Спосіб моделювання процесу виробництва електронного апарата
Номер патенту: 25789
Опубліковано: 27.08.2007
Автори: Ульшин Віталій Олександрович, Смолій Вікторія Миколаївна


Формула / Реферат
Спосіб моделювання процесу виробництва електронного апарата, який полягає в тому, що надійність і якість типового змінного елемента або електронного апарата забезпечують на етапі виробництва виробу, який відрізняється тим, що здійснюють оцінку ухвалюваних проектних, конструктивних і виробничих рішень за наслідками моделювання, що виконується програмно-технічними комплексами, враховують внутрішнє тертя в матеріалах конструкції, особливості взаємодії складових електронного апарата і варіанти конструктивного виконання виробу, змінюють параметри і компонування виробу, а після цього за допомогою єдиного системного критерію якості технологічного процесу виробництва, складеного на підставі експертних оцінок для різних за призначенням і умовами експлуатації об'єктів, оптимізують такі техніко-економічні параметри виробничого процесу, як час виробництва виробу, затрати на виробництво виробу, необхідність застосування унікальних схем віброізоляції і їх складових.
Текст
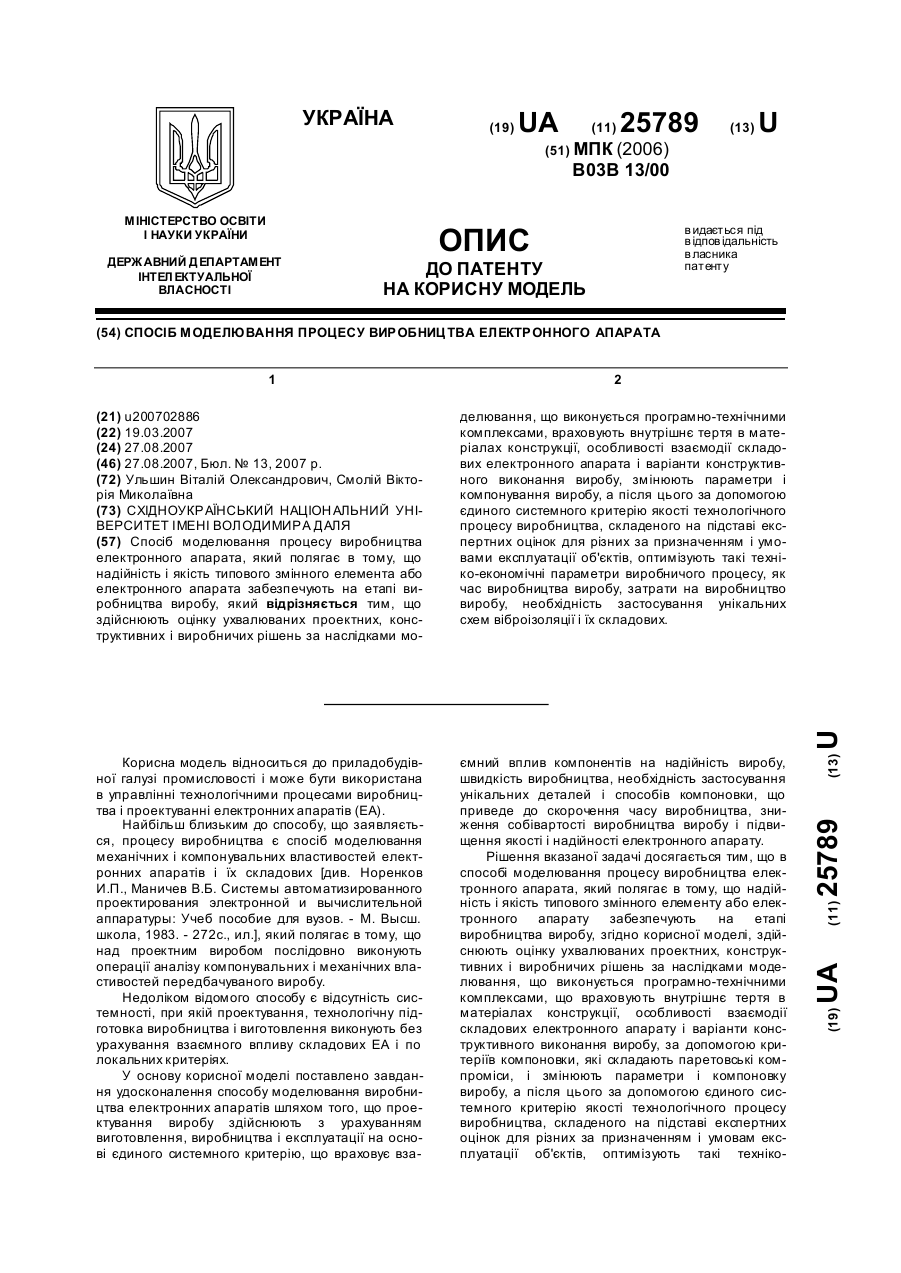
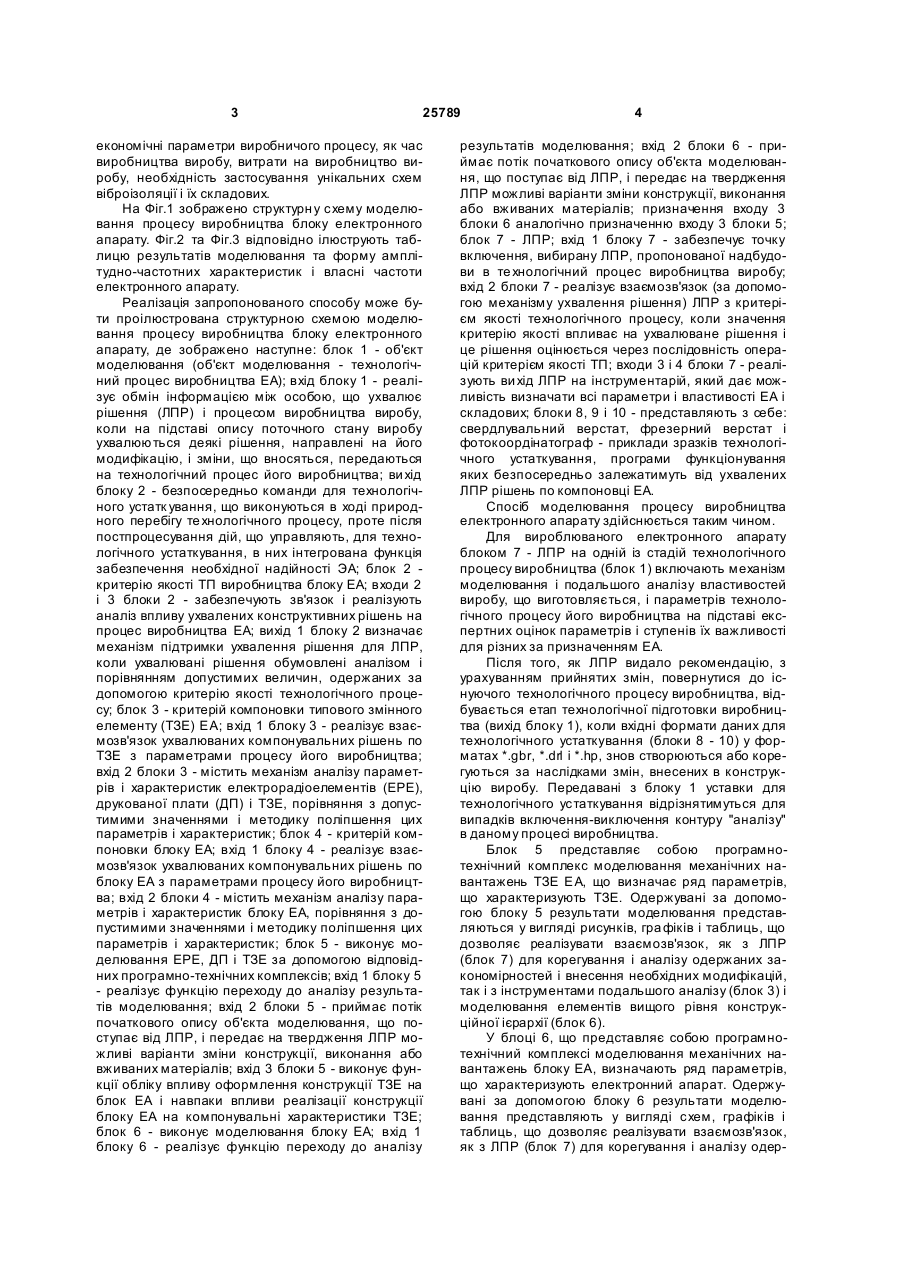
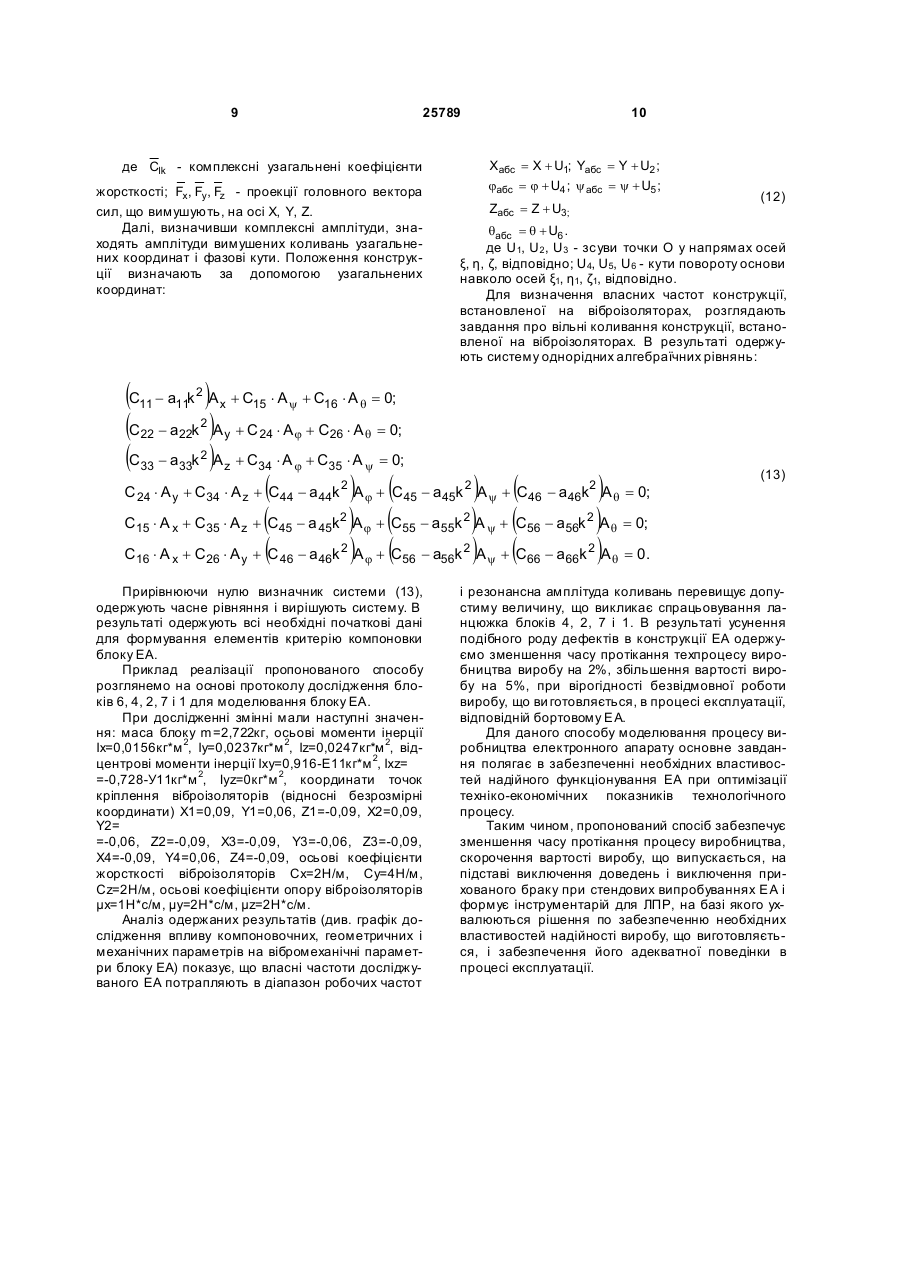
Спосіб моделювання процесу виробництва електронного апарата, який полягає в тому, що надійність і якість типового змінного елемента або електронного апарата забезпечують на етапі виробництва виробу, який відрізняється тим, що здійснюють оцінку ухвалюваних проектних, конструктивних і виробничих рішень за наслідками мо 3 25789 економічні параметри виробничого процесу, як час виробництва виробу, витрати на виробництво виробу, необхідність застосування унікальних схем віброізоляції і їх складових. На Фіг.1 зображено структурн у схему моделювання процесу виробництва блоку електронного апарату. Фіг.2 та Фіг.3 відповідно ілюструють таблицю результатів моделювання та форму амплітудно-частотних характеристик і власні частоти електронного апарату. Реалізація запропонованого способу може бути проілюстрована структурною схемою моделювання процесу виробництва блоку електронного апарату, де зображено наступне: блок 1 - об'єкт моделювання (об'єкт моделювання - технологічний процес виробництва ЕА); вхід блоку 1 - реалізує обмін інформацією між особою, що ухвалює рішення (ЛПР) і процесом виробництва виробу, коли на підставі опису поточного стану виробу ухвалюються деякі рішення, направлені на його модифікацію, і зміни, що вносяться, передаються на технологічний процес його виробництва; ви хід блоку 2 - безпосередньо команди для технологічного устатк ування, що виконуються в ході природного перебігу те хнологічного процесу, проте після постпроцесування дій, що управляють, для технологічного устаткування, в них інтегрована функція забезпечення необхідної надійності ЭА; блок 2 критерію якості ТП виробництва блоку ЕА; входи 2 і 3 блоки 2 - забезпечують зв'язок і реалізують аналіз впливу ухвалених конструктивних рішень на процес виробництва ЕА; вихід 1 блоку 2 визначає механізм підтримки ухвалення рішення для ЛПР, коли ухвалювані рішення обумовлені аналізом і порівнянням допустимих величин, одержаних за допомогою критерію якості технологічного процесу; блок 3 - критерій компоновки типового змінного елементу (ТЗЕ) ЕА; вхід 1 блоку 3 - реалізує взаємозв'язок ухвалюваних компонувальних рішень по ТЗЕ з параметрами процесу його виробництва; вхід 2 блоки 3 - містить механізм аналізу параметрів і характеристик електрорадіоелементів (ЕРЕ), друкованої плати (ДП) і ТЗЕ, порівняння з допустимими значеннями і методику поліпшення цих параметрів і характеристик; блок 4 - критерій компоновки блоку ЕА; вхід 1 блоку 4 - реалізує взаємозв'язок ухвалюваних компонувальних рішень по блоку ЕА з параметрами процесу його виробництва; вхід 2 блоки 4 - містить механізм аналізу параметрів і характеристик блоку ЕА, порівняння з допустимими значеннями і методику поліпшення цих параметрів і характеристик; блок 5 - виконує моделювання ЕРЕ, ДП і ТЗЕ за допомогою відповідних програмно-технічних комплексів; вхід 1 блоку 5 - реалізує функцію переходу до аналізу результатів моделювання; вхід 2 блоки 5 - приймає потік початкового опису об'єкта моделювання, що поступає від ЛПР, і передає на твердження ЛПР можливі варіанти зміни конструкції, виконання або вживаних матеріалів; вхід 3 блоки 5 - виконує функції обліку впливу оформлення конструкції ТЗЕ на блок ЕА і навпаки впливи реалізації конструкції блоку ЕА на компонувальні характеристики ТЗЕ; блок 6 - виконує моделювання блоку ЕА; вхід 1 блоку 6 - реалізує функцію переходу до аналізу 4 результатів моделювання; вхід 2 блоки 6 - приймає потік початкового опису об'єкта моделювання, що поступає від ЛПР, і передає на твердження ЛПР можливі варіанти зміни конструкції, виконання або вживаних матеріалів; призначення входу 3 блоки 6 аналогічно призначенню входу 3 блоки 5; блок 7 - ЛПР; вхід 1 блоку 7 - забезпечує точку включення, вибирану ЛПР, пропонованої надбудови в те хнологічний процес виробництва виробу; вхід 2 блоки 7 - реалізує взаємозв'язок (за допомогою механізму ухвалення рішення) ЛПР з критерієм якості технологічного процесу, коли значення критерію якості впливає на ухвалюване рішення і це рішення оцінюється через послідовність операцій критерієм якості ТП; входи 3 і 4 блоки 7 - реалізують ви хід ЛПР на інструментарій, який дає можливість визначати всі параметри і властивості ЕА і складових; блоки 8, 9 і 10 - представляють з себе: свердлувальний верстат, фрезерний верстат і фотокоордінатограф - приклади зразків технологічного устаткування, програми функціонування яких безпосередньо залежатимуть від ухвалених ЛПР рішень по компоновці ЕА. Спосіб моделювання процесу виробництва електронного апарату здійснюється таким чином. Для вироблюваного електронного апарату блоком 7 - ЛПР на одній із стадій технологічного процесу виробництва (блок 1) включають механізм моделювання і подальшого аналізу властивостей виробу, що виготовляється, і параметрів технологічного процесу його виробництва на підставі експертних оцінок параметрів і ступенів їх важливості для різних за призначенням ЕА. Після того, як ЛПР видало рекомендацію, з урахуванням прийнятих змін, повернутися до існуючого технологічного процесу виробництва, відбувається етап технологічної підготовки виробництва (вихід блоку 1), коли вхідні формати даних для технологічного устаткування (блоки 8 - 10) у форматах *.gbr, *.drl і *.hp, знов створюються або корегуються за наслідками змін, внесених в конструкцію виробу. Передавані з блоку 1 уставки для технологічного устаткування відрізнятимуться для випадків включення-виключення контуру "аналізу" в даному процесі виробництва. Блок 5 представляє собою програмнотехнічний комплекс моделювання механічних навантажень ТЗЕ ЕА, що визначає ряд параметрів, що характеризують ТЗЕ. Одержувані за допомогою блоку 5 результати моделювання представляються у вигляді рисунків, гра фіків і таблиць, що дозволяє реалізувати взаємозв'язок, як з ЛПР (блок 7) для корегування і аналізу одержаних закономірностей і внесення необхідних модифікацій, так і з інструментами подальшого аналізу (блок 3) і моделювання елементів вищого рівня конструкційної ієрархії (блок 6). У блоці 6, що представляє собою програмнотехнічний комплексі моделювання механічних навантажень блоку ЕА, визначають ряд параметрів, що характеризують електронний апарат. Одержувані за допомогою блоку 6 результати моделювання представляють у вигляді схем, графіків і таблиць, що дозволяє реалізувати взаємозв'язок, як з ЛПР (блок 7) для корегування і аналізу одер 5 25789 жаних закономірностей і внесення необхідних модифікацій, так і з інструментами подальшого аналізу (блок 4) і моделювання елементів нижчого рівня конструкційної ієрархії (блок 5). У блоках 3 і 4 реалізують оптимізацію параметрів виробу за допомогою критерію компоновки ТЗЕ ЕА і блоку ЕА відповідно. Тут здійснюють розрахунок вірогідності прояву порушень надійного функціонування виробу, існуючого взаємозв'язку між значеннями параметрів моделювання і спрацьовуванням механізму відмови і вартістю забезпечення надійного функціонування шляхом виключення ситуацій можливого перевищення параметрів допустимих значень або взагалі появи небажаних і небезпечних явищ в конструкції виробу. За наслідками роботи блоків 3 і 4 формують деяку послідовність дій, яку повинен зробити ЛПР для поліпшення якісних характеристик того, що виготовляється ЕА. Причому дії, які необхідно виконати ЛПР, для підвищення якості виробу, одночасно негативно позначаються на параметрах технологічного процесу, оскільки приводять до збільшення часу, що витрачається на виробництво виробу, збільшенню матеріальних витрат на випуск виробу, і борючись з суб'єктивним чинником в ухвалених раніше рішеннях, вносить ефект дії нового суб'єктивного чинника. Об'єднуючи і аналізуючи роботу блоків 3 і 4, в блоці 2 оптимізують параметри виробництва виробу. Критерій якості технологічного процесу виробництва ЕА (блок 2) формує і аналізує ряд параметрів технологічного процесу. У свою чергу 6 блок 2 повертає блокам 3 і 4 інформацію і вимоги по поліпшенню параметрів виробу. Одержувані за допомогою блоку 2, результати пов'язані з ЛПР (блок 7) для орієнтації його на внесення змін в техпроцес виробництва, і, навпаки, ЛПР формує коефіцієнти критерію якості для оцінки ефективності включення пропонованої надбудови в процес виробництва. Алгоритм роботи блоку 2 наступний. Для технологічного процесу виробництва ЕА будують модель, яка пов'язує параметри і компоновку виробу з вектором управління ТП виробництва, в яку входять технічні, економічні і показники надійності всього процесу виробництва блоку ЕА. Тут відстежують наступні показники технологічного процесу: надійність виробу, що випускається; час плину процесу виробництва; вплив суб'єктивного чинника на параметри і властивості виробу, що виготовляється (виключення суб'єктивного чинника); економічна доцільність внесення модифікацій в існуючий технологічний процес виробництва блоку ЕА і його складових. Критерій якості технологічного процесу виробництва ЕА представляють у вигляді Р(x1,x2,x3,x4):=0,717x1-0,1x2-0,33 x3-0,2x4, (1) де x1, х2, х3, х4 - нормовані значення покажчиків якості ТП. Обмеження, що накладаються на функціонал якості, мають наступний вигляд: 0,086*x1+0,016*х2+0,04*x3+0,858*х4£0,286. (2) Ваги складових критерію якості ТП виробництва блоку ЕА, одержані методом експертних оцінок, приведені в табл.1. Таблиця 1 Ваги складових критерію якості ТП виробництва блоку ЕА Тип об'єкту Побутовий ЕА Стаціонарний ЕА ... Складові критерію якості технологічного процесу 1 2 3 4 0,75 0,7 0,33 0,8 0,9 0,1 0,33 0,2 ... ... ... ... Оптимізацію параметрів виробництва виробу проводять за допомогою виділення і аналізу найбільш діючих складових, що вносять внесок в поліпшення якісних характеристик готового виробу і покажчиків технологічного процесу виробництва. Алгоритм роботи блоку 3 наступний. Якості аналізовані чинники при формуванні критерію компоновки ТЗЕ ЕА застосовують: амплітудночастотні характеристики (АЧХ) і форми коливань ЕРЕ, друковані плати (ДГТ) і ТЗЕ, наявність і параметри ефекту резонансної взаємодії ЕРЕ з ДП; АЧХ і форми коливань ТЗЕ для різних варіантів закріплення ДП в ТЗЕ, коефіцієнт активної площі елементу, коефіцієнт відповідності фізичних і настановних параметрів один одному; коефіцієнт автономності активного параметра; коефіцієнт використання площі плати, коефіцієнт конструктивної досконалості виробу. Всі параметри, що одержують після моделювання, систематизують і групують. В результаті критерій компоновки ТЗЕ має вигляд Величина функціонала якості 2,5 3 ... f1(x1,x2,x3,x4,x5,x6,x7,x8):= (3) =0,35(x1+x2)+0,4(x3+x4+x5)+ +0,2(x6+x7)+0,05x8, де x1, x2, х3, х4, х5, х6, х7, х8 - нормовані значення показників компоновки ТЗЕ. Вид обмежень, що накладаються на функціонал компоновки ТЗЕ наступний: 10x1+10x2+13x3+19х4+25х5+9х6+ (4) +9х7+6х8£16. Зі всіх можливих варіантів компоновки ТЗЕ ЕА за допомогою пропонованого критерію, методом Паретто вибирають оптимальні по частоті компонентів для мінімізації вартості їх виявлення і усунення. Алгоритм роботи блоку 4 наступний. Якості аналізовані чинники при формуванні критерію компоновки блоку ΕА застосовують: власні частоти блоку ЕА, параметри і АЧХ для різних видів систем віброізоляції блоку, фазочастотні характеристики (ФЧХ) для різних систем віброізоляції, ступінь поширеності вживаної системи віброізоля 7 25789 ції (СВІ), необхідність застосування віброізоляторів з унікальними характеристиками або унікальних схем віброізоляції, коефіцієнт заповнення об'єму блоку деталями, коефіцієнт активного об'єму і ваги блоку, коефіцієнт відповідності фізичних і настановних параметрів один одному, коефіцієнт автономності активного параметра, коефіцієнт заповнення блоку, коефіцієнт конструктивної досконалості виробу. Всі параметри, що одержуються після моделювання, систематизують і групують. В результаті критерій компоновки ЭА має вигляд f2(x1,х2,х3,х4,х5):=0,25(х1+х3)+0,1 x2+ (5) +0,2x4+0,15x5. де х1, х2, х3, х4, х5 - нормовані значення показників компоновки ЕА. Вид обмежень, що накладаються на функціонал управління наступний: (6) 25х1+15х2+43х3+30х4+17х5£35. Зі всіх можливих варіантів компоновки блоку ЕА за допомогою пропонованого критерію, методом Паретто вибирають оптимальні по частоті компонентів для мінімізації вартості їх виявлення і усунення. Алгоритм роботи блоку 5 наступний. Для того, що виготовляється ТЗЕ, у віконну форму вносять його початкові параметри, як такі: матеріал ДП, геометричні розміри, точки прикріплення елементів, моделі елементів, параметри виводів елементів, умови закріплення ДП в ТЗЕ т.ін. Для побудови математичної моделі вимушених коливань ДП використовують теорію малих коливань тонких ортотропних пластин. При побудові математичної моделі враховують внутрішнє тертя в ДП по гіпотезі Кельвіна-Фойхта. Прогин ДП задовольняє рівнянню: Ñ14 w + a4rh ¶ 2w ¶t 2 ¶4 4 де Ñ1 = D1 4 (7) = a4 × Q + 2 D3 ¶4 ¶4 E1h3 12(1- m1m2) D2 = 2 + D2 ¶x ¶x ¶h ¶h2 x=x/a; η=y/b - безрозмірні координати; D1 = 4 E2h3 12(1- m1m2) 8 D3 = E1m2 + 2 G(1 - m1m2 ) 12(1 - m1m2 ) де Q( x, n, t ) - інтенсивність зовнішнього навантаження; E1 , E2 - комплексні модулі пружності по головних напрямах х і у, відповідно; G - комплексний модуль зрушення; m1, m2 - коефіцієнти Пуассона; ρ, h, ψ - щільність, товщина і коефіцієнт механічних втрат ДП. Розглядаючи функції прогинання і інтенсивність зовнішнього навантаження в комплексній формі, одержують: Ñ 4v 2 -k w 2 v = a4 q D (8) де q - інтенсивність зовнішнього навантаження. Рішення рівняння (8) отримують за допомогою ) ) функцій впливу G( x, h, x, h) : 1y ˆ ˆ ˆ ˆ ˆ ˆ w(x, h ) = a2 ò ò q( x, h)G( x, h, x, h )dxdh (9) 00 де y=b/а. Функцію впливу визначають за допомогою виразу: ¥ 3 ˆ ˆ ˆ ˆ G(x, h, x, h) = å [ å C jn Y jn ( h) + F n (h, x, h)] s inpn x, n= 1j= 0 (10) де Cjn - довільні постійні, визначувані з граниˆ ˆ чних умов по η; F n (h, x, h) - часне рішення рівняння (9). В результаті одержують всі необхідні початкові дані для формування елементів критерію компоновки ТЗЕ. Алгоритм роботи блоку 6 наступний. Для блоку ЕА, що виготовляється, у віконну форму вносять його початкові параметри, як те: варіант конструкції, схему віброізоляції, геометричні і механічні параметри і ін. Як узагальнені координати вибирають наступні:q1=X; q2=Y; q3=Z центру мас О1 об'єкта віброзахисту і кути: q4=j; q5=y, q6=q. Розв'язуючи завдання про малі коливання в комплексній постановці, одержують, що диференціальні рівняння малих коливань конструкції ЕА має вигляд: a11&& + C11 × X + C15 × y + C16 × q = Fx ( t ); X && a Y + C × Y + C × y + C × q = F ( t ); 22 22 24 26 y && a 33Z + C33 × Z + C34 × y + C35 × q = Fz ( t ); .. .. .. .. .. .. .. .. .. a 44 j+ a45 y + a 46 q + C24 × Y + C34 × Z + C44 × j + C45 × y + C46 × q = Mx ( t ); a 45 j+ a55 y + a56 q+ C15 × X + C34 × Z + C44 × j + C45 × y + C46 × q = My ( t ); a 46 j+ a56 y + a66 q+ C16 × X + C26 × Y + C46 × j + C56 × y + C66 × q = Mz ( t ); (11) 9 25789 10 де Clk - комплексні узагальнені коефіцієнти Xабс = X + U1; Yабс = Y + U2 ; жорсткості; Fx, Fy, F - проекції головного вектора z сил, що вимушують, на осі Χ, Υ, Ζ. Далі, визначивши комплексні амплітуди, знаходять амплітуди вимушених коливань узагальнених координат і фазові кути. Положення конструкції визначають за допомогою узагальнених координат: jабс = j + U4 ; y абс = y + U5 ; (C (C (C )A + C k )A + C k )A + C 11 - a11k 22 33 2 - a22 2 - a33 2 x 15 Zабс = Z + U3; qабс = q + U6 . де U1, U2 , U3 - зсуви точки О у напрямах осей ξ, η, ζ, відповідно; U4, U5, U6 - кути повороту основи навколо осей ξ1, η1, ζ1, відповідно. Для визначення власних частот конструкції, встановленої на віброізоляторах, розглядають завдання про вільні коливання конструкції, встановленої на віброізоляторах. В результаті одержують систему однорідних алгебраїчних рівнянь: × A y + C16 × A q = 0; y 24 × A j z 34 + C26 × A q = 0; × A j + C35 × A y = 0; ( + (C + (C ) ( k )A + (C k )A + (C 2 ) ( k )A + (C k )A + (C 2 ) k )A k )A 2 C 24 × A y + C34 × A z + C44 - a44k A j + C45 - a45k A y + C46 - a46k A q = 0; C15 × A x + C35 × A z C16 × A x + C26 × A y (12) 45 - a 45 2 46 - a46 2 j 55 - a55 2 j 56 - a56 2 Прирівнюючи нулю визначник системи (13), одержують часне рівняння і вирішують систему. В результаті одержують всі необхідні початкові дані для формування елементів критерію компоновки блоку ЕА. Приклад реалізації пропонованого способу розглянемо на основі протоколу дослідження блоків 6, 4, 2, 7 і 1 для моделювання блоку ЕА. При дослідженні змінні мали наступні значення: маса блоку m=2,722кг, осьові моменти інерції Іх=0,0156кг*м 2, Іу=0,0237кг*м 2, Iz=0,0247кг*м 2, відцентрові моменти інерції Іху=0,916-Е11кг*м 2, Ixz= =-0,728-У11кг*м 2, Iyz=0кг*м 2, координати точок кріплення віброізоляторів (відносні безрозмірні координати) X1=0,09, Y1=0,06, Z1=-0,09, Х2=0,09, Y2= =-0,06, Z2=-0,09, Х3=-0,09, Y3=-0,06, Z3=-0,09, Х4=-0,09, Y4=0,06, Z4=-0,09, осьові коефіцієнти жорсткості віброізоляторів Сх=2Н/м, Су=4Н/м, Cz=2Н/м, осьові коефіцієнти опору віброізоляторів μх=1Н*с/м, μy=2Н*с/м, μz=2Н*с/м. Аналіз одержаних результатів (див. графік дослідження впливу компоновочних, геометричних і механічних параметрів на вібромеханічні параметри блоку ЕА) показує, що власні частоти досліджуваного ЕА потрапляють в діапазон робочих частот y 56 - a56 2 y 66 - a66 2 q = 0; q (13) = 0. і резонансна амплітуда коливань перевищує допустиму величину, що викликає спрацьовування ланцюжка блоків 4, 2, 7 і 1. В результаті усунення подібного роду дефектів в конструкції ЕА одержуємо зменшення часу протікання техпроцесу виробництва виробу на 2%, збільшення вартості виробу на 5%, при вірогідності безвідмовної роботи виробу, що ви готовляється, в процесі експлуатації, відповідній бортовому ЕА. Для даного способу моделювання процесу виробництва електронного апарату основне завдання полягає в забезпеченні необхідних властивостей надійного функціонування ЕА при оптимізації техніко-економічних показників технологічного процесу. Таким чином, пропонований спосіб забезпечує зменшення часу протікання процесу виробництва, скорочення вартості виробу, що випускається, на підставі виключення доведень і виключення прихованого браку при стендових випробуваннях ЕА і формує інструментарій для ЛПР, на базі якого ухвалюються рішення по забезпеченню необхідних властивостей надійності виробу, що виготовляється, і забезпечення його адекватної поведінки в процесі експлуатації. 11 Комп’ютерна в ерстка А. Рябко 25789 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for simulation of the process of production of electronic apparatus
Автори англійськоюUlshyn Vitalii Oleksandrovych
Назва патенту російськоюСпособ моделирования процесса производства электронного аппарата
Автори російськоюУльшин Виталий Александрович
МПК / Мітки
МПК: B03B 13/00
Мітки: виробництва, процесу, електронного, апарата, спосіб, моделювання
Код посилання
<a href="https://ua.patents.su/6-25789-sposib-modelyuvannya-procesu-virobnictva-elektronnogo-aparata.html" target="_blank" rel="follow" title="База патентів України">Спосіб моделювання процесу виробництва електронного апарата</a>
Пристрій для моделювання графа агротехнологічного процесу
Номер патенту: 48638
Опубліковано: 15.08.2002
Автори: Путятін Валерій Петрович, Пастухов Валерій Іванович
МПК: G06F 7/22
Мітки: графа, пристрій, моделювання, агротехнологічного, процесу
Формула / Реферат:
Пристрій для моделювання графа агротехнологічного процесу, який містить дуги спрямованого, зваженого графа, дуги графа з'єднані у відповідності з топологією графа технологічного процесу, як модель спрямованої дуги з вагою застосовується послідовне з'єднання діода з першим входом джерела напруги, величина якого пропорційна вазі дуги, до двох полюсів графа, які відповідають початку та кінцю технологічного процесу, підключають джерело струму,...
Спосіб моделювання спайкового процесу в черевній порожнині

Номер патенту: 18512
Опубліковано: 15.11.2006
Автори: Таран Оксана Анатоліївна, Чайка Григорій Васильович, Таран Ілья Васильович, Костюк Григорій Якович, Мазорчук Борис Федорович
МПК: G09B 23/28
Мітки: процесу, спайкового, порожнини, моделювання, спосіб, черевній
Формула / Реферат:
Спосіб моделювання спайкового процесу в черевній порожнині, що передбачає механічне пошкодження очеревини, який відрізняється тим, що на парієнтальній очеревині роблять два віконцеподібних отвори, маткові роги десерозують до появи "кривавої роси" для провокації локального спайкового процесу в черевній порожнині трубноперитонеального походження.
Спосіб експериментального моделювання деструктивно-дистрофічного процесу в скронево-нижньощелепному суглобі
Номер патенту: 31705
Опубліковано: 15.12.2000
Автори: Рибалов Олег Васильович, Стоян Олена Юліївна, Дедух Нінель Васильовна
МПК: G09B 23/28
Мітки: деструктивно-дистрофічного, моделювання, суглобі, спосіб, процесу, скронево-нижньощелепному, експериментального
Текст:
...мо ДЄЛШЄЇТІ патологічних процесів у скро^ево-гижгьоіцелеп^ому суглобі Відомий спосіб моделювання остесаритрзів у крупних суглобах» який включає:твведення в суглоб хімічки* речовин, дію фізичних $£К тогів» мьхагіч і ушкодї.е^гя /П.В.^е.пух, ^.А.Супанец, Ь.ФЛерных, С.М.^оговоз, Остеоартгрзы пути фармакологической коррекции .Харків Основа, і9£ї..-с .ii-fc - lbi/. Найбільш близьким до спосооу, що заявляється є спосіб моделювання...
Пристрій моделювання процесу розробки рішення
Номер патенту: 73711
Опубліковано: 15.08.2005
Автори: Дронь Микола Михайлович, Хорольський Петро Георгійович, Пашков Анатолій Володимирович, Гринчишин Юрій Леонідович
МПК: G06N 1/00, G06Q 40/00
Мітки: рішення, моделювання, пристрій, процесу, розробки
Формула / Реферат:
1.Пристрій моделювання процесу розробки рішення щодо конкретного виробу або процесу, що включає послідовно з'єднані блок розробки і видачі завдання і блок розробки проекту, кожний з яких з'єднаний з відповідними джерелами інформації, який відрізняється тим, що блок розробки і видачі завдання виконаний із блока моделювання раціонального бізнесу організації та блока інвестиційного проектування, при цьому блок моделювання раціонального бізнесу...
Спосіб моделювання специфічного деструктивного процесу в легенях
Номер патенту: 45192
Опубліковано: 15.03.2002
Автори: Дем'яненко Василь Васильович, Дем'яненко Світлана Михайлівна
МПК: G09B 23/28
Мітки: специфічного, процесу, легенях, спосіб, моделювання, деструктивного
Формула / Реферат:
Спосіб моделювання специфічного деструктивного процесу в легенях, який включає введення в організм лабораторної тварини інфекційного збудника туберкульозу у вигляді препарату живої ослабленої вакцини БЦЖ на фоні попереднього зниження резистентності їх організму, який відрізняється тим, що вакцину вводять з розрахунку безпосередньо після внутрішньовенної одноразової інфузії...
Попередній патент: Спосіб догляду за пасовищем
Наступний патент: Сонячна установка з нерухомим концентратором
Випадковий патент: Вальцьовий верстат