Електродне покриття для зварювання різнорідних сталей
Номер патенту: 61831
Опубліковано: 25.07.2011
Автори: Каховський Микола Юрійович, Косенко Петро Олексійович, Ющенко Костянтин Андрійович, Дубицький Юрій Іванович, Каховський Юрій Миколайович, Василенко Віктор Іванович, Булат Олександр Володимирович, Самойленко Віктор Іванович, Поташник Семен Ізрайлевич, Ющенко Андрій Костянтинович, Пащенко Олег Григорович, Фадєєва Галина Вікторівна, Рассовський Вадим Леонідович


Формула / Реферат
1. Електродне покриття для зварювання різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т, що містить мармур, плавиковий шпат, феротитан, феросиліцій, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, марганець азотований; розкислювачі - марганець та алюміній, взяті разом або окремо; один або декілька оксидів чотиривалентних металів, вибраних з наступного ряду металів - титану, цирконію, кремнію; пластифікуючі домішки, а саме - слюду мусковіт, електродну целюлозу, соду кальциновану, причому компоненти покриття взяті в наступному співвідношенні, мас. %:
мармур
24,0-28,0
плавиковий шпат
22,0-26,0
феротитан
2,5-3,0
феросиліцій
0,5-1,5
хром металевий
18,5-21,0
нікелевий порошок
12,0-14,5
марганець азотований
0,5-1,5
розкислювачі (марганець, алюміній)
5,0-5,5
оксиди чотирьохвалентних металів (титану, цирконію, кремнію)
3,0-5,0
пластифікуючі домішки (слюда мусковіт, електродна целюлоза, сода кальцинована)
0,5-3,0.
2. Електродне покриття за п. 1, яке відрізняється тим, що хром металевий та нікелевий порошок введені у вигляді сплаву хрому та нікелю.
3. Електродне покриття за п. 1, яке відрізняється тим, що оксиди чотиривалентних металів - титану, цирконію, кремнію введені у вигляді їх комплексних сполук типу силікатів титану та силікатів цирконію.
4. Електродне покриття за п. 1, яке відрізняється тим, що розкислювачі, які містять марганець та алюміній введені у вигляді їх сплаву.
5. Електродне покриття за п. 1, яке відрізняється тим, що як пластифікатори вибрані один або декілька компонентів з наступного ряду: нiфеліновий концентрат, карбоксиметилцелюлоза (КМЦ), поташ.
Текст
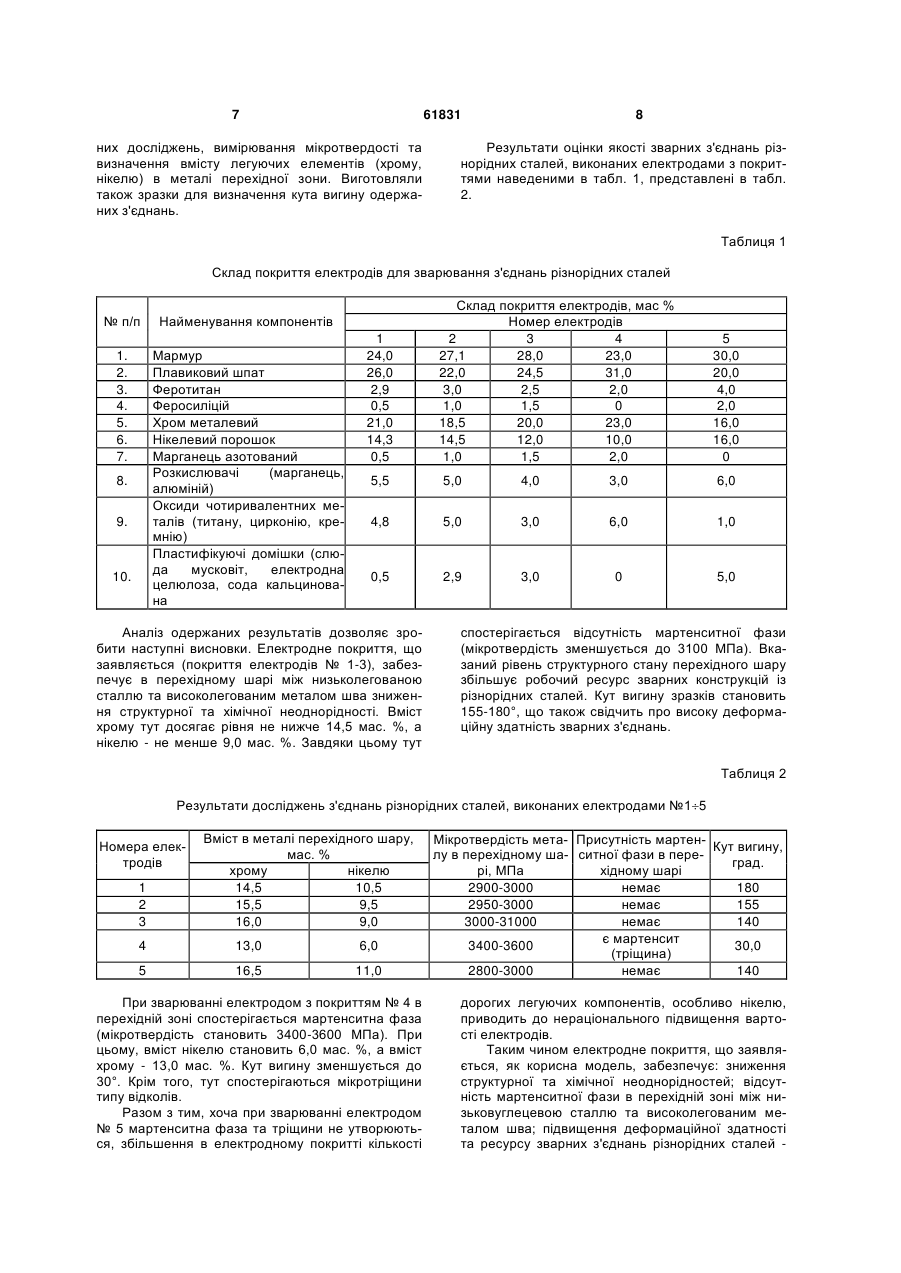
1. Електродне покриття для зварювання різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т, що містить мармур, плавиковий шпат, феротитан, феросиліцій, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, марганець азотований; розкислювачі - марганець та алюміній, взяті разом або окремо; один або декілька оксидів чотиривалентних металів, вибраних з наступного ряду металів титану, цирконію, кремнію; пластифікуючі домішки, а саме - слюду мусковіт, електродну целюлозу, U 2 (19) 1 3 самим зменшуючи експлуатаційну надійність зварних конструкцій, аж до їх руйнування внаслідок утворення та розвитку холодних тріщин (відколів). Отже, при розробці покритих електродів для зварювання різнорідних сталей необхідно виключити вказані негативні явища. Для ручного дугового зварювання різнорідних сталей, а саме низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12X17Т, 08X18Н10Т, так само сталей феритного класу типу 15X25T, застосовуються електроди марки ЭНТУ-3 типу Э10Х25Н13Г2 по ГОСТ 10052-75 [Борт М. М., Белоцкий Л. А., Васильєв Г. В. и др. Справочник электросварщика: - Москва - Киев: Машгиз, 1961 г., 752 стр., стр. 171]. Цей електрод складається із стрижня із сталі Св-07Х25Н13 та покриття , до складу якого входять наступні компоненти, в мас. % мармур 45 0 плавиковий шпат 39,0 двоокис титану 6,0 феромарганець 2,5 феротитан 5,5 феросиліцій 2,0. Застосування вказаних електродів в деяких випадках, а саме, при зварюванні товстого металу, а також при зварюванні сталей з підвищеним вмістом вуглецю, не завжди забезпечує отримання високоякісних зварних з'єднань. Іноді це залежить від кваліфікації зварника та режимів зварювання. Найбільш близьким до покриття, що заявляється як винахід, є склад покриття електродів марки ЦЛ9 типу Э-10Х25Н13Г2Б по ГОСТ 19952-75, аналогічного призначення, [Закс И. А.: - Электроды для дуговой сварки сталей и никелевых сплавов: Санкт-Петербург: Welcome, 1996, 381 стр., 340...341 стр.], яке вибране нами як прототип. Ці електроди складаються з металевого стрижня, виготовленого із сталевого дроту марки Св07Х25Н13, та покриття, яке містить компоненти при наступному їх співвідношенні, мас. % мармур 34,0 плавиковий шпат 39,5 двоокис титану 4,5 феромарганець 8,0 феротитан 3,0 феросиліцій 2,0 фероніобій 9,0. Покритий електрод марки ЦЛ-9 (прототип), як і електрод марки ЭНТУ-3 (аналог), забезпечує практично такий самий тип наплавленого металу, а саме Э-10Х25Н13Г2Б. Тобто містить 25,0 мас. % хрому, 13,0 мас. % нікелю, та 2,0 мас. % марганцю. Такий хімічний склад наплавленого металу не завжди спроможний забезпечити вимоги, які пред'являються до зварних з'єднань різнорідних сталей. При зварюванні відомими електродами різнорідних сталей, так само біметалу, в перехідній зоні товщиною до 100 мкм між низьковуглецевою сталлю та високолегованим наплавленим металом типу Э-10Х25Н13Г2Б (Э-10Х25Н13Г2) виникає структурна неоднорідність у вигляді окремих напівострівців низьковуглецевого металу в високоле 61831 4 гованому металі шва. Тут також виникає хімічна неоднорідність, яка проявляється в зниженні вмісту хрому та нікелю до 9 мас. % та 4 мас. %, відповідно. Внаслідок цього в перехідній зоні утворюється крихка мартенситна фаза (твердість 38004000 МПа) та виникають тріщини, що в подальшому спричиняє корозію та відшарування високолегованого металу від конструкційної низько вуглецевої сталі. Як наслідок зменшується працездатність зварного з'єднання та конструкції в цілому. Задачею корисної моделі, що пропонується, є створення покриття електродів для зварювання різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т, що забезпечує зниження структурної та хімічної неоднорідності, відсутність мартенситу в перехідній зоні між низьковуглецевою сталлю та високолегованим металом шва, та підвищення деформаційної здатності зварного з'єднання. Поставлена задача вирішується тим, що в електродне покриття для зварювання різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т,що містить мармур, плавиковий шпат, феротитан, феросиліцій, згідно з винаходом, додатково введені хром металевий, нікелевий порошок, марганець азотований; розкислювачі - марганець та алюміній, взяті разом або окремо; один або декілька оксидів чотиривалентних металі, вибраних з наступного ряду металів - титану, цирконію, кремнію; пластифікуючі домішки, а саме - слюду мусковіт, електродну целюлозу, соду кальциновану, причому компоненти покриття взяті в наступному співвідношенні, мас. % мармур 24,0-28,0 плавиковий шпат 22,0-26,0 феротитан 2,5-3,0 феросиліцій 0,5-1,5 хром металевий 18,5-21,0 нікелевий порошок 12,0-14,5 марганець азотований 0,5-1,5 розкислювачі (марганець, алюміній) 5,0-5,5 оксиди чотирьохвалентних металів (титану, цирконію, кремнію) 3,0-5,0 пластифікуючі домішки (слюда мусковіт, електродна целюлоза, сода кальцинована) 0,5-3,0. Мармур та плавиковий шпат є основними газошлакоутворюючими компонентами покриття електродів. Газошлакоутворюючі системи електродного покриття, що пропонується як і покриття прототипу, відноситься до фтористо-кальцієвого типу. Однак, суттєвою відмінністю заявляемого складу покриття є зниження вмісту мармуру до 24,0-28,0 мас.% порівняно із складом прототипу 34,0 мас. %. Зменшений вміст мармуру в складі електродного покриття поряд з застосуванням як 5 розкислювача марганцю металевого сприяє отриманню в наплавленому металі низького вмісту вуглецю, внаслідок чого зменшується розвиток структурної неоднорідності в перехідній зоні. При зменшенні в покритті вмісту мармуру нижче 24,0 мас. % не забезпечується надійний захист металу шва від повітряного середовища, що призводить до пористості зварних швів. При вмісті мармуру більш ніж 28,0 мас. % в металі шва збільшується вміст вуглецю. Зменшене використання в складі електродного покриття плавикового шпату (22,0-26,0) мас. %, порівняно з прототипом -39,5 мас. %, сприяє підвищенню стабільності горіння дуги, тобто покращує зварювально-технологічні властивості електродів. Подальше зменшення вмісту плавикового шпату - нижче 22 мас. % не забезпечує достатню стійкість металу зварних швів проти утворення пористості. При вмісті плавикового шпату більш ніж 26,0 мас. % погіршується стабільність горіння дуги. Додатковим введенням до складу електродного покриття таких шлакоутворюючих компонентів, як оксиди чотиривалентних металів (титану, цирконію, кремнію) в кількості 3-5 мас. % досягається комплекс фізико-хімічних властивостей шлаку, що забезпечує добре формування швів та відокремлення шлакової корки. Зменшення в електродному покритті вмісту вказаних оксидів менше 3,0 мас. % не забезпечує необхідного ефекту. При збільшенні їх кількості вище 5,0 мас. % на поверхні зварних швів утворюються плівки шпінеллю, які погіршують зовнішній вигляд та якість зварних швів. Додаткове введення до складу електродного покриття марганцю азотованого в кількості 0,5-1,5 мас. %, поряд з розкислювачами марганцем металевим та алюмінієм в кількості 5,0-5,5 мас. %, сприяє утворенню в металі шва високотемпературних нітридів та карбонітридів хрому, титану та алюмінію, які є модифікаторами металу шва і підвищують його стійкість проти утворення гарячих тріщин. Зменшення в покритті вмісту азотованого марганцю менше 0,5 мас.% та розкислювачів (марганцю та алюмінію) - менше 5,0 мас. % не дає позитивного ефекту. При збільшенні вмісту азотованого марганцю вище 1,5 мас. %, та розкислювачів - вище 5,5 мас. % може викликати пористість в зварних швах. Однак, найбільш суттєвою відмінністю є додаткове введення до складу електродного покриття хрому металевого в кількості 18,5-21,0 мас. % та нікелевого порошку в кількості 12,0-14,5 мас. %. При застосуванні електродних стрижнів із сталі Св-07Х25Н13, поряд із складом електродного покриття, що заявляється, в перехідному прошарку між низьковуглецевою сталлю та високолегованим металом шва зменшується структурна та хімічна неоднорідність. Вміст хрому досягає 15,0 мас.%, а нікелю - 9,0 мас. %, внаслідок чого тут виключається утворення мартенситної фази (мікротвердість зменшується до 3000 МПа). Вказані зміни структурного стану металу перехідної зони збільшують робочий ресурс зварних конструкцій із різнорідних сталей та біметалу. Підвищується де 61831 6 формаційна здатність зварних з'єднань, про що свідчить підвищення кута загину при випробуванні дослідних зразків. Введення хрому металевого в склад покриття в кількості, меншій, ніж 18,5 мас.%, не забезпечує отримання в перехідній зоні між низьковуглецевою сталлю та високолегованим швом вмісту хрому в кількості не нижче 15,0мас.%. Так само при використанні в складі покриття нікелевого порошку в кількості меншій 12,0 мас.%, зменшується вміст нікелю в перехідній зоні - нижче 9,0 мас. %. При такому зменшенні вмісту хрому та нікелю в перехідній зоні створюються умови для утворення тут крихких прошарків мартенситної фази, що в подальшому може призвести до утворення тріщин та відколів. Збільшення в складі покриття вмісту хрому вище 21,0 мас. %, та нікелю - вище 14,5 мас. % є не раціональним, оскільки збільшує витрати дорогих компонентів та вартість електродів. Додаткове введення до складу електродного покриття хрому металевого та нікелевого порошку та інших металевих компонентів спричиняє зниження технологічності електродної маси при виготовленні електродів, виникає необхідність додаткового введення в покриття пластифікуючих домішок, а саме - слюди мусковіт, електродної целюлози та соди кальцинованої в загальній кількості 0,5-3,0 мас. %. Менша за 0,5 мас. % кількість пластифікаторів не дозволяє забезпечити технологічність електродної маси при виготовленні електродів. В цьому випадку знижується пластична міцність покриття, на ньому утворюються вм'ятини та інші пошкодження. Більша за 3,0 мас. % кількість пластифікуючих домішок в покритті (слюди мусковіт, електродної целюлози та соди кальцинованої) підвищує схильність електродної маси до отвердіння під час пресування електродів, в наслідок чого не забезпечується рівномірність нанесення покриття відносно стрижня. Для оцінки якості зварних з'єднань різнорідних сталей низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 8X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т були виготовлені 5 партій покритих електродів діаметром 3 мм зі стрижнем із сталей Св-07Х25Н13 та покриттями, склади яких відповідають запропонованому (див. табл. 1, склади № 1; 2; 3) та - не відповідають запропонованому (див. табл. 1, склади № 4; 5). Для оцінки якості зварних з'єднань різнорідних сталей електродами № 15 зварювали постійним струмом зворотної полярності (при Ізв. = 80...100А, Uд = 26...28В) низьковуглецеву сталь (Ст. 3) із сталлю феритного класу типу 15Х25Т. Така комбінація з'єднання різнорідних сталей вибрана тому, що вона є найбільш проблематичною з точки зору забезпечення низької хімічної та структурної неоднорідності та відсутності крихких прошарків мартенситної фази в перехідній зоні. Товщина металу в з'єднаннях вказаних сталей складала 16 мм. Після зварювання із стикових з'єднань виготовляли мікрошліфи для проведення металографіч 7 61831 них досліджень, вимірювання мікротвердості та визначення вмісту легуючих елементів (хрому, нікелю) в металі перехідної зони. Виготовляли також зразки для визначення кута вигину одержаних з'єднань. 8 Результати оцінки якості зварних з'єднань різнорідних сталей, виконаних електродами з покриттями наведеними в табл. 1, представлені в табл. 2. Таблиця 1 Склад покриття електродів для зварювання з'єднань різнорідних сталей № п/п 1. 2. 3. 4. 5. 6. 7. Мармур Плавиковий шпат Феротитан Феросиліцій Хром металевий Нікелевий порошок Марганець азотований Розкислювачі (марганець, алюміній) Оксиди чотиривалентних металів (титану, цирконію, кремнію) Пластифікуючі домішки (слюда мусковіт, електродна целюлоза, сода кальцинована 1 24,0 26,0 2,9 0,5 21,0 14,3 0,5 Склад покриття електродів, мас % Номер електродів 2 3 4 27,1 28,0 23,0 22,0 24,5 31,0 3,0 2,5 2,0 1,0 1,5 0 18,5 20,0 23,0 14,5 12,0 10,0 1,0 1,5 2,0 5 30,0 20,0 4,0 2,0 16,0 16,0 0 5,5 5,0 4,0 3,0 6,0 4,8 5,0 3,0 6,0 1,0 0,5 2,9 3,0 0 5,0 Найменування компонентів 8. 9. 10. Аналіз одержаних результатів дозволяє зробити наступні висновки. Електродне покриття, що заявляється (покриття електродів № 1-3), забезпечує в перехідному шарі між низьколегованою сталлю та високолегованим металом шва зниження структурної та хімічної неоднорідності. Вміст хрому тут досягає рівня не нижче 14,5 мас. %, а нікелю - не менше 9,0 мас. %. Завдяки цьому тут спостерігається відсутність мартенситної фази (мікротвердість зменшується до 3100 МПа). Вказаний рівень структурного стану перехідного шару збільшує робочий ресурс зварних конструкцій із різнорідних сталей. Кут вигину зразків становить 155-180°, що також свідчить про високу деформаційну здатність зварних з'єднань. Таблиця 2 Результати досліджень з'єднань різнорідних сталей, виконаних електродами №15 Номера електродів 1 2 3 Вміст в металі перехідного шару, мас. % хрому нікелю 14,5 10,5 15,5 9,5 16,0 9,0 4 13,0 6,0 5 16,5 11,0 При зварюванні електродом з покриттям № 4 в перехідній зоні спостерігається мартенситна фаза (мікротвердість становить 3400-3600 МПа). При цьому, вміст нікелю становить 6,0 мас. %, а вміст хрому - 13,0 мас. %. Кут вигину зменшується до 30°. Крім того, тут спостерігаються мікротріщини типу відколів. Разом з тим, хоча при зварюванні електродом № 5 мартенситна фаза та тріщини не утворюються, збільшення в електродному покритті кількості Мікротвердість мета- Присутність мартенКут вигину, лу в перехідному ша- ситної фази в переград. рі, МПа хідному шарі 2900-3000 немає 180 2950-3000 немає 155 3000-31000 немає 140 є мартенсит 3400-3600 30,0 (тріщина) 2800-3000 немає 140 дорогих легуючих компонентів, особливо нікелю, приводить до нераціонального підвищення вартості електродів. Таким чином електродне покриття, що заявляється, як корисна модель, забезпечує: зниження структурної та хімічної неоднорідностей; відсутність мартенситної фази в перехідній зоні між низьковуглецевою сталлю та високолегованим металом шва; підвищення деформаційної здатності та ресурсу зварних з'єднань різнорідних сталей 9 61831 низьковуглецевих або низьколегованих з високолегованими сталями аустенітного класу, а також легованого плакуючого шару біметалу із сталей марок 08X13, 12Х17Т, 08Х18Н10Т, так само сталей феритного класу типу 15Х25Т. Тому, оскільки встановлено, що покриття електродів, яке заявляється як корисна модель, має суттєві відмінності, котрі не виявлені у відомих Комп’ютерна верстка М. Мацело 10 технічних рішеннях, то можна зробити висновок, що дана пропозиція має суттєві відзнаки. Електроди з покриттям, яке заявлено як корисна модель, пройшли лабораторні та промислові випробування, їм надано індекс АНВ-70БГ. На ці електроди оформлені технічні умови України - ТУ У 28.7-05416923-099:2010. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode coating for welding dissimilar steels
Автори англійськоюYuschenko Konstantyn Andriiovych, Bulat Oleksandr Volodymyrovych, Kakhovskyi Yurii Mykolaiovych, Samoilenko Viktor Ivanovych, Fadieieva Halyna Viktorivna, Kosenko Petro Oleksiiovych, Kakhovskyi Mykola Yuriiovych, Yuschenko Andrii Kostiantynovych, Potashnyk Semen Izrailevych, Rassovskyi Vadym Leonidovych, Dubytskyi Yurii Ivanovych, Vasylenko Viktor Ivanovych, Paschenko Oleh Hryhorovych
Назва патенту російськоюЭлектродное покрытие для сварки разнородных сталей
Автори російськоюЮщенко Константин Андреевич, Булат Александр Владимирович, Каховский Юрий Николаевич, Самойленко Виктор Иванович, Фадеева Галина Викторовна, Косенко Петр Алексеевич, Каховский Николай Юрьевич, Ющенко Андрей Константинович, Поташник Семен Израилевич, Рассовский Вадим Леонидович, Дубицкий Юрий Иванович, Василенко Виктор Иванович, Пащенко Олег Григорьевич
МПК / Мітки
МПК: B23K 35/00
Мітки: різнорідних, покриття, зварювання, сталей, електродне
Код посилання
<a href="https://ua.patents.su/5-61831-elektrodne-pokrittya-dlya-zvaryuvannya-riznoridnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Електродне покриття для зварювання різнорідних сталей</a>
Електродне покриття

Номер патенту: 37178
Опубліковано: 25.11.2008
Автори: Новиков Микита Варфоломійович, Сабірзянов Тагір Галійович, Мошнягул Віталій Васильович, Надворний Борис Євдокимович
МПК: B23K 35/22
Мітки: електродне, покриття
Формула / Реферат:
Електродне покриття, одним із інгредієнтів якого є рідке скло, яке відрізняється тим, що до інгредієнтів додатково включають електропічний шлак феронікелевого виробництва із вмістом оксиду магнію 30...35 %, оксиду кремнію 50...58 %, оксиду кальцію 1,2...2 %, нікелю 0,06...0,18 %, кобальту 0,001...0,005 % і хрому 1...2 %, рідке скло - решта.
Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 24113
Опубліковано: 31.08.1998
Автори: Лапшин Віктор Михайлович, Петрова Людмила Савеліївна, Сафронов Олександр Сергійович, Йосипов Микола Григорович, Філіпов Юрій Олександрович, Кир'яков Микола Миколайович, Хохлов Віктор Григорович, Мойсов Леонід Петрович, Дзюба Вячеслав Михайлович, Богаєвський Олексій Леонідович
МПК: B23K 35/365
Мітки: покриття, склад, низьколегованих, вуглецевих, електродного, сталей, зварювання
Формула / Реферат:
Формула изобретенияСостав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, поташ, целлюлозу, железный порошок, отличающийся тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополнительно содержит отвальный шлак никелевого производства и лигатуру...
Покритий електрод для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3
Номер патенту: 37403
Опубліковано: 25.11.2008
Автори: Ющенко Андрій Костянтинович, Фадєєва Галина Вікторівна, Булат Олександр Володимирович, Каховський Юрій Миколайович, Каховський Миколай Юрійович, Самойленко Віктор Іванович, Ющенко Костянтин Андрійович
МПК: B23K 35/368
Мітки: 17-13-2, електрод, покритий, типу, зварювання, хромонікельмолібденових, сталей, 17-15-3, 17-13-3
Формула / Реферат:
1. Покритий електрод для зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітного класу, що складається з високолегованого сталевого стрижня, що містить вуглець, кремній, марганець, хром, нікель, молібден, залізо та покриття, який відрізняється тим, що високолегований стрижень додатково містить азот при наступному співвідношенні компонентів, мас. %: вуглець ...
Електродне покриття
Номер патенту: 39806
Опубліковано: 15.06.2001
Автори: Волощенко Андрій Сергійович, Волощенко Михайло Васильович, Волощенко Сергій Михайлович
МПК: B23K 35/00, B23K 9/00
Мітки: покриття, електродне
Формула / Реферат:
Електродне покриття, яке містить в своєму складі: кремній, мармур, кальцій, магній, рідкісноземельні метали, залізо, чорний графіт, флюс церій-стронцій-кальцій /ЦСКц-122/, бентоніт, рідке скло, плавіковий шпат і яке відрізняється тим, що його компоненти було взято у такому співвідношенні:кремній І4-<25 % мармур 6-9 % Са 3-4 %...
Покритий електрод для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3
Номер патенту: 92710
Опубліковано: 25.11.2010
Автори: Ющенко Андрій Костянтинович, Фадєєва Галина Вікторівна, Ющенко Костянтин Андрійович, Самойленко Віктор Іванович, Каховський Миколай Юрійович, Булат Олександр Володимирович, Каховський Юрій Миколайович
МПК: B23K 35/368
Мітки: покритий, 17-15-3, сталей, зварювання, 17-13-3, хромонікельмолібденових, 17-13-2, типу, електрод
Формула / Реферат:
1. Покритий електрод для зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітного класу, який складається з високолегованого сталевого стрижня, що містить вуглець, кремній, марганець, хром, нікель, молібден, залізо та покриття, який відрізняється тим, що високолегований стрижень додатково містить азот при наступному співвідношенні компонентів, мас. %: вуглець ...
Попередній патент: Розвантажувальна решітка барабанного млина
Наступний патент: Пристрій захисту асинхронного електродвигуна
Випадковий патент: Спосіб підготовки плодів до зберігання