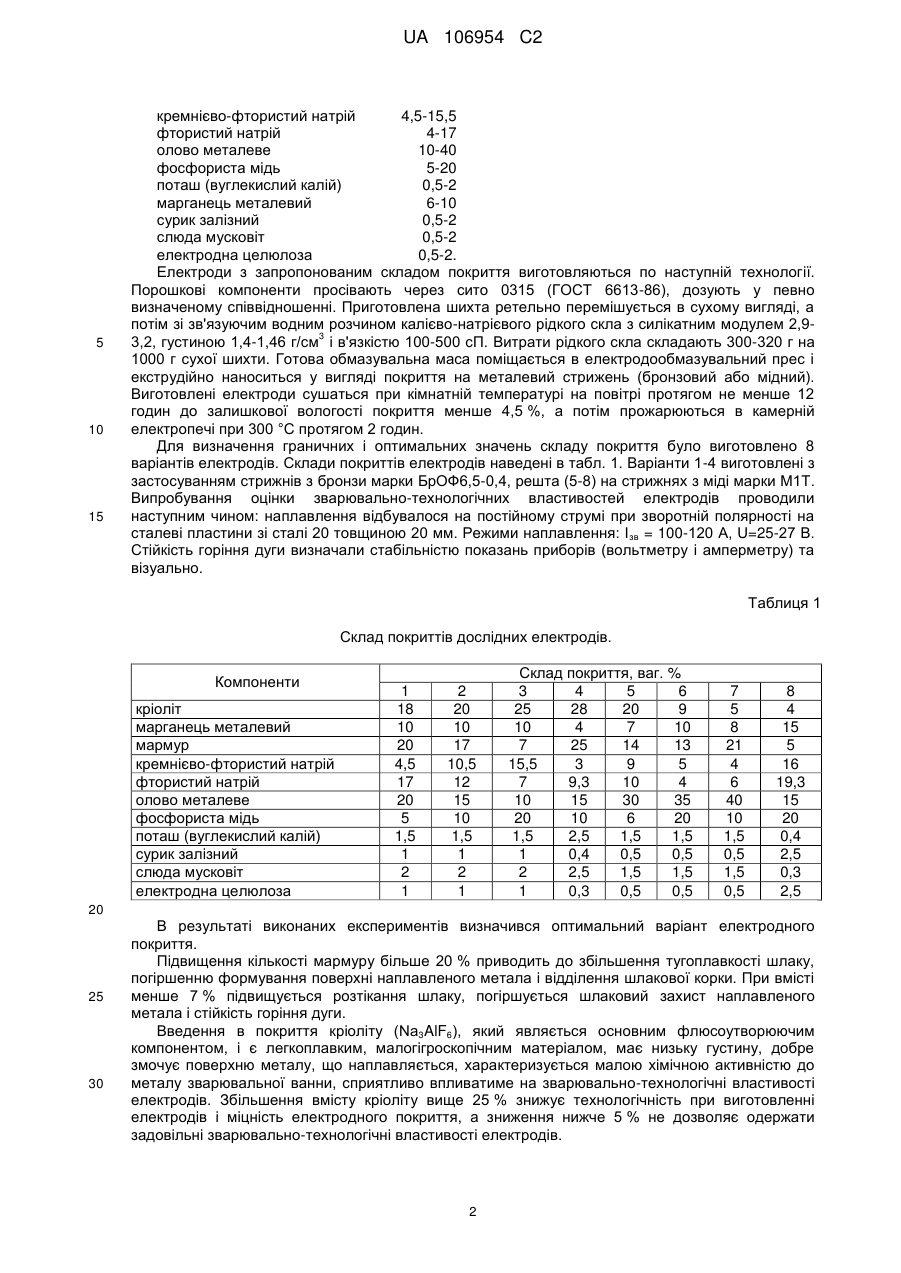
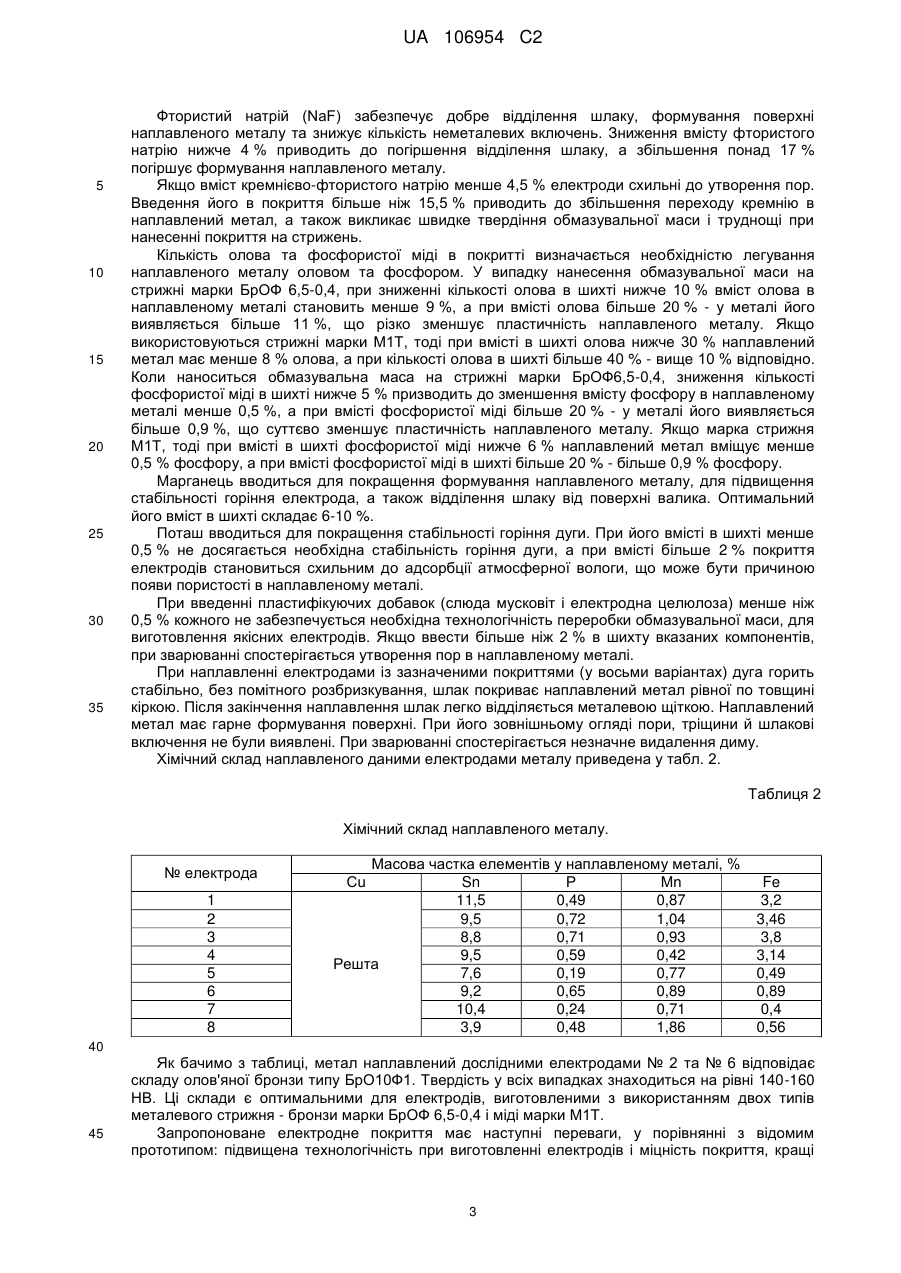
Реферат: Винахід належить до зварювання, зокрема до складу покриття електродів для зварювання та наплавлення олов'яних бронз на сталь. Покриття містить, мас. %: мармур - 7-20; кріоліт - 5-25; кремнієво-фтористий натрій - 4,5-15,5; фтористий натрій - 4-17; олово металеве - 10-40; фосфориста мідь - 5-20; поташ (вуглекислий калій) - 0,5-2; марганець металевий - 6-10; сурик залізний - 0,5-2; слюда мусковіт - 0,5-2; електродна целюлоза - 0,5-2. Технічний результат: підвищена технологічність при виготовленні електродів, міцність покриття, необхідна якість наплавленого металу. UA 106954 C2 (12) UA 106954 C2 UA 106954 C2 5 10 15 20 25 30 35 40 Винахід належить до зварювання, зокрема до електродних покриттів, які застосовуються при виготовленні електродів для дугового зварювання деталей і конструкцій з олов'яних бронз та для наплавлення даних бронз на сталь. Відомі різні склади електродних покриттів для зварювання та наплавлення олов'яних бронз, наприклад, покриття (авторське свідоцтво СРСР № 766798, кл. В23K 35/365, 1980 p.), склад якого містить наступні компоненти, мас. %: хлористий натрій 0,5-3 деревне вугілля 2-4 плавиковий шпат 5-15 мармур 5-15 фтористий натрій 10-15 натрій фосфорнокислий 5-15 тризаміщений бура 2-7 кріоліт решта. Однак внаслідок високого вмісту кріоліту в покритті (45-55 %) виготовлення електродів можливе тільки ручним методом занурення і неможливе механізоване виготовлення методом пресування. При цьому не досягається необхідна якість їх виготовлення, а електроди мають низькі зварювально-технологічні властивості (важке запалення дуги і її нестабільне горіння, погане формування валика шва, труднощі з відокремлення шлакової кірки). Найбільш близьким до винаходу по складу є електродне покриття (авторське свідоцтво СРСР № 450674, кл. В23K 35/365, 1973 p. - прототип), склад якого містить наступні компоненти, мас. %: хлористий натрій 15-45 деревне вугілля 3-7 плавиковий шпат 15-20 мармур 3-7 фтористий натрій 5-15 марганець металевий 7-15 кріоліт 15-35. Наявність значного вмісту у покритті хлористого натрію, який активно взаємодіє зі зв'язуючим (рідким склом), приводить до необхідності використання підвищеної дози рідкого скла і зниження його модуля і густини. Це унеможливлює виготовлення електродів методом пресування, знижує міцність покриття і збільшує виділення диму при зварюванні, погіршує санітарно-гігієнічні умови праці і можливість спостереження за процесом зварювання. При зварюванні короткою дугою електрод приварюється до основного металу, а з підвищенням довжини дуги значно підвищується розбризкування. Шлак з наплавленого металу видаляється із труднощами. Задача винаходу - розробка електродного покриття переважно для зварювання й наплавлення олов'яних бронз, що виготовляється методом екструзії покриття на стрижень з тягнутих дротів: бронзи марки Бр ОФ 6,5-0,4 по ГОСТ 5017-74, або міді марки М1Т по ГОСТ 1173-2006, і які характеризуються підвищеною технологічністю при виготовленні електродів, міцністю покриття, кращими санітарно-гігієнічними умовами праці, високими зварювальнотехнологічними властивостями та забезпечують необхідну якість наплавленого металу. Поставлена задача досягається тим, що на стрижень з бронзи марки Бр ОФ 6,5-0,4 або міді марки М1Т наноситься покриття, яке вміщує в своєму складі кремнієво-фтористий натрій, фосфористу мідь, олово металеве, поташ, залізний сурик, слюду мусковіт, електродну целюлозу, а також кріоліт, мармур, фтористий натрій і марганець металевий, взяті в певному відношенні. Введення кремнієво-фтористого натрію (Na2SiF6) підвищує механічну міцність покриття й знижує схильність наплавленого металу до утворення пор. Олово і фосфориста мідь забезпечують необхідне легування наплавленого металу. Поташ вводиться для стабілізації горіння дуги. Слюда мусковіт та електродна целюлоза застосовуються як пластифікуючі добавки для придання обмазувальній масі необхідної пластичності при екструзійному нанесенню покриття, а також твердості і міцності сирого покриття на стрижні і забезпеченню високої якості виготовлення електродів. Залізний сурик введений для полегшення ідентифікації електродів. Електродне покриття вміщує наступні компоненти, мас. %: мармур 7-20 кріоліт 5-25 1 UA 106954 C2 5 10 15 кремнієво-фтористий натрій 4,5-15,5 фтористий натрій 4-17 олово металеве 10-40 фосфориста мідь 5-20 поташ (вуглекислий калій) 0,5-2 марганець металевий 6-10 сурик залізний 0,5-2 слюда мусковіт 0,5-2 електродна целюлоза 0,5-2. Електроди з запропонованим складом покриття виготовляються по наступній технології. Порошкові компоненти просівають через сито 0315 (ГОСТ 6613-86), дозують у певно визначеному співвідношенні. Приготовлена шихта ретельно перемішується в сухому вигляді, а потім зі зв'язуючим водним розчином калієво-натрієвого рідкого скла з силікатним модулем 2,93 3,2, густиною 1,4-1,46 г/см і в'язкістю 100-500 сП. Витрати рідкого скла складають 300-320 г на 1000 г сухої шихти. Готова обмазувальна маса поміщається в електродообмазувальний прес і екструдійно наноситься у вигляді покриття на металевий стрижень (бронзовий або мідний). Виготовлені електроди сушаться при кімнатній температурі на повітрі протягом не менше 12 годин до залишкової вологості покриття менше 4,5 %, а потім прожарюються в камерній електропечі при 300 °C протягом 2 годин. Для визначення граничних і оптимальних значень складу покриття було виготовлено 8 варіантів електродів. Склади покриттів електродів наведені в табл. 1. Варіанти 1-4 виготовлені з застосуванням стрижнів з бронзи марки БрОФ6,5-0,4, решта (5-8) на стрижнях з міді марки М1Т. Випробування оцінки зварювально-технологічних властивостей електродів проводили наступним чином: наплавлення відбувалося на постійному струмі при зворотній полярності на сталеві пластини зі сталі 20 товщиною 20 мм. Режими наплавлення: І зв = 100-120 А, U=25-27 В. Стійкість горіння дуги визначали стабільністю показань приборів (вольтметру і амперметру) та візуально. Таблиця 1 Склад покриттів дослідних електродів. Компоненти кріоліт марганець металевий мармур кремнієво-фтористий натрій фтористий натрій олово металеве фосфориста мідь поташ (вуглекислий калій) сурик залізний слюда мусковіт електродна целюлоза 1 18 10 20 4,5 17 20 5 1,5 1 2 1 2 20 10 17 10,5 12 15 10 1,5 1 2 1 Склад покриття, ваг. % 3 4 5 6 25 28 20 9 10 4 7 10 7 25 14 13 15,5 3 9 5 7 9,3 10 4 10 15 30 35 20 10 6 20 1,5 2,5 1,5 1,5 1 0,4 0,5 0,5 2 2,5 1,5 1,5 1 0,3 0,5 0,5 7 5 8 21 4 6 40 10 1,5 0,5 1,5 0,5 8 4 15 5 16 19,3 15 20 0,4 2,5 0,3 2,5 20 25 30 В результаті виконаних експериментів визначився оптимальний варіант електродного покриття. Підвищення кількості мармуру більше 20 % приводить до збільшення тугоплавкості шлаку, погіршенню формування поверхні наплавленого метала і відділення шлакової корки. При вмісті менше 7 % підвищується розтікання шлаку, погіршується шлаковий захист наплавленого метала і стійкість горіння дуги. Введення в покриття кріоліту (Na3AlF6), який являється основним флюсоутворюючим компонентом, і є легкоплавким, малогігроскопічним матеріалом, має низьку густину, добре змочує поверхню металу, що наплавляється, характеризується малою хімічною активністю до металу зварювальної ванни, сприятливо впливатиме на зварювально-технологічні властивості електродів. Збільшення вмісту кріоліту вище 25 % знижує технологічність при виготовленні електродів і міцність електродного покриття, а зниження нижче 5 % не дозволяє одержати задовільні зварювально-технологічні властивості електродів. 2 UA 106954 C2 5 10 15 20 25 30 35 Фтористий натрій (NaF) забезпечує добре відділення шлаку, формування поверхні наплавленого металу та знижує кількість неметалевих включень. Зниження вмісту фтористого натрію нижче 4 % приводить до погіршення відділення шлаку, а збільшення понад 17 % погіршує формування наплавленого металу. Якщо вміст кремнієво-фтористого натрію менше 4,5 % електроди схильні до утворення пор. Введення його в покриття більше ніж 15,5 % приводить до збільшення переходу кремнію в наплавлений метал, а також викликає швидке твердіння обмазувальної маси і труднощі при нанесенні покриття на стрижень. Кількість олова та фосфористої міді в покритті визначається необхідністю легування наплавленого металу оловом та фосфором. У випадку нанесення обмазувальної маси на стрижні марки БрОФ 6,5-0,4, при зниженні кількості олова в шихті нижче 10 % вміст олова в наплавленому металі становить менше 9 %, а при вмісті олова більше 20 % - у металі його виявляється більше 11 %, що різко зменшує пластичність наплавленого металу. Якщо використовуються стрижні марки М1Т, тоді при вмісті в шихті олова нижче 30 % наплавлений метал має менше 8 % олова, а при кількості олова в шихті більше 40 % - вище 10 % відповідно. Коли наноситься обмазувальна маса на стрижні марки БрОФ6,5-0,4, зниження кількості фосфористої міді в шихті нижче 5 % призводить до зменшення вмісту фосфору в наплавленому металі менше 0,5 %, а при вмісті фосфористої міді більше 20 % - у металі його виявляється більше 0,9 %, що суттєво зменшує пластичність наплавленого металу. Якщо марка стрижня М1Т, тоді при вмісті в шихті фосфористої міді нижче 6 % наплавлений метал вміщує менше 0,5 % фосфору, а при вмісті фосфористої міді в шихті більше 20 % - більше 0,9 % фосфору. Марганець вводиться для покращення формування наплавленого металу, для підвищення стабільності горіння електрода, а також відділення шлаку від поверхні валика. Оптимальний його вміст в шихті складає 6-10 %. Поташ вводиться для покращення стабільності горіння дуги. При його вмісті в шихті менше 0,5 % не досягається необхідна стабільність горіння дуги, а при вмісті більше 2 % покриття електродів становиться схильним до адсорбції атмосферної вологи, що може бути причиною появи пористості в наплавленому металі. При введенні пластифікуючих добавок (слюда мусковіт і електродна целюлоза) менше ніж 0,5 % кожного не забезпечується необхідна технологічність переробки обмазувальної маси, для виготовлення якісних електродів. Якщо ввести більше ніж 2 % в шихту вказаних компонентів, при зварюванні спостерігається утворення пор в наплавленому металі. При наплавленні електродами із зазначеними покриттями (у восьми варіантах) дуга горить стабільно, без помітного розбризкування, шлак покриває наплавлений метал рівної по товщині кіркою. Після закінчення наплавлення шлак легко відділяється металевою щіткою. Наплавлений метал має гарне формування поверхні. При його зовнішньому огляді пори, тріщини й шлакові включення не були виявлені. При зварюванні спостерігається незначне видалення диму. Хімічний склад наплавленого даними електродами металу приведена у табл. 2. Таблиця 2 Хімічний склад наплавленого металу. № електрода 1 2 3 4 5 6 7 8 Масова частка елементів у наплавленому металі, % Sn Р Мn 11,5 0,49 0,87 9,5 0,72 1,04 8,8 0,71 0,93 9,5 0,59 0,42 Решта 7,6 0,19 0,77 9,2 0,65 0,89 10,4 0,24 0,71 3,9 0,48 1,86 Сu Fe 3,2 3,46 3,8 3,14 0,49 0,89 0,4 0,56 40 45 Як бачимо з таблиці, метал наплавлений дослідними електродами № 2 та № 6 відповідає складу олов'яної бронзи типу БрО10Ф1. Твердість у всіх випадках знаходиться на рівні 140-160 НВ. Ці склади є оптимальними для електродів, виготовленими з використанням двох типів металевого стрижня - бронзи марки БрОФ 6,5-0,4 і міді марки М1Т. Запропоноване електродне покриття має наступні переваги, у порівнянні з відомим прототипом: підвищена технологічність при виготовленні електродів і міцність покриття, кращі 3 UA 106954 C2 санітарно-гігієнічні умови праці, добрі зварювально-технологічні властивості та гарна якість наплавленого металу. ФОРМУЛА ВИНАХОДУ 5 10 Електродне покриття для зварювання та наплавлення олов'яних бронз, що складається з кріоліту, мармуру, фтористого натрію, марганцю металевого, яке відрізняється тим, що додатково містить кремнієво-фтористий натрій, олово, фосфористу мідь, поташ (вуглекислий калій), сурик залізний, слюду мусковіт і електродну целюлозу, при наступному співвідношенні компонентів, мас. %: мармур 7-20 кріоліт 5-25 кремнієво-фтористий натрій 4,5-15,5 фтористий натрій 4-17 олово металеве 10-40 фосфориста мідь 5-20 поташ (вуглекислий калій) 0,5-2 марганець металевий 6-10 сурик залізний 0,5-2 слюда мусковіт 0,5-2 електродна целюлоза 0,5-2. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюIliushenko Valentyn Mykhailovych
Автори російськоюИлюшенко Валентин Михайлович
МПК / Мітки
МПК: B23K 35/365
Мітки: електродне, покриття, зварювання, бронз, олов`яних, наплавлення
Код посилання
<a href="https://ua.patents.su/6-106954-elektrodne-pokrittya-dlya-zvaryuvannya-ta-naplavlennya-olovyanikh-bronz.html" target="_blank" rel="follow" title="База патентів України">Електродне покриття для зварювання та наплавлення олов’яних бронз</a>
Електродне покриття для мокрого підводного зварювання високолегованих сталей типу 18-10

Номер патенту: 65338
Опубліковано: 12.12.2011
Автори: Фадєєва Галина Вікторівна, Ющенко Костянтин Андрійович, Максимов Сергій Юрійович, Каховський Микола Юрійович, Самойленко Віктор Іванович, Каховський Юрій Миколайович, Булат Олександр Володимирович
МПК: B23K 35/368
Мітки: електродне, підводного, 18-10, сталей, покриття, зварювання, високолегованих, мокрого, типу
Формула / Реферат:
1. Електродне покриття для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що містить мармур, плавиковий шпат, марганець, фероніобій, двоокис титану, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, розкислювачі - феротитан та феросиліцій (взяті разом або окремо), пластифікуючі домішки, причому компоненти покриття взяті в наступному співвідношенні, в мас.%: ...
Електродне покриття для мокрого підводного зварювання високолегованих сталей типу 18-10
Номер патенту: 100750
Опубліковано: 25.01.2013
Автори: Самойленко Віктор Іванович, Фадєєва Галина Вікторівна, Булат Олександр Володимирович, Максимов Сергій Юрійович, Каховський Микола Юрійович, Ющенко Костянтин Андрійович, Каховський Юрій Миколайович
МПК: B23K 35/368
Мітки: мокрого, електродне, типу, 18-10, високолегованих, зварювання, підводного, покриття, сталей
Формула / Реферат:
1. Електродне покриття для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що містить мармур, плавиковий шпат, марганець, фероніобій, двоокис титану, яке відрізняється тим, що до складу покриття додатково введені легуючі - хром металевий та нікелевий порошок, розкислювачі - феротитан та феросиліцій (взяті разом або окремо), пластифікуючі домішки, а саме - слюда мусковіт, сода кальцинована, причому компоненти...
Електродне покриття для зварювання різнорідних сталей

Номер патенту: 100287
Опубліковано: 10.12.2012
Автори: Ющенко Андрій Костянтинович, Самойленко Віктор Іванович, Пащенко Олег Григорович, Василенко Віктор Іванович, Косенко Петро Олексійович, Ющенко Костянтин Андрійович, Поташник Семен Ізрайлевич, Дубицький Юрій Іванович, Булат Олександр Володимирович, Рассовський Вадим Леонідович, Каховський Микола Юрійович, Фадєєва Галина Вікторівна, Каховський Юрій Миколайович
МПК: B23K 35/365, B23K 35/368
Мітки: різнорідних, електродне, зварювання, покриття, сталей
Формула / Реферат:
1. Електродне покриття для зварювання різнорідних сталей - низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т, що містить мармур, плавиковий шпат, феротитан, феросиліцій, яке відрізняється тим, що до складу цього покриття додатково введені хром металевий, нікелевий порошок,...
Електродне покриття для зварювання різнорідних сталей

Номер патенту: 61831
Опубліковано: 25.07.2011
Автори: Каховський Юрій Миколайович, Пащенко Олег Григорович, Фадєєва Галина Вікторівна, Ющенко Андрій Костянтинович, Поташник Семен Ізрайлевич, Каховський Микола Юрійович, Дубицький Юрій Іванович, Самойленко Віктор Іванович, Косенко Петро Олексійович, Ющенко Костянтин Андрійович, Булат Олександр Володимирович, Рассовський Вадим Леонідович, Василенко Віктор Іванович
МПК: B23K 35/00
Мітки: зварювання, електродне, різнорідних, покриття, сталей
Формула / Реферат:
1. Електродне покриття для зварювання різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т, що містить мармур, плавиковий шпат, феротитан, феросиліцій, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, марганець...
Склад порошкового дроту для наплавлення алюмінієвих бронз
Номер патенту: 61380
Опубліковано: 25.07.2011
Автори: Свиридов Олександр Володимирович, Ковтушенко Артур Викторович, Гринь Олександр Григорович, Гринь Владислав Олександрович
МПК: B23K 35/40
Мітки: бронз, дроту, алюмінієвих, наплавлення, порошкового, склад
Формула / Реферат:
Склад пресованого порошкового дроту для наплавлення алюмінієвих бронз, який вміщує мідну оболонку, нікелевий порошок, алюміній, який відрізняється тим, що додатково містить плавиковий шпат, кремнефтористий натрій, феросиліцій, феромарганець, бор, хром, магній фтористий, алюмінієвий порошок, а алюміній вводиться у вигляді крупки зі стружки, ваг. %: плавиковий шпат 8,0-10,0 кремнефтористий...
Попередній патент: Керамічний матеріал на основі діоксиду цирконію
Наступний патент: Спосіб керування рекуперацією енергії для тягових електропередач змінного струму моторовагонних автономних поїздів
Випадковий патент: Спосіб одержання біохімічно активної води