Спосіб регулювання щільності пісків розвантаження дешламатора
Номер патенту: 118853
Опубліковано: 28.08.2017
Автори: Мордовін Дмитро Миколайович, Дадачко Олег Павлович, Міклашевич Олександр Сергійович, Чечуга Юрій Миколайович, Шерстюк Ростислав Володимирович, Шинкар Андрій Олександрович, Зизак Олександр Валентинович

Формула / Реферат
Спосіб регулювання щільності пісків розвантаження дешламатора, що включає регульований, зворотно-поступальний вплив по нормалі на пружно-податливий патрубок розвантажувального вузла дешламатора, зміну прохідного перерізу його внутрішньої порожнини, який відрізняється тим, що патрубок розміщують у замкненому просторі, який обмежують, перпендикулярно вертикальної осі патрубка, з однієї сторони прямолінійним трубчастим нерухливим опорним елементом, а з іншої сторони - рухливим трубчастим прямолінійним регулюючим елементом, який з'єднують із виконавчим рухливим елементом лінійного привода, за допомогою якого поступально переміщують рухливий виконавчий елемент по нормалі стосовно осі патрубка і змінюють тим самим прохідний переріз його внутрішньої порожнини, при цьому зміну положення рухливого трубчастого регулюючого елемента, при поданні в лінійний двигун керуючого сигналу, здійснюють від системи керування пов'язаної з датчиком, що формує сигнал, пропорційний щільності пісків розвантаження, після чого порівнюють отриманий сигнал з еталонним і встановлену різницю між заданою і фактичною величиною щільності пісків розвантаження трансформують у керуючий сигнал системи керування, який передають на лінійний привод, за допомогою якого переміщають виконавчий елемент лінійного привода на задану величину, пропорційну керуючому сигналу, причому виконавчим елементом впливають на рухливий трубчастий регулюючий елемент, яким змінюють прохідний переріз патрубка і, відповідно, змінюють щільність пісків розвантаження дешламатора.
Текст
Реферат: Спосіб регулювання щільності пісків розвантаження дешламатора включає регульований, зворотно-поступальний вплив по нормалі на пружно-податливий патрубок розвантажувального вузла дешламатора, зміну прохідного перерізу його внутрішньої порожнини. Патрубок розміщують у замкненому просторі, який обмежують, перпендикулярно вертикальної осі патрубка, з однієї сторони прямолінійним трубчастим нерухливим опорним елементом, а з іншої сторони - рухливим трубчастим прямолінійним регулюючим елементом, який з'єднують із виконавчим рухливим елементом лінійного привода, за допомогою якого поступально переміщують рухливий виконавчий елемент по нормалі стосовно осі патрубка і змінюють тим самим прохідний переріз його внутрішньої порожнини. Зміну положення рухливого трубчастого регулюючого елемента, при поданні в лінійний двигун керуючого сигналу, здійснюють від системи керування, пов'язаної з датчиком, що формує сигнал пропорційний щільності пісків розвантаження. Після цього порівнюють отриманий сигнал з еталонним і встановлену різницю між заданою і фактичною величиною щільності пісків розвантаження трансформують у керуючий сигнал системи керування, який передають на лінійний привод, за допомогою якого переміщають виконавчий елемент лінійного привода на задану величину, пропорційну керуючому сигналу. При цьому виконавчим елементом впливають на рухливий трубчастий регулюючий елемент, яким змінюють прохідний переріз патрубка і, відповідно, змінюють щільність пісків розвантаження дешламатора. UA 118853 U (12) UA 118853 U UA 118853 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до різних галузей промисловості, може бути використана для процесу регулювання об'єму швидкості потоку робочого середовища, яке рухається по трубопроводу практично необмеженого перерізу. Спосіб реалізується для трубопроводів або їх ділянок, які виконані з пружно-податливого матеріалу. Зокрема спосіб реалізується для регулювання щільності пісків дешламаторів, розвантаження яких здійснюється під дією сил гравітації з донної частини прийомної ємності. Спосіб забезпечує необхідне співвідношення твердої та рідкої фаз за рахунок регулювання об'ємів продукту, що вивантажується, які досягаються зміною перерізу розвантажувального патрубка, виконаного з пружно-податливого матеріалу, фізико-механічні параметри якого обумовлюють можливість деформації до необхідної величини та повернення у вихідний стан при припиненні механічного впливу. Спосіб може бути реалізований у тому випадку, коли по технічних і технологічних умовах необхідне регулювання потоку робочого середовища із застосуванням систем автоматизації виробничих процесів, які передбачають керування процесом з точним регулюванням об'єму робочого середовища, що надходить по трубопроводу або патрубку, відповідно до заданого алгоритму або на підставі інформації, що надходить від датчиків у систему керування, яка формує подачу керуючих сигналів на виконавчі механізми, за допомогою яких змінюється площа прохідного перерізу патрубка і, відповідно, об'єм переміщуваного по ньому продукту. Відомий спосіб керування щільністю продукту, що вивантажується з дешламатора шляхом зміни прохідного перерізу патрубка, по якому рухається згущений продукт. Регулювання щільності здійснюється за рахунок розміщення плоского тіла обертання усередині патрубка. Переміщення цього тіла обертання визначає параметри просвіту усередині патрубка і, відповідно, об'єм розвантаження згущеного продукту відповідної до щільності [Патент Росії № 2185247 на винахід]. Недоліком відомого способу є те, що його реалізація здійснюється за рахунок просторового положення регулюючого елемента усередині патрубка. При значних об'ємах вивантаження згущеного продукту регулююче тіло обертання перебуває в зоні інтенсивного впливу високо абразивного середовища, що не дозволяє використовувати спосіб при необхідності точного дозування вивантаження продукту, підтримки щільності цього продукту на заданому рівні. Спосіб складно реалізується при необхідності використання автоматизованих систем керування виробничих процесів і складно реалізований в умовах гірничозбагачувальних комбінатів, що здійснюють переробку високо абразивних руд чорних металів. Недоліком відомого пристрою є те, що ручна зміна прохідного перерізу не дозволяє забезпечити точне дозування пісків дешламації, що порушує показники технологічного циклу збагачення корисних копалин. Спосіб вимагає істотних капітальних вкладень на ремонтно-відбудовчі роботи, пов'язані зі зношуванням елементів, які реалізують відомий спосіб. Відомий спосіб керування щільністю пісків розвантаження дешламаторів, який полягає в тому, що спадний продукт надходить на тіло обертання, яке виконують із можливістю зворотнопоступального переміщення стосовно осі розвантажувального патрубка. При вертикальному переміщенні тіла обертання змінюють просвіт між ним і торцем патрубка розвантажувального пристрою. Зміна просвіту приводить до зміни об'єму і, відповідно, щільності пісків дешламатора [Патент Росії № 1503882 на винахід]. Недоліком відомого способу є те, що він реалізується тільки при стабілізованому потоці згущеного продукту, який що має оптимальну щільність. Недоліком відомого способу є те, що при взаємодії потоку з тілом обертання, потік розширюється під кутом до утворюючої поверхні тіла обертання, що ускладнює акумуляцію згущеного продукту для наступної переробки. Спосіб складно реалізується в стиснутих умовах цехів гірничозбагачувальних комбінатів. У відомому способі зміна щільності пісків здійснюється зі значним запізненням, що негативно відбивається на продукті при його підвищеній вологості та вимагає додаткових робіт зі зневоднювання до кондиційного стану. Значне запізнювання зміни параметрів згущеного продукту унеможливлює автоматизацію процесу по оперативній зміні щільності знешламленого продукту, якщо фізико-механічні параметри сировини, що переробляється, динамічно змінюється в процесі його переробки. Спосіб визначає ймовірність значного зношування поверхні тіла обертання через те, що згущений продукт переміщається по поверхні тіла обертання, значно зношуючи його в процесі вивантаження продукту. 1 UA 118853 U 5 10 15 20 25 30 35 40 45 50 55 60 Зношування тіла обертання приводить до необхідності постійного коректування його просторового положення з урахуванням зношування, що ускладнює реалізацію способу та вимагає додаткових витрат з підтримці стабілізованого режиму розвантаження. Для реалізації способу необхідний складний по кінематичній взаємодії вузлів і механізмів пристрій, який робить імовірним порушення технологічного режиму при виникненні аварійної ситуації. Найбільш близьким, вибраним як найближчий аналог, є спосіб, який полягає в тому, що згущений продукт подають під дією сил гравітації по пружно-податливому патрубку. Зміна щільності продукту здійснюють за рахунок динамічної зміни об'ємів, що надходять із розвантажувального патрубка (http://zdvp.com.ua/product/parts/13-zhdu-nazvanie.html#l). Спосіб реалізується за рахунок регульованого зворотно-поступального по нормалі впливу на пружно-податливий патрубок розвантажувального вузла дешламатора, зміни прохідного перерізу його внутрішньої порожнини. Недоліком відомого способу є те, що стиск пружно-податливого патрубка здійснюється вигнутим і прямолінійним елементами, що не забезпечує якісного стиску патрубка приводить до його нерівномірної деформації. Істотним недоліком є те, що спосіб реалізується тільки за рахунок ручного привода рухливого елемента, який переміщають за допомогою гвинтової ручної передачі. Відомий спосіб не може бути реалізований у системах автоматизованого керування, що не дозволяє оптимізувати процес при зміні фізико-механічних параметрів збагачуваного сировини, оперативній зміні щільності згущеного продукту відповідно до прийнятого технологічного процесу збагачення рудних корисних копалин. Спосіб не дозволяє одержати стабільно якісний згущений продукт при заданому співвідношенні твердої рідкої фаз, особливо протягом тривалого періоду часу. Задачею корисної моделі є вдосконалення способу керування щільністю пісків розвантаження дешламатора за рахунок того, що: на патрубок вузла розвантаження дешламатора впливають нерухливим прямолінійним трубчастим опорним елементом і рухливим трубчастим регулюючим елементом; для переміщення рухливого трубчастого регулюючого елемента його з'єднують із виконавчим рухливим елементом лінійного привода; для зміни перерізу внутрішньої порожнини розвантажувального патрубка на нього впливає рухливий виконавчий елемент; зміна положення рухливого трубчастого регулюючого елемента здійснюється при поданні в лінійний двигун керуючого сигналу від системи керування пов'язаної з інформаційним датчиком; датчик реєструє сигнал пропорційний щільності пісків розвантаження, після чого порівнюють отриманий сигнал з еталонним; шляхом установлення різниці між фактичною величиною сигналу та еталонною одержують керуючий сигнал системи керування; керуючий сигнал передають на лінійний привод, за допомогою якого переміщують виконавчий елемент лінійного привода на задану величину. Поставлена задача вирішується за рахунок того, що у способі регулювання щільності пісків розвантаження дешламатора, що включає регульований, зворотно-поступальний вплив по нормалі на пружно-податливий патрубок розвантажувального вузла дешламатора, зміну прохідного перерізу його внутрішньої порожнини, згідно з корисною моделлю, патрубок розміщують у замкненому просторі, який обмежують, перпендикулярно вертикальної осі патрубка, з однієї сторони прямолінійним трубчастим нерухливим опорним елементом, а з іншої сторони - рухливим трубчастим прямолінійним регулюючим елементом, який з'єднують із виконавчим рухливим елементом лінійного привода. За допомогою лінійного привода поступально переміщують рухливий виконавчий елемент по нормалі стосовно осі патрубка і змінюють тим самим прохідний переріз його внутрішньої порожнини. Зміну положення рухливого трубчастого регулюючого елемента, при поданні в лінійний двигун керуючого сигналу, здійснюють від системи керування пов'язаної з датчиком. Датчик формує сигнал пропорційний щільності пісків розвантаження, після чого порівнюють отриманий сигнал з еталонним і встановлену різницю між заданою і фактичною величиною щільності пісків розвантаження трансформують у керуючий сигнал системи керування, який передають на лінійний привод. Лінійним приводом переміщають виконавчий елемент лінійного привода на задану величину пропорційну керуючому сигналу. Виконавчим елементом впливають на рухливий трубчастий регулюючий елемент, яким змінюють прохідний переріз патрубка і, відповідно, змінюють щільність пісків розвантаження дешламатора. Технічний результат від використання корисної моделі полягає в тому, що: 2 UA 118853 U 5 10 15 20 25 30 35 40 45 50 55 60 реалізація способу не вимагає значних капітальних вкладень і при модернізації виробничого циклу не вимагає тривалої зупинки технологічного устаткування; спосіб дозволяє знизити собівартість одержання проміжного продукту, підвищити рентабельність виробництва сировини для металургійної промисловості; спосіб може бути реалізований стосовно до всіх автоматизованих систем керування, робота яких забезпечується на підставі об'єктивної інформації, яка одержується від інформаційних датчиків, що фіксують необхідну інформацію про протікання технологічного процесу; розвантажувальний патрубок деформується рівномірно, що попереджає його втомне руйнування; спосіб передбачає можливість інтегрування в автоматизовану систему керування технологічним процесом; спосіб забезпечує точне дозування вивантаження згущеного продукту і, відповідно, стабільну підтримку заданого співвідношення твердої і рідкої фаз; спосіб реалізується за допомогою лінійного привода, який за рахунок керуючого сигналу пропорційно поступально переміщає рухливий трубчастий регулюючий елемент, який змінює щільність пісків розвантаження; переміщення рухливого елемента по напрямних забезпечує попередження його перекосів і заклинювання в процесі регулювання щільності пісків розвантаження; спосіб може бути реалізований у всіх пристроях гідравлічного гравітаційного збагачення рудних корисних копалин з донним розвантаженням згущеного продукту під дією сил гравітації. Спосіб реалізується в такий спосіб Найбільш оптимальним є реалізація способу стосовно до дешламаторів-згущувачів будьякого діаметра з донним розвантаженням згущеного продукту. При донному розвантаженню згущений продукт надходить по пружно-податливому патрубку розвантажувального вузла дешламатора, діаметр якого повинен забезпечувати розвантаження згущеного продукту в об'ємах, які не менше об'єму продукту, який надходить в чан дешламатора. Виходячи з особливостей роботи дешламаторів-згущувачів, щільність продукту, що вивантажується, залежить від висоти шару в чані дешламатора об'єму вивантаження продукту протягом заданого періоду часу. Об'єми вивантаження продукту з дешламатора регулюються параметрами прохідного перерізу розвантажувального патрубка пристрою розвантаження дешламатора. Для зміни параметрів перерізу розвантажувального патрубка його патрубок розміщають у замкнений простір, перпендикулярно вертикальної осі патрубка, причому з однієї сторони обмежують прямолінійним трубчастим нерухливим опорним елементом, а з іншого сторони рухливим прямолінійним трубчастим регулюючим елементом. Прямолінійний трубчастий опорний елемент забезпечує рівномірний розподіл патрубка при його деформації, а рухливий прямолінійний трубчастий елемент за рахунок впливу по нормалі на розвантажувальний патрубок забезпечує зміну його перерізу на необхідну величину. Для рівномірного впливу на розвантажувальний патрубок і запобігання перекосів рухливого трубчастого елемента його переміщають по напрямних, які розміщені на елементах несучої конструкції, що забезпечує реалізацію способу. Кероване регулювання щільності пісків забезпечується за рахунок взаємодії рухливого трубчастого елемента із приводом, при чому як привод використовують лінійний двигун. Дослідження показали, що серед відомих конструкцій приводів лінійний двигун дозволяє забезпечувати зворотно-поступальне переміщення робочого органа на задану величину при мінімальній погрішності заданої величини переміщення відсутності демпфірування. Лінійний двигун являє собою компактну конструкцію, яка має високу експлуатаційну надійність. За допомогою лінійного двигуна переміщають рухливий трубчастий виконавчий елемент на задану величину, деформуючи розвантажувальний патрубок і змінюючи тим самим його прохідний переріз внутрішньої порожнини. Зміна щільності пісків, залежно від вимог технологічного режиму, змінюється на підставі об'єктивної інформації, яка надходить від датчиків. Вихідною інформацією для оцінки поточної заданої щільності пісків розвантаження дешламатора може служити сигнал, що характеризує висоту згущеного продукту в чані дешламатора, величину тиску згущеного продукту на дно чана дешламатора, масова частка корисного компонента в згущеному продукті або у зливі дешламатора і т.д. Фактичний сигнал від датчиків, пропорційний щільності пісків розвантаження надходить у систему керування, де порівнюється з еталонним сигналом, який характеризує необхідну величину щільності пісків розвантаження. Виходячи з різниці величин між поточним (фактичним) 3 UA 118853 U 5 і еталонним сигналом, формується керуючий сигнал, значення якого говорить про необхідність збільшення або зменшення щільності пісків розвантаження. Керуючий сигнал системи керування передають на лінійний привод, за допомогою якого переміщають виконавчий елемент лінійного привода на задану величину, пропорційну керуючому сигналу. Виконавчий елемент двигуна впливає на рухливий трубчастий регулюючий елемент, яким змінюють прохідний переріз патрубка. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 Спосіб регулювання щільності пісків розвантаження дешламатора, що включає регульований, зворотно-поступальний вплив по нормалі на пружно-податливий патрубок розвантажувального вузла дешламатора, зміну прохідного перерізу його внутрішньої порожнини, який відрізняється тим, що патрубок розміщують у замкненому просторі, який обмежують, перпендикулярно вертикальної осі патрубка, з однієї сторони прямолінійним трубчастим нерухливим опорним елементом, а з іншої сторони - рухливим трубчастим прямолінійним регулюючим елементом, який з'єднують із виконавчим рухливим елементом лінійного привода, за допомогою якого поступально переміщують рухливий виконавчий елемент по нормалі стосовно осі патрубка і змінюють тим самим прохідний переріз його внутрішньої порожнини, при цьому зміну положення рухливого трубчастого регулюючого елемента, при поданні в лінійний двигун керуючого сигналу, здійснюють від системи керування пов'язаної з датчиком, що формує сигнал, пропорційний щільності пісків розвантаження, після чого порівнюють отриманий сигнал з еталонним і встановлену різницю між заданою і фактичною величиною щільності пісків розвантаження трансформують у керуючий сигнал системи керування, який передають на лінійний привод, за допомогою якого переміщають виконавчий елемент лінійного привода на задану величину, пропорційну керуючому сигналу, причому виконавчим елементом впливають на рухливий трубчастий регулюючий елемент, яким змінюють прохідний переріз патрубка і, відповідно, змінюють щільність пісків розвантаження дешламатора. Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B03B 7/00, B03B 11/00
Мітки: дешламатора, розвантаження, регулювання, пісків, спосіб, щільності
Код посилання
<a href="https://ua.patents.su/6-118853-sposib-regulyuvannya-shhilnosti-piskiv-rozvantazhennya-deshlamatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання щільності пісків розвантаження дешламатора</a>
Пристрій для регулювання щільності пісків розвантаження дешламатора
Номер патенту: 118851
Опубліковано: 28.08.2017
Автори: Шерстюк Ростислав Володимирович, Зизак Олександр Валентинович, Шинкар Андрій Олександрович, Чечуга Юрій Миколайович, Дадачко Олег Павлович, Мордовін Дмитро Миколайович, Міклашевич Олександр Сергійович
МПК: B03B 11/00
Мітки: щільності, пісків, розвантаження, дешламатора, регулювання, пристрій
Формула / Реферат:
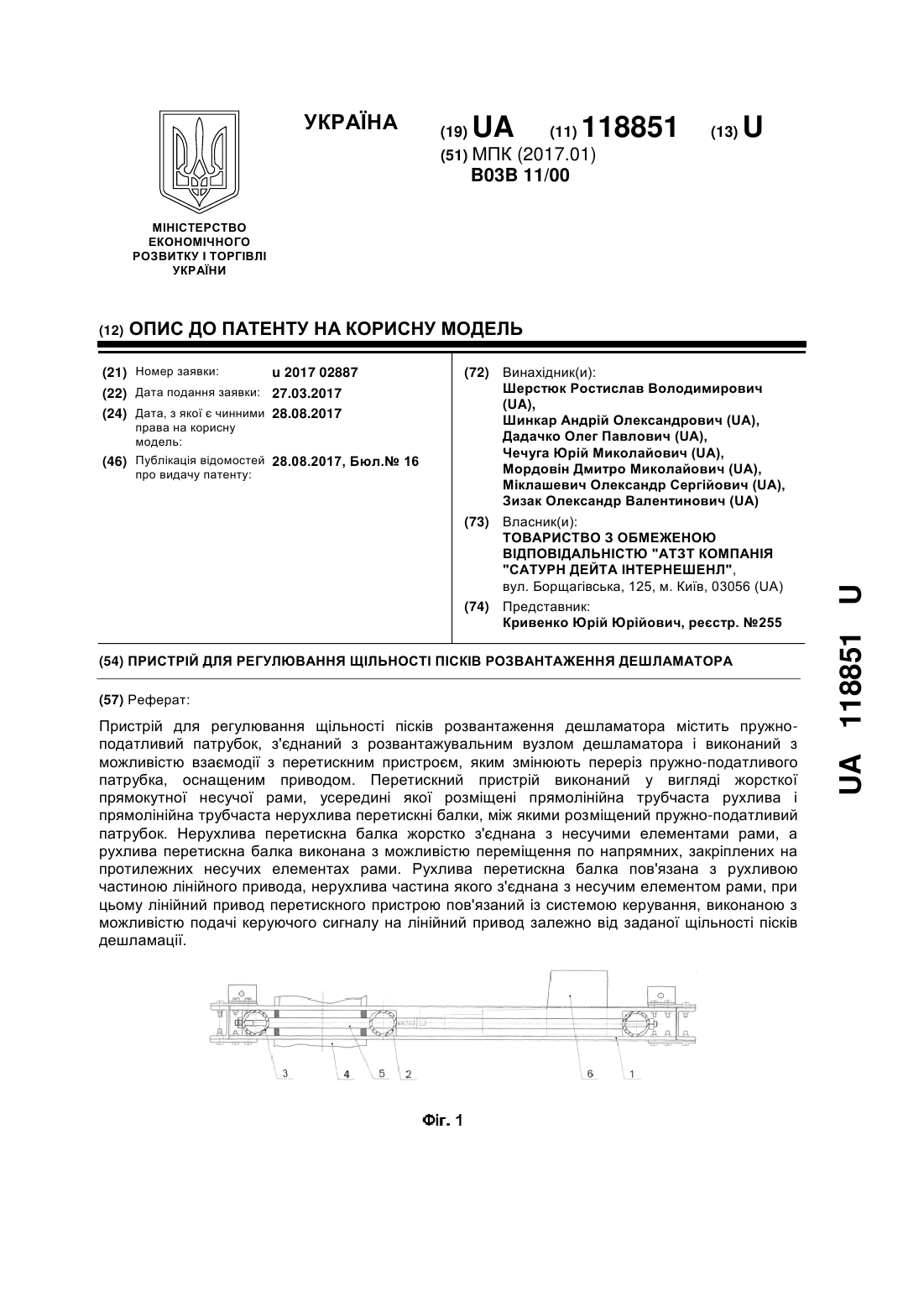
Пристрій для регулювання щільності пісків розвантаження дешламатора, що містить пружно-податливий патрубок, з'єднаний з розвантажувальним вузлом дешламатора і виконаний з можливістю взаємодії з перетискним пристроєм, яким змінюють переріз пружно-податливого патрубка, оснащеним приводом, який відрізняється тим, що перетискний пристрій виконаний у вигляді жорсткої прямокутної несучої рами, усередині якої розміщені прямолінійна трубчаста...
Спосіб керування густиною пісків розвантаження дешламатора
Номер патенту: 104652
Опубліковано: 25.02.2014
Автори: Мордовін Дмитро Миколайович, Шинкар Андрій Олександрович, Шерстюк Ростислав Володимирович, Чечуга Юрій Миколайович, Даєнічев Валерій Вікторович, Нескоромний Євгеній Миколайович, Швець Дмитро Вікторович, Міклашевич Олександр Сергійович, Шинкар Максим Андрійович
Мітки: густиною, спосіб, пісків, керування, розвантаження, дешламатора
Формула / Реферат:
Спосіб керування щільністю пісків розвантаження дешламатора, що включає непряме визначення щільності пісків розвантаження у вигляді сигналу приймального пристрою, перетворення сигналу приймального пристрою в значення величини густини пісків розвантаження, порівняння отриманої величини із завданням і подачу на систему керування сигналу про величину різниці між фактичною величиною густини пісків і еталонної, передачу системою керування...
Спосіб керування густиною пісків розвантаження дешламатора
Номер патенту: 72386
Опубліковано: 10.08.2012
Автори: Даєнічев Валерій Вікторович, Міклашевич Олександр Сергійович, Нескоромний Євгеній Миколайович, Чечуга Юрій Миколайович, Шерстюк Ростислав Володимирович, Мордовін Дмитро Миколайович, Шинкар Максим Андрійович, Шинкар Андрій Олександрович, Швець Дмитро Вікторович
МПК: E21B 43/29, E21B 44/00, E21C 37/06
Мітки: дешламатора, спосіб, керування, пісків, густиною, розвантаження
Формула / Реферат:
Спосіб керування щільністю пісків розвантаження дешламатора, що включає непряме визначення щільності пісків розвантаження у вигляді сигналу прийомного пристрою, перетворення сигналу прийомного пристрою в значення величини густини пісків розвантаження, порівняння отриманої величини із завданням і подачу на систему керування сигналу про величину різниці між фактичною величиною густини пісків і еталонною, передача системою керування керуючого...
Пристрій для керування густиною пісків розвантаження дешламатора
Номер патенту: 104653
Опубліковано: 25.02.2014
Автори: Даєнічев Валерій Вікторович, Шинкар Максим Андрійович, Чечуга Юрій Миколайович, Швець Дмитро Вікторович, Нескоромний Євгеній Миколайович, Міклашевич Олександр Сергійович, Шерстюк Ростислав Володимирович, Шинкар Андрій Олександрович, Мордовін Дмитро Миколайович
Мітки: густиною, розвантаження, пісків, керування, пристрій, дешламатора
Формула / Реферат:
1. Пристрій для керування густиною пісків розвантаження дешламатора, що включає контрольний датчик, пов'язаний з перетворювачем сигналу і системою керування, що взаємодіє з виконавчим механізмом затвора розвантажувального вузла дешламатора, який відрізняється тим, що контрольний датчик виконаний у вигляді датчика тиску і розміщений у нижній частині дешламатора у вузлі розвантаження, при цьому датчик виконаний з можливістю перетворення...
Пристрій для керування густиною пісків розвантаження дешламатора
Номер патенту: 72387
Опубліковано: 10.08.2012
Автори: Шинкар Максим Андрійович, Даєнічев Валерій Вікторович, Мордовін Дмитро Миколайович, Швець Дмитро Вікторович, Шерстюк Ростислав Володимирович, Шинкар Андрій Олександрович, Чечуга Юрій Миколайович, Нескоромний Євгеній Миколайович, Міклашевич Олександр Сергійович
МПК: E21C 37/06
Мітки: дешламатора, густиною, пристрій, керування, пісків, розвантаження
Формула / Реферат:
1. Пристрій для керування густиною пісків розвантаження дешламатора, що включає контрольний датчик, пов'язаний з перетворювачем сигналу і системою керування, що взаємодіє з виконавчим механізмом затвора розвантажувального вузла дешламатора, який відрізняється тим, що, контрольний датчик виконаний у вигляді датчика тиску і розміщений у нижній частині дешламатора у вузлі розвантаження, при цьому датчик виконаний з можливістю перетворення...
Попередній патент: Вантажний вагон
Наступний патент: Регулятор рівня рідини в ємності
Випадковий патент: Двокаскадний мікроелектронний чотирьохзондовий пристрій для вимірювання напівпровідникового опору з частотним виходом