Спосіб керування густиною пісків розвантаження дешламатора
Номер патенту: 72386
Опубліковано: 10.08.2012
Автори: Нескоромний Євгеній Миколайович, Шерстюк Ростислав Володимирович, Шинкар Андрій Олександрович, Даєнічев Валерій Вікторович, Шинкар Максим Андрійович, Міклашевич Олександр Сергійович, Швець Дмитро Вікторович, Чечуга Юрій Миколайович, Мордовін Дмитро Миколайович

Формула / Реферат
Спосіб керування щільністю пісків розвантаження дешламатора, що включає непряме визначення щільності пісків розвантаження у вигляді сигналу прийомного пристрою, перетворення сигналу прийомного пристрою в значення величини густини пісків розвантаження, порівняння отриманої величини із завданням і подачу на систему керування сигналу про величину різниці між фактичною величиною густини пісків і еталонною, передача системою керування керуючого сигналу на виконавчий механізм затвора розвантажувального вузла дешламатора, який відрізняється тим, що прийомний пристрій виконують у вигляді датчика тиску і розміщують його в нижній частині дешламатора у вузлі розвантаження пісків, впливають згущеними пісками дешламатора на датчик і формують сигнал пропорційний величині тиску згущеного продукту на датчик, при цьому величину тиску визначають по формулі
P=R0 ´ G ´ H,
де R0 - щільність середовища над датчиком у дешламаторі, кг/м3;
G -9,8 м/с2;
Η - висота від верхнього переливу дешламатора до точки установки датчика, м;
після чого, отримане значення величини тиску перетворюють у величину густини пісків розвантаження, виконуючи калібрування по даним лабораторних аналізів густини при різних режимах роботи дешламатора і порівнюють фактичну величину густини пісків розвантаження з еталонною, у відповідності з параметрами збагачуваної рудної маси, після чого встановлену різницю завдання і фактичної величини густини пісків розвантаження перетворюють у керуючий сигнал, що передають у систему керування, за допомогою якої впливають на виконавчий механізм затвора розвантажувального вузла, що має датчики положення затвора, при цьому за допомогою зазначених датчиків формують інформаційний
сигнал, пропорційний переміщенню виконавчого механізму органа затвора і, відповідно, зміні діаметра прохідного перерізу патрубка розвантажувального вузла, а інформаційний сигнал передають у систему керування і коректують положення виконавчого механізму органа затвора розвантажувального вузла з урахуванням значення різниці фактичної і еталонної густини пісків розвантаження дешламатора.
Текст
Реферат: Спосіб керування щільністю пісків розвантаження дешламатора включає непряме визначення щільності пісків розвантаження у вигляді сигналу прийомного пристрою. Перетворення сигналу прийомного пристрою в значення величини густини пісків розвантаження. Порівнюють отриману величину із завданням і подають на систему керування сигнал про величину різниці між фактичною величиною густини пісків і еталонною. Передають системою керування керуючого сигналу на виконавчий механізм затвора розвантажувального вузла декламатора. Прийомний пристрій виконують у вигляді датчика тиску. Впливають згущеними пісками дешламатора на датчик і формують сигнал. Після чого отримане значення величини тиску перетворюють у величину густини пісків розвантаження. Виконують калібрування по даним лабораторних аналізів. Порівнюють фактичну величину густини пісків розвантаження з еталонною. Після цього встановлену різницю завдання і фактичної величини густини пісків розвантаження перетворюють у керуючий сигнал. За допомогою датчиків формують інформаційний сигнал і передають його у систему керування. Коректують положення виконавчого механізму органа затвора розвантажувального вузла. UA 72386 U (12) UA 72386 U UA 72386 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до гірської промисловості і може бути використана для розробки автоматизованих систем керування технологічними процесами збагачення рудних корисних копалин. Зокрема корисна модель може бути використана для автоматизації гравітаційного гідравлічного збагачення в апаратах седиментаційного типу, наприклад дешламаторів, застосовуваних для відділення рудної і нерудної складових, що мають різну густину. Корисна модель може бути використана для створення автоматичних систем керування, що забезпечують контроль щільності пісків розвантаження дешламаторів і керування цією густиною в процесі розвантаження. Корисна модель може застосовуватися для регулювання оптимальної густини пісків, у яких співвідношення рідкої і твердої фаз визначає ефективність наступних технологічних циклів збагачення, наприклад, на магнітних сепараторах. Особливо ефективне використання способу при динамічній зміні фізико-механічних властивостей збагачуваної сировини, зокрема, якщо з технічних причин було порушене усереднення руди, яка подається на збагачення, що позначається на необхідній густині пісків дешламації, які є сировиною для одержання залізорудного концентрату. Відомий спосіб регулювання розвантаження пульпових продуктів (пісків) з дешламаторів або згущувачів шляхом зміни прохідного перерізу розвантажувального патрубка по щільності пісків, що розвантажуються. Вибір коригувальних впливів визначався з міркувань максимально швидкого реагування системи на параметри сировини, на характеристики процесу формування пісків, їхньої густини й, відповідно, кондиції отриманого згущеного продукту, що надходить на магнітну сепарацію або інший технологічний процес, що передбачає збагачення сировини отриманої при гідравлічному гравітаційному збагаченні. Гірничозбагачувальні підприємства забезпечують переробку залізорудної сировини з коливаннями в досить широкому діапазоні якісних показників і фізико-механічних властивостей. Одним із критеріїв коригувальних впливів системи передбачалося використовувати масову частку магнітного заліза в зливі дешламатора [Кучер В.Г. Обзорная информация. Сер. Автоматизация металлургического производства: Автоматизация фильтровальных отделений железорудных обогатительных фабрик. - М., 1991. - Вып.1. - С.9-11]. Недоліком відомого способу є те, що густина пісків визначається по показнику, який є нестабільним параметром. На величину цього параметра впливає безліч технологічних факторів, що визначають величину магнітного заліза в зливі при постійній щільності пісків. До цих факторів належать: ступінь подрібнення рудної маси, розкриття рудих зерен, об'єм подачі вхідного живлення, швидкість висхідного потоку, конструктивні особливості дешламаторазгущувача. Ці фактори з урахування фізико-механічних властивостей, збагачуваної сировини приводять до неточності визначення фактичної густини пісків дешламації, у значному запізненні коригувальних впливів і, відповідно, зниження якісних показників при наступних циклах збагачувального процесу. Відомий спосіб керування роботою згущувача, заснований на зміні прохідного перерізу розвантажувального патрубка по щільності пісків з використанням як коригувального імпульсу швидкість осадження твердих часток [Шпилевой Л.В. и др. Способ управления работой сгустителя. Авт. свид., СССР, № 571284, Бюл. изобр., 1977, № 33]. Недоліком відомого способу є те, що складно фіксувати осадження часток твердої фази при надходженні пульпи в дешламатор. Як правило, прилади, що враховують особливості осадження часток, визначають їх або за непрямими показниками або вибірково у вузькому сегменті дешламатора з фіксацією певної глибини. Крім того, швидкість осадження часток не дає повної і достовірної інформації, по якій можна визначити щільність формованих пісків, виходячи з того, що щільність пісків залежить від параметрів формованого шару, об'єму подачі вхідного живлення, фізико-механічних властивостей твердої фази пульпи у дешламаторі. Особливим чинником, що впливає на процес осадження часток є вхідне живлення з погляду формування висхідних потоків, які в сполученні із крупністю часток визначають кінцеву швидкість осадження. Цей взаємозв'язок залежить від багатьох гідродинамічних і конструктивних факторів, які можуть позначитися на точності факту виміру швидкості осадження часток, а також на точності перерахування цієї швидкості при визначенні величини щільності пісків дешламації. На кінцеві результати визначення щільності пісків дешламації по швидкості падіння часток негативно впливає безліч факторів, урахувати які необхідно для забезпечення одержання максимально достовірного результату. Крім цього, необхідно складне апаратне забезпечення, що вимагає високопрофесійного обслуговування і ремонту. Все це негативно позначається на техніко-економічних показниках збагачувального процесу. 1 UA 72386 U 5 10 15 20 25 30 35 40 45 50 55 60 Найбільш близьким по технічній сутті і результату є спосіб керування щільністю пісків розвантаження дешламатора, що включає непряме визначення щільності пісків розвантаження у вигляді сигналу прийомного пристрою, перетворення сигналу прийомного пристрою в значення величини щільності пісків розвантаження, порівняння отриманої величини із завданням і подачу на систему керування сигналу про величину різниці між фактичною величиною щільності пісків і еталонною, передача системою керування керуючого сигналу на виконавчий механізм затвора розвантажувального вузла дешламатора [Полищук А.П. и др. Способ автоматического регулирования разгрузки магнетита из дешламатора. Авт. свид., СССР, № 810271, Бюл. изобр., 1981, № 9]. Недоліком відомого способу є те, що вимір густини пісків здійснюється експериментально. Це забезпечує високу точність одержання результату. Разом з тим, одержання результату експериментально призводить до втрат значної кількості часу. Це призводить до запізнювання реагування системи при зміні режимів дешламації або параметрів сировини. Відомий спосіб належить до систем з низькою точністю регулювання і значним запізнюванням, що негативно відбивається на якісних і техніко-економічних показниках процесу збагачення. Реалізація способу можлива при переробці значних об'ємів залізорудної сировини, коли ця сировина має стабільні якісні характеристики і гранулометричний склад. Практично це складно забезпечити, особливо в умовах реальної динамічної зміни параметрів і властивостей збагачуваної сировини. Таким чином, використання способу без автоматизації процесу коректування стабілізованого значення щільності малоефективне. Задачею корисної моделі є вдосконалення способу керування густиною пісків розвантаження дешламатора за рахунок одержання вхідного сигналу на датчик, що сприймає навантаження від згущеного продукту і вище розташованих шарів пульпи. Сигнал тиску оперативно перетворюється у сигнал, що відповідає фактичній густині згущеного продукту пісків розвантаження дешламатора. Регулювання необхідної щільності пісків здійснюється шляхом порівняння фактичної густини із заданою. При різниці густини, за рахунок сигналу системи керування виконавчим механізмом відбувається зміна прохідного перетину випускного патрубка в більшу або меншу сторону. Коректування відбувається оперативно в режимі реального часу і витримується в оптимальному режимі протягом усього технологічного процесу. Технічний результат від використання способу забезпечує високу стабільність якості згущених пісків дешламації. При зміні параметрів і властивостей вхідної сировини густина пісків залишається постійною, що дозволяє отримати стабільну якість сировини на наступні технологічні цикли збагачення. Застосування способу дозволяє одержати високі технікоекономічні показники збагачення як залізорудної сировини, так і збагачуваної сировини кольорових металів при використанні гравітаційного гідравлічного збагачення. Спосіб може бути використаний без зміни конструкції дешламаторів, а його реалізація не порушує нормальне функціонування ланцюга апаратів збагачувальної фабрики. Поставлена задача вирішується за рахунок того, що спосіб керування щільністю пісків розвантаження дешламатора включає непряме визначення щільності пісків розвантаження у вигляді сигналу прийомного пристрою, перетворення сигналу прийомного пристрою в значення величини щільності пісків розвантаження, порівняння отриманої величини із завданням і подачу на систему керування сигналу про величину різниці між фактичною величиною щільності пісків і еталонною, передачу системою керування керуючого сигналу на виконавчий механізм затвора розвантажувального вузла дешламатора. Відповідно до корисної моделі, прийомний пристрій виконують у вигляді датчика тиску і розміщують його в нижній частині дешламатора у вузлі розвантаження пісків, впливають згущеними пісками дешламатора на датчик і формують сигнал пропорційний величині тиску згущеного продукту на датчик, при цьому величину тиску визначають по формулі P=R0GH 3 де R0 - щільність середовища над датчиком у дешламаторі, кг/м ; 2 G - 9,8 м/с ; Η - висота від верхнього переливу дешламатора до точки розміщення датчика, м; після чого, отримане значення величини тиску перетворюють у величину густини пісків розвантаження, виконуючи калібрування по даним лабораторних аналізів густини при різних режимах роботи дешламатора, і порівнюють фактичну величину густини пісків розвантаження з еталонною, у відповідності з параметрами збагачуваної рудної маси. Встановлену різницю завдання і фактичної величини густини пісків розвантаження перетворюють у керуючий сигнал, що передають у систему керування, за допомогою якої впливають на виконавчий механізм затвора розвантажувального вузла, що має датчики положення затвора. За допомогою зазначених датчиків формують інформаційний сигнал, пропорційний переміщенню виконавчого 2 UA 72386 U 5 10 15 20 25 30 35 40 45 50 55 механізму органа затвора і, відповідно, зміні діаметра прохідного перерізу патрубка розвантажувального вузла. Інформаційний сигнал передають у систему керування і коректують положення виконавчого механізму органа затвора розвантажувального вузла з урахуванням значення різниці фактичної і еталонної густини пісків розвантаження дешламатора. Спосіб реалізується наступним чином. Дешламація являє собою самостійний процес гідравлічного гравітаційного поділу компонентів рудної пульпи, що надходить, наприклад після обробки в класифікатори або гідроциклони. Поділ твердої фази пульпи відбувається під дією сил гравітації по ознаці маси. Згущений продукт, отриманий у результаті гравітаційного збагачення, надходить на магнітну сепарацію або інший технологічний цикл. Незалежно від стадії дешламації в загальному збагачувальному процесі згущений продукт повинен мати стабільну характеристику, тому що це позначається на ефективності роботи переробного устаткування. Монтаж прийомного пристрою здійснюють не перериваючи технологічного процесу. Як прийомний пристрій використовують датчик тиску, що реагує на навантаження двофазного середовища, де масова частка твердої і рідкої фаз приблизно рівні. Датчик розміщують, не перериваючи технологічного процесу, в нижній частині дешламатора у вузлі розвантаження пісків. Дослідження показали, що оптимальним у розміщенні датчика є його орієнтування нагору під кутом 15-20° до горизонтальної площини. Дослідженнями встановлено, що таке розташування датчика дозволяє одержати об'єктивну інформацію про фактичний тиск вище розташованих шарів у чані дешламатора згущеного продукту і рідкої пульпи. При зменшенні кута розташування датчика збільшується ризик засмічення патрубка, що приводить до можливих погрішностей в оцінці фактичного тиску, а при збільшенні кута зменшується тиск згущеного продукту на чутливий елемент пристрою і потрібно додаткове апаратне забезпечення для одержання необхідної інформації. Як інформаційний датчик використовують датчик тиску, що може перетворити сигнал тиску на чутливий елемент в уніфікований аналоговий сигнал, величина якого становить 4,0-20,0 мА. У чані дешламатора перебуває згущений продукт і пульпа змінної щільності. Цими продуктами впливають на датчик і формують сигнал, пропорційний величині тиску згущеного продукту, який визначають по формулі: P=R0GH 3 де R0 - щільність середовища над датчиком у дешламаторі, кг/м ; 2 G - 9,8 м/с ; Η - висота від верхнього переливу дешламатора до точки установки датчика, м. Після визначення величини фактичного тиску, отримане значення перетворюють у величину густини пісків розвантаження. Дешламатори залежно від конструктивних особливостей мають різні геометричні параметри, а сировина може істотно відрізнятися по своїх фізико-механічних властивостях. Тому, фактичну величину густини пісків у кожному конкретному випадку збагачувального виробництва калібрують (еталонують) з урахуванням сигналу тиску на датчик. Для того, щоб взаємозв'язок величини тиску на датчик і щільності пісків забезпечували необхідну вірогідність отриманих результатів, калібрування датчика здійснюють при різних режимах дешламації з максимальною кількістю варіантів використання сировини, яка має різні фізико-механічні властивості. Еталонні значення густини пісків дешламатора і фактичного тиску на датчик завантажують у базу даних і зберігають на сервері. У процесі циклу гравітаційного збагачення в дешламаторі, одержують фактичну величину тиску на датчик і, відповідно, фактичну величину густини пісків у донній частини дешламатора. Величину фактичної густини пісків порівнюють із заданої (еталонною) величиною густини, стосовно до конкретного етапу дешламації в загальному збагачувальному циклі. Установлену різницю завдання і фактичної величини густини пісків розвантаження перетворюють у керуючий сигнал. Цей сигнал забезпечує коректування швидкості розвантаження пісків і, відповідно, необхідну густину пісків розвантаження дешламатора. Керуючий сигнал передають у систему керування. Система керування передає пропорційний електричний сигнал на привод механізму затвора розвантажувального вузла дешламатора. Якщо фактична густина пісків менше заданої, то виконавчий механізм зменшує прохідний переріз патрубка. У результаті цього відбувається згущення пісків. 3 UA 72386 U 5 10 15 20 25 30 Якщо фактична густина пісків більша заданої, то виконавчий механізм пропорційно збільшує прохідний переріз розвантажувального патрубка. У результаті цього відбувається розрідження пісків до необхідної величини. На виконавчому механізмі встановлюють датчики положення регулювального органа затвору. Залежно від фактичного положення органів виконавчого механізму, датчики формують інформаційний сигнал пропорційний переміщенню регулювального органа затвору. Положення виконавчого механізму говорить про фактичний прохідний переріз розвантажувального патрубка і, відповідно, про поточну густину згущених пісків розвантаження дешламатора. Вплив системи керування на виконавчі механізми припиняється у тому випадку, коли поточна густина пісків розвантаження буде відповідати заданій густині пісків з урахуванням фізико-механічних властивостей збагачуваної руди. Постійне коректування положення виконавчих механізмів відбувається за рахунок постійного зворотного зв'язка із системою керування, куди передають інформаційний сигнал. Завдяки інформаційному сигналу фіксується положення регулювального органа затвора розвантажувального вузла з урахуванням значення різниці фактичної і заданої густини пісків розвантаження дешламатора. Виконані дослідження і проведені дослідно-промислові випробування на гірничозбагачувальних комбінатах Криворізького залізорудного басейну показали, що спосіб керування щільністю пісків розвантаження дешламатора забезпечує високу ефективність у загальному збагачувальному циклі. Спосіб дозволяє забезпечити точну і оперативну зміну густини згущеного продукту з урахуванням стадії збагачення руди і її фізико-механічних властивостей. Реалізація способу не пов'язана зі значними капітальними вкладеннями і практично не позначається на збільшенні собівартості товарного продукту - залізорудного концентрату. При використанні способу забезпечується точна відповідність масової або об'ємної частки рідкої і твердої фаз у згущеному продукті, що підвищує ефективність магнітної сепарації за рахунок стабільності протікання збагачувального процесу. Спосіб має високу універсальність і може бути успішно застосований при гідравлічному гравітаційному збагаченні руд чорних і кольорових металів та інших мінеральних корисних копалин. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 55 Спосіб керування щільністю пісків розвантаження дешламатора, що включає непряме визначення щільності пісківрозвантаження у вигляді сигналу прийомного пристрою, перетворення сигналу прийомного пристрою в значення величини густини пісків розвантаження, порівняння отриманої величини із завданням і подачу на систему керування сигналу про величину різниці між фактичною величиною густини пісків і еталонною, передача системою керування керуючого сигналу на виконавчий механізм затвора розвантажувального вузла дешламатора, який відрізняється тим, що прийомний пристрій виконують у вигляді датчика тиску і розміщують його в нижній частині дешламатора у вузлі розвантаження пісків, впливають згущеними пісками дешламатора на датчик і формують сигнал пропорційний величині тиску згущеного продукту на датчик, при цьому величину тиску визначають по формулі P=R0 G H, 3 де R0 - щільність середовища над датчиком у дешламаторі, кг/м ; 2 G -9,8 м/с ; Η - висота від верхнього переливу дешламатора до точки установки датчика, м; після чого, отримане значення величини тиску перетворюють у величину густини пісків розвантаження, виконуючи калібрування по даним лабораторних аналізів густини при різних режимах роботи дешламатора і порівнюють фактичну величину густини пісків розвантаження з еталонною, у відповідності з параметрами збагачуваної рудної маси, після чого встановлену різницю завдання і фактичної величини густини пісків розвантаження перетворюють у керуючий сигнал, що передають у систему керування, за допомогою якої впливають на виконавчий механізм затвора розвантажувального вузла, що має датчики положення затвора, при цьому за допомогою зазначених датчиків формують інформаційний сигнал, пропорційний переміщенню виконавчого механізму органа затвора і, відповідно, зміні діаметра прохідного перерізу патрубка розвантажувального вузла, а інформаційний сигнал передають у систему керування і коректують положення виконавчого механізму органа затвора 4 UA 72386 U розвантажувального вузла з урахуванням значення різниці фактичної і еталонної густини пісків розвантаження дешламатора. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of specific gravity of sands of deslimer unloading
Автори англійськоюShynkar Andrii Oleksandrovych, Sherstiuk Rostyslav Volodymyrovych, Shvets Dmytro Viktorovych, Chechuha Yurii Mykolaiovych, Mordovin Dmytro Mykolaiovych, Neskoromnyi Yevhenii Mykolaiovych, Shynkar Maksym Andriiovych, Miklashevych Oleksandr Serhiiovych, Daienichev Valerii Viktorovych
Назва патенту російськоюСпособ управления плотностью песков разгрузки дешламатора
Автори російськоюШинкар Андрей Александрович, Шерстюк Ростислав Владимирович, Швец Дмитрий Викторович, Чечуга Юрий Николаевич, Мордовин Дмитрий Николаевич, Нескоромный Евгений Николаевич, Шинкар Максим Андреевич, Миклашевич Александр Сергеевич, Даеничев Валерий Викторович
МПК / Мітки
МПК: E21C 37/06, E21B 44/00, E21B 43/29
Мітки: густиною, керування, розвантаження, спосіб, пісків, дешламатора
Код посилання
<a href="https://ua.patents.su/7-72386-sposib-keruvannya-gustinoyu-piskiv-rozvantazhennya-deshlamatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування густиною пісків розвантаження дешламатора</a>
Спосіб регулювання розвантаження згущеного продукту з дешламатора та пристрій для його здійснення
Номер патенту: 1380
Опубліковано: 25.03.1994
Автори: Пільнік Борис Лазаревич, Чумак Федір Олександрович, Корчаков Вололен Фролович
МПК: G05D 27/02, B03B 5/00
Мітки: дешламатора, здійснення, спосіб, регулювання, згущеного, пристрій, продукту, розвантаження
Формула / Реферат:
1. Способ регулирования разгрузки сгущенного продукта из дешламатора, включающий определение величины, характеризующей сгущенный продукт, и изменение проходного сечения сгущенного продукта, отличающийся тем, что в качестве величины, характеризующей сгущенный продукт, принимают величину, пропорциональную произведению приращений уровня и плотности сгущенного продукта, и определяют ее в промежутке между разгрузочным конусом и граблями...
Спосіб автоматичного регулювання розвантаження згущувача
Номер патенту: 23875
Опубліковано: 11.06.2007
Автори: Пучков Ігор Петрович, Кучер Василь Григорович, Сидоренко Віктор Дмитрович, Щокін Вадим Петрович
МПК: B02C 25/00
Мітки: згущувача, автоматичного, спосіб, розвантаження, регулювання
Формула / Реферат:
Спосіб автоматичного регулювання розвантаження згущувача, заснований на зміні прохідного перерізу розвантажувального патрубка згущувача по щільності пісків, що розвантажуються, що є живленням високоградієнтного сепаратора, який відрізняється тим, що вимірюють вміст загального заліза у хвостах високоградієнтного сепаратора та, при величині втрат більше припустимого значення, корегують прохідний переріз розвантажувального патрубка згущувача у...
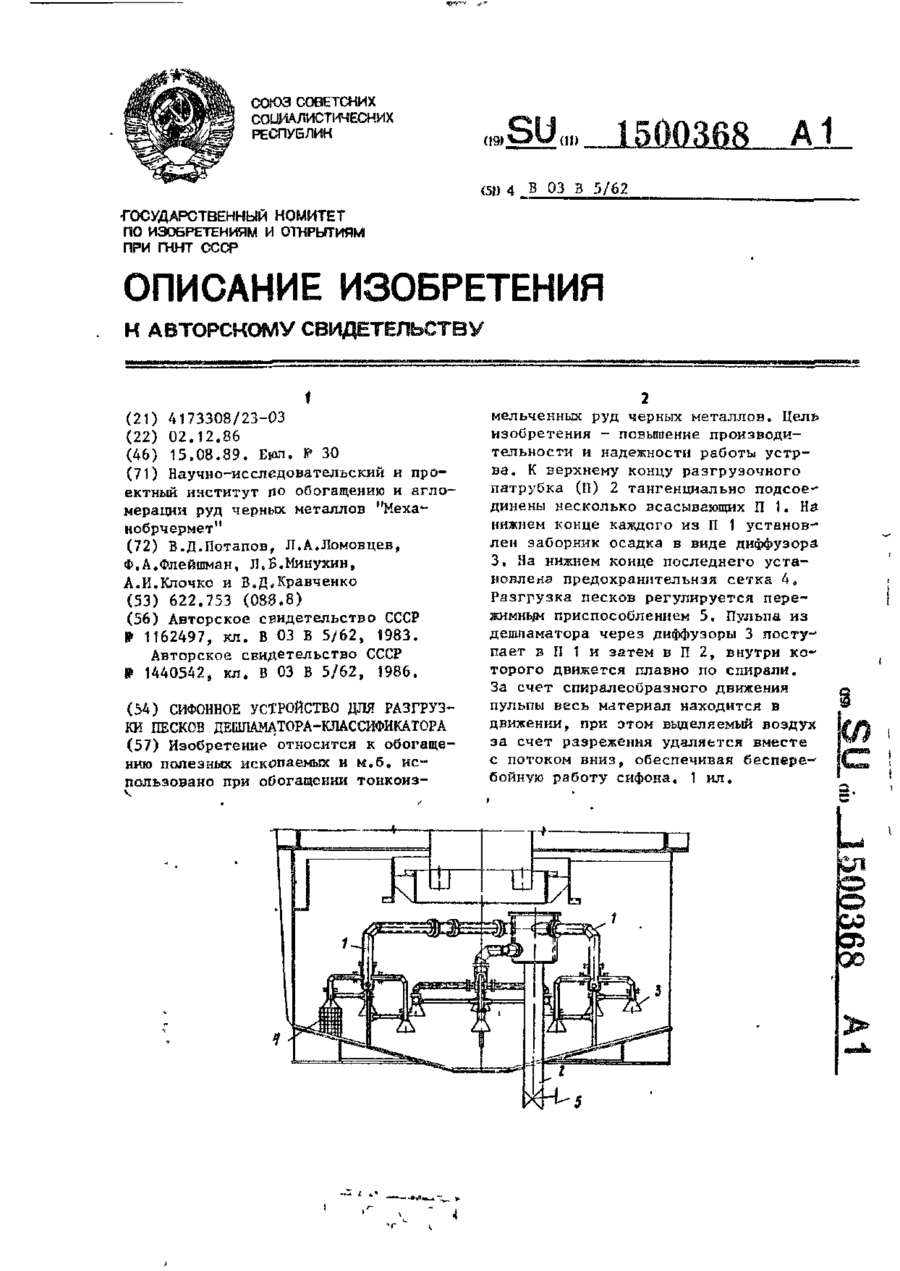
Сифонне устаткування для розгрузки пісків дешламатора-класифікатора
Номер патенту: 9372
Опубліковано: 30.09.1996
Автори: Флейшман Пилип Абрамович, Потапов Віктор Димитрович, Клочко Анатолій Іванович, Мінухін Леонід Борисович, Ломовцев Лев Олексійович, Кравченко Віктор Димитрович
МПК: B03B 5/62
Мітки: дешламатора-класифікатора, пісків, устаткування, сифонне, розгрузки
Формула / Реферат:
Сифонное устройство для разгрузки песков дешламатора-классификатора, включающее сифонный трубопровод, состоящий из всасывающих патрубков, на нижнем конце каждого из которых установлен заборник осадка в виде диффузора, и разгрузочного патрубка, отличающееся тем, что, c целью повышения производительности и надежности работы устройства, оно снабжено предохранительной сеткой, установленной на нижнем конце диффузора, а всасывающие патрубки...
Спосіб автоматичного регулювання розвантаження згущувача
Номер патенту: 23880
Опубліковано: 11.06.2007
Автори: Сидоренко Віктор Дмитрович, Пучков Ігор Петрович, Щокін Вадим Петрович, Кучер Василь Григорович
МПК: B03B 5/00
Мітки: спосіб, згущувача, автоматичного, регулювання, розвантаження
Формула / Реферат:
Система автоматичного регулювання розвантаження згущувача, що містить пристрій зміни прохідного перерізу розвантажувального патрубка згущувача з електрокерованим виконавчим механізмом, датчик щільності пісків, задатчик щільності пісків із блоком корекції задання й регулятор, вхід якого зв'язаний з датчиком щільності пісків і задатчиком, а вихід - з виконавчим механізмом, яка відрізняється тим, що система додатково оснащується датчиком...
Система автоматичного регулювання щільності пісків згущувача
Номер патенту: 15200
Опубліковано: 15.06.2006
Автори: Пучков Ігор Петрович, Григор'єв Володимир Леонідович, Шеремет Володимир Олександрович, Брехунов Олександр Васильович, Козенко Георгій Володимирович, Кекух Анатолій Володимирович, Могилевцев Ігор Петрович, Давідченко Валерій Мефодійович, Кучер Василь Григорович
МПК: B02C 25/00
Мітки: пісків, система, щільності, згущувача, регулювання, автоматичного
Формула / Реферат:
1. Система автоматичного регулювання щільності пісків згущувача, що містить електрокерований розвантажувальний виконавчий механізм, пристрій керування, вихід якого з'єднаний із входом виконавчого механізму, а вхід - з датчиком щільності пісків і блоком корекції, вихід якого з'єднаний із другим входом блока керування, яка відрізняється тим, що для підвищення надійності роботи згущувача за рахунок попередження замулювання розвантажувального...
Попередній патент: Термінал для продажу залізничних квитків
Наступний патент: Пристрій для керування густиною пісків розвантаження дешламатора
Випадковий патент: Універсальна електромеханічна реабілітаційна установка з модульними приводами