Спосіб продувки ванни подового агрегату
Номер патенту: 116425
Опубліковано: 25.05.2017
Автори: Синегін Євген Володимирович, Молчанов Лавр Сергійович, Цибулько Володимир Сергійович, Стоянов Олександр Миколайович, Бойченко Борис Михайлович, Нізяєв Костянтин Георгійович

Формула / Реферат
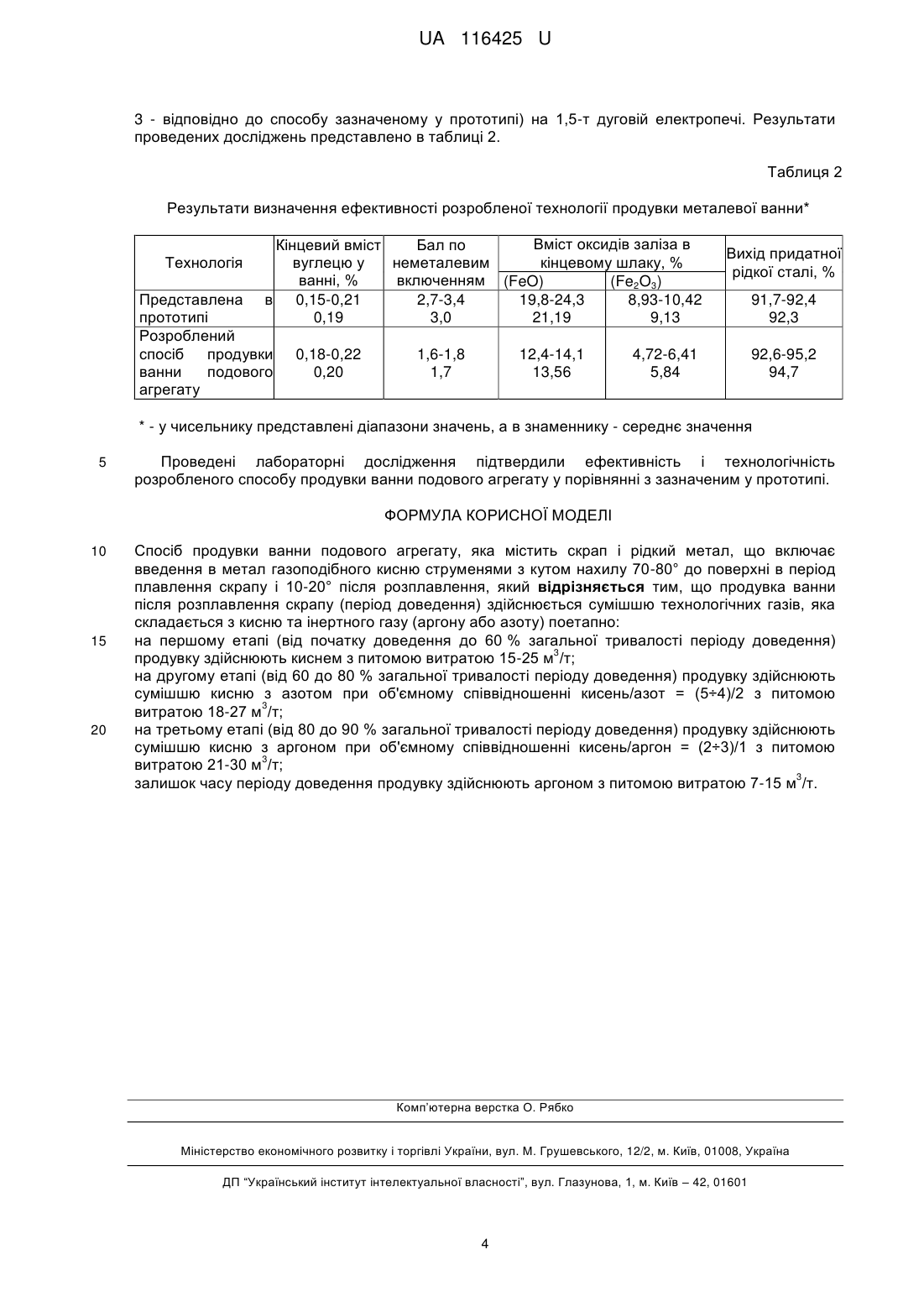
Спосіб продувки ванни подового агрегату, яка містить скрап і рідкий метал, що включає введення в метал газоподібного кисню струменями з кутом нахилу 70-80° до поверхні в період плавлення скрапу і 10-20° після розплавлення, який відрізняється тим, що продувка ванни після розплавлення скрапу (період доведення) здійснюється сумішшю технологічних газів, яка складається з кисню та інертного газу (аргону або азоту) поетапно:
на першому етапі (від початку доведення до 60 % загальної тривалості періоду доведення) продувку здійснюють киснем з питомою витратою15-25 м3/т;
на другому етапі (від 60 до 80 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з азотом при об'ємному співвідношенні кисень/азот = (5÷4)/2 з питомою витратою 18-27 м3/т;
на третьому етапі (від 80 до 90 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з аргоном при об'ємному співвідношенні кисень/аргон = (2÷3)/1 з питомою витратою 21-30 м3/т;
залишок часу періоду доведення продувку здійснюють аргоном з питомою витратою 7-15 м3/т.
Текст
Реферат: Спосіб продувки ванни подового агрегату містить скрап і рідкий метал, що включає введення в метал газоподібного кисню струменями з кутом нахилу 70-80° до поверхні в період плавлення скрапу і 10-20° після розплавлення. Продувка ванни після розплавлення скрапу (період доведення) здійснюється сумішшю технологічних газів, яка складається з кисню та інертного газу (аргону або азоту) поетапно: на першому етапі (від початку доведення до 60 % загальної тривалості періоду доведення) 3 продувку здійснюють киснем з питомою витратою 15-25 м /т; на другому етапі (від 60 до 80 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з азотом при об'ємному співвідношенні кисень/азот = (5÷4)/2 з питомою 3 витратою 18-27 м /т; на третьому етапі (від 80 до 90 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з аргоном при об'ємному співвідношенні кисень/аргон = (2÷3)/1 з 3 питомою витратою 21-30 м /т; 3 залишок часу періоду доведення продувку здійснюють аргоном з питомою витратою 7-15 м /т. UA 116425 U (12) UA 116425 U UA 116425 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, а саме до процесів виплавки сталі в металургійних агрегатах подового типу із застосуванням продувки ванни газоподібним киснем. Відомий спосіб інтенсифікації виробництва сталі в подових агрегатах [Авторське свідоцтво СРСР № 269961 МПК С21С Кл. 18b 7/00, опубл. 08.05.1970], який полягає в продувці ванни газоподібним окислювачем, що подається в метал під кутом 10-40° до поверхні ванни причому 50-70 % окислювача подають в центр ванни струменями, спрямованими в протилежні боки вздовж поздовжньої осі печі, з метою поліпшення його засвоєння. До недоліків даного способу можна віднести: високий ступінь окислення заліза та переходу в шлак у формі оксидів; додаткове забруднення сталі оксидними неметалічними включеннями, видалення яких ускладнено; підвищений вміст кисню в готовій сталі. Відомий також, вибраний як прототип, спосіб продувки ванни мартенівської печі [Авторське свідоцтво СРСР № 370240 М Кл. С21С 5/04, опубл. 15.11.1973], що включає введення газоподібного кисню струменями в розплав, який містить скрап і рідкий чавун, причому в період плавлення скрапу кисень вводять в ванну струменями з кутом нахилу 70-80°, а після розплавлення - під кутом 10-20° до поверхні ванни. Відомий спосіб має ряд недоліків: - зниження виходу придатної рідкої сталі внаслідок значного переокислення розплаву при досягненні низьких концентрацій вуглецю; - підвищений угар феросплавів, розкислювачів і легуючих матеріалів внаслідок підвищеного вмісту кисню в готовій сталі; - високий ступінь забруднення сталі оксидними неметалевими включеннями. В основу корисної моделі поставлена задача підвищення виходу придатної рідкої сталі при продувці ванни подового агрегату киснем через заглибну фурму. Поставлена задача вирішується за рахунок здійснення продувки ванни подового агрегату, що містить скрап і рідкий метал, газоподібним киснем струменями з кутом нахилу 70-80° до поверхні в період плавлення скрапу та 10-20° після його розплавлення (період доведення), при цьому продувка ванни після розплавлення скрапу здійснюється сумішшю технологічних газів, яка складається з кисню та інертного газу (аргону або азоту) поетапно: на першому етапі (від початку доведення до 60 % загальної тривалості періоду доведення) продувку здійснюють 3 киснем з питомою витратою 15-25 м /т; на другому етапі (від 60 до 80 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з азотом при об'ємному 3 співвідношенні кисень/азот = (5÷4)/2 з питомою витратою 18-27 м /т; на третьому етапі (від 80 до 90 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з 3 аргоном при об'ємному співвідношенні кисень / аргон = (2÷3)/1 з питомою витратою 21-30 м /т; 3 залишок часу періоду доведення продувку здійснюють аргоном з питомою витратою 7-15 м /т. Крім цього використання розробленого способу продувки ванни подового агрегату в комплексі з підвищенням виходу придатної рідкої сталі дозволяє підвищити її якість за рахунок зниження вмісту залишкового кисню і неметалічних включень. Запропонований спосіб продувки ванни подового агрегату характеризується наступними загальними рисами в порівнянні з прототипом: - застосування як окислюючого газу кисню; - введення газоподібного кисню в ванну подового агрегату, що містить рідкий чавун і металевий скрап; - здійснення введення газоподібного кисню в металеву ванну струменями з кутом нахилу 7080° до поверхні в період плавлення скрапу і 10-20° після його розплавлення. Відмінні риси в порівнянні з прототипом: - додаткове введення після розплавлення скрапу (період доведення) в металеву ванну інертних газів (азоту або аргону); - розділення періоду доведення на 4 етапи з різною витратою і складом суміші технологічних газів. Розроблений спосіб продувки здійснюється у ванні подового агрегату, яка містить скрап і рідкий метал; при цьому газоподібний кисень вводиться струменями з кутом нахилу 70-80° до поверхні в період плавлення скрапу та 10-20° після розплавлення. Крім цього продувку ванни після розплавлення скрапу (період доведення) здійснюють сумішшю технологічних газів, що включає кисень і інертний газ (аргон або азот) поетапно: на першому етапі (від початку доведення до 60 % загальної тривалості періоду доведення) продувку здійснюють киснем з 3 питомою витратою 15-25 м /т; на другому етапі (від 60 до 80 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з азотом при об'ємному співвідношенні 3 кисень/азот = (5÷4)/2 з питомою витратою 18-27 м /т; на третьому етапі (від 80 до 90 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з аргоном при 1 UA 116425 U 3 5 10 15 20 25 30 35 40 45 50 55 60 об'ємному співвідношенні кисень / аргон = (2÷3)/1 з питомою витратою 21-30 м /т; залишок часу 3 періоду доведення продувку здійснюють аргоном з питомою витратою 7-15 м /т. Ефективність видалення вуглецю з металевої ванни пов'язана, в першу чергу, з його вмістом, тому, враховуючи значну зміну вмісту вуглецю в металевому розплаві по ходу здійснення процесу виплавки сталі, операція доведення була поділена на 4 стадії. На першій стадії протікають переважно процеси окислення вуглецю (це викликано високою концентрацією вуглецю в розплаві), що створює передумови для здійснення продувки технічним киснем. Введення до складу суміші для продувки на даному етапі нейтральних газів (азот або аргон) в будь-яких кількостях призводить до зниження ефективності процесу зневуглецювання, викликаючи або збільшення тривалості плавки, або витрати твердих окислювачів (марганцевоабо залізорудних матеріалів). У процесі виробництва сталі в зв'язку зі зниженням вмісту вуглецю в розплаві процес його видалення переходить у дифузійний режим (швидкість його протікання визначається швидкістю підведення вуглецю та кисню до місця протікання хімічної реакції), викликаючи необхідність прискорення масообмінних процесів. Дієвим способом поліпшення процесів масообміну є додаткова продувка металевої ванни нейтральним газом. Тому на другій стадії продувку металевої ванни здійснюють сумішшю технологічних газів (кисню та азоту) при об'ємному співвідношенні кисень/азот = (5÷4)/2. Це дозволяє підвищити ефективність процесів зневуглецювання металевої ванни без значного локального переокислення в колофурмених зонах. У разі застосування для продувки суміші технологічних газів з об'ємним співвідношенням кисень/азот (5÷4)/2 відсутнє ефективне перемішування розплаву, що призводить до локального переокислення металу та зниження виходу придатної рідкої сталі (за рахунок підвищення вмісту оксидів заліза в шлаку). Подальше протікання процесів зневуглецювання розплаву так само пов'язане з високою ефективністю процесів масопереносу, що обумовлює необхідність застосування суміші технологічних газів (кисень і нейтральний газ). Крім цього вдування азоту в металеву ванну призводить до підвищення його концентрації в розплаві, викликаючи погіршення якості сталі. Тому на третій стадії продувку здійснюють сумішшю кисню з аргоном при об'ємному співвідношенні кисень/аргон = (2÷3)/1. Це дозволяє прискорити процеси масопідводу вуглецю до місця протікання процесів зневуглецювання при одночасному видаленні залишкового азоту з розплаву. У разі застосування для продувки суміші технологічних газів з об'ємним співвідношенням кисень/аргон (2÷3)/1 не забезпечується ефективне видалення залишкового азоту з розплаву. Оскільки в процесі введення в металеву ванну газоподібного кисню обсяг ванни значно відрізняється за температурою та хімічним складом, то метою останнього етапу продувки є її гомогенізація. Це досягається за рахунок здійснення продувки аргоном. Враховуючи, що швидкість окислення вуглецю в розплаві залежить від його концентрації, то і тривалість зазначених вище етапів різна. Так тривалість першого етапу - від початку доведення до 60 % від загальної тривалості операції доведення, що пов'язано з необхідністю окислення вуглецю при високих його концентраціях у розплаві. У разі збільшення тривалості першого етапу (понад 60 % від загальної тривалості операції доведення) в металевій ванні набувають поширення процеси окислення заліза, що призводять до значного випалу металу. У разі виключення з технологічного циклу плавки першого етапу значно подовжується весь цикл виробництва сталі. Тривалість другого етапу - від 60 до 80 % загальної тривалості операції доведення, пов'язана з ефективним окисленням залишкового вуглецю у ванні при одночасному виключенні значного окислення заліза. При скороченні даного етапу менше ніж від 60 до 80 % загальної тривалості операції доведення знижується ефективність процесу зневуглецювання, що приводить до збільшення загальної тривалості плавки. У разі подовження - більше ніж від 60 до 80 % загальної тривалості операції доведення спостерігається значне переокислення ванни, яке приводить до зниження виходу рідкої сталі. Тривалість третього етапу - від 80 до 90 % загальної тривалості періоду доведення обумовлена необхідністю видалення залишкового вуглецю та надлишкового азоту з металевої ванни. У разі скорочення даного етапу менше ніж від 80 до 90 % загальної тривалості періоду доведення, не забезпечується в повній мірі видалення з металу надлишкового азоту та залишкового вуглецю. При збільшення тривалості третього етапу більше ніж від 80 до 90 % загальної тривалості періоду доведення, спостерігається значне переохолодження металу, що компенсується перевитратою енергоносіїв. Залишок часу періоду доведення продувку здійснюють аргоном, що забезпечує 2 UA 116425 U 5 10 15 20 25 30 35 40 45 гомогенізацію металу за хімічним складом і температурою при одночасному видаленні неметалічних включень. У разі виключення даного етапу з технологічної операції виплавки сталі, не буде досягатися достатня гомогенізація металевої ванни за складом і температурою. Вищевказані тривалості етапів пов'язані з питомою витратою технологічних газів, які повинні забезпечити стабільне протікання окислення вуглецю та інших фізико-хімічні процесів в металевій ванні. Таким чином, під час продувки ванни киснем протягом [0÷60] % загальної 3 тривалості періоду доведення з витратою менше 15 м /т значно зростає тривалість усього періоду доведення й плавки в цілому (це пов'язано з необхідністю окислення надлишкового вуглецю в металевій ванні). Під час продувки ванни киснем протягом першого етапу з витратою 3 понад 25 м /т значно знижується вихід рідкої сталі (пов'язано зі значним переокисленням металевої ванни та переходом заліза й марганцю в шлакову фазу). Під час продувки ванни 3 киснем протягом першого етапу киснем з питомою витратою 15-25 м /т забезпечується ефективне окислення вуглецю, при високому виході рідкої сталі й без значного збільшення тривалості всього процесу главки. Під час продувки ванни сумішшю кисню з азотом від [0÷60] до 3 80 % загальної тривалості періоду доведення з витратою менше 18 м /т відсутнє ефективне перемішування, що призводить до локального переокислення ванни та підвищеного випалу феросплавів і розкислювачів, а також зниженню виходу рідкої сталі. Під час продувки ванни 3 сумішшю кисню з азотом протягом другого етапу з витратою понад 27 м /т ванна значно переохолоджується, що вимагає значних витрат енергоносіїв для компенсації тепловтрат. Під 3 час продувки ванни сумішшю кисню з азотом від другого етапу з витратою 18-27 м /т забезпечується ефективне перемішування без локального переокислення металевої ванни й значного переохолодження розплаву. Під час продувки ванни сумішшю кисню з аргоном 3 протягом третього етапу з витратою менше 21 м /т знижується ефективність процесу масопереносу вуглецю до зон протікання окислювальних процесів, ускладнюючи перебіг процесів зневуглецювання. При продувці ванни сумішшю кисню з аргоном протягом третього 3 етапу з витратою понад 30 м /т значно погіршується тепловий баланс, що призводить до перевитрати енергоносіїв. Продувка ванни сумішшю кисню з аргоном протягом третього етапу з 3 витратою 21-30 м /т забезпечує ефективне перемішування металевої ванни без значних теплових втрат. Під час продувки ванни аргоном протягом часу, що залишився, в період 3 доведення, з витратою менше 7 м /т спостерігається значне забруднення сталі неметалевими включеннями оксидного і нітридного походження (значно погіршує якість металу). При продувці 3 ванни аргоном протягом часу, що залишився в період доведення з витратою понад 15 м /т спостерігається значне переохолодження металевої ванни перед випуском плавки. Продувка 3 ванни аргоном протягом залишкового часу доводки з витратою 7-15 м /т забезпечує високий ступінь чистоти металу за вмістом неметалевих включень з одночасною відсутністю значного його переохолодження. При використанні розробленого способу продувки металевої ванни сумішшю технологічних газів (кисень, азот або аргон) підвищується вихід рідкої сталі, знижується ступінь окислення металу при низькій концентрації вуглецю, підвищується якість металу за вмістом неметалічних включень. Приклад: Виплавки сталі марки ЗСП здійснювалася у 1,5-т електродуговій печі із застосуванням окислювальної продувки для інтенсифікації процесів зневуглецювання. Таким чином по розплавленню твердої частини шихти (період доведення) продувку ванни здійснювали сумішшю технологічних газів з певними витратами (зазначено в таблиці 1). За результатами проведеної експериментальної плавки встановлено, що при виплавці сталі із вмістом 0,2 % вуглецю, вихід придатної становить 94,7 % при вмісті в шлаку FeO-12,3 %, Fe2O3-5,8 %. Таблиця 1 Основні технологічні параметри технології продувки металевої ванни № п/п 1. 2. 3. 4. 50 Тип газу кисень кисень / азот = 4,5/2 кисень / аргон = 2,5/1 аргон Час продувки в доведення, % від загальної тривалості від початку доведення до 60 від 60 до 80 від 80 до 90 Залишок часу 3 Питомі витрати, м /т 20 23 25 11 З метою оцінки ефективності розробленого способу продувки металевої ванни була проведена серія із 6 експериментальних плавок (3 плавки відповідно до розробленого способу і 3 UA 116425 U 3 - відповідно до способу зазначеному у прототипі) на 1,5-т дуговій електропечі. Результати проведених досліджень представлено в таблиці 2. Таблиця 2 Результати визначення ефективності розробленої технології продувки металевої ванни* Технологія Вміст оксидів заліза в Кінцевий вміст Бал по кінцевому шлаку, % вуглецю у неметалевим ванні, % включенням (FeO) (Fe2O3) в 0,15-0,21 2,7-3,4 19,8-24,3 8,93-10,42 0,19 3,0 21,19 9,13 Представлена прототипі Розроблений спосіб продувки ванни подового агрегату 0,18-0,22 0,20 1,6-1,8 1,7 12,4-14,1 13,56 Вихід придатної рідкої сталі, % 4,72-6,41 5,84 91,7-92,4 92,3 92,6-95,2 94,7 * - у чисельнику представлені діапазони значень, а в знаменнику - середнє значення 5 Проведені лабораторні дослідження підтвердили ефективність і технологічність розробленого способу продувки ванни подового агрегату у порівнянні з зазначеним у прототипі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 Спосіб продувки ванни подового агрегату, яка містить скрап і рідкий метал, що включає введення в метал газоподібного кисню струменями з кутом нахилу 70-80° до поверхні в період плавлення скрапу і 10-20° після розплавлення, який відрізняється тим, що продувка ванни після розплавлення скрапу (період доведення) здійснюється сумішшю технологічних газів, яка складається з кисню та інертного газу (аргону або азоту) поетапно: на першому етапі (від початку доведення до 60 % загальної тривалості періоду доведення) 3 продувку здійснюють киснем з питомою витратою 15-25 м /т; на другому етапі (від 60 до 80 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з азотом при об'ємному співвідношенні кисень/азот = (5÷4)/2 з питомою 3 витратою 18-27 м /т; на третьому етапі (від 80 до 90 % загальної тривалості періоду доведення) продувку здійснюють сумішшю кисню з аргоном при об'ємному співвідношенні кисень/аргон = (2÷3)/1 з питомою 3 витратою 21-30 м /т; 3 залишок часу періоду доведення продувку здійснюють аргоном з питомою витратою 7-15 м /т. Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21C 5/04
Мітки: агрегату, продувки, спосіб, подового, ванни
Код посилання
<a href="https://ua.patents.su/6-116425-sposib-produvki-vanni-podovogo-agregatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб продувки ванни подового агрегату</a>
Спосіб опалювання подового сталеплавильного агрегату у періоди продувки ванни киснем
Номер патенту: 5658
Опубліковано: 28.12.1994
Автори: Дворядкін Борис Олександрович, Петров Олександр Володимирович, Свінолобов Микола Петрович, Жердєв Олександр Сергійович, Локтіонов Петро Якович, Рибінов Володимир Артемович, Скороходов Микола Михайлович, Сапов Володимир Федорович, Гребенюков Анатолій Васильович
Мітки: ванни, продувки, спосіб, періоди, подового, агрегату, киснем, сталеплавильного, опалювання
Формула / Реферат:
Способ отопления подового сталеплавильного агрегата в периоды продувки ванны кислородом, включающий подачу в рабочее пространство печи топлива и окислителя, продувку ванны кислородом и подачу окислителя отде-льным потоком для дожигания выделяющегося из ванны оксида углерода, отличающийся тем, что окислитеяь для дожигания оксида углерода подают в рабочее пространство печи со скоростью, равной 0,372-0,423 ее критического значения.
Спосіб продувки ванни мартенівської печі
Номер патенту: 11384
Опубліковано: 15.12.2005
Автори: Харін Олексій Костянтинович, Бойко Володимир Семенович, Прахнін Вячеслав Леонідович, Сущенко Андрій Вікторович, Климанчук Владислав Владиславович, Годинський Олександр Анатолійович, Лещенко Єгор Миколайович, Стариковський Микола Леонідович, Комар Сергій Михайлович, Безчерев Олександр Сергійович, Коваль Сергій Олексійович
МПК: C21C 5/32
Мітки: ванни, продувки, спосіб, мартенівської, печі
Формула / Реферат:
Спосіб продувки ванни мартенівської печі, що включає подачу газоподібного кисню в ванну мартенівської печі з регламентованою інтенсивністю її продувки, який відрізняється тим, що питому інтенсивність продувки ванни киснем регламентують в залежності від питомої витрати чавуну в металошихті плавки, та встановлюють з такого співвідношення: де
Киснева фурма мартенівської печі для продувки ванни зверху
Номер патенту: 13521
Опубліковано: 17.04.2006
Автори: Комар Сергій Михайлович, Бойко Володимир Семенович, Прахнін Вячеслав Леонідович, Климанчук Владислав Владиславович, Коваль Сергій Олексійович, Стариковський Микола Леонідович, Харін Олексій Костянтинович, Безчерев Олександр Сергійович, Годинський Олександр Анатолійович, Лещенко Єгор Миколайович, Сущенко Андрій Вікторович
МПК: C21C 5/32
Мітки: печі, мартенівської, зверху, киснева, фурма, ванни, продувки
Формула / Реферат:
Киснева фурма мартенівської печі для продувки ванни зверху, що містить концентрично розташовані труби, які створюють тракти підведення кисню, підведення та відведення охолоджувальної води, та наконечник з продувальними соплами, яка відрізняється тим, що кількість продувальних сопел в наконечнику визначена з співвідношення:,де
Багатосоплова фурма для продувки конвертерної ванни

Номер патенту: 84922
Опубліковано: 11.11.2013
Автори: Гриценко Артем Сергійович, Чернятевич Анатолій Григорович, Чубін Костянтин Іванович, Сущенко Андрій Вікторович, Учитель Лев Михайлович, Ганжа Станіслав Євгенович
МПК: C21C 5/48
Мітки: ванни, фурма, конвертерної, продувки, багатосоплова
Формула / Реферат:
1. Багатосоплова фурма для продувки конвертерної ванни, що містить центральну трубу підведення води і концентрично встановлені розділову і зовнішню труби підведення кисню і відведення води, охолоджувану головку, яка складається із верхньої і нижньої чаш, між якими розміщені корпуси складених соплових блоків з циліндричними отворами для подавання кисню і відвідними каналами для проходження води, установлених в отворах корпусів блоків насадок...
Фурма для продувки конвертерної ванни
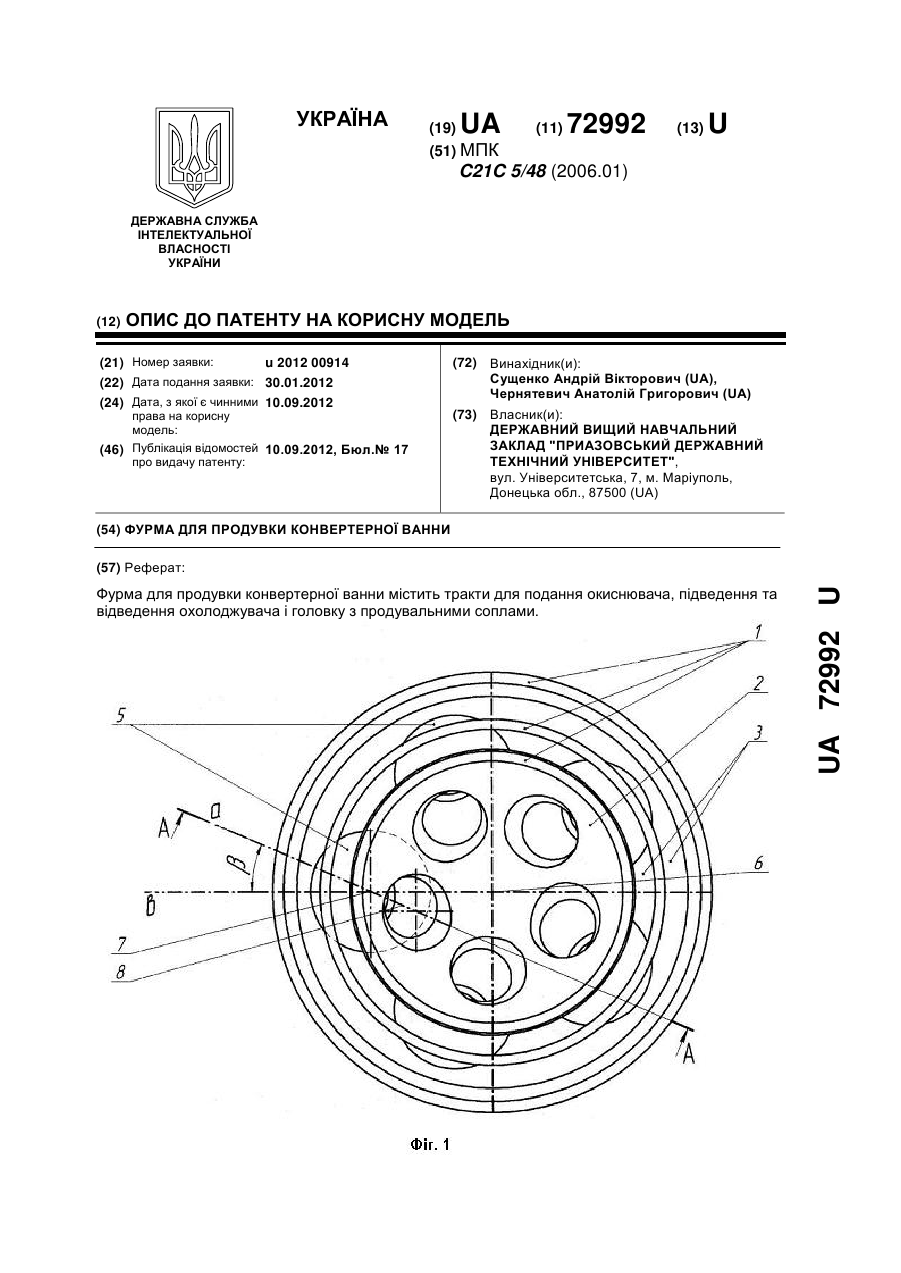
Номер патенту: 72992
Опубліковано: 10.09.2012
Автори: Сущенко Андрій Вікторович, Чернятевич Анатолій Григорович
МПК: C21C 5/48
Мітки: продувки, ванни, конвертерної, фурма
Формула / Реферат:
1. Фурма для продувки конвертерної ванни, яка містить концентрично розташовані труби, що створюють тракти для подання окиснювача, підведення та відведення охолоджувача, і головку з продувальними соплами, що розташовані тангенційно по відношенню до осі фурми та мають однаковий напрям закрутки, яка відрізняється тим, що кут закрутки β будь-якого продувального сопла відносно центру його вихідного перерізу, що є кутом між вертикальною...
Попередній патент: Спосіб підготовки залізорудної шихти до огрудкування
Наступний патент: Засіб для застосування в урології
Випадковий патент: Дражироване рослинне насіння, спосіб дражирування насіння та застосування дражирувальної композиції у формі емульсії або емульсійної суспензії