Механізм хитання кристалізатора вертикальної слябової машини безперервного лиття
Номер патенту: 24353
Опубліковано: 25.06.2007
Автори: Романенко Віталій Володимирович, Титаренко Олександр Іванович, Козлов Павло Миколайович, Цибулько Анатолій Євгенійович
Формула / Реферат
Механізм хитання кристалізатора вертикальної слябової машини безперервного лиття, що включає раму з кристалізатором, до середньої частини якої з двох боків жорстко прикріплено по поздовжньому коробу напрямного вузла з пакетом ресор, розміщеним у його внутрішній порожнині і жорстко приєднаним своєю середньою частиною до фундаментної стійки та зчленованим кінцями з елементами кріплення і розтягання, а також розміщені по кутах рами привідні ексцентрикові вузли із шатунами, який відрізняється тим, що він оснащений додатковими пакетами ресор, розміщеними по два у кожному коробі напрямного вузла симетрично відносно його поздовжньої осі, шатун виготовлений у вигляді пари вертикальних стінок, жорстко зв'язаних стяжками, а кожний з ексцентрикових вузлів виконаний у вигляді корпуса з порожниною, у якій розміщено два рознесених по висоті привідних вали, симетрично встановлених відносно привідного ходового гвинта, що несе штовхач, встановлений з можливістю переміщення уздовж осі гвинта, кожний кінець якого зчленований з привідним валом, виконаним з чотиригранною ділянкою, дві грані якої - похилі і виконані дзеркально відносно осі вала, а дві інші грані - паралельні між собою і рівновіддалені від осі, на яких розташовані клини з різноспрямованими нахилами, охоплені стаканом, виконаним з наскрізним чотиригранним отвором, дві грані якого - відповідні нахилам клинів, а дві інші - відповідні нахилам вала, і встановленим на підшипникових опорах у внутрішній порожнині барабана, зовнішню поверхню якого охоплює гнучкий елемент, виконаний, наприклад, у вигляді дрібнокільцевого ланцюга або стрічки з композитного матеріалу, що обгинає також відповідні стяжки шатуна, один кінець якого закріплений або на стяжці, або на барабані, а другий зчленований з натяжним пристосуванням, крім того вали і ходовий гвинт кожного ексцентрикового вузла, розташовані в одній площині, паралельні один одному та зв'язані з приводом обертання, при цьому кожна пара клинів прикріплена до відповідної частини штовхача, торець шатуна прикріплений до відповідного торця короба напрямного вузла, а кожний стакан розміщений з можливістю взаємодії його торця із засобами осьової фіксації, встановленими на привідному валу.
Текст
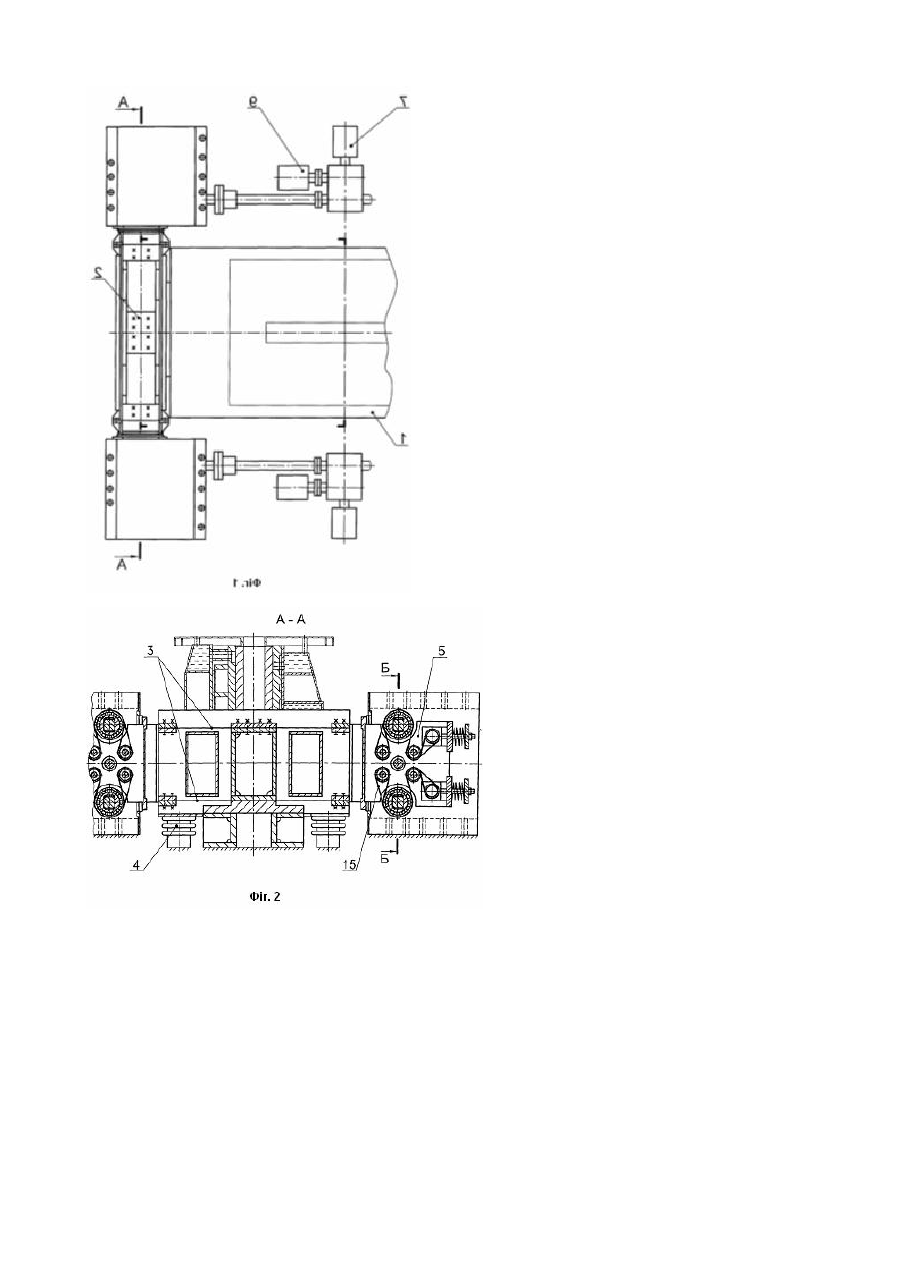
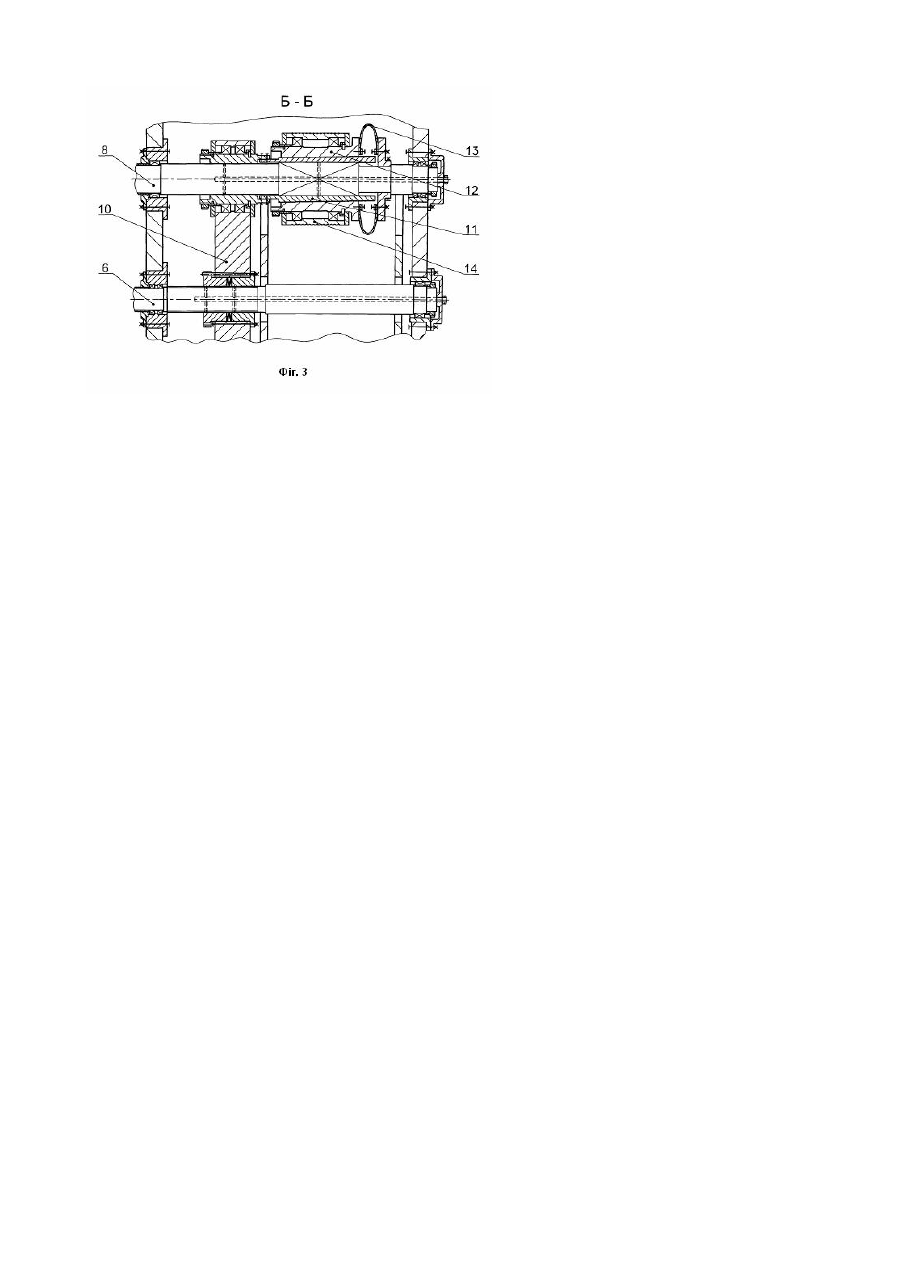
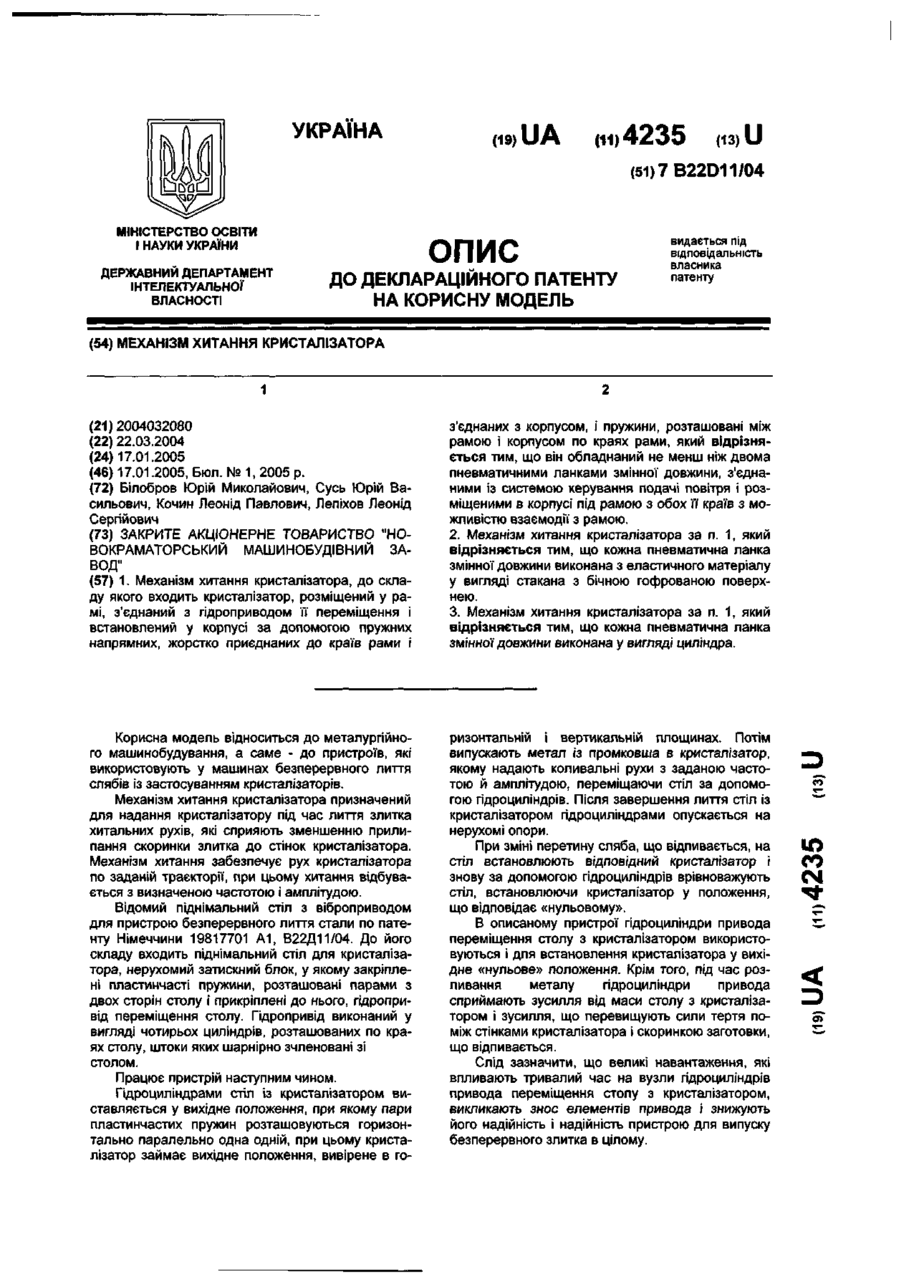
Корисна модель відноситься до металургійного машинобудування, а саме - до обладнання, яке може бути використаним в машинах безперервного лиття, переважно слябових заготівок із застосуванням кристалізатора. Для одержання якісної безупинно литої заготівки під час її витягання із кристалізатора необхідно виключити порушення цілісності оболонки відливаємої заготівки, прилипання гарячого металу до стінок кристалізатора із проривом рідкого металу, що досягається за рахунок надання кристалізатору хи тальних рухів за законом, характер якого визначається у залежності від технології одержання заготівки із заданими розмірами, певним хімічним складом матеріалу і т.і. У періоди заміни спорожненого стальковша на повний напір металу, що витікає із проміжного ковша в кристалізатор зменшується, що приводить до зниження швидкості розливання металу, а разом з цим до синхронного зменшення швидкості тягнуче - правильної кліті, яка витягає заготівку із кристалізатора. При цьому для одержання якісної заготівки потрібно також регулювання швидкості переміщення кристалізатора у відповідності зі згаданими швидкісними режимами роботи машини безперервного лиття. Через те, що швидкість переміщення кристалізатора визначається амплітудою і частотою хи тання кристалізатора, то впливати на швидкість переміщення кристалізатора можливо шляхом зміни цих двох параметрів для досягання максимальної відповідності швидкості переміщення кристалізатора технологічним вимогам, при дотриманні яких створюються оптимальні умови для одержання якісних безупинно литих заготівок. Відомий механізм хитання кристалізатора по вертикалі машини безперервного лиття слябових заготівок, [описаний у книзі «Электропривод машины непрерывного литья заготовок», Ш.М.Марголина, М., « Металлургия», 1987г., с.34-35]. До його складу входять приводний ексцентриковий вал, рама, зчленована однією стороною через підшипникові опори з горизонтально розміщеним валом, прикріпленим до фундаменту, а іншою протилежною стороною пов'язана з повзунами, розміщеними в її П-образних горизонтальних відкритих пазах з можливістю ковзання. В отворах повзунів встановлені ексцентрики, закріплені на горизонтальному валу, зчленованому з електроприводом його обертання. Усередині рами на підшипникових опорах, виконаних в укладках, розміщених у пазах рами, встановлений прямокутний кристалізатор, розташований з можливістю вертикального переміщення відносно напрямних. Працює механізм хитання кристалізатора машини безперервного лиття заготівок наступним чином. Обертання приводного ексцентрикового вала викликає зворотні рухи повзунів, як у вертикальному напрямку, так і в горизонтальному напрямку. При вертикальному русі повзунів разом з ними здійснює рух нагору та униз та частина рами, що зчленована із приводним ексцентриковим валом, при цьому друга її частина провертається в підшипникових опорах відносно нерухомого вала. При горизонтальному русі повзуни ковзають у П-образних пазах рами. У результаті таких рухів повзунів рама надає кристалізатору хитальні рухи у вертикальній площині уздовж напрямних без зсуву в горизонтальній площині. Для узгодження швидкості переміщення кристалізатора зі швидкістю витягання слябової заготівки тягнуче-правильною кліттю змінюють частоту обертання електропривода. Слід зазначити, що в процесі експлуатації пристрою під впливом робочих навантажень має місце виробка кінематичних з'єднань зі збільшенням у них первісних зазорів, що приводить до зниження довговічності та надійності цих з'єднань і механізму хитання кристалізатора в цілому. При цьому наявність збільшених зазорів у вузлах механізму хитання порушує точність траєкторії хитання кристалізатора, що негативно позначається на якості одержуваних слябових заготівок. Крім того, при використанні даного механізму хитання кристалізатора не уявляється можливим у процесі розливання досить ефективно узгоджувати лінійну швидкість переміщення кристалізатора зі швидкістю витягання заготівки, тому що немає можливості впливати на лінійну швидкість переміщення кристалізатора, у тому числі і за рахунок можливості регулювання амплітуди хитання кристалізатора, що негативно позначається на якості одержуваних безупинно литих заготівок. Таким чином, до недоліків описаного механізму хитання кристалізатора слід віднести його незадовільну надійність і довговічність, а також незадовільну якість безупинно литих заготівок, одержуваних з використанням даного пристрою. Відомо технічне рішення, більш близьке до рішення, що заявляється, [описане в патенті Німеччини №3635949, В22Д11/04], і прийняте у якості прототипу - напрямний пристрій для хитального кристалізатора машини безперервного лиття заготівок. До його складу входить механізм хитання кристалізатора, що включає раму з розміщеним у ній кристалізатором із прямокутною вн утрішньою порожниною, розташовані із двох сторін рами напрямні вузли, привод хитання рами. Із двох сторін рами до середньої її частини жорстко прикріплено по поздовжньому коробу напрямного пристрою. Усередині кожного короба на його поздовжній осі розміщений пакет ресор. Пакет ресор жорстко прикріплений у середній своїй частині до фундаментної стійки, а кінцями прикріплений до ростягальних пристосувань, кожне з яких виконане у вигляді гвинтового натяжного пристрою, прикріпленого до торців поздовжнього короба. Електропривод хитання через кутові зубчасті передачі зчленований з ексцентриковими валами, розміщеними в підшипникових опорах, прикріплених до фундаменту. Кожний ексцентриковий вал зчленований за допомогою шатунів, виконаних у вигляді серг, з рамою механізму хитання кристалізатора вертикальної слябової машини безперервного лиття. До початку роботи пакет ресор розтягують за допомогою натяжного гвинтового пристрою для створення в ньому розрахункового зусилля, достатнього для компенсації горизонтальної складової сили, що виникне при обертанні ексцентрикових валів під час роботи пристрою. Працює пристрій наступним чином. Від електропривода через кутові зубчасті передачі обертання передається кожному ексцентриковому валу, і далі перетворюється у вертикальний рух рами з кристалізатором, при цьому горизонтальна складова зусилля, що виникає при обертанні ексцентрикових валів, сприймається напрямними пристроями, що перешкоджає зсувам рами в горизонтальній площині. При технологічній необхідності під час розливання металу регулюють лінійну швидкість переміщення кристалізатора по вертикалі, також як і в аналогу, за рахунок зміни частоти обертання електропривода. Сполучення ексцентрикових валів з рамою кристалізатора за допомогою шатунів у вигляді серг не дозволяє під час розливання регулювати амплітуду хитання рами для створення оптимального режиму хитання кристалізатора по вертикалі. У порівнянні з аналогом даний пристрій містить меншу кількість кінематичних з’єднань, що беруть участь у передачі робочих зусиль рамі, що декілька підвищує його надійність і довговічність. Однак використання даного механізму хи тання кристалізатора вертикальної слябової машини безперервного лиття заготівок не дозволяє регулювати амплітуду хи тання рами із кристалізатором під час розливання для узгодження лінійної швидкості переміщення кристалізатора і лінійної швидкості витягання заготівки тягнуче правильною кліттю із кристалізатора для одержання якісної заготівки. Таким чином, недоліком описаного пристрою є незадовільна якість безперервно литих слябових заготівок, одержуваних з його використанням. До основи корисної моделі поставлене завдання - підвищення якості безперервно литих заготівок, одержуваних з використанням заявляємого механізму хитання кристалізатора вертикальної слябової машини безперервного лиття. Поставлене завдання вирішується за рахунок технічного результату, який полягає в можливості зміни амплітуди хитання кристалізатора під час розливання металу. Для досягнення зазначеного технічного результату механізм хитання кристалізатора вертикальної слябової машини безперервного лиття, що включає раму з кристалізатором, до середньої частини якої з двох сторін жорстко прикріплено по поздовжньому коробу напрямного вузла з пакетом ресор, розміщеним у його внутрішній порожнині і жорстко приєднаним своєю середньою частиною до фундаментної стійки та зчленований кінцями з елементами кріплення та розтягання, а також розміщені по кута х рами приводні ексцентрикові вузли із шатунами, відповідно до корисної моделі постачений додатковими пакетами ресор, розміщеними по два у кожному коробі напрямного вузла симетрично відносно його поздовжньої осі, шатун виготовлений у вигляді пари вертикальних стінок, жорстко зв'язаних стяжками, а кожен з ексцентрикових вузлів виконаний у вигляді корпуса з порожниною, у якій розміщено два рознесених по висоті приводних вала симетрично встановлених відносно приводного ходового гвинта, що несе штовхач, встановлений з можливістю переміщення уздовж осі гвинта, кожен кінець якого зчленований з приводним валом, виконаним з чотиригранною ділянкою, дві грані якої - похилі і виконані дзеркально відносно осі вала, а дві інші грані - паралельні між собою та рівновіддалені від осі, на яких розташовані клини з різноспрямованими нахилами, охоплені стаканом, виконаним з наскрізним чотиригранним отвором, дві грані якого - відповідні нахилам клинів, а дві інші - відповідні нахилам вала і встановленим на підшипникових опорах у вн утрішній порожнині барабана, зовнішню поверхню якого охоплює гнучкий елемент, виконаний, наприклад, у вигляді дрібнокільцевого ланцюга або стрічки з композитного матеріалу, що обгинає також відповідні стяжки шатуна, один кінець якого закріплений або на стяжці, або на барабані, а другий зчленований з натяжним пристосуванням, крім того, вали і ходовий гвинт кожного ексцентрикового вузла розташовані в одній площині, паралельні один одному та пов'язані з приводом обертання, кожна пара клинів прикріплена до відповідної частини штовхача, торець шатуна прикріплений до відповідного торця короба напрямного вузла, а кожен стакан розміщений з можливістю взаємодії його торця із засобами осьової фіксації, встановленими на приводному валу. У результаті порівняльного аналізу заявляємого механізму хитання кристалізатора вертикальної слябової машини безперервного лиття з прототипом, встановлено, що вони мають наступні загальні ознаки: - рама з кристалізатором; - жорстке кріплення до середньої частини рами з двох сторін по поздовжньому коробу напрямного вузла з пакетом ресор; - розміщення пакета ресор у внутрішній порожнині поздовжнього короба і жорстке приєднання його середньої частини до фундаментної стійки; - зчленування кінців пакета ресор з елементами кріплення та розтягання; - розміщення по кутах рами приводних ексцентрикових вузлів з ша тунами; і відмітні ознаки: - постачання додатковими пакетами ресор, розміщеними по два у кожному коробі напрямного вузла симетрично відносно його поздовжньої осі, - виготовлення кожного шатуна у вигляді пари вертикальних стінок, жорстко зв'язаних стяжками; - виконання кожного ексцентрикового вузла у вигляді, корпуса з порожниною, у якій розміщено два рознесених по висоті приводних вала, симетрично встановлених відносно приводного ходового гвинта, що несе штовхач, встановлений з можливістю переміщення уздовж осі гвинта, кожен кінець якого зчленований з приводним валом, виконаним з чотиригранною ланкою, дві грані якої - похилі і виконані дзеркально відносно осі вала, а дві інші грані - паралельні між собою та рівновіддалені від осі, на яких розташовані клини з різнонаправленими нахилами, охоплені стаканом, з наскрізним чотиригранним отвором, дві грані якого відповідні нахилам клинів, а дві інші - відповідні нахилам вала, і встановленим у внутрішній порожнині барабана на підшипникових опорах, зовнішню поверхню якого охоплює гнучкий елемент, виконаний, наприклад, у вигляді дрібнокільцевого ланцюга або стрічки з композитного матеріалу, що обгинає також відповідні стяжки шатуна, один кінець якого закріплений або на стяжці, або на барабані, а другий - зчленований з натяжним пристосуванням, крім того, вали і ходовий гвинт кожного ексцентрикового вузла, розташовані в одній площині, паралельні один одному та пов'язані з приводом обертання, при цьому кожна пара клинів прикріплена до відповідної частини штовхача, а кожен стакан розміщений з можливістю взаємодії його торця із засобами осьової фіксації, встановленими на приводному валу; - торець шатуна прикріплений до відповідного торця короба напрямного вузла. Таким чином, механізм хитання кристалізатора вертикальної слябової машини безперервного лиття заготівок, що заявляється, має нові елементи, нові взаємні розміщення елементів, нові форми виконання вузлів і деталей. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки постачанню механізму хи тання кристалізатора вертикальної слябової машини безперервного лиття додатковими пакетами ресор, розміщеними по два у кожному коробі напрямного вузла симетрично відносно його поздовжньої осі, виготовленню шатуна у вигляді пари вертикальних стінок, жорстко зв'язаних стяжками, а також виконанню кожного з ексцентрикових вузлів у ви гляді корпуса з порожниною, у якій розміщено два рознесених по висоті приводних вала симетрично встановлених відносно приводного ходового гвинта, що несе штовхач, встановлений з можливістю переміщення уздовж осі гвинта, кожен кінець якого зчленований з приводним валом, виконаним з чотиригранною ділянкою, дві грані якої - похилі і виконані дзеркально відносно осі вала, а дві інші грані - паралельні між собою і рівновіддалені від осі, на яких розташовані клини з різноспрямованими нахилами, охоплювані стаканом, виконаним з наскрізним чотиригранним отвором, дві грані якого - відповідні нахилам клинів, а дві інші - відповідні нахилам вала, і встановленим на підшипникових опорах у вн утрішній порожнині барабана, зовнішню поверхню якого охоплює гнучкий елемент, виконаний, наприклад, у вигляді дрібнокільцевого ланцюга або стрічки з композитного матеріалу, що обгинає також відповідні стяжки шатуна, один кінець якого закріплений або на стяжці або на барабані, а другий - зчленований з натяжним пристосуванням, а також завдяки розташуванню валів і ходового гвинта кожного ексцентрикового вузла в одній площині, паралельно один одному і їхньому зв'язку з приводом обертання, та прикріпленню кожної пари клинів до відповідної частини штовхача, а також зв'язку торця шатуна з відповідним торцем короба напрямного вузла і розміщенню кожного стакана з можливістю взаємодії його торця із засобами осьової фіксації, встановленими на приводному валу, стало можливим без зупинки процесу розливання поряд зі зміною частоти обертання привода, змінюючи ексцентриситет ексцентрикового вузла, змінювати амплітуду вертикального переміщення рами з кристалізатором, для більш точного узгодження швидкісного режиму переміщення рами з кристалізатором зі швидкістю витягання безупинно литої заготівки із кристалізатора тягнуче-правильною кліттю, що приводить до поліпшення якості безупинно литих слябів, одержуваних з використанням механізму хитання кристалізатора на вертикальних машинах безперервного лиття, що заявляється. Виключення з перерахованої вище сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, промислове застосовано, тому що його технологічне та технічне виконання, наприклад, в умовах ЗАТ «НКМЗ» не представляє складностей. З використанням заявляємого технічного рішення виконано ескізний проект механізму хитання кристалізатора вертикальної слябової машини безперервного лиття заготівок для Новоліпецького металургійного комбінату. Таким чином, заявляемому рішенню може бути надана правова охорона, тому що воно є новим і промислове застосованим, тобто відповідає всім критеріям корисної моделі. Рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне: Фіг.1 - вид у плані механізму хитання кристалізатора вертикальної слябової машини безперервного лиття заготівок; Фіг.2 - розріз А-А по Фіг.1; Фіг.3 - перетин Б-Б по Фіг.2. До складу механізму хи тання кристалізатора вертикальної слябової машини безперервного лиття заготівок входять рама 1 прямокутної форми, у прорізі якої встановлений кристалізатор прямокутного перетину (до обсягу захисту не входить, на кресленні зображений тонко), два напрямні пристрої, розміщені паралельно меншим стінкам кристалізатора. Кожен напрямний вузол виконаний у вигляді поздовжнього короба 2, у якому розміщені симетрично відносно його поздовжньої осі два пакети ресор 3. Своєю середньою частиною кожен пакет ресор 3 жорстко приєднаний до фундаментної рами, а кінці пакета ресор 3 зчленовані з елементами розтягання. Елементи розтягання пакетів ресор 3 виконані у даному випадку у вигляді Г-образних планок, розміщених з можливістю ковзання в пазах короба 2, з'єднаних з кінцями пакета ресор 3 за допомогою кріпильних елементів, і гвинта, що сполучає планку та полицю короба. Своєю нижньою частиною кожен короб 2 зпирається на вузли зрівноважування мас деталей і вузлів (короба, рами з кристалізатором і т.і.), виконаних в цьому випадку у ви гляді пневматичних пристроїв 4. По кутах рами 1 розташовані чотири ексцентрикових вузли. До складу кожного ексцентрикового вузла входить шатун 5, виконаний у вигляді двох вертикальних стінок, жорстко зв'язаних горизонтальними стяжками, торець якого жорстко зчленований з торцем відповідного поздовжнього короба 2. Кожен ексцентриковий вузол виконаний у ви гляді корпуса коробчастої форми, у порожнині якого встановлений ходовий гвинт 6, з'єднаний із приводом обертання 7, і два вали 8, рознесених по висоті симетрично відносно ходового гвинта 6, зчленованих із приводом обертання 9, призначеним для забезпечення їхнього синхронного обертання в один бік. Осі валів 8 і ходового гвинта 6 кожного ексцентрикового вузла розміщені в одній площині паралельно один одному. Штовхач 10 сполучений з ходовим гвинтом 6 з можливістю переміщення уздовж його, при цьому кожен з вільних кінців штовхача 10 зчленований з відповідним приводним валом 8. Кожен вал 8 виконаний з чотиригранною ділянкою, дві грані якої виконані похилими дзеркально відносно осі вала 8, а дві інші грані паралельні між собою та рівновіддалені від його осі. На паралельних гранях вала 8 розміщені клини 11, таким чином, що їхні похилі поверхні направлені протилежно, тобто різнонаправлені. Похилі поверхні кожного вала 8 і похилі поверхні клинів 11 охоплює стакан 12, з наскрізним чотиригранним отвором, дві грані якого відповідні нахилам клинів, а дві інші грані відповідні похилим граням вала 8. Торець стакана 12 розміщений з можливістю взаємодії із пружним елементом 13, виготовленим у вигляді пластинчастої пружини, жорстко зчленованої з валом 8, і призначеним для запобігання його осьовому зсуву. Стакан 12 встановлений у внутрішній порожнині барабана 14 на підшипникових опорах з можливістю спільного обертання з валом 8 відносно барабана 14. До складу ексцентрикового вузла входить також пара гнучких елементів 15, виконаних, наприклад, у вигляді дрібнокільцевого ланцюга або стрічки з композитного матеріалу, міцність яких достатня для утримання рами 1 з кристалізатором, шатуна 5, а також деталей, зчленованих з ними. Кожен гнучкий елемент 15 охоплює зовнішню поверхню відповідного барабана 14 і стяжок шатуна 5, при цьому один його кінець закріплений на барабані 14 або на стяжці, а інший - зчленований з натяжним пристосуванням. Натяжне пристосування для одного гнучкого елемента 15 виконано в даному випадку у вигляді каретки, зчленованої з підпружиненими стрижнями, що встановлена в прорізах стінок шатуна 5 з можливістю переміщення в них для досягнення заданої величини натягу гнучкого елемента 15. Крім того, кожна пара клинів 11, встановлених на паралельних гранях вала 8, прикріплена до відповідного кінця штовхача 10, сполученого з валом 8. Робота механізма хитання кристалізатора вертикальної слябової машини безперервного лиття здійснюється наступним чином. До початку розливання включають пневматичні пристрої 4, робочі органи яких входять у контакт з коробом 2 і сприймають маси короба 2 з шатунами 5, рами 1 з кристалізатором. При цьому гн учкі елементи 15 ексцентрикових вузлів не сприймають маси згаданих деталей і вузлів. Потім включають привода 7 обертання ходових гвинтів 6, внаслідок чого штовхачі 10 переміщуються уздовж осей гвинтів 6 і валів 8. Переміщаючись, штовхачі 10 захоплюють за собою зчленовані з ними клини 11, які зміщають стакани 12 з барабанами 14 у напрямку, перпендикулярному осі кожного вала 8 для створення розрахункової величини їхнього ексцентриситету відносно осей валів 8. Пластинчасті пружини 13 утримують стакани 12 з барабанами 14 у вихідному положенні, не допускаючи їхнього зсуву уздовж валів 8. Після встановлення клинів 11 привода 7 ходових гвинтів 6 відключають і включають привода 9 обертання валів 8 і надають їм синхронне обертання в один бік. Разом з парою валів 8 кожного ексцентрикового вузла приводяться в обертання стакани 12 і клини 11, а барабани 14 залишаються вільними від обертання, але при цьому вони здійснюють пласкопаралельні рухи в площині, перпендикулярній осям валів 8. Ці рухи передаються парою гнучких елементів 15 на шатун 5, при цьому завдяки гнучким елементам 15 горизонтальна складова руху кожного барабана 14 нейтралізується, а вертикальна складова передається ними на шатун 5. Під впливом вертикальної складової руху барабанів 14 шатуни 5 разом із двома коробами 2, рамою 1, що несе кристалізатор, здійснюють зворотні вертикальні рухи із частотою обертання валів 8 і амплітудою, встановленою за рахунок зсуву клинів 11 уздовж осі кожного вала 8 на розрахункову величину, що визначає ексцентричне положення кожного барабана 14. При нейтралізації горизонтальної складової руху барабана 14 неминучі деякі перекоси у вертикальній площині шатунів 5, зв'язаних загальним коробом 2, чому перешкоджають пари ресор 3. Після завершення настроювальних операцій починають розливання металу із проміжного ковша в кристалізатор. При виникненні технологічної необхідності під час розливання регулюють швидкість переміщення кристалізатора як за рахунок зміни частоти обертання валів 8, так і за рахунок зміни амплітуди переміщення завдяки перевстановлюванню ексцентриситету барабанів 14 відносно осей валів 8, виконуючи перенастановні операції в послідовності, описаній вище без зупинки обладнання, що дозволяє встановлювати оптимальний режим руху кристалізатора і одержувати якісні безперервно литі заготівки. Із усього вищевикладеного видно, що виконання механізму хитання кристалізатора вертикальної слябової машини безперервного лиття заготівок відповідно до формули корисної моделі дозволяє під час розливання металу поряд зі зміною частоти обертання електропривода змінювати амплітуду вертикального переміщення рами з кристалізатором за рахунок зміни ексцентриситету ексцентрикового вузла, що дозволяє точніше узгоджувати швидкісний режим переміщення рами із кристалізатором зі швидкістю витягання безупинно литого злитка з кристалізатора тягнуче - правильною кліттю, і сприяє підвищенню якості безупинно литих заготівок, одержуваних з використанням заявляємого механізму хи тання кристалізатора вертикальної машини безперервного лиття.
ДивитисяДодаткова інформація
Назва патенту англійськоюMechanism for oscillation of crystallizer of vertical slab machine of continuous casting
Автори англійськоюKozlov Pavlo Mykolaiovych, Tytarenko Oleksandr Ivanovych, Romanenko Vitalii Volodymyrovych, Tsybulko Anatolii Yevheniiovych
Назва патенту російськоюМеханизм колебания кристаллизатора вертикальной слябовой машины непрерывного литья
Автори російськоюКозлов Павел Николаевич, Титаренко Александр Иванович, Романенко Виталий Владимирович, Цыбулько Анатолий Евгеньевич
МПК / Мітки
МПК: B22D 11/04
Мітки: механізм, кристалізатора, безперервного, лиття, машини, слябової, вертикальної, хитання
Код посилання
<a href="https://ua.patents.su/6-24353-mekhanizm-khitannya-kristalizatora-vertikalno-slyabovo-mashini-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Механізм хитання кристалізатора вертикальної слябової машини безперервного лиття</a>
Механізм хитання кристалізатора
Номер патенту: 4235
Опубліковано: 17.01.2005
Автори: Лепіхов Леонід Сергійович, Білобров Юрій Миколайович, Кочин Леонід Павлович, Сусь Юрій Васильович
МПК: B22D 11/04
Мітки: кристалізатора, хитання, механізм
Формула / Реферат:
1. Механізм хитання кристалізатора, до складу якого входить кристалізатор, розміщений у рамі, з’єднаний з гідроприводом її переміщення і встановлений у корпусі за допомогою пружних напрямних, жорстко приєднаних до країв рами і з'єднаних з корпусом, і пружини, розташовані між рамою і корпусом по краях рами, який відрізняється тим, що він обладнаний не менш ніж двома пневматичними ланками змінної довжини, з'єднаними із системою керування подачі...
Механізм хитання кристалізатора
Номер патенту: 16293
Опубліковано: 15.08.2006
Автори: Кочин Леонід Павлович, Білобров Юрій Миколайович, Шмуліч Владислав Леонідович, Вольвач Олександр Євгенійович, Курмаз Ігор Володимирович, Титаренко Олександр Іванович, Плугатар Віктор Семенович
МПК: B22D 11/04
Мітки: механізм, кристалізатора, хитання
Формула / Реферат:
1. Механізм хитання кристалізатора, що містить рухомий стіл для установлення кристалізатора і нерухому раму з гідроциліндром, шток якого зв'язаний із зазначеним рухомим столом, а також пружні елементи, які лежать в площинах, що виходять з центра дуги хитання, і кожний з яких розміщений між нерухомою рамою і рухомим столом із жорстким кріпленням на них країв зазначених пружних елементів, який відрізняється тим, що він оснащений дистанційними...
Механізм хитання кристалізатора
Номер патенту: 73040
Опубліковано: 16.05.2005
Автори: Кочин Леонід Павлович, Білобров Юрій Миколайович, Сусь Юрій Васильович, Кірєєв Владімір Ніколаєвич, Баначенков Владімір Гєннадієвич, Плугатар Віктор Семенович
МПК: B22D 11/053
Мітки: хитання, кристалізатора, механізм
Формула / Реферат:
Механізм хитання кристалізатора, до складу якого входять стіл кристалізатора, верхня і нижня напрямні, що лежать у площинах, які утворюють двогранний кут, пристрій натягу напрямних, кожна з яких одним кінцем прикріплена до стаціонарної рами, який відрізняється тим, що пристрій натягу напрямних виконаний у вигляді двох симетрично встановлених відносно подовжньої осі рами плунжерних циліндрів, корпуси яких шарнірно приєднані до рами і жорстко...
Механізм хитання кристалізатора
Номер патенту: 77760
Опубліковано: 15.01.2007
Автори: Кочин Леонід Павлович, Литвинов Олександр Васильович, Плугатар Віктор Семенович, Гордієнко Олександр Володимирович, Панченко Володимир Михайлович, Тіунов Володимир Миколайович, Вольвач Олександр Євгенійович
МПК: B22D 11/04
Мітки: хитання, кристалізатора, механізм
Формула / Реферат:
Механізм хитання кристалізатора, що включає стіл кристалізатора, верхню і нижню пружні напрямні, які лежать у площинах, що утворюють двогранний кут, кожна напрямна одним кінцем прикріплена до столу кристалізатора, а іншим - до стаціонарної рами, циліндри для натягу верхньої і нижньої пружних напрямних, які розташовані у бісекторній площині двогранного кута, утвореного нижньою і верхньою пружними напрямними, який відрізняється тим, що він...
Додатковий холодильник кристалізатора машини безперервного лиття заготовок
Номер патенту: 36131
Опубліковано: 16.04.2001
Автори: Найдек Володимир Леонтійович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Галай Володимир Петрович, Галай Ірина Генадіївна, Якобше Ришард Якубович, Ніколаєв Генадій Андрійович
МПК: B22D 11/04
Мітки: кристалізатора, холодильник, додатковий, заготовок, машини, лиття, безперервного
Текст:
...елементами (шпильками). Тобто вони мають однаковий коефіцієнт термічного розширення, що виключає утворення небажаних зазорів. Запропоноване розміщення каналів з щільовидною формою для проходження води, постійна товщина мідної оболонки забезпечують рівномірне охолодження робочої стінки, її оптимальний термонапружний стан і покращують теплову роботу додаткових холодильників. Втрати де фіцитного матеріалу та часу для виготовлення робочих...
Попередній патент: Термостатична камера
Наступний патент: Спосіб реставрації девітального фронтального зуба за допомогою склопластикових штифтів фірми еста
Випадковий патент: Спосіб оцінки ефективності лікування хворих на ішемічну хворобу серця з стенокардією та артеріальною гіпертензією