Концентрат мастильно-охолоджувальної рідини для механічної обробки металів
Номер патенту: 26364
Опубліковано: 30.08.1999
Автори: Хоміч Мікалай Сцяпанавіч, Логвиненко Петро Миколайович, Рябов Сергій Володимирович, Дмитрієва Тетяна Володимирівна, Шевченко Валерій Васильович, Міхалап Сяргей Уладзіміравіч, Шрубович Вадим Олексійович
Формула / Реферат
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий триэтаноламин, дикалиевую (динатриевую) соль олигоуретанбисмочевиноуксусной кислоты и воду, отличающийся тем, что он дополнительно содержит олеат триэтаноламина, натриевую соль карбоксиметилцеллюлозы и фурацилин при следующем соотношении компонентов, мас.%:
Триэтаноламин
1,0 - 4,0
Дикалиевая (динатриевая) соль олигоуретанбисмочевиноуксусной кислоты
4,0 - 10,0
Олеат триэтаноламина
12,0 - 24,0
Натриевая соль карбоксиметил целлюлозы
0,1 - 0,6
Фурацилин
0,01 - 0,2
Вода
До 100
Текст
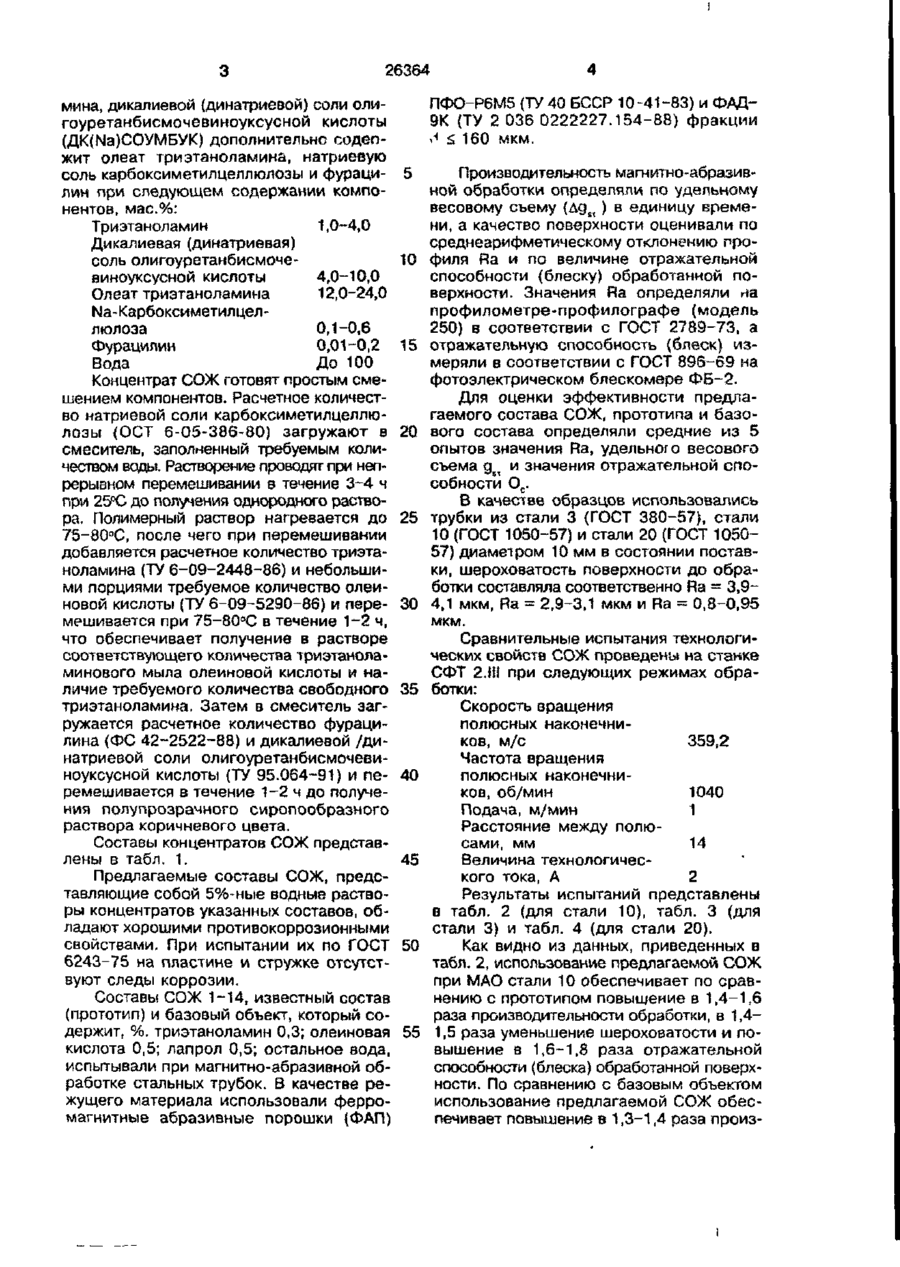
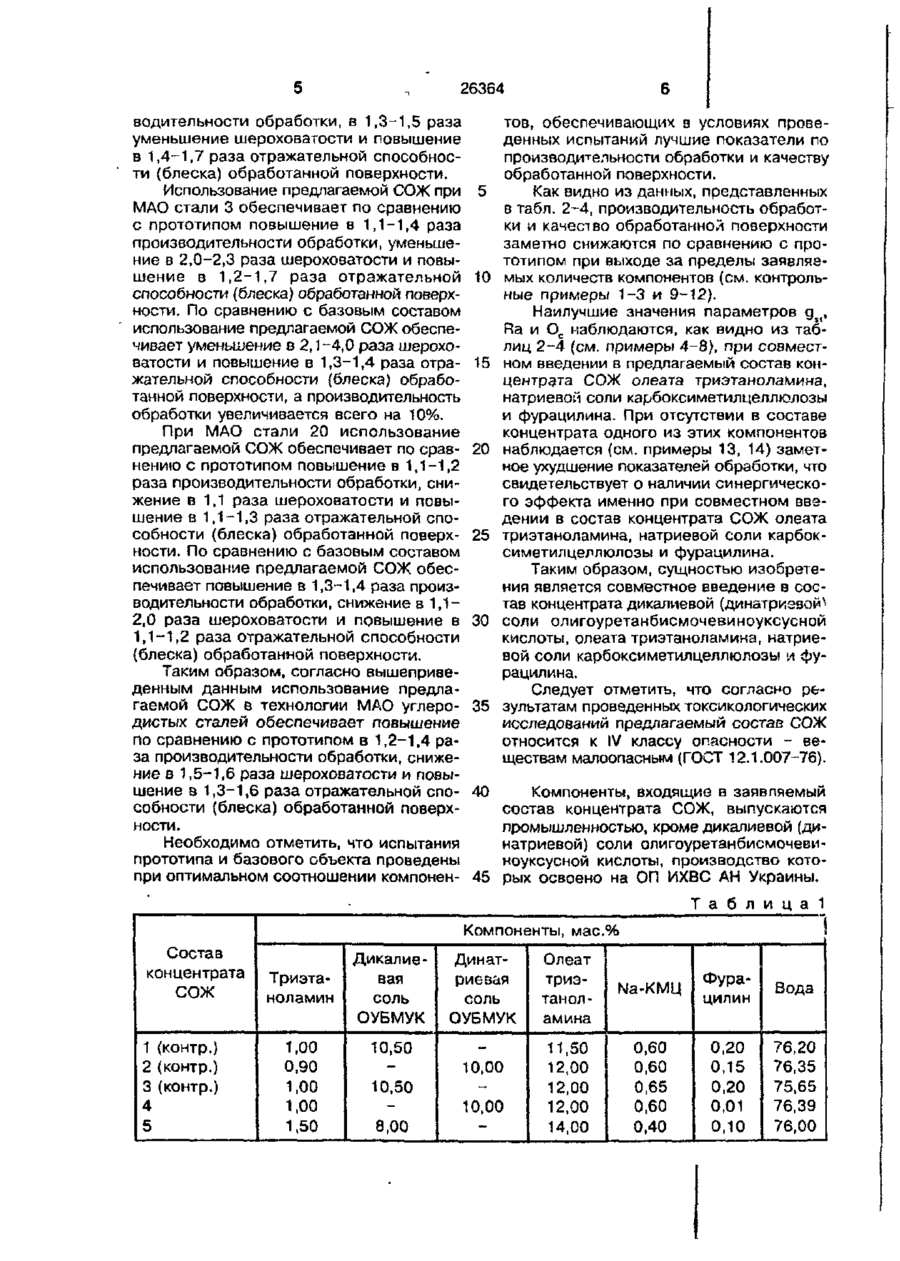
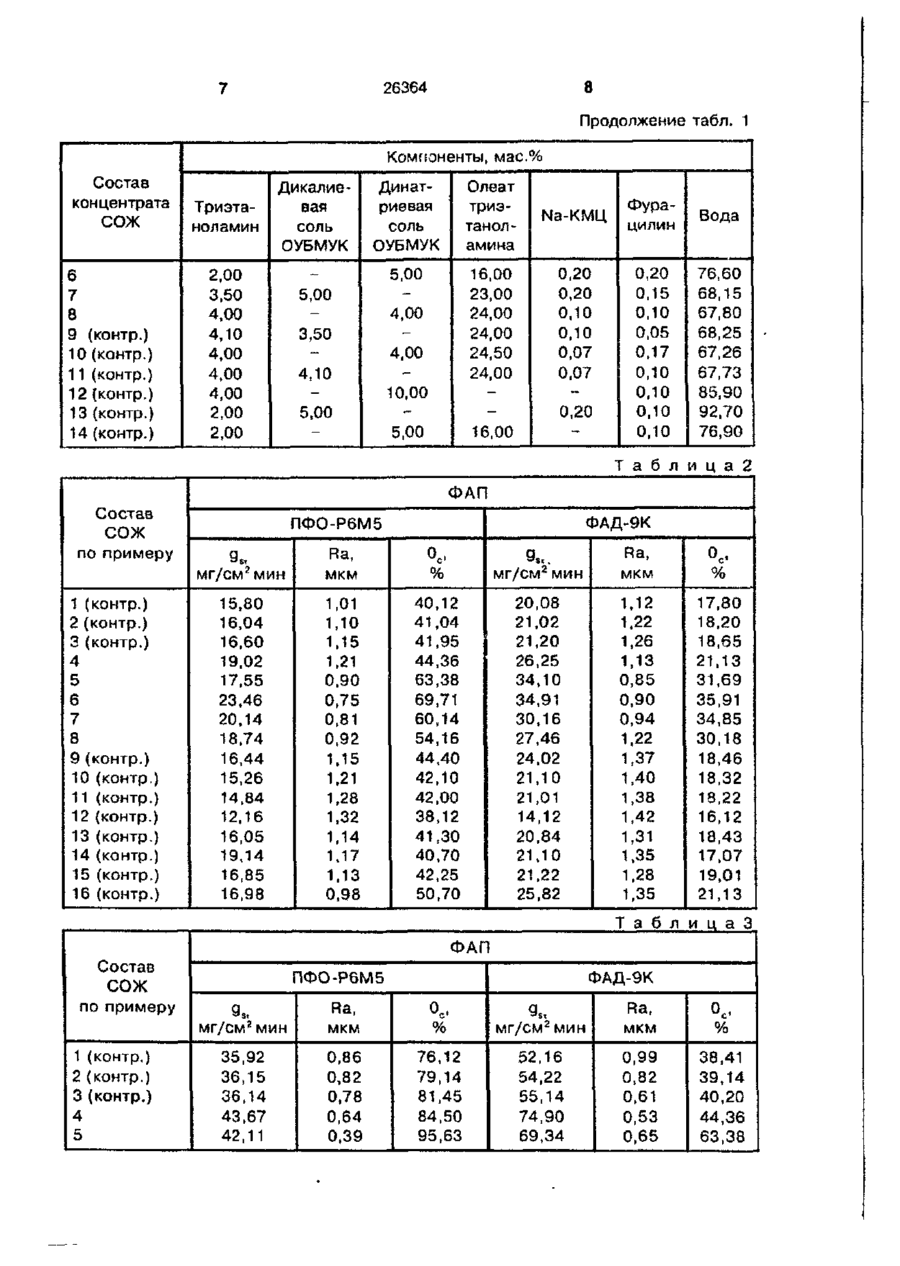
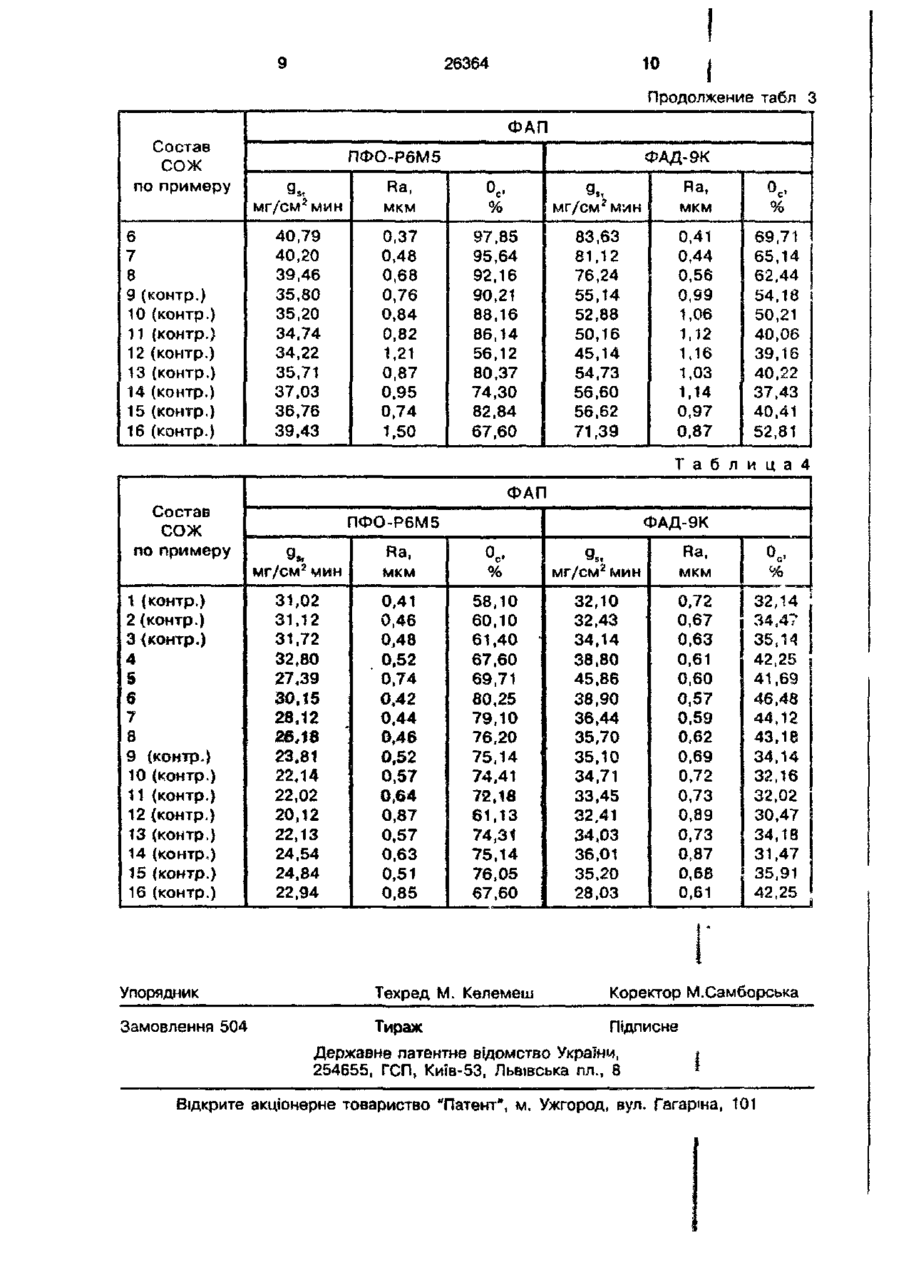
Концентрат смазочно-охлаждающей жидкости для механической обработки ме таллов, содержащий триэтаноламин, дикалиевую (динатриевую) соль олигоуретанбисмочевиноуксусной кислоты и воду, о т л и ч а ю щ и й с я тем, что он дополнительно содержит олеат триэтаноламина, натриевую соль карбокси метил целлюлозы и фурацилин при следующем соотношении компонентов, мас.%: Изобретение относится к смазочноохлаждающим жидкостям (СОЖ), применяемым при механической обработке черных металлов и сплавов, в частности углеродистых сталей. Необходимость в разработке новых СОЖ обусловлена появлением новых технологий обработки металлов, например, абразивной обработки в магнитном поле (МАО), преимущества которых перед традиционными технологиями проявляется в наибольшей мере при использовании оптимального состава СОЖ. Известна СОЖ [1], которая содержит триэтаноламин - 0,2-2%, олеиновую кислоту - 0,1-3,0%, дикалиевую (натриевую) соль олигоуретанбисмочевиноуксусной кислоты - 0,1-3,0% и остальное вода, К недостаткам этой СОЖ относятся сравнительно низкая производительность обработки и качество (шероховатость и блеск) обработанной поверхности при магнитно-абразивной обработке деталей из углеродистых сталей. Задачей изобретения является создание концентрата СОЖ, обеспечивающей повышение производительности обработки и качества обрабатываемой поверхности. Для решения поставленной задачи концентрат СОЖ для механической обработки металлов на основе воды, триэтанола Триэтаноламин 1,0-4,0 Дикалиевая (динатриевая) соль олигоуретанбисмочевиноуксусной кислоты 4,0-10,0 Олеат триэтаноламина 12,0-24,0 Натриевая соль карбоксиметил целлюлозы 0,1-0,6 Фурацилин 0,01-0,2 До 100 Вода 0ч о 26364 мина, дикалиевой (динатриевой) соли олигоуретанбисмочевиноуксусной кислоты (ДК(Ыа)СОУМБУК) дополнительно содепжит олеат триэтаноламина, натриевую соль карбоксиметилцеллюлозы и фурацилин при следующем содержании компонентов, мас.%: Триэтаноламин 1,0-4,0 Дикалиевая (динатриевая) соль олигоуретанбисмочевиноуксусной кислоты 4,0-10,0 Олеат триэтаноламина 12,0-24,0 Na-Карбоксиметил целлюлоза 0,1-0,6 Фурацилин 0,01-0,2 Вода До 100 Концентрат СОЖ готовят простым смешением компонентов. Расчетное количество натриевой соли карбоксиметилцеллюлозы (ОСТ 6-05-386-80) загружают в смеситель, заполненный требуемым количеством воды. Растворение проводят при непрерывном перемешивании в течение 3-4 ч при 25°С до получения однородного раствора. Полимерный раствор нагревается до 75-80°С, после чего при перемешивании добавляется расчетное количество триэтаноламина (ТУ 6-09-2448-86) и небольшими порциями требуемое количество олеиновой кислоты (ТУ 6-09-5290-86) и перемешивается при 75-80°С в течение 1-2 ч, что обеспечивает получение в растворе соответствующего количества триэтанояаминового мыла олеиновой кислоты и наличие требуемого количества свободного триэтаноламина. Затем в смеситель загружается расчетное количество фурацилина (ФС 42-2522-88) и дикалиевой /динатриевой соли олигоуретанбисмочевиноуксусной кислоты (ТУ 95.064-91) и перемешивается в течение 1-2 ч до получения полупрозрачного сиропообразного раствора коричневого цвета. ПФО-Р6М5 (ТУ 40 БССР 10-41-83) и ФДД9К (ТУ 2 036 0222227.154-88) фракции ^ 5160 мкм. 5 10 15 20 25 30 35 40 Составы концентратов СОЖ представлены в табл. 1. 45 Предлагаемые составы СОЖ, представляющие собой 5%-ные водные растворы концентратов указанных составов, обладают хорошими противокоррозионными свойствами. При испытании их по ГОСТ 50 6243-75 на пластине и стружке отсутствуют следы коррозии. Составы СОЖ 1-14, известный состав (прототип) и базовый объект, который содержит, %. триэтаноламин 0,3; олеиновая 55 кислота 0,5; лапрол 0,5; остальное вода, испытывали при магнитно-абразивной обработке стальных трубок. В качестве режущего материала использовали ферромагнитные абразивные порошки (ФАП) Производительность магнитно-абразивной обработки определяли по удельному весовому съему (Дд£( ) в единицу времени, а качество поверхности оценивали по среднеарифметическому отклонению профиля Ra и по величине отражательной способности (блеску) обработанной поверхности. Значения Ra определяли на профилометре-профилографе (модель 250) в соответствии с ГОСТ 2789-73, а отражательную способность (блеск) измеряли в соответствии с ГОСТ 896-69 на фотоэлектрическом блескомере ФБ-2. Для оценки эффективности предлагаемого состава СОЖ, прототипа и базового состава определяли средние из 5 опытов значения Ra, удельного весового съема g sT и значения отражательной способности Ос. В качестве образцов использовались трубки из стали 3 (ГОСТ 380-57), стали 10 (ГОСТ 1050-57) и стали 20 (ГОСТ 105057) диаметром 10 мм в состоянии поставки, шероховатость поверхности до обработки составляла соответственно Ra = 3,94,1 мкм, Ra = 2,9-3,1 мкм и Ra - 0,8-0,95 мкм. Сравнительные испытания технологических свойств СОЖ проведены на станке СФТ 2.Ш при следующих режимах обработки: Скорость вращения полюсных наконечников, м/с 359,2 Частота вращения полюсных наконечников, об/мин 1040 Подача, м/мин 1 Расстояние между полюсами, мм 14 Величина технологического тока, А 2 Результаты испытаний представлены в табл. 2 (для стали 10), табл. 3 (для стали 3) и табл. 4 (для стали 20). Как видно из данных, приведенных в табл. 2, использование предлагаемой СОЖ при МАО стали 10 обеспечивает по сравнению с прототипом повышение в 1,4-1,6 раза производительности обработки, в 1,41,5 раза уменьшение шероховатости и повышение в 1,6-1,8 раза отражательной способности (блеска) обработанной поверхности. По сравнению с базовым объектом использование предлагаемой СОЖ обеспечивает повышение в 1,3-1,4 раза произ 26364 водительности обработки, в 1,3-1,5 раза уменьшение шероховатости и повышение в 1,4-1,7 раза отражательной способности (блеска) обработанной поверхности. Использование предлагаемой СОХ при МАО стали 3 обеспечивает по сравнению с прототипом повышение в 1,1-1,4 раза производительности обработки, уменьшение в 2,0-2,3 раза шероховатости и повышение в 1,2-1,7 раза отражательной способности (блеска) обработанной поверхности. По сравнению с базовым составом использование предлагаемой СОЖ обеспечивает уменьшение в 2,1-4,0 раза шероховатости и повышение в 1,3-1,4 раза отражательной способности (блеска) обработанной поверхности, а производительность обработки увеличивается всего на 10%. При МАО стали 20 использование предлагаемой СОЖ обеспечивает по сравнению с прототипом повышение в 1,1-1,2 раза производительности обработки, снижение в 1,1 раза шероховатости и повышение в 1,1-1,3 раза отражательной способности (блеска) обработанной поверхности. По сравнению с базовым составом использование предлагаемой СОЖ обеспечивает повышение в 1,3-1,4 раза производительности обработки, снижение в 1,12,0 раза шероховатости и повышение в 1,1-1,2 раза отражательной способности (блеска) обработанной поверхности. Таким образом, согласно вышеприведенным данным использование предлагаемой СОЖ в технологии МАО углеродистых сталей обеспечивает повышение по сравнению с прототипом в 1,2-1,4 раза производительности обработки, снижение в 1,5-1,6 раза шероховатости и повышение в 1,3-1,6 раза отражательной способности (блеска) обработанной поверхности. Необходимо отметить, что испытания прототипа и базового объекта проведены при оптимальном соотношении компонен 5 10 15 20 25 30 35 тов, обеспечивающих в условиях проведенных испытаний лучшие показатели по производительности обработки и качеству обработанной поверхности. Как видно из данных, представленных в табл. 2-4, производительность обработки и качество обработанной поверхности заметно снижаются по сравнению с прототипом при выходе за пределы заявляемых количеств компонентов (см. контрольные примеры 1-3 и 9-12). Наилучшие значения параметров g , Ra и Ос наблюдаются, как видно из таблиц 2-4 (см. примеры 4-8), при совместном введении в предлагаемый состав концентрата СОЖ олеата триэтаноламина, натриевой соли карбоксиметилцеллюлозы и фурацилина. При отсутствии в составе концентрата одного из этих компонентов наблюдается {см. примеры 13, 14) заметное ухудшение показателей обработки, что свидетельствует о наличии синергического эффекта именно при совместном введении в состав концентрата СОЖ олеата триэтаноламина, натриевой соли карбоксиметилцеллюлозы и фурацилина. Таким образом, сущностью изобретения является совместное введение в состав концентрата дикалиевой (динатриэзой>! соли олигоуретанбисмочевиноуксусной кислоты, олеата триэтаноламина, натриевой соли карбоксиметилцеллюлозы и фурацилина. Следует отметить, что согласно результатам проведенных токсикологических исследований предлагаемый состав СОЖ относится к IV классу опасности - веществам малоопасным (ГОСТ 12.1.007-76), 40 Компоненты, входящие в заявляемый состав концентрата СОЖ, выпускаются промышленностью, кроме дикалиевой (динатриевой) соли олигоуретанбисмочевиноуксусной кислоты, производство кото45 рых освоено на ОП ИХВС АН Украины. Т а б л и ц а 1 Компоненты, мас.% Состав концентрата СОЖ 1 (контр.) 2 (контр.) 3 (контр.) 4 5 Триэтаноламин 1,00 0.90 1,00 1,00 1,50 Дикалиевая соль ОУБМУК Динатриєвая соль ОУБМУК 10,50 10,00 10,50 10.00 8,00 Олеат триэтаноламина Na-КМЦ Фурацилин Вода 11,50 12.00 12,00 12.00 14,00 0,60 0,60 0,65 0,60 0,40 0,20 0,15 0,20 0,01 0,10 76,20 76,35 75,65 76,39 76,00 8 26364 Продолжение табл. 1 Комгюненты, мас.% Состав концентрата сож 6 7 8 9 (контр.) 10 (контр.) 11 (контр.) 12 (контр.) 13 (контр.) 14 (контр.) 2,00 3,50 4,00 4,10 4,00 4.00 4,00 2,00 2,00 Динатриевая соль ОУБМУК Олеат триэтаноламина Na-КМЦ 5,00 Триэтаноламин Дикалиевая соль ОУБМУК 16,00 23,00 24,00 24,00 24,50 24,00 0,20 0,20 0,10 0,10 0,07 0.07 5,00 4,00 3,50 4,00 4,10 10,00 0.20 5,00 5,00 16,00 Фурацилин Вода 0,20 0,15 0,10 0,05 0,17 0,10 0,10 0,10 0,10 76,60 68,15 67,80 68,25 67,26 67,73 85,90 92,70 76,90 Табл и ц а 2 ФАП Состав СОЖ по примеру ФАД-9К ПФО-Р6М5 мг/см 2 мин 1 (контр.) 2 (контр.) 3 (контр.) 4 5 6 7 8 9 (контр.) 10 (контр.) 11 (контр.) 12 (контр.) 13 (контр.) 14 (контр.) 15 (контр.) 16 (контр.) 9* Ra, мкм 0с % мг/см 2 мин Ra, мкм 0с % 15,80 16,04 16,60 19,02 17,55 23,46 20,14 18,74 16,44 15.26 14,84 12.16 16.05 19,14 16,85 16,98 1.01 1,10 1,15 1,21 0,90 0,75 0,81 0,92 1.15 1,21 1,28 1,32 1,14 1,17 1.13 0,98 40,12 41,04 41,95 44,36 63,38 69,71 60,14 54,16 44,40 42,10 42,00 38,12 41,30 40,70 42,25 50,70 20,08 21,02 21,20 26,25 34,10 34,91 30,16 27,46 24.02 21,10 21,01 14,12 20.84 21,10 21,22 25,82 1.12 1,22 1,26 1,13 0,85 0,90 0,94 1,22 1,37 1,40 1,38 1,42 1,31 1,35 1,28 1,35 17,80 18,20 18,65 21,13 31,69 35,91 34,85 30,18 18,46 18,32 18,22 16,12 18,43 17,07 19,01 21,13 Т а б л и ц а 3 ФАП Состав СОЖ по примеру ПФО-Р6М5 ФАД-9К мг/см мин Ra, мкм ос, 35,92 36,15 36,14 43,67 42,11 0,86 0,82 0,78 0,64 0,39 76,12 79,14 81,45 84,50 95,63 2 1 (контр.) 2 (контр.) 3 (контр.) 4 5 Ra, 2 мг/см мин мкм 52,16 54,22 55,14 74,90 69,34 0,99 0,82 0,61 0,53 0,65 ос. 38,41 39,14 40,20 44,36 63,38 10 26364 j Продолжение табл 3 Состав СОЖ по примеру 6 7 8 9 (контр.) 10 (контр.) 11 (контр.) 12 (контр.) 13 (контр.) 14 (контр.) 15 (контр.) 16 (контр.) ФАП ФАД-9К ПФО-Р6М5 мг/см 2 мин Ra. мкм % мг/см г мин Ra, мкм °с % 40,79 40,20 39,46 35,80 35,20 34,74 34,22 35.71 37.03 36,76 39,43 0.37 0,48 0,68 0.76 0,84 0,82 1.21 0.87 0.95 0.74 1,50 97.85 95,64 92,16 90,21 88.16 86.14 56,12 80.37 74,30 82.84 67,60 83,63 81.12 76,24 55,14 52,88 50,16 45.14 54,73 56,60 56,62 71,39 0.41 0,44 0.56 0,99 1,06 1,12 1,16 1,03 1.14 0,97 0,87 69,71 і 65,14 і 62,44 54,18 50,21 40,06 39.16 40.22 37,43 40,41 52.81 Табл и ц а4 ФАП Состав СОЖ по примеру Ї1ФО-Р6М5 ФАД-9К мг/см мин Ra, мкм ос. % 31,02 31,12 31,72 32,80 27.39 30,15 28,12 26,18 23,81 22,14 22,02 20,12 22,13 24,54 24,84 22,94 0,41 0,46 0,48 0,52 ' 0,74 0,42 0,44 0,46 0,52 0,57 0е64 0,87 0,57 0,63 0,51 0,85 58,10 60,10 61,40 67,60 69,71 80,25 79,10 76,20 75,14 74,41 72.18 61,13 74,31 75,14 76,05 67,60 2 1 (контр.) 2 (контр.) 3
ДивитисяДодаткова інформація
Автори англійськоюLohvynenko Petro Mykolaiovych, Khomich Mykola Stepanovych, Mikhalap Serhii Volodymyrovych, Riabov Serhii Volodymyrovych, Shrubovych Vadym Oleksiiovych, Dmytriieva Tetiana Volodymyrivna, Shevchenko Valerii Vasyliovych
Автори російськоюЛогвиненко Петр Николаевич, Хомич Николай Степанович, Михалап Сергей Владимирович, Рябов Сергей Владимирович, Шрубович Вадим Алексеевич, Дмитриева Татьяна Владимировна, Шевченко Валерий Васильевич
МПК / Мітки
МПК: C10M 111/00, C10M 145/00, C10M 133/02
Мітки: рідини, металів, механічної, обробки, мастильно-охолоджувальної, концентрат
Код посилання
<a href="https://ua.patents.su/6-26364-koncentrat-mastilno-okholodzhuvalno-ridini-dlya-mekhanichno-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Концентрат мастильно-охолоджувальної рідини для механічної обробки металів</a>
Концентрат мастильно-охолоджувальної рідини для механічної обробки металів
Номер патенту: 18672
Опубліковано: 25.12.1997
Автори: Доброва Ольга Андріївна, Ковальскій Владімір Матвєєвіч, Мельничок Мирослав Йосипович, Ільницький Зіновій Михайлович, Лобанцова Вєра Сєргєєвна, Дубровський Юрій Серафимович, Мозольов Микола Іванович, Шаповал Борис Стефанович, Стулій Олександра Андріївна, Олейніков Олександр Петрович
МПК: C10M 125/20, C10M 145/00, C10M 173/02, C10N 40/20, C10N 30/12, C10M 133/08, C10M 129/06
Мітки: рідини, металів, мастильно-охолоджувальної, механічної, концентрат, обробки
Формула / Реферат:
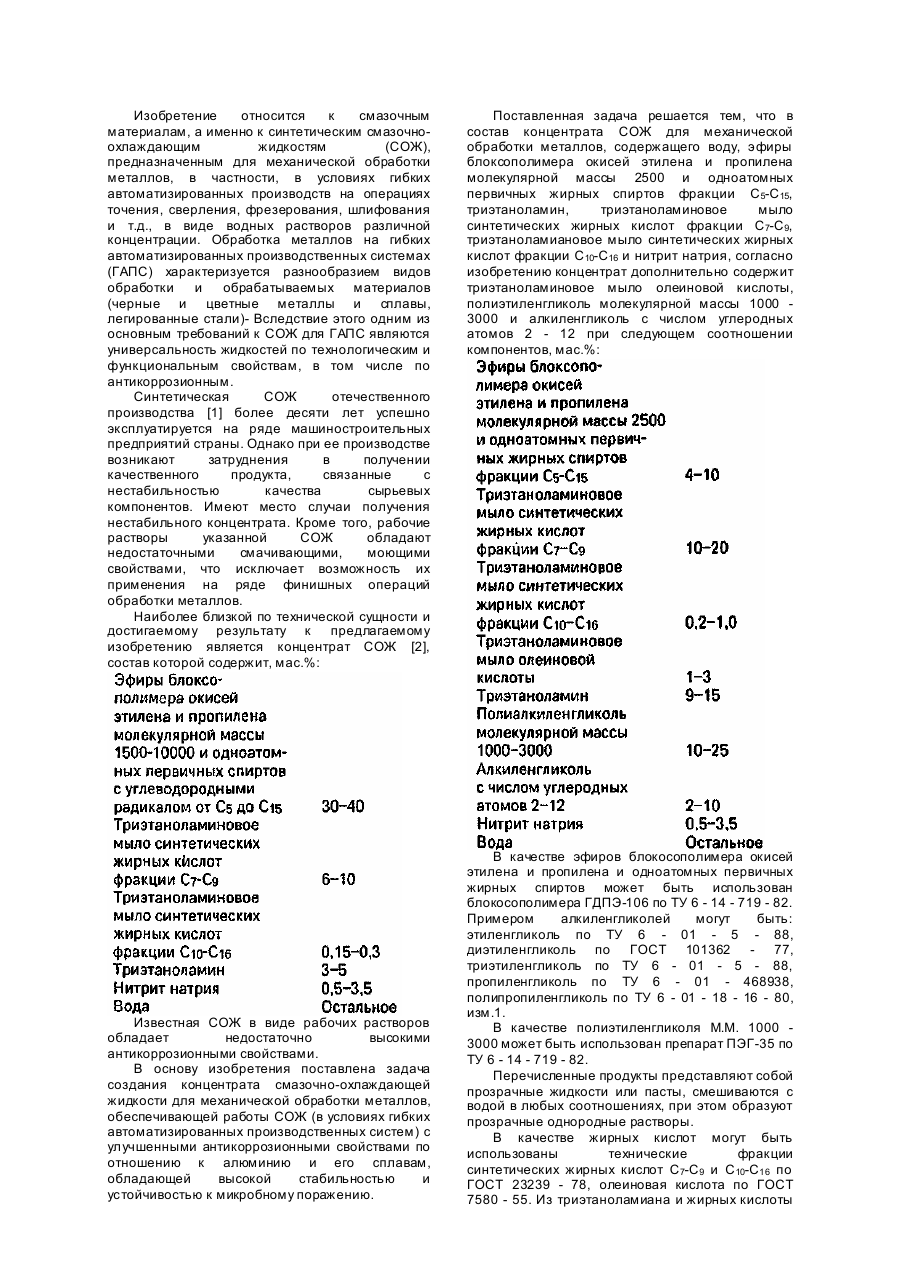
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий воду, эфиры блоксополимера окисей этилена и пропилена молекулярной массы 2500 и одноатомных первичных жирных спиртов фракции C5-C15, триэтаноламиновое мыло синтетических жирных кислот фракции C7-C9, триэтаноламиновое масло синтетических жирных кислот фракции C10-C16, триэтаноламин и нитрит натрия, отличающийся тем, что концентрат дополнительно содержит...
Концентрат мастильно-охолоджувальної рідини для механічної обробки металів
Номер патенту: 18329
Опубліковано: 25.12.1997
Автори: Огурцова Людміла Васільєвна, Бураков Алєксєй Івановіч, Клявліна Катерина Олексіївна, Рєзнікова Людміла Ніколаєвна, Качан Василь Іванович, Костюк Володимир Іванович
МПК: C10M 129/40, C10M 133/32, C10M 129/60, C10M 129/20, C10M 173/00, C10M 125/26, C10N 40/24
Мітки: рідини, мастильно-охолоджувальної, механічної, концентрат, металів, обробки
Формула / Реферат:
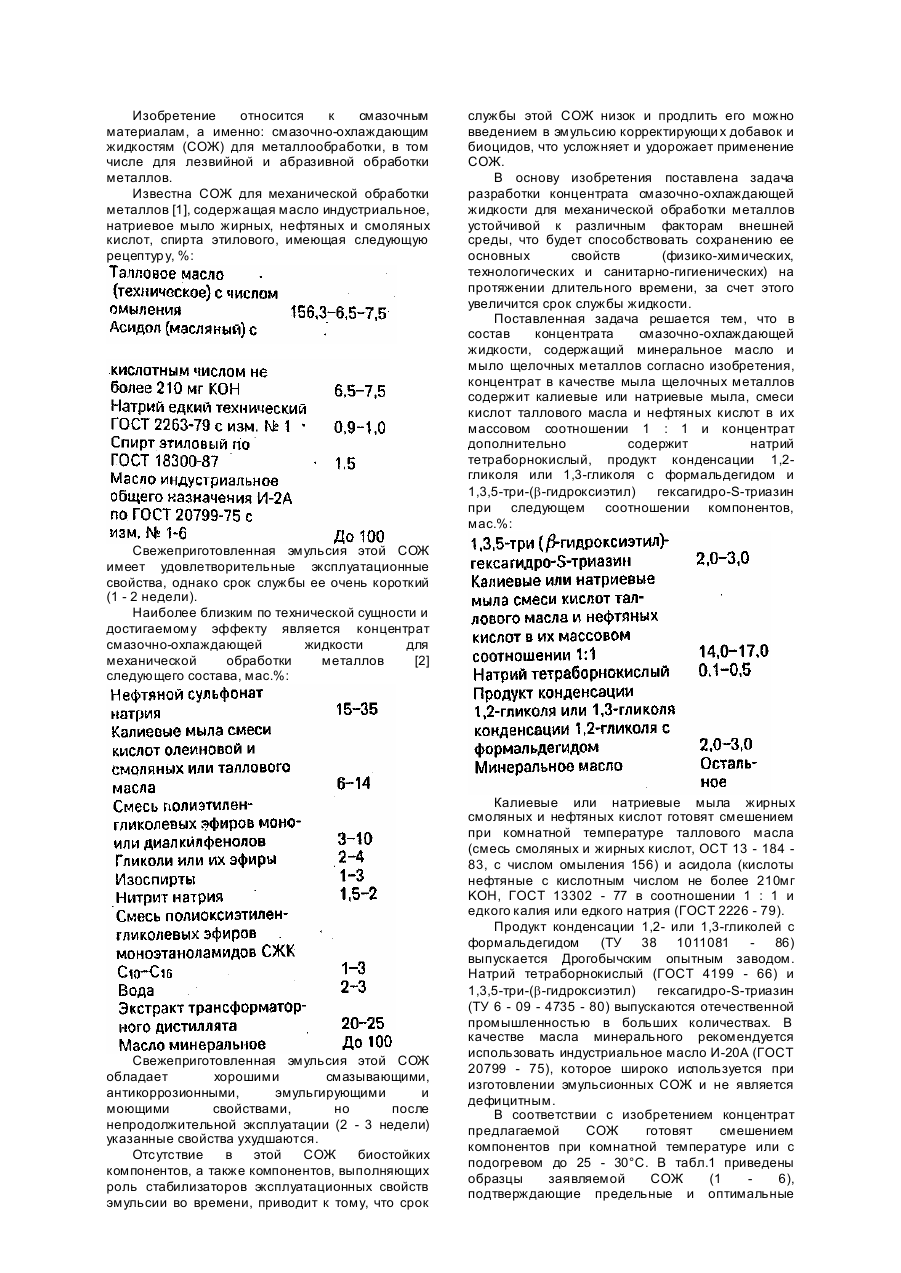
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий минеральное масло и мыло щелочных металлов, отличающийся тем, что концентрат в качестве мыла щелочных металлов содержит калиевые или натриевые мыла смеси кислот таллового масла и нефтяных кислот в их массовом соотношении 1 : 1 и концентрат дополнительно содержит натрий тетраборнокислый, продукт конденсации 1,2-гликоля или 1,3-гликоля с формальдегидом и...
Концентрат змащувально-охолоджувальної рідини для механічної обробки металів
Номер патенту: 10991
Опубліковано: 25.12.1996
Автори: Маркевич Михайло Володимирович, Галкін Олексій Валентинович, Волнянська Надія Василівна, Максимонько Леонід Леонтійович, Процишина Віра Томівна, Уткін Володимир Олександрович, Панцюк Ірина Йосипівна, Чугай Галина Миколаївна, Ноцик Наталя Михайлівна, Дідун Євген Йосипович
МПК: C10M 133/08, C10N 40/20, C10M 173/00
Мітки: рідини, обробки, концентрат, металів, механічної, змащувально-охолоджувальної
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий нефтяное масло, неионогенный эмульгатор, отличающийся тем, что концентрат дополнительно содержит продукт термической обработки рапсового масла триэтаноламином в присутствии гидроокиси калия при их массовом соотношении соответственно 2,3-7:0,66-2:0,5 при следующем соотношении компонентов, мас.%:неионогенный эмульгатор...
Концентрат змазуючо-охолоджуючої рідини для механічної обробки металів “фмі-6″
Номер патенту: 2300
Опубліковано: 26.12.1994
Автори: Замостяник Іван Омелянович, Новіков Володимир Карпович, Огурцова Людмила Василівна, Ібрагімов Ільдус Гімранович, Бураков Олександр Іванович, Максимонько Леонід Леонтійович, Літвінова Юлія Григорівна, Дідун Євген Йосифович, Васильєва Катерина Михайлівна, Яців Богдан Миколайович, Кацов Костянтин Борисович, Рєзнікова Людмила Миколаївна, Скоцень Борис Олександрович, Чучмарьов Олександр Сергійович, Галкін Олексій Валентинович, Степанов Сергій Іванович, Костюк Володимир Іванович
МПК: C10N 40/20, C10M 173/00, C10N 30/06, C10M 129/60, C10M 133/08
Мітки: фмі-6, концентрат, механічної, змазуючо-охолоджуючої, обробки, металів, рідини
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий минеральное масло и продукт обработки триэтаноламином кислот таллового масла, отличающийся тем, что концентрат дополнительно содержит продукт омыления таллового масла 30-50%-ным водным раствором гидроокиси калия или гидроокиси натрия до кислотного числа 33-77 мгКОН/г и в качестве продукта обработки триэтаноламином кислот таллового масла концентрат...
Концентрат змазуючо-охолоджуючої рідини для механічної обробки металів “фмі-5″
Номер патенту: 2361
Опубліковано: 26.12.1994
Автори: Ельянов Володимир Давидович, Гутман Георгій Михайлович, Степанов Вячеслав Іванович, Костюк Володимир Іванович, Босінзон Аркадій Якович, Поливко Анатолій Олександрович, Гаврилюк Марія Романівна, Васильєва Катерина Михайлівна, Новіков Володимир Карпович, Чучмарьов Олександр Сергійович, Галкін Олексій Валентинович, Кацов Константин Борисович, Меснік Олег Моісейович, Замостяник Іван Омелянович, Гріщенко Віктор Йосифович
МПК: C10N 30/06, C10M 173/00, C10M 131/00, C10M 125/26, C10N 40/20, C10M 133/08
Мітки: металів, фмі-5, рідини, концентрат, обробки, змазуючо-охолоджуючої, механічної
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий минеральное масло и эмульгатор, отличающийся тем, что концентрат дополнительно содержит хлорированный парафин, 30%-ный водный раствор метабората калия и в качестве эмульгатора содержит продукт термической обработки при температуре 140-160°C и давлении 0,01-0,1 МПа таллового масла триэтаноламином в их массовом соотношении 2:1 до кислотного числа 55-60...
Попередній патент: Тенісна ракетка
Наступний патент: Спосіб екстрагування торфу та пристрій для його здіснення
Випадковий патент: Вологомасловіддільник