Спосіб ремонту шестеренних насосів методом зменшених розмірів
Номер патенту: 28702
Опубліковано: 16.10.2000
Автори: Черновол Михайло Іванович, Кулєшков Юрій Володимирович, Магопець Сергій Олександрович, Каменщиков Євген Вікторович

Формула / Реферат
Спосіб ремонту шестеренних насосів методом зменшених розмірів приведенням посадок деталей, що спряжені до вихідних шляхом шліфування шестерен, розточуванням колодязів корпусу, розточуванням отворів під цапфи шестерен в підшипниках ексцентричне зі зміщенням шестерен і обробкою дільниць розділення робочих порожнин на стінках колодязів корпусу, який відрізняється тим, що обробляють тільки спрацьовану частину колодязів корпусу і обробка здійснюється інструментом радіусом рівним радіусу перешліфованих шестерен в напрямку максимального зносу корпусу насоса на глибину не меншу ніж h відносно максимально зношеної поверхні корпусу , яка дорівнює
![]()
a зміщення шестерен здійснюють в тому ж напрямі на величину b, яка дорівнює
b = (![]() Rшp +
Rшp + ![]() Rkmax + h -
Rkmax + h - ![]() rц)
rц)
де,
h - глибина врізання інструменту, радіус якого дорівнює Rшр відносно максимально спрацьованої стінки корпусу, мм,
Rшр - радіус вершин зубців шестерен, що перешліфовані під зменшений ремонтний розмір, мм,
Rши - радіус зношеної шестерні, що надійшла в ремонт, мм,
2![]() - центральний кут дуги охоплення корпусом вершин зубців шестерен - це мінімально необхідний кут охоплення, що забезпечує працездатність насоса і дорівнює
- центральний кут дуги охоплення корпусом вершин зубців шестерен - це мінімально необхідний кут охоплення, що забезпечує працездатність насоса і дорівнює ![]() , радіан;
, радіан;
b - зміщення осі підшипників насоса в напрямку максимального зносу корпусу насоса щодо вихідного положення шестерен в новому насосі, мм;
![]() Rшp - припуск на механічну обробку (перешліфування) шестерен під зменшений ремонтний розмір, мм;
Rшp - припуск на механічну обробку (перешліфування) шестерен під зменшений ремонтний розмір, мм;
![]() Rkmax - максимальний знос колодязів корпусу насоса, мм.
Rkmax - максимальний знос колодязів корпусу насоса, мм.
![]() rц - змінення діаметру цапф шестерен порівнянне з новими шестернями, мм.
rц - змінення діаметру цапф шестерен порівнянне з новими шестернями, мм.
z - кількість зубців шестерні.
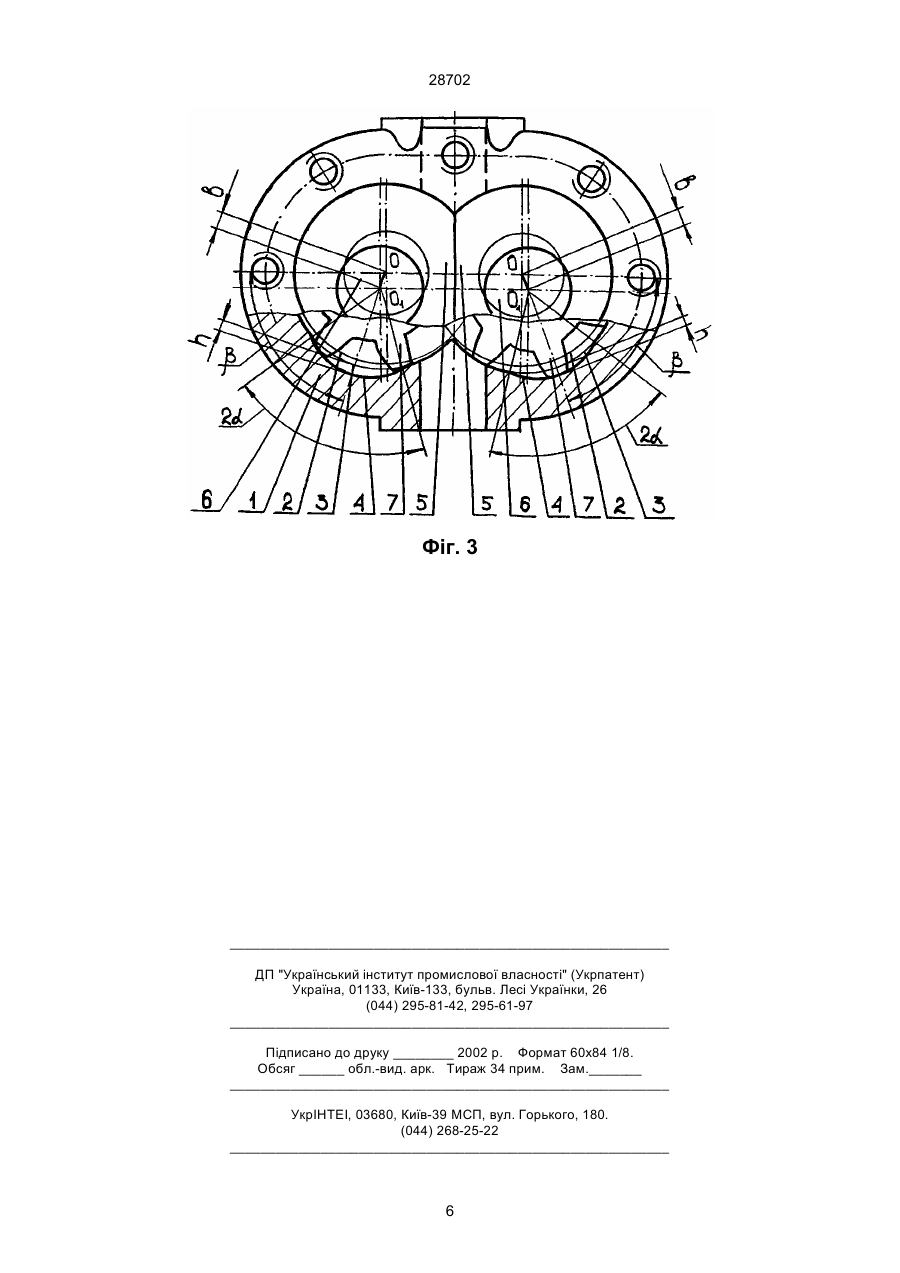
Текст
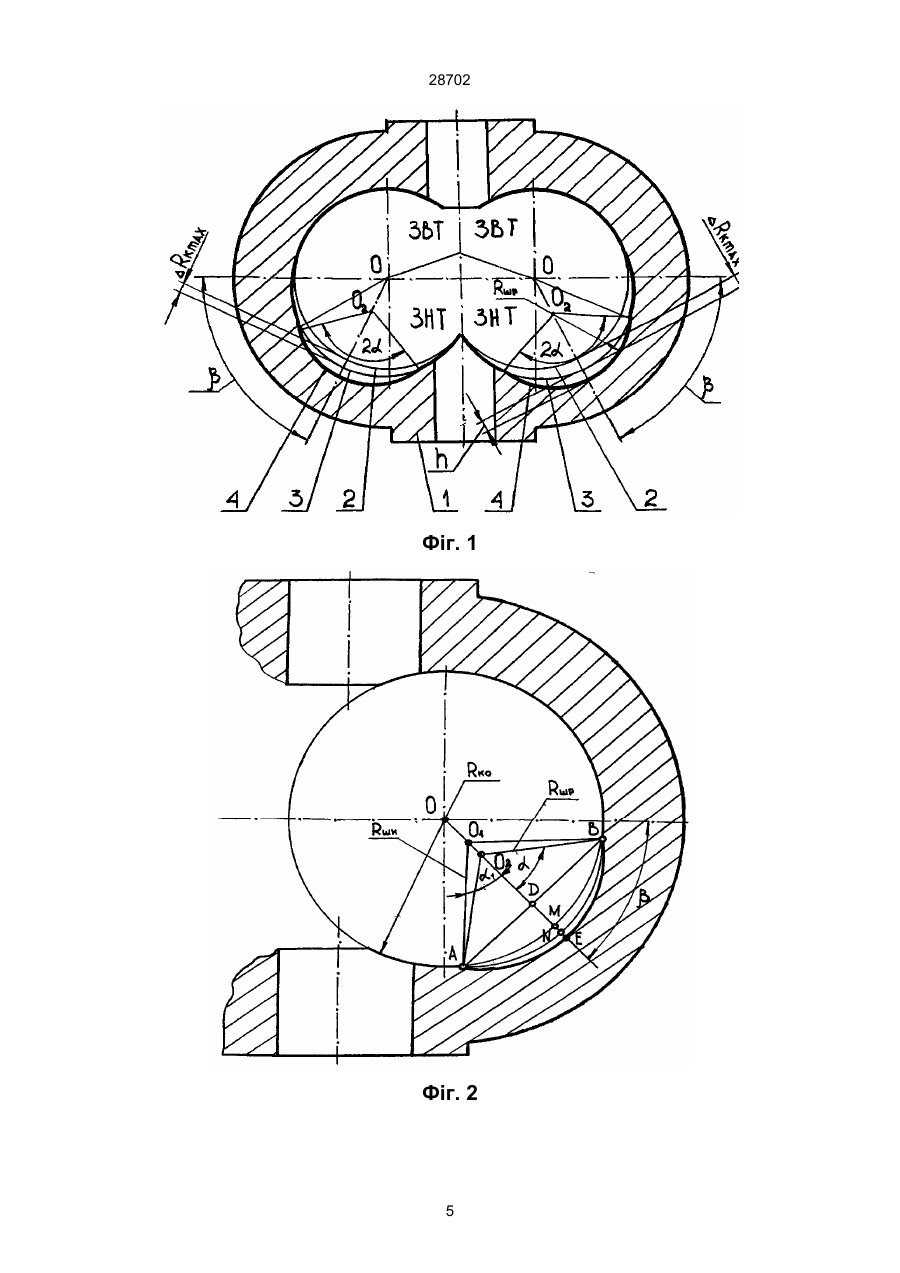
Спосіб ремонту шестеренних насосів методом зменшених розмірів, приведенням посадок деталей, що спряжені до вихідних шляхом шліфування шестерен, розточуванням колодязів корпусу, розточуванням отворів під цапфи шестерен в підшипниках ексцентрично зі зміщенням шестерен і обробкою дільниць розділення робочих порожнин на стінках колодязів корпусу, який відрізняється тим, що обробляють тільки спрацьовану частину колодязів корпусу і обробка здійснюється інструментом радіусом рівним радіусу перешліфованих шестерен в напрямку максимального зносу корпусу насоса на глибину не меншу ніж h відносно максимально зношеної поверхні корпусу, яка дорівнює h = Rшp (1 - cos a ) - Rши ´ 28702 b - зміщення осі підшипників насоса в напрямку максимального зносу корпусу насоса відносно вихідного положення шестерень в новому насосі, мм; DRшр - припуск на механічну обробку (перешліфування) шестерень під зменшений ремонтний розмір, мм; DRкmax - максимальний знос колодязів корпусу насоса, мм; Drц - змінення діаметру цапф шестерень порівняно з новими шестернями, мм; z - кількість зубців шестерні. Зазначений позитивний ефект при рішенні поставленої задачі досягається завдяки наступному. Підвищення міцності і жорсткості корпусу порівняно з прототипом досягається завдяки тому, що у винаході, який пропонується, відмовляються від операції розточування колодязів корпусу по всьому периметру, розточуючи їх лише в напрямі максимального зносу корпусу, зберігаючи тим самим переріз стінок корпусу відповідно до нового насоса. Треба визначити, що розточування корпусу в напрямі його максимального зносу обрано не даремно. Відомо, що максимальний знос знаходиться в області низького тиску насоса і тому те незначне зменшення перерізу стінок корпусу практично не відбивається на його жорсткості і міцності, а отже і на працездатності насоса. Обробка стінок колодязів корпусу при ремонті інструментом, а не зубцями шестерень в процесі припрацювання, також сприяє підвищенню якості ремонту, забезпечує необхідну точність і шорсткість стінок колодязів корпусу, що не може бути досягнуто при обробці їх зубцями шестерень в процесі припрацювання, що пропонується в прототипі. Обробка корпусу радіусом, рівним перешліфованим під ремонтний розмір шестерень, на глибину h (її визначають за формулою (1)) відносно максимально зношеної стінки корпусу забезпечує мінімально необхідний кут охоплення зубців шестерень, що є необхідною умовою, а мінімальний зазор в цьому спряженні є достатньою умовою необхідного ущільнення верхівок зубців шестерень, отже і працездатності насоса в цілому (див. фіг. 2 та 3). Зміщення шестерень в напрямку обробки корпусу при ремонті на величину b, (див. формулу (2)), власне, визначає таке їх положення в насосі при збиранні, яке і забезпечує необхідне ущільнення верхівок зубців шестерень обробленими стінками корпусу насоса (див. фіг. 3). Окрім цього, зміщення шестерень в напрямку максимального зносу, сприяє розповсюдженню зони високого тиску за горизонтальну вісь симетрії насоса. Це явище є позитивним для насосів типу НШ-У, оскільки знижує жорсткість роботи насоса, шум і, головне, дещо розвантажує підшипники ковзання, які є найбільш слабким місцем насосів цього типу. Порівняння технічного рішення, що пропонується з іншими, які мають місце у цій області, (найбільш істотні із яких описані в джерелах [1, 2, 3, 4, 5, 6]), а також встановлений логічний взаємозв'язок між відмінними ознаками винаходу і позитивним ефектом, що досягається при рішенні зазначеної задачі, свідчить про їх істотність. Крім то ної полості насоса, а дільниці розділення робочих порожнин на стінках колодязів корпусу (статора) оброблюють врізанням зубців насоса в ці стінки під дією тиску робочої рідини [4]. Спосіб дозволяє реалізувати в повній мірі переваги способу ремонтних розмірів, оскільки і шестерні і корпус насоса ремонтують за одну операцію. До недоліків цього способу слід віднести те, що розточування колодязів корпусу насоса по всьому периметру зменшує переріз стінок, зокрема у зоні високого тиску, що призводить до зменшення міцності та жорсткості корпусу, а отже і підвищенні деформації корпусу при роботі. Іншим недоліком є те, що обробка дільниці розділу робочих порожнин на стінках колодязів корпусу здійснюється врізанням зубців шестерень насоса в ці стінки під дією тиску робочої рідини. Такий спосіб ускладнює забезпечення необхідної точності і шорсткості найбільш відповідальної частини стінок колодязів корпусу, що ущільнюють верхівки зубців шестерень, а цечасто призводить до втрати працездатності насоса. Задача, яку вирішує винахід, що пропонується, полягає в підвищенні якості ремонту шестеренних насосів методом зменшених розмірів за рахунок відмови від розточування корпусу насоса по всьому периметру і підвищення точності обробки частини стінок колодязів корпусу, що ущільнюють верхівки зубців насоса. Поставлена задача вирішується за рахунок того, що в способі ремонту шестеренних насосів методом зменшених розмірів приведенням посадок деталей, що спряжені до вихідних шляхом шліфування шестерень, розточуванням колодязів корпусу, розточуванням отворів під цапфи шестерень в підшипниках ексцентрично зі зміщенням шестерень і обробкою дільниць розділення робочих порожнин на стінках колодязів корпусу, обробляють не весь периметр колодязів корпусу, а тільки спрацьовану його частину і обробка здійснюється інструментом радіусом рівним радіусу перешліфованих шестерень в напрямку максимального зносу корпусу насоса на глибину не меншу ніж h відносно максимально зношеної поверхні корпусу, яка дорівнює h = Rшp (1 - cos a ) - Rши ´ Rшp sin a ö æ ÷, ´ ç 1 - cos arcsin (1) ç Rши ÷ ø è а зміщення шестерень здійснюють в тому ж напрямі на величину b, яка дорівнює b = DRшр + DRк max + h - Drц , (2) ( ) де h - глибина врізання інструмента, радіус якого дорівнює Rшр відносно максимально спрацьованої стінки корпусу, мм; Rшр - радіус вершин зубців шестерень, що перешліфовані під зменшений ремонтний розмір, мм; Rши - радіус зношеної шестерні, що надійшла в ремонт, мм; 2a - центральний кут дуги охоплення корпусом вершин зубців шестерень - це мінімально необхідний кут охоплення, що забезпечує працездатність насоса і дорівнює 2a=2p/z, радіан; 2 28702 го сукупність наведених відмінних ознак, за нашими даними, на дату подачі заявки не відома, що свідчить про новину способу. На фіг. 1 наведена схема зносів колодязів корпусу насоса, напрямок максимального зносу та положення стінок колодязів корпусу в новому, зношеному та розточеному корпусі. На фіг. 2 наведена розрахункова схема обробки колодязів корпусу в напрямку максимального зносу. На фіг. 3 наведена схема зміщення шестерень в напрямку максимального зносу колодязів корпусу при збиранні насоса. На фіг. 1 показано: - переріз корпусу насоса 1 площиною в зоні роботи шестерень насоса; - напрямок максимального зносу корпусу Rкmax, що розташований під кутом b відносно горизонтальної осі симетрії; - положення стінок колодязів в новому 2, зношеному 3 і розточеному 4 корпусі насоса; - радіус розточення корпусу, який дорівнює радіусу перешліфованої шестерні Rшр; - зміщення стінки корпусу після розточення в положення 4, яке відстоїть від зношеної стінки 3 на відстань h. Із фіг. 1 бачимо, що тиск, який розвиває насос, відтискує шестерні насоса в бік камери всмоктування, тобто в зону низького тиску ЗНТ і обробка корпусу в цьому місці незначно впливає на жорсткість і міцність корпусу. Переріз стінок корпусу в зоні високого тиску ЗВТ відповідає новому насосу, що дозволяє зберегти жорсткість і міцність корпусу. На фіг. 2 показана розрахункова схема обробки одного із колодязів корпусу насоса в напрямі максимального зносу. На схемі: - точка О - положення осі шестерні в новому насосі; - точка О1 - положення осі шестерні в кінці експлуатації насоса перед ремонтом; - точка О2 - положення осі інструмента під кінець обробки корпусу насоса, при якому кут охоплення шестерень 2a забезпечує ущільнення не менше одного зуба шестерні при будь-якому куті її повороту; - NE - шукана величина врізання інструмента в корпус насоса, при якій забезпечується необхідне ущільнення зубців шестерень; - О2В=Rшр - радіус перешліфованої під ремонтний розмір шестерні насоса; - О1А=Rши - радіус зношеної шестерні насоса; - MN=DRкmax - максимальний знос корпусу насоса. Із наведеної схеми знаходимо, що шукана величина NE=h і дорівнює h = Rшp (1 - cos a ) - Rши ´ На фіг. 3 показано три положення стінок корпусу 1, які відповідають новому 2, зношеному 3 та розточеному 4 корпусу насоса. При збиранні насоса в корпус 1 встановлюють нижні втулки (на фіг. 3 не показані) в їх отвори своїми цапфами встановлюють шестерні, а далі верхні втулки 5. Отвори втулок під цапфи шестерень 6 розточують ексцентрично зі зміщенням центру на відстань b в напрямку максимального зносу корпусу вздовж прямої, яка розташована під кутом b відносно горизонтальної осі симетрії насоса. Вищезазначені отвори уявляють з себе конструктивні бази, які орієнтують вінець шестерень 7 за допомогою цапф 6 відносно корпусу 1 таким чином, що зубці шестерень 7 ущільнюються заздалегідь обробленою частиною корпусу4 на центральному куті 2a, що і забезпечує працездатність насоса. Суттєвість способу ремонту шестеренних насосів методом зменшених розмірів полягає в наступному. Після миття, дефектування і заповнення дефектовочних відомостей шестерні, радіус яких Rши, направляють на шліфування, де і шліфують під найближчий ремонтний розмір до виведення слідів зносу до радіусу Rшр, вилучаючи при цьому припуск DRшр. Після цього корпус 1 (див. фіг. 1 і 3) розточують на розточувальному верстаті інструментом, радіус якого рівен Rшр в напрямку максимального зносу, (вздовж прямої під кутом b=70°…75° відносно горизонтальної осі симетрії насоса), на глибину не менше h відносно максимально зношеної поверхні корпусу. Глибина розточування h визначається за формулою (1). Стінка корпусу займає при цьому положення 4. Це забезпечує ущільнення верхівок зубців 7 перешліфованих шестерень стінками корпусу 4 не менше одного зуба при будь-якому куті повороту шестерень. Оскільки радіус інструмента явно менше радіуса колодязів, навіть нового корпусу, і розточування ведеться в напрямку максимального зносу, тобто в зоні низького тиску - ЗНТ (див. фіг. 1), то в способі, що пропонується, забезпечується розточування корпусу насоса тільки із зношеної сторони, залишаючи стінки колодязів в зоні високого тиску - ЗВТ недоторканими (див. фіг. 1 і 2). Це забезпечує збереження міцності і жорсткості корпусу, передусім, в зоні високого тиску - ЗВТ насоса. Розточування корпусу на розточному верстаті забезпечує необхідну точність і шорсткість, чого неможливо досягти при обробці стінок колодязів зубцями шестерень. Як відомо на цей час не існує досить ефективної технології відновлення втулок насоса 5 (див. фіг. 3), а тому їх виготовляють відливанням з наступною механічною обробкою. При цьому отвори під цапфи 6 шестерень зміщують відносно їх геометричного центру вбік максимального зносу корпусу 1 на величину b, що визначається за формулою (2) (див. фіг. 3). В цьому випадку при збиранні насоса зубці шестерень 7 зміщуються вбік на величину h відносно максимально зношеної стінки корпусу насоса 3 і ущільнюються спеціально заздалегідь обробленими стінками колодязів корпусу 4 на дузі з центральним кутом - 2a, що і забезпечує працездатність насоса. Крім того слід зауважити, що здійснення цього способу можливо при організації незнеособленого Rшp sin a ö æ ÷ ´ ç1 - cos arcsin ç Rши ÷ ø è На фіг. 3 наведена схема реалізації задуманого на стадії збирання насоса шляхом зміщення шестерень в напрямку максимального зносу на величину, b = DRшр + DRк max + h - Drц . ( ) 3 28702 ремонту насосів, а це значно прискорює припрацювання цементованих евольвентних профілів зубців шестерень. Із вищевикладеного слідує, що поставлена задача підвищення якості ремонту шестеренних насосів методом зменшених розмірів безумовно досягається за рахунок відмови від розточування корпусу насоса по всьому периметру, а розточування лише зношеної його частини, інструментом, радіус якого дорівнює радіусу перешліфованих під ремонтний розмір шестерень - Rшр, в напрямку максимального зносу корпусу насоса на глибину не меншу h, яка визначається за формулою (1). Це підвищує точність обробки ущільнюючої частини стінки корпусу насоса. На стадії збирання насоса для забезпечення його працездатності шестерні зміщують в напрямку максимального зносу на величину b, (див. формулу (2)), що досягають спеціальним ексцентричним розточуванням втулок насоса. Істотні відміни способу ремонту шестеренних насосів методом зменшених розмірів полягають в тому, що кожна із відмінних ознак винаходу зокрема є необхідною і в своїй сукупності достатніми умовами для здобутку рішення поставленої задачі. Приклад Ремонтували насос НШ-46У, що надійшов до Кіровоградського РМЗ. Після миття і розбирання зношені деталі насоса надходять на дефектацію, де визначають такі параметри, як максимальний знос корпусу DRкmax=0,25 мм, розміри зношеної шестерні Rши=27,45 мм та її цапф rц=12,95 мм. Після цього шестерні ремонтують методом зменшених розмірів шліфуванням під найближчий ремонтний розмір, а саме до розмірів: і rцр=12,7 мм. Після визначення ремонтних розмірів шестерень розпочинають ремонт корпусу насоса, який провадять теж за одну операцію розточуванням його зношених колодязів на вертикальнорозточувальному верстаті. При цьому розточування ведуть радіусом Rшр=27,3 мм в напрямку максимального зносу корпусу на глибину h, яка дорівнює: Виготовлення втулок полягає в відливанні заготовки з подальшою її механічною обробкою. При цьому розточування отворів під цапфи виконують ексцентрично зі зміщенням осі на відстань b в напрямі прямої, яка розташована під кутом b=70° відносно горизонтальної осі симетрії і, яка дорівнює: b=(0,15+0,25+0,0123-0,15)=0,262 мм Збирання насоса призводять в звичайній послідовності: встановлюють нижні втулки, далі шестерні і верхні втулки. Ексцентрично розточені отвори втулок зміщують цапфи шестерень, а разом з ними і шестерні в сторону максимального зносу корпусу, що дає змогу ущільнити верхівки зубців шестерень спеціально заздалегідь обробленою частиною корпусу. При цьому центральний кут дуги, що охоплює верхівки зубців становить 45°, що дозволяє надійно забезпечити працездатність насоса, оскільки в зоні ущільнення постійно знаходиться не менше одного зубця шестерні при будь-якому куті повороту шестерень. Спосіб ремонту шестеренних насосів методом зменшених розмірів може бути успішно застосований на ремонтних підприємствах, що займаються централізованим ремонтом насосів. Спосіб відрізняється дуже малими витратами при відновленні шестерень, корпусу і насоса в цілому. Джерела інформації 1. Технология ремонта машин и оборудования, под ред., И.С. Левитского, изд., 2-е перераб. и доп., М.: Колос, 1975 (с. 396…402). 2. А.с. 530110 М.Кл.2 F04С1/04 Кудрявцев П.Р. ГОСНИТИ Способ восстановления работоспособности шестеренного насоса. 3. Кудрявцев П.Р. Повышение ресурса шестеренчатых насосов. Техника в сельском хозяйстве 1970, № 3 с. 67…72. 4. А.с. 344160 М.Кл.2 F04С1/04 Кудрявцев П.Р. и др. ГОСНИТИ Способ ремонта шестеренных насосов. 5. Ачкасов К.А. Прогрессивные способы ремонта с.-х. техники, 2-е изд., перераб. и доп., М.: Колос, 1984 – 271 с. (с. 243…244). 6. Справочная книга по технологии ремонта машин в сельском хозяйстве, под ред. А.И. Селиванова, М.: Колос, 1975 - 600 с. (с. 354…360). h = 27,3(1 - cos 22,5 o ) - 27,45 ´ æ 27,3 sin 22,5 o ´ ç 1 - cos arcsin ç 27,45 è ö ÷ = 0,0123 мм. ÷ ø 4 28702 Фіг. 1 Фіг. 2 5 28702 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of repairing gear pumps by method of reduced sizes
Автори англійськоюKuleshkov Yurii Volodymyrovych, Chernovol Mykhailo Ivanovych, Mahopets Serhii Oleksandrovych, Kamenschykov Yevhen Viktorovych
Назва патенту російськоюСпособ ремонта шестеренных насосов методом уменьшенных размеров
Автори російськоюКулешков Юрий Владимирович, Черновол Михаил Иванович, Магопец Сергей Александрович, Каменщиков Евгений Викторович
МПК / Мітки
МПК: B23P 6/00
Мітки: методом, розмірів, шестеренних, спосіб, ремонту, зменшених, насосів
Код посилання
<a href="https://ua.patents.su/6-28702-sposib-remontu-shesterennikh-nasosiv-metodom-zmenshenikh-rozmiriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту шестеренних насосів методом зменшених розмірів</a>
Спосіб ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки
Номер патенту: 21739
Опубліковано: 20.01.1998
Автор: Баланов Віктор Григорович
МПК: C21C 5/44, C10B 29/00
Мітки: вогнетривкої, спосіб, методом, керамічної, нагрівальних, наплавки, кладки, ремонту, печей
Формула / Реферат:
Способ ремонта огнеупорной кладки нагревательных печей методом керамической наплавки, включающий зачистку ремонтируемой поверхности кладки, нагревание ее, нанесение на нагретую поверхность сухой смеси порошков огнеупорных материалов с топливными составляющими до полного заполнения изношенного объема кладки с расплавлением огнеупорных материалов смеси факелом с температурой 2000oС-3000oС до образования аморфного стекловидного неровного...
Спосіб гарячого ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки
Номер патенту: 6866
Опубліковано: 31.03.1995
Автори: Збиковський Іван Гнатович, Трегуб Леонід Ізраілевич, Тузенков Володимир Вікторович, Баланов Віктор Григорович, Фасенко Юрій Олександрович, Носков Юрій Володимирович, Мітрущенков Олексій Миколайович
МПК: C10B 29/00, C21C 5/44
Мітки: кладки, наплавки, керамічної, вогнетривкої, ремонту, нагрівальних, гарячого, печей, спосіб, методом
Формула / Реферат:
1. Способ горячего ремонта огнеупорной кладки нагревательных печей методом керамической наплавки, включающий подачу по техническому трубопроводу к наплавочной головке и нанесение торкрет-массы в виде сухой смеси порошков огнеупорных материалов и топливных составляющих струей кислорода на предварительно зачищенную нагретую до температуры неменее 600 °С поверхность кладки, расплавление огнеупорных составляющих факелом с температурой...
Спосіб діагностування насосів
Номер патенту: 9242
Опубліковано: 30.09.1996
Автори: Діденко Віктор Мусіевич, Рюмшин Микола Олександрович, Тертишна Олена Тимофіївна, Богаенко Іван Миколайович
МПК: F04D 15/00
Мітки: діагностування, спосіб, насосів
Формула / Реферат:
Способ диагностирования насосов, заключающийся в измерении напора и мощности, определении по измеренным значениям параметра диагностирования и сравнении его с заданным, отличающийся тем, что, с целью повышения точности, в качестве параметров диагностирования используют производную напора по мощности и напор.
Торкрет фурма для гарячого ремонту вогнетривкої кладки нагрівальних печей методом керамічної наплавки
Номер патенту: 169
Опубліковано: 30.06.1998
Автори: Фесенко Юрій Олександрович, Носков Юрій Володимирович, Шавиренков Ігор Іванович, Тєрєшков Сергій Вікторович, Байрачний Анатолій Захарович, Баланов Віктор Григорович
Мітки: нагрівальних, вогнетривкої, наплавки, методом, печей, кладки, торкрет, гарячого, фурма, ремонту, керамічної
Формула / Реферат:
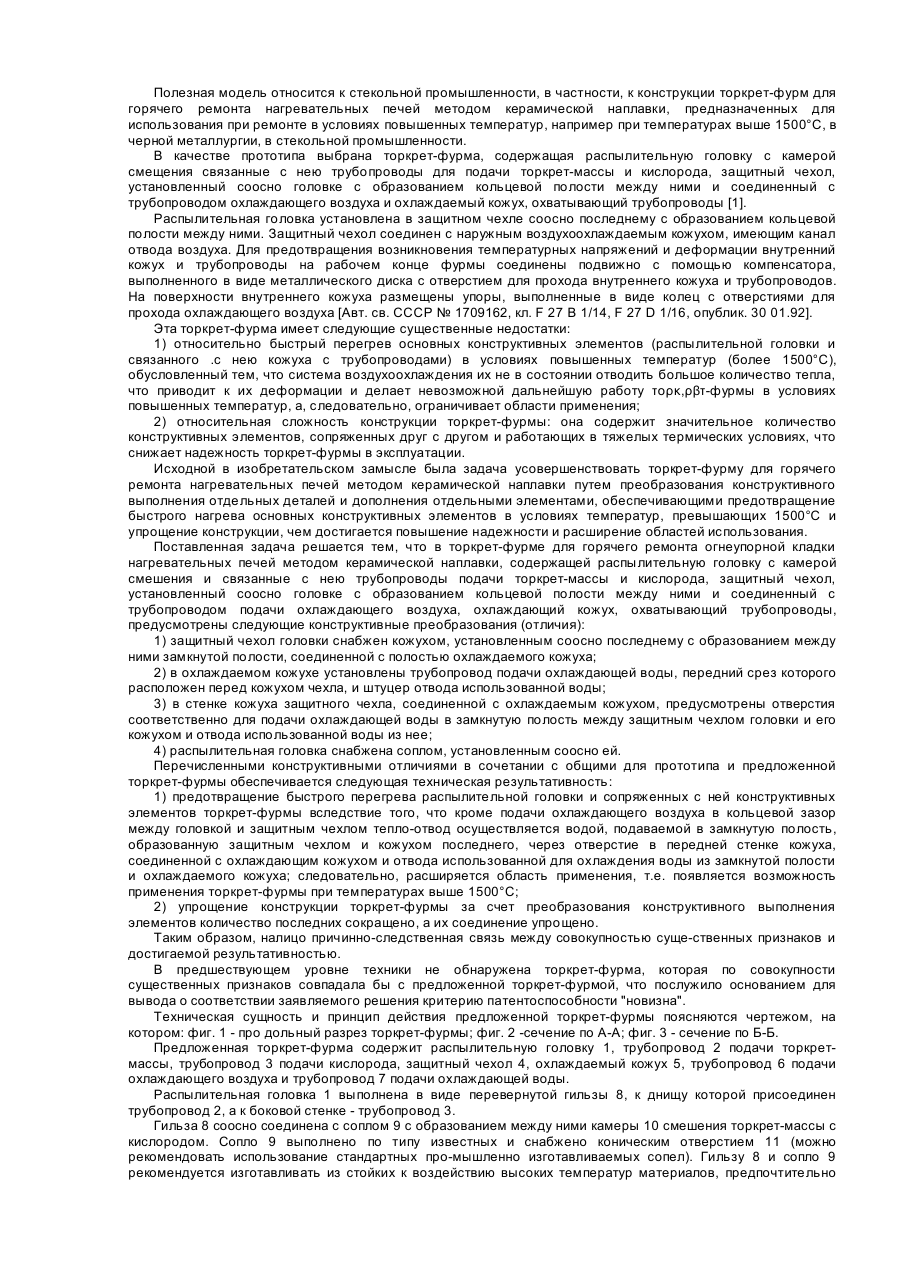
1. Торкрет-фурма для горячого ремонта огнеупорной кладки нагревательных печей методом керамической наплавки, содержащая распылительную головку с камерой смешения и связанные с нею трубопроводы для подачи торкрет-массы и кислорода, защитный чехол, установленный соосно головке с образованием кольцевой полости между ними и соединенный с трубопроводом охлаждающего воздуха, и охлаждаемый кожух, охватывающий трубопроводы, отличающаяся тем, что...
Пристрій для визначення ккд насосів
Номер патенту: 10511
Опубліковано: 25.12.1996
Автори: Тертишна Олена Тимофіївна, Діденко Віктор Мойсейович, Шевчук Степан Прокопович
МПК: F04B 51/00
Мітки: насосів, пристрій, визначення, ккд
Формула / Реферат:
Устройство для определения КПД насосов, содержащее перепускной канал с дросселем и полыми датчиками теплового потока на концевых участках, установленными с радиальными заходами в подводящем и напорном трубопроводах насоса, блок вычисления, блок индикации и датчик температуры рабочей среды на выходе насоса, при этом воды блока вычисления соединены с датчиком теплового потока на входе насоса и датчиком температуры рабочей среды, а выход - с...
Попередній патент: Роторно-поршневий пристрій
Наступний патент: Пристрій для контролю функціональної надійності силових комутаційних пристроїв
Випадковий патент: Міномет