Установка для сушіння облицювального шпону з твердолистяних порід дерев
Номер патенту: 111612
Опубліковано: 10.11.2016
Автори: Змачинський Віталій Володимирович, Нікітченко Олександр Сергійович, Семенюк Віталій Володимирович
Формула / Реферат
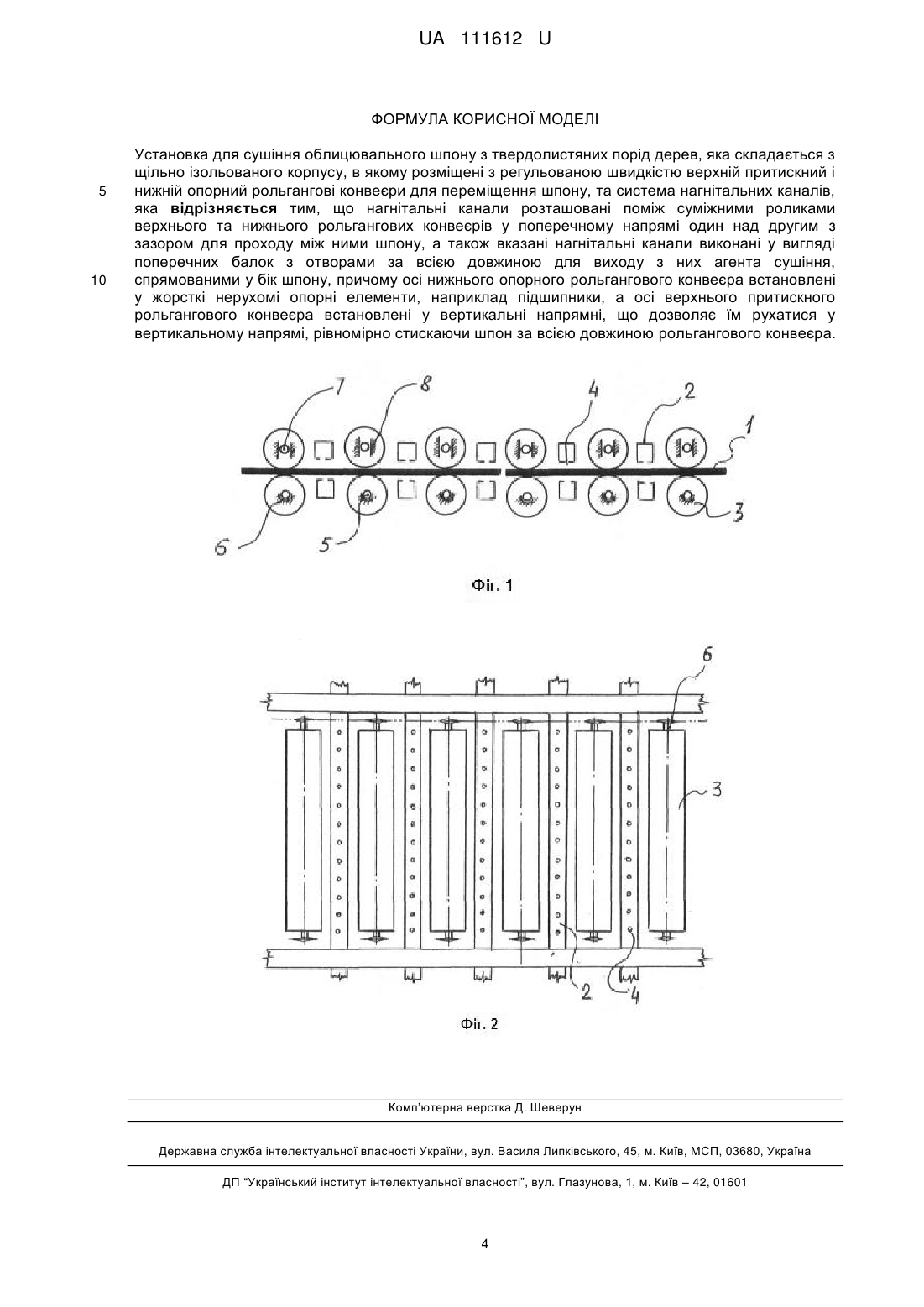
Установка для сушіння облицювального шпону з твердолистяних порід дерев, яка складається з щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю верхній притискний і нижній опорний рольгангові конвеєри для переміщення шпону, та система нагнітальних каналів, яка відрізняється тим, що нагнітальні канали розташовані поміж суміжними роликами верхнього та нижнього рольгангових конвеєрів у поперечному напрямі один над другим з зазором для проходу між ними шпону, а також вказані нагнітальні канали виконані у вигляді поперечних балок з отворами за всією довжиною для виходу з них агента сушіння, спрямованими у бік шпону, причому осі нижнього опорного рольгангового конвеєра встановлені у жорсткі нерухомі опорні елементи, наприклад підшипники, а осі верхнього притискного рольгангового конвеєра встановлені у вертикальні напрямні, що дозволяє їм рухатися у вертикальному напрямі, рівномірно стискаючи шпон за всією довжиною рольгангового конвеєра.
Текст
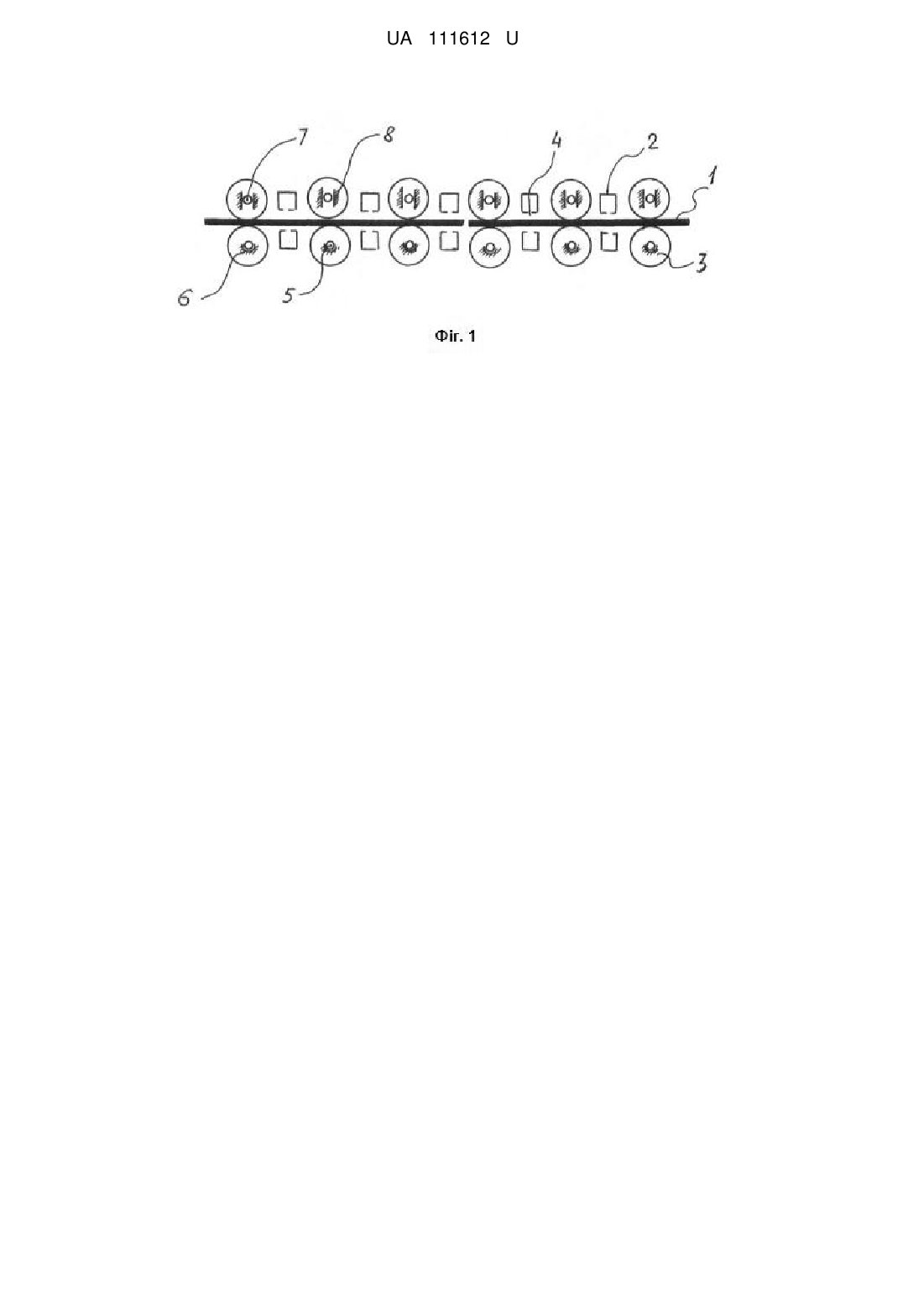
Реферат: Установка для сушіння облицювального шпону з твердолистяних порід дерев складається зі щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю верхній притискний і нижній опорний рольгангові конвеєри для переміщення шпону, та система нагнітальних каналів. Нагнітальні канали розташовані поміж суміжними роликами верхнього та нижнього рольгангових конвеєрів у поперечному напрямі один над другим з зазором для проходу між ними шпону, а також вказані нагнітальні канали виконані у вигляді поперечних балок з отворами за всією довжиною для виходу з них агента сушіння, спрямованими у бік шпону. Осі нижнього опорного рольгангового конвеєра встановлені у жорсткі нерухомі опорні елементи, наприклад підшипники. Осі верхнього притискного рольгангового конвеєра встановлені у вертикальні напрямні, що дозволяє їм рухатися у вертикальному напрямі, рівномірно стискаючи шпон за всією довжиною рольгангового конвеєра. UA 111612 U (12) UA 111612 U UA 111612 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до деревообробної галузі промисловості і може бути використана для сушіння лущеного та струганого шпону з метою підвищення теплоенергетичної ефективності даного процесу. На даний час для сушіння струганого шпону використовують стрічкові сушильні установки з пароповітряним середовищем - агентом сушіння [див. книгу: Білей П.В., Павлюст В.М. Сушіння та захист деревини. Підручник. Львів: Кольорове небо, 2008. - 312 с.]. Основним недоліком стрічкових сушильних установок є те, що під час сушіння шпон знаходиться у вільному стані, через що, з-за нерівномірної втрати тепла, він втрачає площинність, тобто стає хвилястим, а отже потребує подальшого обробітку, а також в ньому можуть утворюватися мікротріщини, що вважається браком. Тому найбільше поширення знайшли роликові установки для сушіння шпону, який затискається поміж роликів, що дозволяє уникнути появі зазначених дефектів. В цьому плані, найбільш близькою за своєю суттю та ефекту, що досягається, і яка приймається за прототип, є установка для сушіння шпону, яка складається з щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю рольгангові конвеєри для переміщення шпону. Для циркуляції повітря застосовані відцентрові вентилятори, які винесені за огородження установки та мають систему засмоктувальних і нагнітальних каналів, де в нагнітальний канал з розподільника подаються гарячі очищені від сажі та іскор топкові гази агент сушіння, що виробляються автономним агрегатом теплової енергії, який регулює температурний режим сушіння в установці. Агент сушіння подається безпосередньо у корпус установки з одного боку рольгангових конвеєрів, тобто перпендикулярно напряму руху шпону, а відводиться з другого боку рольгангових конвеєрів [див. пат. України № 66126 з класу F26B 3/02 опублікований 26.12.2011 року в Бюл. № 24 за 2011 p.]. Основним недоліком даного технічного рішення є низька ефективність витрати тепла через те, що агент сушіння подається у камеру, а не безпосередньо на шпон, який піддається сушінню. Тому значна кількість теплової енергії агента сушіння витрачається на нагрів самої камери та рольгангових конвеєрів, а отже, процес сушіння шпону з використанням відомої установки виявляється енерговитратним зі збільшеною тривалістю у часі. Другим суттєвим недоліком відомого технічного рішення є те, що установка не забезпечує рівномірності впливу агентом сушіння на шпон через те що він (агент сушіння) подається з боку рольгангових конвеєрів (перпендикулярно напряму руху шпону). При такому поданні агента сушіння, він, проходячи поперек рольгангових конвеєрів, поступово втрачає тепло та насичується вологою, тобто змінює свої початкові характеристики, а отже нерівномірно впливає на шпон, що рухається з одного та інших боків рольгангових конвеєрів. Тому якість сушіння шпону буде залишатися досить низькою, якщо дотриматися заданого рівня остаточної вологості у шпоні, що опинився рольгангу з боку подання агента сушіння, то у інших рядках шпон опиниться недосушеним, а якщо досягти нормованої вологості у шпоні, що рухався у останніх рядках, то шпон у перших рядках виявиться надмірно пересушеним. Вказані недоліки напряму пов'язані з конструктивною невдосконаленістю установки для сушіння шпону, зокрема системи подання агента сушіння у камеру, а не на шпон. В основу корисної моделі поставлена задача підвищення якості процесу сушіння шпону з одночасним зниженням енерговитрат та тривалості процесу за рахунок зміни принципу подання агента сушіння у теплоізольовану камеру та раціональної витрати тепла шляхом зміни конструкції та місця розташування нагнітальних каналів. Рішення поставленої задачі досягається тим, що в установці для сушіння облицювального шпону з твердолистяних порід дерев, яка складається зі щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю верхній притискний і нижній опорний рольгангові конвеєри для переміщення шпону, та система нагнітальних каналів, згідно з корисною моделлю, нагнітальні канали розташовані поміж суміжними роликами верхнього та нижнього рольгангових конвеєрів у поперечному напрямі один над другим з зазором для проходу між ними шпону, а також вказані нагнітальні канали виконані у вигляді поперечних балок з отворами за всією довжиною для виходу з них агента сушіння, спрямованими у бік шпону, причому осі нижнього опорного рольгангового конвеєра встановлені у жорсткі нерухомі опорні елементи, наприклад підшипники, а осі верхнього притискного рольгангового конвеєра встановлені у вертикальні напрямні, що дозволяє їм рухатися у вертикальному напрямі, рівномірно стискаючи шпон за всією довжиною рольгангового конвеєра. Завдяки розташуванню нагнітальних каналів поміж роликами, агент сушіння подається через отвори безпосередньо на шпон, а не в сушильну камеру, як у прототипі, що дозволяє з максимальною ефективністю використовувати тепло. 1 UA 111612 U 5 10 15 20 25 30 35 40 45 50 55 Завдяки тому, що агент сушіння подається на шпон з двох боків, максимально прискорюється процес сушіння. Завдяки тому, що отвори для виходу агента сушіння виконані за всією довжиною нагнітального каналу, установка забезпечує однаковий тепловий влив на шпон за всією шириною рольгангових конвеєрів, що дозволяє отримати шпон з однаковими властивостями (однаковою остаточною вологістю) незалежно з якого боку він опинився на рольгангових конвеєрах. Завдяки тому, що осі верхнього притискного рольгангового конвеєра встановлені у вертикальні напрямні, що дозволяє їм рухатися у вертикальному напрямі, ролики цього конвеєра натискають власною вагою на шпон незалежно від його товщини, яка, як відомо, змінюється за довжиною рольгангового конвеєра в міру втрати вологості шпоном. Завдяки тому, що ролики верхнього притискного рольгангового конвеєра виконані плаваючими, шпон після сушіння виходить рівним, тобто без хвилястості та згину, а отже не потребує подальшої обробки, спрямованої на отримання площинності, тобто зменшує кількість технологічних операцій виготовлення шпону. Отже, вся сукупність суттєвих ознак, що характеризують заявлене технічне рішення, та отриманих завдяки внесенню відповідних конструктивних змін у установку для сушіння, дозволяє досягти певного технічного результату, сформульованого у постановці задачі. Подальша суть запропонованого технічного рішення пояснюється спільно з кресленнями, на яких зображене наступне: фіг. 1 - схема верхнього притискного і нижнього опорного рольгангових конвеєрів установки для сушіння облицювального шпону з твердолистяних порід дерев, вигляд збоку; фіг. 2 - те ж саме, вигляд зверху без верхнього притискного рольгангового конвеєра. Запропонована установка для сушіння облицювального шпону з твердолистяних порід дерев містить щільно ізольований корпус будь-якої відомої конструкції (не показаний через загальновідомі), в якому розміщені з регульованою швидкістю верхній притискний та нижній опорний рольгангові конвеєри для переміщення поміж ними шпону 1, та систему нагнітальних каналів 2. Нагнітальні канали 2 розташовані поміж суміжними роликами 3 верхнього притискного та нижнього опорного рольгангових конвеєрів у поперечному напрямі один над другим з зазором для проходу між ними шпону 1. Нагнітальні канали 2 виконані у вигляді поперечних балок з отворами 4 за всією довжиною для виходу з них агента сушіння. Отвори 4 спрямовані у бік шпона 1. Осі 5 нижнього опорного рольгангового конвеєра встановлені у жорсткі нерухомі опорні елементи 6, за які можуть бути використані підшипники, встановлені у підшипникові коробки. Осі 7 верхнього притискного рольгангового конвеєра встановлені у вертикальні напрямні 8, що дозволяє їм рухатися у вертикальному напрямі, рівномірно стискаючи шпон 1 за всією довжиною рольгангових конвеєрів, тобто, довжиною сушильної камери. Запропонована установка для сушіння облицювального шпона з твердолистяних порід дерев працює в такий спосіб. Від автоматичного агрегату теплової енергії будь-якої відомої конструкції (не показаний через загальновідомість) агент сушіння подається разом безпосередньо у всі нагнітальні канали 2. Шпон 1 подається поміж роликами 3 верхнього притискного та нижнього опорного рольгангових конвеєрів і рухається вздовж сушильної камери з певною швидкістю, достатньою для висушування шпону 1 до кінцевої заданої вологості. При цьому висота розташування роликів 3 верхнього притискного конвеєра налагоджується автоматично завдяки розташуванню їхніх осей 7 у вертикальних напрямних 8 і автоматично змінюється за довжиною в міру висихання шпону 1. Завдяки тому, що шпон 1 знаходиться затиснутим між роликами 3 з обох боків, виключається будь-яка можливість його вигину за довжиною чи шириною. Агент сушіння виходить через отвори 4 і одразу ж потрапляє на шпон 1 з двох його боків. Швидкість руху шпону 1 між роликами 3 регулюється і залежить від початкової та кінцевої вологості шпону 1, породи деревини і товщини, а також регулюється температурою агента сушіння. Таким чином, запропонована установка для сушіння шпону 1 реалізує простий технологічний процес, проста в обслуговуванні та експлуатації. На запропоновану конструкцію сушильної установки легко модернізувати (реконструювати) будь-які роликові сушильні установки. Запропоноване технічне рішення перевірене на практиці. Заявлена установка для сушіння облицювального шпону з твердолистяних порід дерев не містить у своєму складі жодного вузла чи деталі, які б неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі деревообробної промисловості, а отже є придатною для промислового застосування, має технічні та інші переваги перед відомими аналогами, що підтверджує 2 UA 111612 U 5 10 15 20 25 30 35 40 45 50 55 можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної та іншої науково-технічної інформації не виявлено подібних установок для сушіння облицювального шпону із вказаною в пропозиції сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію "новизна" та вважається таким, що може отримати правовий захист. Суттєва відмінність запропонованої установки для сушіння облицювального шпону з твердолистяних порід дерев полягає в тому, що вона дозволяє агент сушіння спрямовувати безпосередньо на об'єкт сушіння, завдяки тому, що нагнітальні канали з отворами розташовані у одній площині з роликами рольгангових конвеєрів, а також в тому, що ролики верхнього притискного рольгангового конвеєра можуть вільно рухатися у вертикальному напрямі. Вказані відмінності, у сукупності, дозволяють прискорити процес сушіння шпону за рахунок подання на нього агента сушіння з двох боків, а також виключити зайві витрати тепла, отримати шпон з однаковою заданою остаточною вологістю за всією шириною рольгангових конвеєрів, а також абсолютно прямолінійний шпон за рахунок його рівномірного стискання за всією довжиною сушильної камери з однаковим навантаженням роликами верхнього притискного рольгангового конвеєра. Жодна із відомих установок для сушіння шпону не може водночас володіти всіма перерахованими властивостями, оскільки не містять у своєму складі всієї сукупності ознак, притаманних заявленому технічному рішенню. До технічних переваг запропонованої установки для сушіння облицювального шпону з твердолистяних порід дерев, у порівнянні з прототипом, можна віднести: - максимальна економія тепла за рахунок того, що агент сушіння подається безпосередньо на шпон, а не у сушильну камеру; - прискорення процесу сушіння за рахунок того, що агент сушіння подається з обох боків шпону; - отримання шпону з рівними показниками вологості за всією шириною рольгангових конвеєрів за рахунок того, що довжина нагнітальних каналів дорівнюється довжині роликів; - отримання шпону з прямолінійними поверхнями за рахунок того, що під час сушіння він затиснутий поміж поликів з однаковим зусиллям притискання верхніми роликами; - відсутність технологічної операції вирівнювання площинності поверхонь шпону з цієї ж причини; - зменшення габаритних розмірів установки, зокрема висоти за рахунок того, що нагнітальні канали розташовані поміж роликів. Соціальний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок підвищення продуктивності процесу сушіння внаслідок подання агента сушіння з двох боків шпону, а також за рахунок підвищення якості готового продукту внаслідок рівномірності вологості шпону за всією шириною рольгангових конвеєрів та абсолютної площинності поверхонь шпону. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок економії енергетичних ресурсів для сушіння внаслідок цілеспрямованого використання агента. Після опису запропонованої установки для сушіння облицювального шпону з твердолистяних порід дерев фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти виконання нагнітальних каналів, рольгангових конвеєрів, використання видів агентів сушіння, швидкість переміщення шпону тощо, можуть змінюватися залежно від порід дерев та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що нагнітальні канали для подання агента сушіння розташовані між роликами рольгангових конвеєрів, мають з ними однакову ширину, а сам агент сушіння безпосередньо впливає на шпон, до того ж з двох його боків, а ролики верхнього притискного рольгангового конвеєра виконані плаваючими у вертикальному напрямі і саме ці обставини, у сукупності, дозволяють надбати запропонованій установці вищеперераховані й інші переваги. Використання окремих конструктивних елементів установки, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технічними рішеннями в даній області знань, оскільки інші роликові сушарки, подібні описаній, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів, і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними до захисту охоронними документами. 60 3 UA 111612 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Установка для сушіння облицювального шпону з твердолистяних порід дерев, яка складається з щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю верхній притискний і нижній опорний рольгангові конвеєри для переміщення шпону, та система нагнітальних каналів, яка відрізняється тим, що нагнітальні канали розташовані поміж суміжними роликами верхнього та нижнього рольгангових конвеєрів у поперечному напрямі один над другим з зазором для проходу між ними шпону, а також вказані нагнітальні канали виконані у вигляді поперечних балок з отворами за всією довжиною для виходу з них агента сушіння, спрямованими у бік шпону, причому осі нижнього опорного рольгангового конвеєра встановлені у жорсткі нерухомі опорні елементи, наприклад підшипники, а осі верхнього притискного рольгангового конвеєра встановлені у вертикальні напрямні, що дозволяє їм рухатися у вертикальному напрямі, рівномірно стискаючи шпон за всією довжиною рольгангового конвеєра. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: порід, сушіння, шпону, облицювального, установка, твердолистяних, дерев
Код посилання
<a href="https://ua.patents.su/6-111612-ustanovka-dlya-sushinnya-oblicyuvalnogo-shponu-z-tverdolistyanikh-porid-derev.html" target="_blank" rel="follow" title="База патентів України">Установка для сушіння облицювального шпону з твердолистяних порід дерев</a>
Спосіб сушіння облицювального шпону з твердолистяних порід дерев
Номер патенту: 110257
Опубліковано: 26.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
Мітки: твердолистяних, порід, шпону, дерев, сушіння, спосіб, облицювального
Формула / Реферат:
1. Спосіб сушіння облицювального шпону з твердолистяних порід дерев, що включає почергове укладання шпону між піддонами, які разом утворюють штабель, з фіксуванням штабелю в площині шляхом впливу на шпон навантаження, переміщення штабеля в сушильну камеру з подальшим впливом в неї агентом сушіння на шпон, який відрізняється тим, що агент сушіння подають у піддони, які мають суцільну поверхню, що запобігає виходу агента сушіння з них, а у...
Агрегат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110256
Опубліковано: 26.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
Мітки: агрегат, твердолистяних, дерев, облицювального, стругання, шпону, порід
Формула / Реферат:
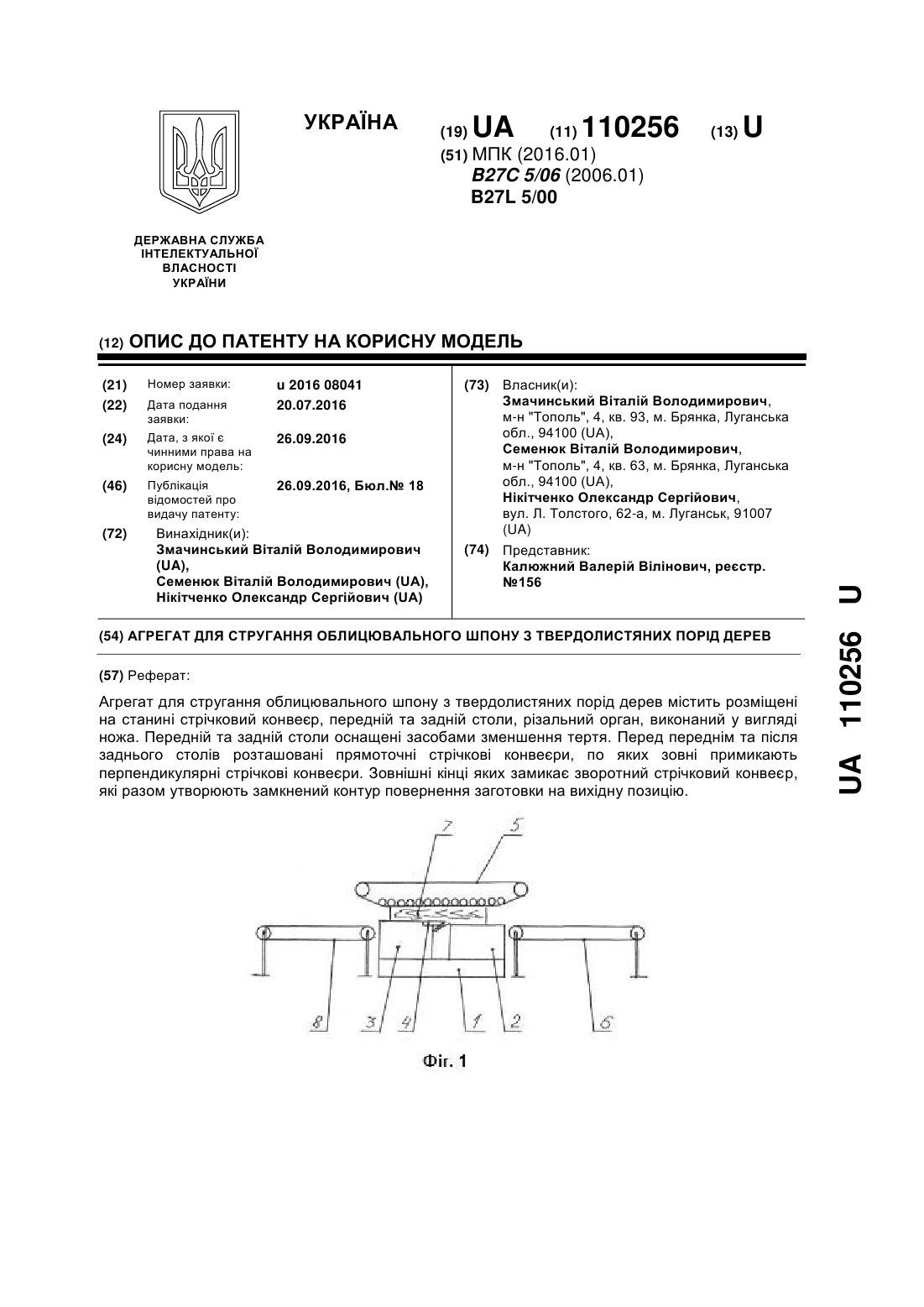
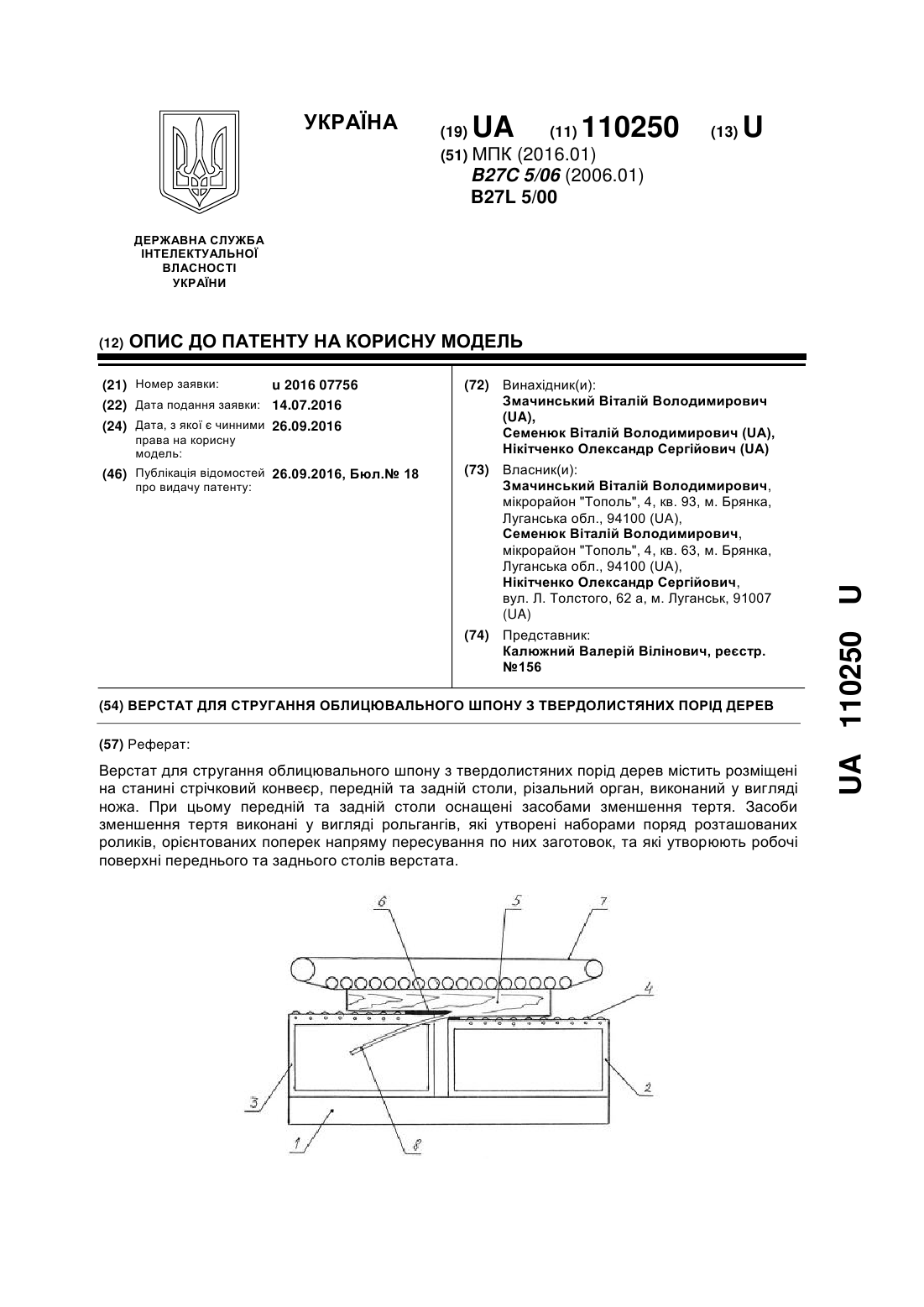
Агрегат для стругання облицювального шпону з твердолистяних порід дерев, що містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що перед переднім та після заднього столів розташовані прямоточні стрічкові конвеєри, по яких зовні примикають перпендикулярні стрічкові конвеєри, зовнішні...
Спосіб виготовлення облицювального шпону з твердолистяних порід дерев
Номер патенту: 109929
Опубліковано: 12.09.2016
Автори: Нікітченко Олександр Сергійович, Семенюк Віталій Володимирович, Змачинський Віталій Володимирович
МПК: B27L 5/00
Мітки: твердолистяних, облицювального, виготовлення, шпону, дерев, спосіб, порід
Формула / Реферат:
Спосіб виготовлення облицювального шпону з твердолистяних порід дерев, що включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку за допомогою ножа, сушіння та сортування шпону, який відрізняється тим, що стругання бруса-заготовки здійснюють у гарячому стані...
Верстат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110250
Опубліковано: 26.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
Мітки: шпону, стругання, порід, облицювального, твердолистяних, дерев, верстат
Формула / Реферат:
Верстат для стругання облицювального шпону з твердолистяних порід дерев, який містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що засоби зменшення тертя виконані у вигляді рольгангів, які утворені наборами поряд розташованих роликів, орієнтованих поперек напряму пересування по них...
Установка для сушіння шпону
Номер патенту: 66126
Опубліковано: 26.12.2011
Автори: Білей Петро Васильович, Приставський Богдан Ігорович, Павлюст Володимир Миколайович
МПК: F26B 3/02
Мітки: сушіння, установка, шпону
Формула / Реферат:
Установка для сушіння шпону, що складається з щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю рольгангові конвеєри для переміщення шпону, яка відрізняється тим, що для циркуляції повітря застосовані відцентрові вентилятори, які винесені за огородження установки та мають систему засмоктувальних і нагнітальних каналів, де в нагнітальний канал з розподільного подаються гарячі очищені від сажі та іскор, топкові гази, що...
Попередній патент: Спосіб усунення вродженого дефекту м’якого піднебіння
Наступний патент: Форма для випікання хлібобулочних виробів
Випадковий патент: Радіотелефонна система (варіанти), спосіб роботи кластера абонентських лінійних кіл та спосіб надання повторюваної групи часових інтервалів множині телефонних викликів