Процес виготовлення цирконієвих коронок зі стабілізованого ітрієм оксиду цирконію
Номер патенту: 112008
Опубліковано: 25.11.2016
Автори: Новіков Сергій Ігорович, Новікова Вікторія Валеріївна

Формула / Реферат
Процес виготовлення цирконієвих коронок зі стабілізованого ітрієм оксиду цирконію, що включає препарування зуба, сканування попередньо підготовлених зубів або моделей, створення за допомогою спеціальної комп'ютерної програми тривимірної робочої моделі майбутньої коронки, який відрізняється тим, що обсяг тривимірної робочої моделі на 20-25 % більше габаритів майбутньої коронки, далі готова робоча модель проходить роздруківку на 3D принтері, потім на отриману модель наноситься стабілізований ітрієм діоксид цирконію, після затвердіння коронка знімається з моделі, далі проводиться стандартне синтеризаційне випалювання моделі та пошарове нанесення на неї керамічної маси, причому кожний шар також проходить випалювання.
Текст
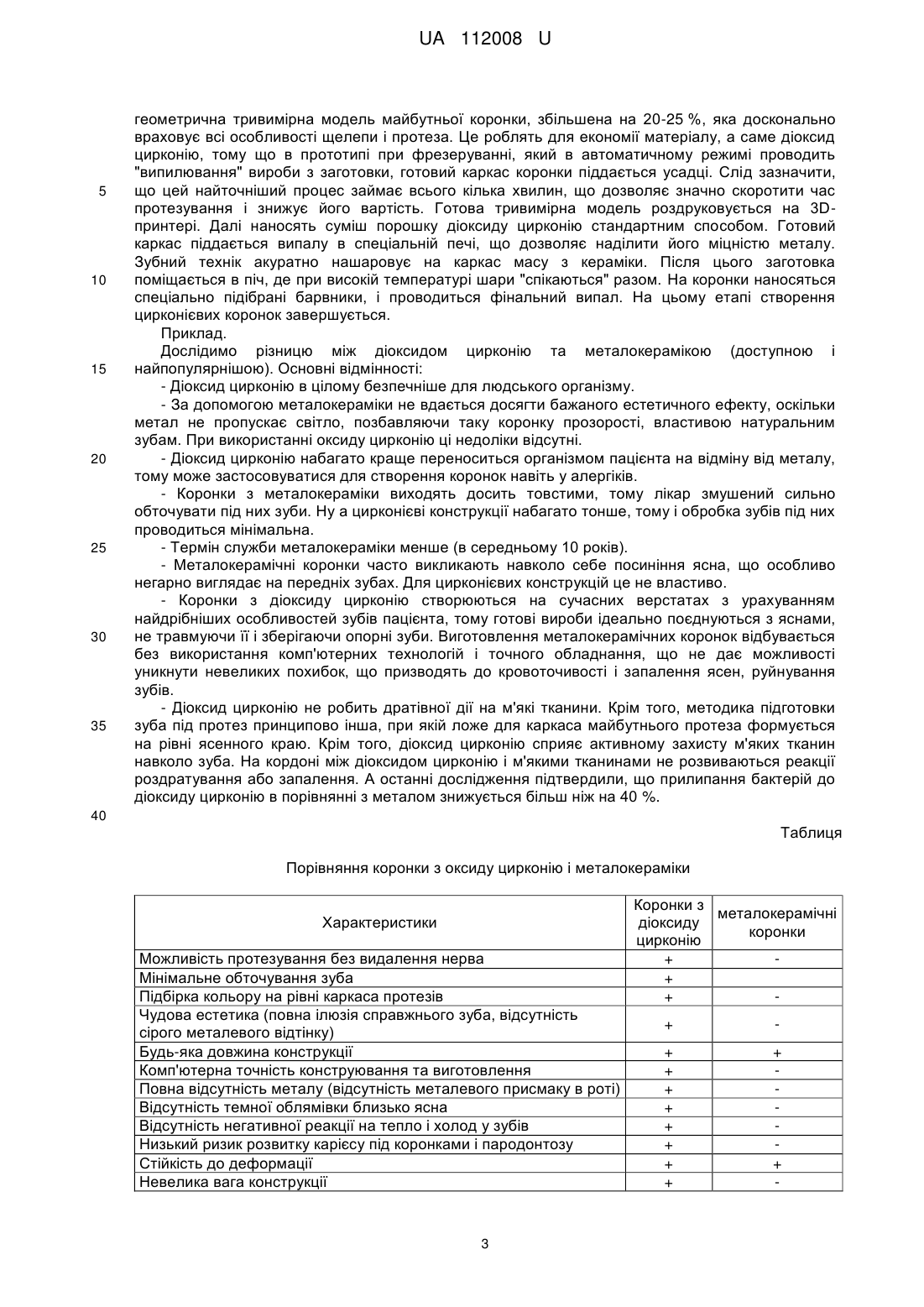
Реферат: Процес виготовлення цирконієвих коронок зі стабілізованого ітрієм оксиду цирконію включає препарування зуба, сканування попередньо підготовлених зубів або моделей, створення за допомогою спеціальної комп'ютерної програми тривимірної робочої моделі майбутньої коронки. Обсяг тривимірної робочої моделі на 20-25 % більше габаритів майбутньої коронки. Готова робоча модель проходить роздруківку на 3D-принтері, потім на отриману модель наноситься стабілізований ітрієм діоксид цирконію. Після затвердіння коронка знімається з моделі, далі проводиться стандартне синтеризаційне випалення моделі та пошарове нанесення на неї керамічної маси, причому кожний шар також проходить випалення. UA 112008 U (12) UA 112008 U UA 112008 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до медицини, а саме до ортопедичної стоматології, і може бути використана для виготовлення коронок або каркасів з діоксиду цирконію для використання в ортопедичній стоматології, а саме в способах отримання коронок для стоматологічного протезування. Відомий спосіб який полягає у виготовленні заготовки у вигляді циліндричної гільзи з подальшим формуванням коронки (пат. UA № 7514). Спочатку формують жувальну поверхню, а потім - екватор шляхом розміщення в порожнині гільзи еластичного матеріалу з подальшою його подовжньою деформацією. Але спосіб дуже застарілий. Існує спосіб, що включає одержання зліпка (пат. UA 35956, А61С 5/08, 16.04.2001, бюл. № 3), виготовлення гіпсової моделі зуба, що протезується, формування на ній з фарфорової маси коронки та її випал. Модель зуба, що протезується, виробляють з гіпсу, а формування на одержаній моделі фарфорової коронки здійснюють послідовним плазмовим напиленням на поверхню моделі прошарку з металу, шару пористої кераміки з оксиду алюмінію, повним видаленням прошарку металу та нанесенням зовнішнього шару фарфорової маси з послідовним її випалом. Недоліком даного способу є висока трудомісткість виготовлення форми, висока складність операцій. Відомий спосіб виготовлення фарфорових коронок зубів (А.С. № 1192810, публ. 23.11.85 Бюл. № 43), який включає приготування зліпка, виготовлення гіпсової моделі зуба, що протезується, формування на ній з фарфорової маси коронки, її випал при 1000-1100 °C та вилучення моделі. Суть способу полягає у тому, що зліпок заповнюють керамічною масою з -6 -1 в'язкістю 8-10 ПаС та коефіцієнтом термічного розширення (КТР) 5,0-5,5×10 град , після чого проводять сушіння зліпка разом з моделлю при 70-90 °C протягом 10-20 хвилин. Фарфорову масу наносять на модель та випалюють, а вилучення моделі здійснюють після випалу фарфорової коронки. Недоліками вищезгаданого способу є: трудомісткість операцій приготування та обробки формовочної вогнестійкої маси; неможливість точної відповідності та прилягання готової коронки до протезного ложа (відпрепарований зуб); відсутність регламентованого зазору між готовою коронкою та зубом для фіксуючого матеріалу (для кожного фіксуючого матеріалу потрібен оптимальний зазор, де б він міг розміститися); можливість просвічування фіксуючого матеріалу через напівпрозору стінку фарфорової коронки із зміною його кольору; утворення сітки мікротріщин на коронці після її випалу на вогнестійкій моделі із неможливості точного підбору моделі та фарфору; міцне спікання фарфорової коронки з шорсткою поверхнею вогнестійкої моделі, у результаті чого при витягуванні моделі викришуються частки фарфору із внутрішнього шару та послаблення міцності коронки щільно до її руйнування. Існує спосіб (пат. РФ № 2103940, 10.02.1998), за яким виготовляють дві розбірні комбіновані моделі, покривають модель препарованого зуба шаром воску, отримують зліпок з гіпсової моделі препарованого зуба, покритого воском і остаточно виготовляють порцелянову коронку). В ортопедичній стоматології для відтворення форми і розмірів зубів і зубних рядів використовують методи комп'ютерного моделювання (І.Ю. Лебеденко, М.В. Ретінская, А.О. Лобач. Сучасні безметалеві реставрації за технологією "CEREC" //Сучасна ортопедична стоматологія. -2007. -8. -С. 18-20). До них належить, зокрема, CAD/САМ технологія, при якій можливо створення тривимірної комп'ютерної моделі зуба і виконання комп'ютерного фрезерування, при цьому скорочуються терміни лікування пацієнта. Однак зазначені системи мають високу вартість, необхідне ручне доопрацювання виробів, неможливо моделювання в динамічній оклюзії в зв'язку з відсутністю віртуального артикулятора. Крім того, в CAD/САМ системах для відтворення міжщелепних співвідношень при скануванні знижується точність відтворення реальних оклюзійних співвідношень за рахунок сканування поверхні, що служить для просторової орієнтації тривимірних моделей, меншою за площею. Все це обмежує можливість застосування вищевказаних систем. Відомий спосіб виготовлення цирконієвих коронок (http://topdent.ru/articles/tsirkonievyekoronki.html), що полягає в скануванні попередньо підготовлених зубів для подальшого створення їх тривимірної моделі на комп'ютері, за допомогою спеціальної програми на основі сканованої тривимірної моделі створюється аналогічна модель майбутніх коронок, причому в даному випадку потрібно створення вже двох об'ємних шарів: по-перше - шару з тривимірною моделлю цирконієвого каркаса, а по-друге - з облицюванням каркаса на основі фарфору, готова тривимірна модель каркаса з цирконію завантажується в верстат для фрезерування, який в автоматичному режимі проводить "випилювання" вироби з заготовки, готовий каркас піддається випалу в спеціальній печі, зубний технік акуратно нашаровує на каркас масу з фарфору після 1 UA 112008 U 5 10 15 20 25 30 35 40 45 50 55 60 цього заготовка поміщається в піч, де при високій температурі фарфорові шари спікаються, далі на коронки наносяться спеціальні барвники, і проводиться випал. В основу корисної моделі поставлена задача удосконалення способу виготовлення цирконієвих коронок для стоматологічного протезування шляхом використання 3D-принтера, щоб досягти зменшення собівартості, збільшення високої точності виготовлення коронок або каркасів, покращення зчеплення з керамічним шаром, більш раціонального використання матеріалу, досягти дуже високої точності посадки коронки і до обточеного зуба та зменшення усадки і розширення. Поставлена задача вирішується тим, що процес виготовлення цирконієвих коронок зі стабілізованого ітрієм оксиду цирконію включає препарування зуба, сканування попередньо підготовлених зубів або моделей, створення за допомогою спеціальної комп'ютерної програми тривимірної робочої моделі майбутньої коронки, згідно з корисною моделлю, обсяг тривимірної робочої моделі на 20-25 % більше габаритів майбутньої коронки, далі готова робоча модель проходить роздруківку на 3D-принтері, на отриману модель наноситься стабілізований ітрієм діоксид цирконію, після затвердження коронка знімається з моделі, далі проводиться стандартне синтеризаційне випалювання моделі та пошарове нанесення на неї керамічної маси, причому кожний шар також проходить випалювання. У результаті отримуємо коронку з відмінним приляганням, тобто, знижується ймовірність помилки, викликаної людським фактором. В найближчому аналогу виточування каркаса проводять з цільного блока діоксиду цирконію. Для цього оброблені за допомогою комп'ютера дані надходять в блок управління фрезерної машини, яка випилює (фрезерує) з заготовки каркас. В результаті в матеріалі втілюється тривимірна модель по заданих параметрах, створена раніше на комп'ютері, але при такому способі діоксид цирконію використовується не дуже раціонально та треба враховувати усадку матеріалу. Технічний результат завдяки способу, що заявляється, дозволяє при дотриманні високої точності виготовлення знизити число ручних операцій при отриманні коронок в порівнянні з технологією фрезерування. За допомогою цієї технології можна створити практично будь-які незнімні конструкції: як з металокераміки, так і безметалеві коронки на основі оксиду цирконію: коронки, вкладки, вініри, індивідуальні абатменти, мостовидні протези, хірургічні шаблони. Оксид цирконію (стабілізований ітрієм, діоксид цирконію, цирконій) - так називається матеріал, який використовується замість металу для виготовлення каркасів коронок, мостовидних протезів естетичних абатментів (каркас коронки на імплантат). Діоксид цирконію з 1993 року активно і успішно впроваджується в стоматологічну практику. Діоксид цирконію - найсучасніший матеріал, який використовується для виробництва мостовидних протезів і одиночних коронок. По своїй міцності він не поступається металам, але на відміну від них має прекрасні естетичні якості. У сирому вигляді брусок оксиду цирконію за структурою нагадує крейду, і, лише після спікання в печі при температурі близько 1350 градусів С, набуває високу міцність і твердість, характерну для кераміки. Але при спіканні цей матеріал має усадку, а значить вихідні розміри коронки зменшуються, тобто традиційні способи ручного виготовлення цирконієвих протезів непридатні. Цифрові технології виключають найменші неточності і похибки, а допустимий зазор між коронкою і зубом знижується з 100-300 мкм до 30 мкм. Для пацієнтів це означає, що з'єднання зуба і коронки буде максимально точним, що значно знизить ризик руйнування зуба під коронкою. Таким чином безметалева керамічна коронка на основі цирконію - це найсучасніший спосіб протезування, що відрізняється високою довговічністю і естетичністю. Цирконієві коронки легше за металокерамічні і не здатні викликати алергію, а завдяки новому способу дозволяють зменшити усадку і розширення із впровадженням в процес 3D-принтера. Заявлений спосіб здійснюють наступним чином. Спочатку зуби піддаються терапевтичній підготовці: замінюються неякісні пломби, кореневі канали, які потребують лікування, зачищаються і пломбуються, проводиться лікування карієсу. Спеціаліст обточує опорні зуби під майбутні коронки. Проводиться сканування за допомогою лазерного або іншого об'ємного сканера підготовлених зубів для подальшого створення їх тривимірної моделі на комп'ютері - інформація про зліпок перекладається в цифровий формат. Дані надходять в комп'ютер зі встановленим програмним забезпеченням для CAD/САМ моделювання. Проаналізувавши дані, комп'ютер створює віртуальну (комп'ютерну) імітацію майбутньої щелепи і, конкретно, майбутнього протеза. В результаті виходить досконала 2 UA 112008 U 5 10 15 20 25 30 35 геометрична тривимірна модель майбутньої коронки, збільшена на 20-25 %, яка досконально враховує всі особливості щелепи і протеза. Це роблять для економії матеріалу, а саме діоксид цирконію, тому що в прототипі при фрезеруванні, який в автоматичному режимі проводить "випилювання" вироби з заготовки, готовий каркас коронки піддається усадці. Слід зазначити, що цей найточніший процес займає всього кілька хвилин, що дозволяє значно скоротити час протезування і знижує його вартість. Готова тривимірна модель роздруковується на 3Dпринтері. Далі наносять суміш порошку діоксиду цирконію стандартним способом. Готовий каркас піддається випалу в спеціальній печі, що дозволяє наділити його міцністю металу. Зубний технік акуратно нашаровує на каркас масу з кераміки. Після цього заготовка поміщається в піч, де при високій температурі шари "спікаються" разом. На коронки наносяться спеціально підібрані барвники, і проводиться фінальний випал. На цьому етапі створення цирконієвих коронок завершується. Приклад. Дослідимо різницю між діоксидом цирконію та металокерамікою (доступною і найпопулярнішою). Основні відмінності: - Діоксид цирконію в цілому безпечніше для людського організму. - За допомогою металокераміки не вдається досягти бажаного естетичного ефекту, оскільки метал не пропускає світло, позбавляючи таку коронку прозорості, властивою натуральним зубам. При використанні оксиду цирконію ці недоліки відсутні. - Діоксид цирконію набагато краще переноситься організмом пацієнта на відміну від металу, тому може застосовуватися для створення коронок навіть у алергіків. - Коронки з металокераміки виходять досить товстими, тому лікар змушений сильно обточувати під них зуби. Ну а цирконієві конструкції набагато тонше, тому і обробка зубів під них проводиться мінімальна. - Термін служби металокераміки менше (в середньому 10 років). - Металокерамічні коронки часто викликають навколо себе посиніння ясна, що особливо негарно виглядає на передніх зубах. Для цирконієвих конструкцій це не властиво. - Коронки з діоксиду цирконію створюються на сучасних верстатах з урахуванням найдрібніших особливостей зубів пацієнта, тому готові вироби ідеально поєднуються з яснами, не травмуючи її і зберігаючи опорні зуби. Виготовлення металокерамічних коронок відбувається без використання комп'ютерних технологій і точного обладнання, що не дає можливості уникнути невеликих похибок, що призводять до кровоточивості і запалення ясен, руйнування зубів. - Діоксид цирконію не робить дратівної дії на м'які тканини. Крім того, методика підготовки зуба під протез принципово інша, при якій ложе для каркаса майбутнього протеза формується на рівні ясенного краю. Крім того, діоксид цирконію сприяє активному захисту м'яких тканин навколо зуба. На кордоні між діоксидом цирконію і м'якими тканинами не розвиваються реакції роздратування або запалення. А останні дослідження підтвердили, що прилипання бактерій до діоксиду цирконію в порівнянні з металом знижується більш ніж на 40 %. 40 Таблиця Порівняння коронки з оксиду цирконію і металокераміки Характеристики Можливість протезування без видалення нерва Мінімальне обточування зуба Підбірка кольору на рівні каркаса протезів Чудова естетика (повна ілюзія справжнього зуба, відсутність сірого металевого відтінку) Будь-яка довжина конструкції Комп'ютерна точність конструювання та виготовлення Повна відсутність металу (відсутність металевого присмаку в роті) Відсутність темної облямівки близько ясна Відсутність негативної реакції на тепло і холод у зубів Низький ризик розвитку карієсу під коронками і пародонтозу Стійкість до деформації Невелика вага конструкції 3 Коронки з металокерамічні діоксиду коронки цирконію + + + + + + + + + + + + + + UA 112008 U 5 Таким чином всі етапи виробництва протезної конструкції повністю автоматизуються, а тому можливість помилки практично зведена до нуля, і досягається вищий естетичний ефект і максимальна точність прилягання коронки, тому завдяки простоті реалізації даного способу і високій його продуктивності можливе широке застосовувати його в практичній сфері охорони здоров'я. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Процес виготовлення цирконієвих коронок зі стабілізованого ітрієм оксиду цирконію, що включає препарування зуба, сканування попередньо підготовлених зубів або моделей, створення за допомогою спеціальної комп'ютерної програми тривимірної робочої моделі майбутньої коронки, який відрізняється тим, що обсяг тривимірної робочої моделі на 20-25 % більше габаритів майбутньої коронки, далі готова робоча модель проходить роздруківку на 3Dпринтері, потім на отриману модель наноситься стабілізований ітрієм діоксид цирконію, після затвердіння коронка знімається з моделі, далі проводиться стандартне синтеризаційне випалювання моделі та пошарове нанесення на неї керамічної маси, причому кожний шар також проходить випалювання. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: A61C 5/08, A61C 9/00, A61C 13/00
Мітки: стабілізованого, виготовлення, коронок, ітрієм, процес, цирконію, оксиду, цирконієвих
Код посилання
<a href="https://ua.patents.su/6-112008-proces-vigotovlennya-cirkoniehvikh-koronok-zi-stabilizovanogo-itriehm-oksidu-cirkoniyu.html" target="_blank" rel="follow" title="База патентів України">Процес виготовлення цирконієвих коронок зі стабілізованого ітрієм оксиду цирконію</a>
Шихта для виготовлення вогнетривких виробів із стабілізованого і моноклінного діоксиду цирконію
Номер патенту: 83918
Опубліковано: 26.08.2008
Автори: Гальченко Тетяна Георгіївна, Шляхова Тамара Михайлівна, Процак Олена Борисівна, Шулик Ірина Германівна, Орєхова Галина Петрівна
МПК: C04B 35/48, C04B 35/482
Мітки: цирконію, шихта, діоксиду, виготовлення, моноклінного, вогнетривких, виробів, стабілізованого
Формула / Реферат:
Шихта для виготовлення вогнетривких виробів із стабілізованого і моноклінного діоксиду цирконію, яка містить зернисту складову з діоксиду цирконію, що стабілізований оксидом ітрію, та тонкомелену складову з діоксиду цирконію, що стабілізований оксидом ітрію, і моноклінного діоксиду цирконію, яка відрізняється тим, що тонкомелена складова додатково містить тонкомелений глинозем з масовою часткою α-Аl2O3, не меншою за 85 %, причому ця...
Спосіб виготовлення електроплавленого порошку стабілізованого діоксиду цирконію для плазмового напилення
Номер патенту: 74190
Опубліковано: 15.11.2005
Автори: Орєхова Галина Петрівна, Караулов Анатолій Григорович, Шулик Ірина Германівна, Гальченко Тетяна Георгіївна
МПК: C23C 4/10, C01G 25/00, C04B 35/48
Мітки: електроплавленого, виготовлення, спосіб, стабілізованого, напилення, порошку, цирконію, діоксиду, плазмового
Формула / Реферат:
1. Спосіб виготовлення електроплавленого порошку стабілізованого діоксиду цирконію для плазмового напилення, який включає змішування порошків діоксиду цирконію і стабілізувальної добавки, плавлення суміші, подрібнення електроплавленого матеріалу, його розсів, електромагнітну сепарацію, який відрізняється тим, що електроплавлений матеріал після електромагнітної сепарації додатково піддають гідрокласифікації з введенням 0,01-0,075 %...
Шихта для виготовлення вогнетривких виробів із стабілізованого і моноклінного діоксиду цирконію
Номер патенту: 92809
Опубліковано: 10.12.2010
Автори: Гальченко Тетяна Георгіївна, Процак Олена Борисівна, Орєхова Галина Петрівна, Шулик Ірина Германівна
МПК: C04B 35/48
Мітки: цирконію, шихта, виготовлення, виробів, діоксиду, стабілізованого, вогнетривких, моноклінного
Формула / Реферат:
Шихта для виготовлення вогнетривких виробів із стабілізованого і моноклінного діоксиду цирконію, яка містить зернисту складову з діоксиду цирконію, що стабілізований оксидом ітрію, і тонкомелену складову - суміш спільного помелу з розміром зерен, меншим за 0,063 мм, діоксиду цирконію, що стабілізований оксидом ітрію, моноклінного діоксиду цирконію та глинозему з масовою часткою α-А12О3, не меншою за 85 %, яка відрізняється тим, що як...
Спосіб виготовлення електроплавленого порошку стабілізованого діоксиду цирконію для плазмового напилення
Номер патенту: 107462
Опубліковано: 12.01.2015
Автори: Шулик Ірина Германівна, Мартиненко Валерій Владленович, Гальченко Тетяна Георгіївна, Примаченко Володимир Васильович, Рищенко Сергій Іванович
МПК: C04B 35/48, C01G 25/02
Мітки: плазмового, електроплавленого, цирконію, діоксиду, виготовлення, напилення, порошку, стабілізованого, спосіб
Формула / Реферат:
Спосіб виготовлення електроплавленого порошку стабілізованого діоксиду цирконію для плазмового напилення, який включає змішування порошків діоксиду цирконію і стабілізуючої добавки, плавлення суміші, подрібнення електроплавленого матеріалу, його розсів, очищення від заліза, гідрокласифікацію з введенням поверхнево-активної речовини, який відрізняється тим, що очищення електроплавленого матеріалу від заліза здійснюють шляхом його обробки...
Адгезивний мостоподібний протез на основі оксиду цирконію
Номер патенту: 89806
Опубліковано: 25.04.2014
Автори: Ананевич Олег Васильович, Ожоган Зиновій Романович, Кумгир Ірина Романівна, Левко Володимир Петрович, Ожоган Роман Зіновійович
МПК: A61C 13/00
Мітки: адгезівний, оксиду, основі, протез, цирконію, мостоподібний
Формула / Реферат:
Адгезивний мостоподібний протез, конструкція якого складається з штучного зуба і фіксуючих елементів, виготовлених у вигляді вкладок, покритих керамічним матеріалом, який відрізняється тим, що конструкція виготовлена у вигляді каркаса із оксиду цирконію, де як опорні та фіксуючі елементи використовують вкладки типу overlays або inlays з прикріпленим штучним зубом, що заміщує дефект, при цьому верхня поверхня каркаса покрита керамічним...
Попередній патент: Пристрій для регулювання температури системи опалення
Наступний патент: Пристрій для вирівнювання амплітуд гармонічних сигналів
Випадковий патент: Спосіб лікування ожиріння та комбінований препарат, який містить сибутрамін та орлістат (варіанти)