Спосіб визначення коефіцієнта тертя стружки з лезом
Номер патенту: 115833
Опубліковано: 26.12.2017
Автори: Кравченко Юрій Григорович, Крюкова Наталія Вікторівна, Дербаба Віталій Анатолійович
Формула / Реферат
Спосіб визначення коефіцієнта тертя між стружкою і передньою поверхнею леза різального інструмента, що включає задання переднього кута леза і вимірювання динамометруванням дотичної та нормальної складових сили різання при гострому лезі, який відрізняється тим, що для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють дотичну і нормальну складові сили різання з визначенням кута тертя-зсуву в площині зсуву, визначають середнє значення в заданому діапазоні, а коефіцієнт тертя ƿy визначають згідно зі співвідношенням:
ƿy= 90º + γ – c – Ф,
де γ - передній кут леза,
с - постійна величина кута тертя-зсуву,
Ф - кут зсуву при заданих умовах процесу різання.
Текст
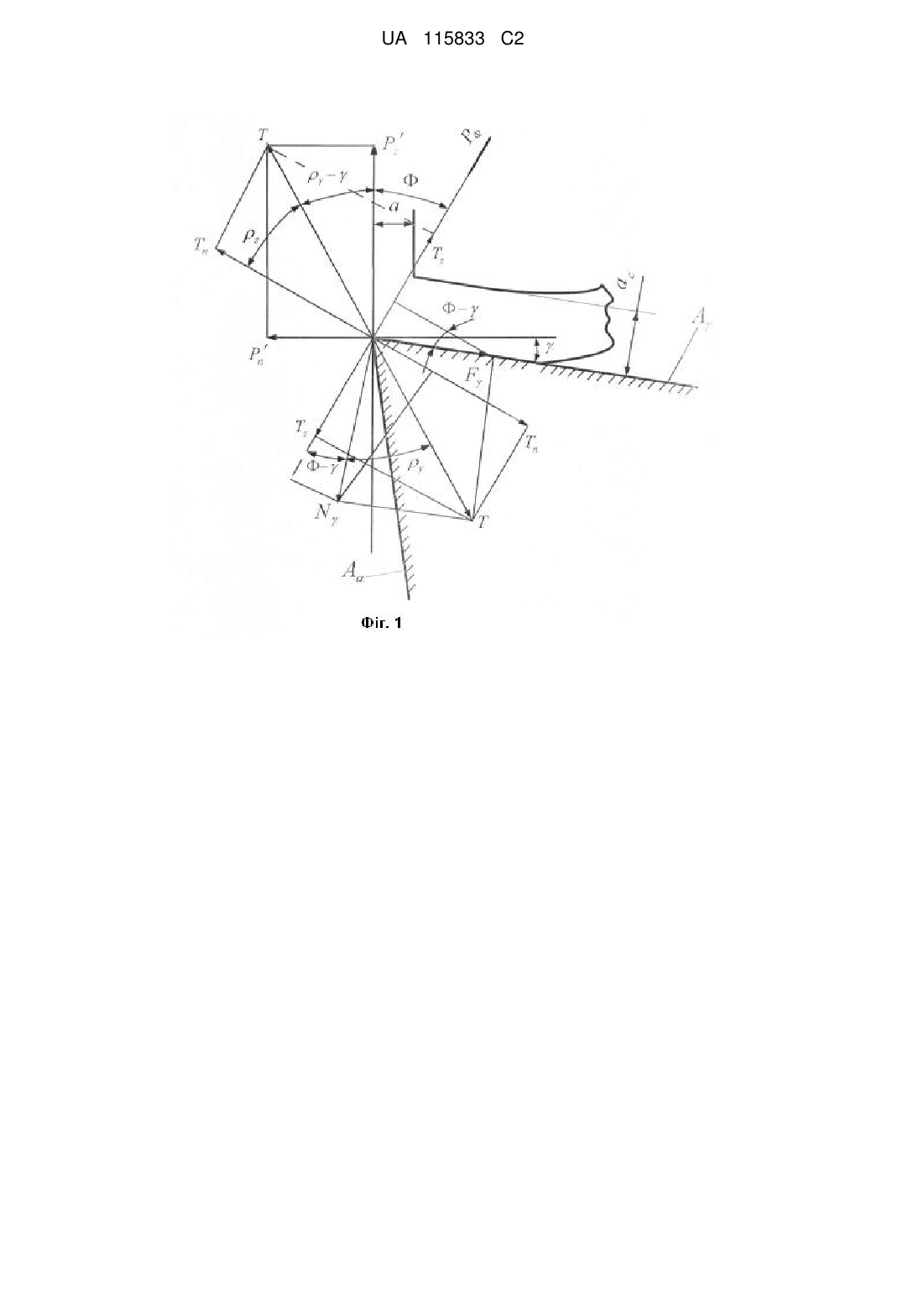
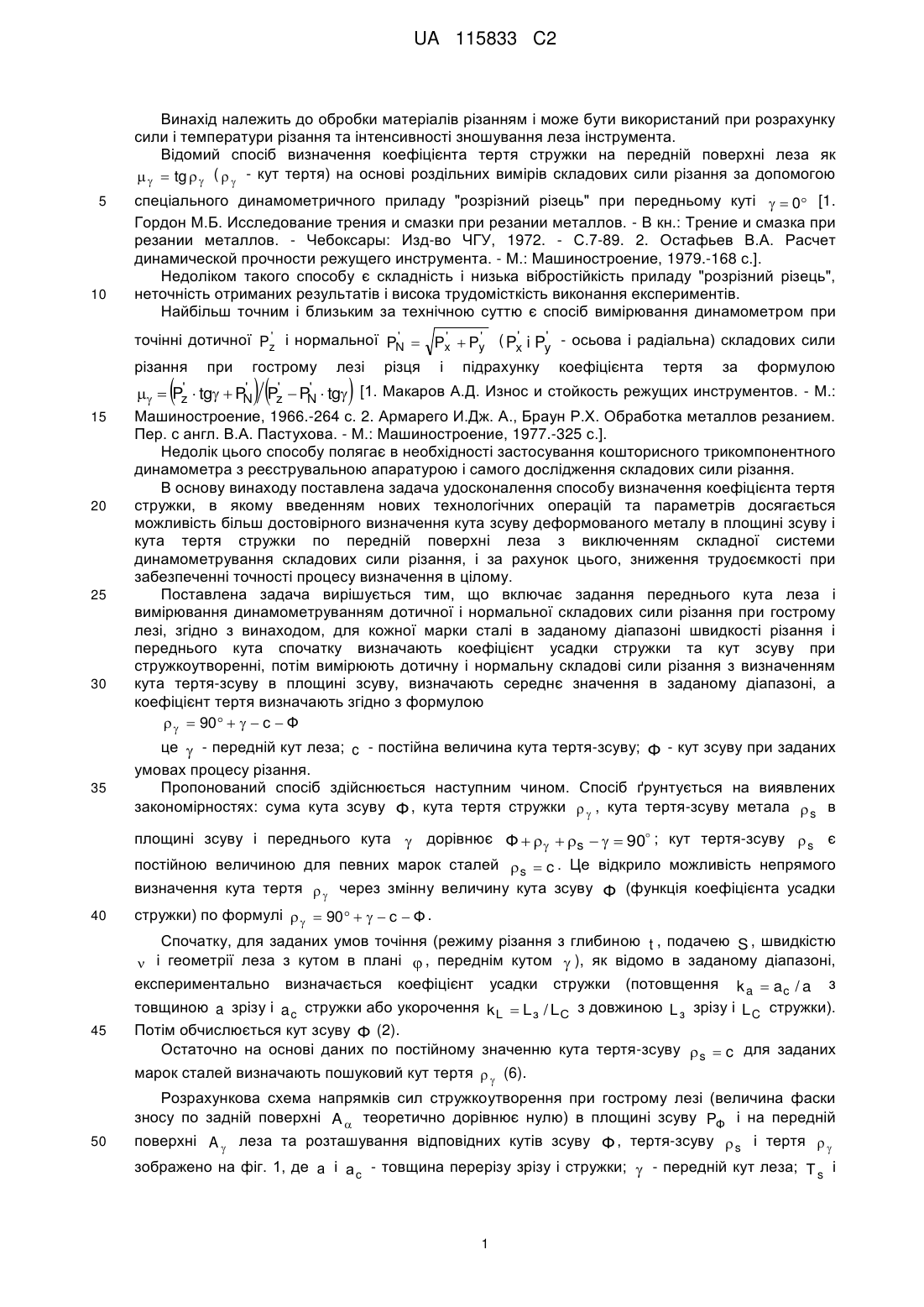
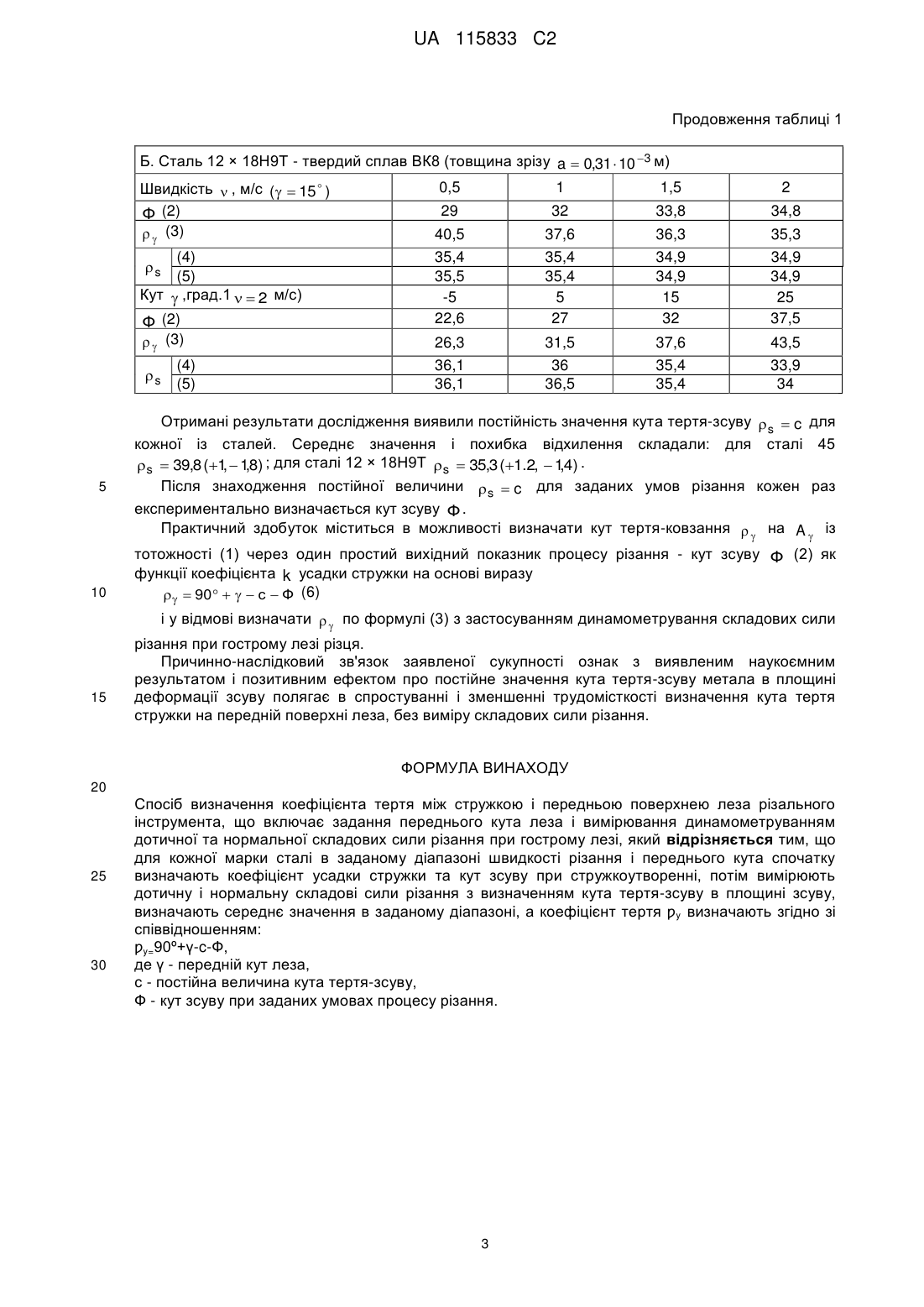
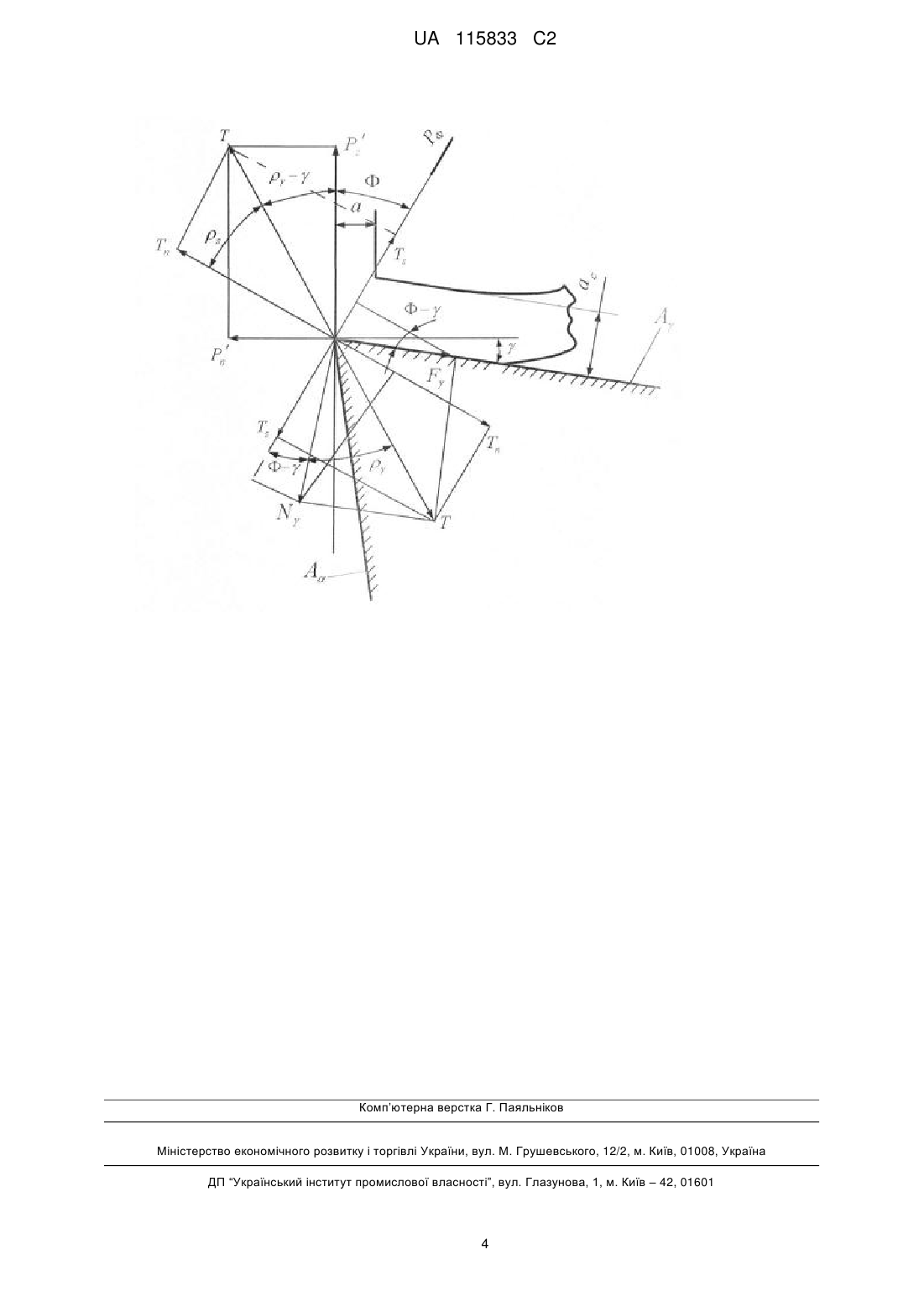
Реферат: Винахід належить до обробки матеріалів різанням. Спосіб визначення коефіцієнта тертя між стружкою і передньою поверхнею леза різального інструмента включає задання переднього кута леза і вимірювання динамометруванням дотичної та нормальної складових сили різання при гострому лезі, при цьому для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють дотичну і нормальну складові сили різання з визначенням кута тертя-зсуву в площині зсуву, визначають середнє значення в заданому діапазоні, а коефіцієнт тертя ƿy визначають згідно зі співвідношенням: ƿy= 90º + γ – c – Ф, де γ - передній кут леза, с - постійна величина кута тертя-зсуву, Ф - кут зсуву при заданих умовах процесу різання. Винахід знижує трудоємкість при забезпеченні точності процесу та скорочує процес визначення в цілому. UA 115833 C2 (12) UA 115833 C2 UA 115833 C2 Винахід належить до обробки матеріалів різанням і може бути використаний при розрахунку сили і температури різання та інтенсивності зношування леза інструмента. Відомий спосіб визначення коефіцієнта тертя стружки на передній поверхні леза як tg ( - кут тертя) на основі роздільних вимірів складових сили різання за допомогою 5 10 спеціального динамометричного приладу "розрізний різець" при передньому куті 0 [1. Гордон М.Б. Исследование трения и смазки при резании металлов. - В кн.: Трение и смазка при резании металлов. - Чебоксары: Изд-во ЧГУ, 1972. - С.7-89. 2. Остафьев В.А. Расчет динамической прочности режущего инструмента. - М.: Машиностроение, 1979.-168 с.]. Недоліком такого способу є складність і низька вібростійкість приладу "розрізний різець", неточність отриманих результатів і висока трудомісткість виконання експериментів. Найбільш точним і близьким за технічною суттю є спосіб вимірювання динамометром при ' ' ' ' ' ' точінні дотичної Pz і нормальної PN Px Py ( Px i Py - осьова і радіальна) складових сили різання 15 20 25 30 35 при гострому лезі різця і підрахунку коефіцієнта тертя за формулою ' ' ' ' Pz tg PN Pz PN tg [1. Макаров А.Д. Износ и стойкость режущих инструментов. - М.: Машиностроение, 1966.-264 с. 2. Армарего И.Дж. А., Браун Р.Х. Обработка металлов резанием. Пер. с англ. В.А. Пастухова. - М.: Машиностроение, 1977.-325 с.]. Недолік цього способу полягає в необхідності застосування кошторисного трикомпонентного динамометра з реєструвальною апаратурою і самого дослідження складових сили різання. В основу винаходу поставлена задача удосконалення способу визначення коефіцієнта тертя стружки, в якому введенням нових технологічних операцій та параметрів досягається можливість більш достовірного визначення кута зсуву деформованого металу в площині зсуву і кута тертя стружки по передній поверхні леза з виключенням складної системи динамометрування складових сили різання, і за рахунок цього, зниження трудоємкості при забезпеченні точності процесу визначення в цілому. Поставлена задача вирішується тим, що включає задання переднього кута леза і вимірювання динамометруванням дотичної і нормальної складових сили різання при гострому лезі, згідно з винаходом, для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють дотичну і нормальну складові сили різання з визначенням кута тертя-зсуву в площині зсуву, визначають середнє значення в заданому діапазоні, а коефіцієнт тертя визначають згідно з формулою 90 с Ф це - передній кут леза; c - постійна величина кута тертя-зсуву; Ф - кут зсуву при заданих умовах процесу різання. Пропонований спосіб здійснюється наступним чином. Спосіб ґрунтується на виявлених закономірностях: сума кута зсуву Ф , кута тертя стружки , кута тертя-зсуву метала s в площині зсуву і переднього кута дорівнює Ф s 90 ; кут тертя-зсуву s є постійною величиною для певних марок сталей s c . Це відкрило можливість непрямого визначення кута тертя через змінну величину кута зсуву Ф (функція коефіцієнта усадки 40 45 стружки) по формулі 90 с Ф . Спочатку, для заданих умов точіння (режиму різання з глибиною t , подачею S , швидкістю і геометрії леза з кутом в плані , переднім кутом ), як відомо в заданому діапазоні, експериментально визначається коефіцієнт усадки стружки (потовщення k a a c / a з товщиною a зрізу і a c стружки або укорочення k L L з / L С з довжиною L з зрізу і L C стружки). Потім обчислюється кут зсуву Ф (2). Остаточно на основі даних по постійному значенню кута тертя-зсуву s c для заданих марок сталей визначають пошуковий кут тертя (6). Розрахункова схема напрямків сил стружкоутворення при гострому лезі (величина фаски зносу по задній поверхні A теоретично дорівнює нулю) в площині зсуву PФ і на передній 50 поверхні A леза та розташування відповідних кутів зсуву Ф , тертя-зсуву s і тертя зображено на фіг. 1, де а і а с - товщина перерізу зрізу і стружки; - передній кут леза; Т s і 1 UA 115833 C2 Т n - дотична і нормальна складові результуючої сили стружкоутворення T ; s Ts Tn і s arctg s - коефіцієнт і кут тертя-зсуву в площині PФ ; F і N - дотична і нормальна сили 5 10 ' ' тертя стружки на A ; F N і arctg - коефіцієнт і кут тертя стружки; Pz і Pn дотична і нормальна складові сили різання при гострому лезі (проекції сили стружкоутворення T на координатну площину різання і основну площину). Попередньо одночасно визначається експериментально кути зсуву (нахилу площини зсуву PФ до площини різання) Ф , тертя (зовнішнього тертя-ковзання) стружки по передній поверхні леза , тертя-зсуву (внутрішнього тертя-зсуву) металу в площині деформації зсуву s . Визначаємо їх суму, яка дорівнює 90° для заданої марки сталі. Дійсно, проеціювання сил тертя F і тиску N стружки на передній поверхні A в напрямку дотичної Т s і нормальної Т n складових сили стружкоутворення Т (креслення) дає систему рівнянь: Ts N cos(Ф ) F sin( Ф ) , Tn N sin( Ф ) F cos(Ф ) з якої отримуємо коефіцієнт тертя-зсуву при внутрішній суцільності оброблюваного матеріалу в площині зсуву PФ 15 s Ts 1 tg tg(Ф ) ctg( Ф ) , Tn tg(Ф ) tg де tg F N - коефіцієнт тертя на A . Виразив s через кут тертя-зсуву tg s і через tg[90 ( Ф )] , знаходимо s Ф 90 (1) 20 Роздільно кожен із кутів (1) визначають експериментально: tgФ cos (k sin ) через коефіцієнт k усадки стружки; (2) P P tg; (3) tgФ P tgФ P . (4) ' ' arc tg через Pz tg Pn ' z ' n ' ' ' ' s arc tg s через s Pz Pn z n В свою чергу кут тертя-зсуву s може визначатися для порівняння також із тотожності (1) s 90 Ф (5) 25 Далі визначаємо постійну величину c . Взаємозв'язок кутів стружкоутворення на основі залежностей Ф (2), (3), s (4) або (5) від швидкості різання і переднього кута для прикладу наведено в табл. 1 відповідно для сталей 45 і 12 × 18Н9Т з різним рівнем оброблюваності. Таблиця 1 Розрахункові значення кутів стружкоутворення при точінні сталей 45 (А) і 12 × 18Н9Т(Б) Позначення кутів Значення кутів А. Сталь 45 – твердий сплав Т15К6 (товщина зрізу a 0,25 10 3 м) Швидкість , м/с ( 10 ) Ф (2) (3) (4) s (5) Кут , град. ( 2 м/с) Ф (2) (3) (4) (5) 0,5 1,25 2 2,75 21,3 25,9 28 29,7 37,9 40,7 40,8 -10 20,2 33,8 40,4 40,3 0 24 32,2 39,7 39,8 10 28 31 39,3 39,3 20 33,7 19,8 39,7 40 26 39,7 40 32,2 39,7 39,8 38,3 38 40 30 2 UA 115833 C2 Продовження таблиці 1 Б. Сталь 12 × 18Н9Т - твердий сплав ВК8 (товщина зрізу a 0,31 10 3 м) Швидкість , м/с ( 15 ) Ф (2) (3) (4) (5) Кут ,град.1 2 м/с) s Ф (2) (3) (4) s (5) 0,5 1 1,5 2 29 32 33,8 34,8 40,5 35,4 35,5 -5 22,6 37,6 35,4 35,4 5 27 36,3 34,9 34,9 15 32 35,3 34,9 34,9 25 37,5 26,3 36,1 36,1 31,5 36 36,5 37,6 35,4 35,4 43,5 33,9 34 Отримані результати дослідження виявили постійність значення кута тертя-зсуву s c для кожної із сталей. Середнє значення і похибка відхилення складали: для сталі 45 s 39,8 (1 18) ; для сталі 12 × 18Н9Т s 35,3 (1.2, 14) . , , , 5 10 15 Після знаходження постійної величини s c для заданих умов різання кожен раз експериментально визначається кут зсуву Ф . Практичний здобуток міститься в можливості визначати кут тертя-ковзання на A із тотожності (1) через один простий вихідний показник процесу різання - кут зсуву Ф (2) як функції коефіцієнта k усадки стружки на основі виразу 90 с Ф (6) і у відмові визначати по формулі (3) з застосуванням динамометрування складових сили різання при гострому лезі різця. Причинно-наслідковий зв'язок заявленої сукупності ознак з виявленим наукоємним результатом і позитивним ефектом про постійне значення кута тертя-зсуву метала в площині деформації зсуву полягає в спростуванні і зменшенні трудомісткості визначення кута тертя стружки на передній поверхні леза, без виміру складових сили різання. ФОРМУЛА ВИНАХОДУ 20 25 30 Спосіб визначення коефіцієнта тертя між стружкою і передньою поверхнею леза різального інструмента, що включає задання переднього кута леза і вимірювання динамометруванням дотичної та нормальної складових сили різання при гострому лезі, який відрізняється тим, що для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють дотичну і нормальну складові сили різання з визначенням кута тертя-зсуву в площині зсуву, визначають середнє значення в заданому діапазоні, а коефіцієнт тертя ƿ y визначають згідно зі співвідношенням: ƿy=90º+γ-c-Ф, де γ - передній кут леза, с - постійна величина кута тертя-зсуву, Ф - кут зсуву при заданих умовах процесу різання. 3 UA 115833 C2 Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 27/16, G01N 19/02, G01N 3/58
Мітки: тертя, визначення, коефіцієнта, стружки, лезом, спосіб
Код посилання
<a href="https://ua.patents.su/6-115833-sposib-viznachennya-koeficiehnta-tertya-struzhki-z-lezom.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення коефіцієнта тертя стружки з лезом</a>
Спосіб визначення коефіцієнта тертя стружки з лезом
Номер патенту: 115098
Опубліковано: 10.04.2017
Автори: Кравченко Юрій Григорович, Дербаба Віталій Анатолійович, Крюкова Наталія Вікторівна
МПК: G01N 19/02, B23B 27/16
Мітки: тертя, визначення, коефіцієнта, спосіб, стружки, лезом
Формула / Реферат:
Спосіб визначення коефіцієнта тертя між стружкою і передньою поверхнею леза різального інструмента, що включає задання переднього кута леза і вимірювання динамометруванням дотичної та нормальної складових сили різання при гострому лезі, який відрізняється тим, що для кожної марки сталі в заданому діапазоні швидкості різання і переднього кута спочатку визначають коефіцієнт усадки стружки та кут зсуву при стружкоутворенні, потім вимірюють...
Спосіб визначення коефіцієнта усадки стружки
Номер патенту: 3444
Опубліковано: 15.11.2004
Автори: Усачов Петро Антонович, Засименко Оксана Вячеславівна
МПК: B23B 1/00
Мітки: усадки, стружки, спосіб, коефіцієнта, визначення
Формула / Реферат:
Спосіб визначення коефіцієнта усадки стружки, що включає отримання стружки при заданій подачі та глибині різання і визначення коефіцієнта усадки стружки, який відрізняється тим, що додатково вимірюють ширину та товщину стружки та визначають коефіцієнт усадки стружки за формулою:де ac - товщина стружки;bc - ширина стружки;S - подача...
Спосіб визначення коефіцієнта усадки стружки при точінні в умовах виникнення автоколивань
Номер патенту: 114007
Опубліковано: 27.02.2017
Автори: Черновол Наталія Миколаївна, Зубарєв Андрій Євгенійович, Дядя Сергій Іванович, Внуков Юрій Миколайович, Кучугуров Марк Валерійович
МПК: B23B 1/00
Мітки: стружки, усадки, спосіб, точінні, автоколивань, умовах, визначення, виникнення, коефіцієнта
Формула / Реферат:
Спосіб визначення коефіцієнта усадки стружки при точінні в умовах виникнення автоколивань, що включає отримання стружки при заданій подачі та глибині різання і визначення коефіцієнта усадки стружки, який відрізняється тим, що вимірюють довжину хвиль на поверхні різання оброблюваної деталі і довжину хвиль на вільній поверхні стружки та визначають коефіцієнт усадки стружки за формулою:
Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки
Номер патенту: 25419
Опубліковано: 10.08.2007
Автори: Стельмах Наталія Володимирівна, Усачов Петро Антонович
МПК: B23B 35/00
Мітки: зразка, елементів, спосіб, отримання, усадки, визначення, коефіцієнта, стружки
Формула / Реферат:
Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки, що включає формування поверхні, з якої отримана стружка, який відрізняється тим, що формування поверхні здійснюють виконанням на зовнішній поверхні зразка вздовж твірної лінії ряду прорізів паралельно її осі на задану глибину t та відстань L один від одного.
Спосіб визначення коефіцієнта динамічної в’язкості пристінного шару розплавів термопластичних полімерів з урахуванням коефіцієнта пристінного тертя
Номер патенту: 81464
Опубліковано: 25.06.2013
Автори: Сокольський Олександр Леонідович, Борщик Сергій Олександрович, Педченко Анатолій Юрійович, Колосов Олександр Євгенович, Радич Юлія Володимирівна, Сідоров Дмитро Едуардович, Колосова Олена Петрівна, Сівецький Володимир Іванович, Коваленко Ксенія Геннадіївна, Куриленко Валерій Миколайович, Пристайлов Сергій Олегович, Кушнір Михайло Сергійович, Романченко Марія Анатоліївна
МПК: G01N 11/00
Мітки: пристінного, шару, в'язкості, визначення, урахуванням, коефіцієнта, полімерів, спосіб, розплавів, динамічної, термопластичних, тертя
Формула / Реферат:
Спосіб визначення коефіцієнта динамічної в'язкості пристінного шару розплавів термопластичних полімерів з урахуванням коефіцієнта пристінного тертя, відповідно до якого задають температуру розплаву термопластичного полімеру, вимірюють швидкість руху розплаву термопластичного полімеру у сталому режимі біля...
Попередній патент: Машина відцентрового лиття
Наступний патент: Рамка з решітчастим кільцевим елементом для стільників з розплодом для вуликів з циліндричним гніздовим корпусом
Випадковий патент: Спосіб ранньої діагностики ушкодження міокарда у хворих з хронічним обструктивним захворюванням легень та хронічним панкреатитом