Мастило технологічне для обробки металів тиском ствд-2
Номер патенту: 30301
Опубліковано: 25.02.2008
Автори: Овчаренко Володимир Григорович, Терещенко Андрій Анатолійович, Жук Володимир Миколайович, Лютик Віталій Ярославович, Куценко Михайло Олексійович
Формула / Реферат
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що містить, мас. %:
сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5 %
12-15
неіоногенна поверхнево-активна речовина з класу оксіетильованих алкілфенолів
2-5
наповнювач
37-42
хлорований парафін
решта.
2. Мастило за п. 1, яке відрізняється тим, що використовують сульфідований пропіленгліколевий ефір касторової олії, отриманий в результаті етерифікації касторової олії пропіленгліколем, причому пропіленгліколь беруть у кількості 9-12 % від маси олії.
3. Мастило за п. 2, яке відрізняється тим, що етерифікацію касторової олії пропіленгліколем здійснюють у присутності лужного каталізатора.
4. Мастило за п. 3, яке відрізняється тим, що при етерифікації касторової олії як лужний каталізатор використовують гідроксид калію, причому гідроксид калію беруть у кількості 0,4-0,6 % від маси олії.
5. Мастило за п. 2 або п. 3, або п. 4, яке відрізняється тим, що етерифікацію касторової олії пропіленгліколем здійснюють при температурі 85-90 °С.
6. Мастило за п. 2, яке відрізняється тим, що при сульфідуванні пропіленгліколевого ефіру касторової олії використовують сірку мелену у кількості 2-5 % від кількості олії.
7. Мастило за п. 2 або п. 6, яке відрізняється тим, що сульфідування пропіленгліколевого ефіру касторової олії здійснюють при температурі 140-150 °С.
8. Мастило за п. 1, яке відрізняється тим, що як хлорований парафін використовують хлорпарафін ХП-470.
9. Мастило за п. 1, яке відрізняється тим, що як неіоногенну поверхнево-активну речовину з класу оксіетильованих алкілфенолів використовують один з неонолів ряду: АФ 9-9, АФ 9-10, АФ 9-12, АФБ9-10 або їх суміші.
10. Мастило за п. 1, яке відрізняється тим, що як наповнювач використовують тальк або гашене вапно.
Текст
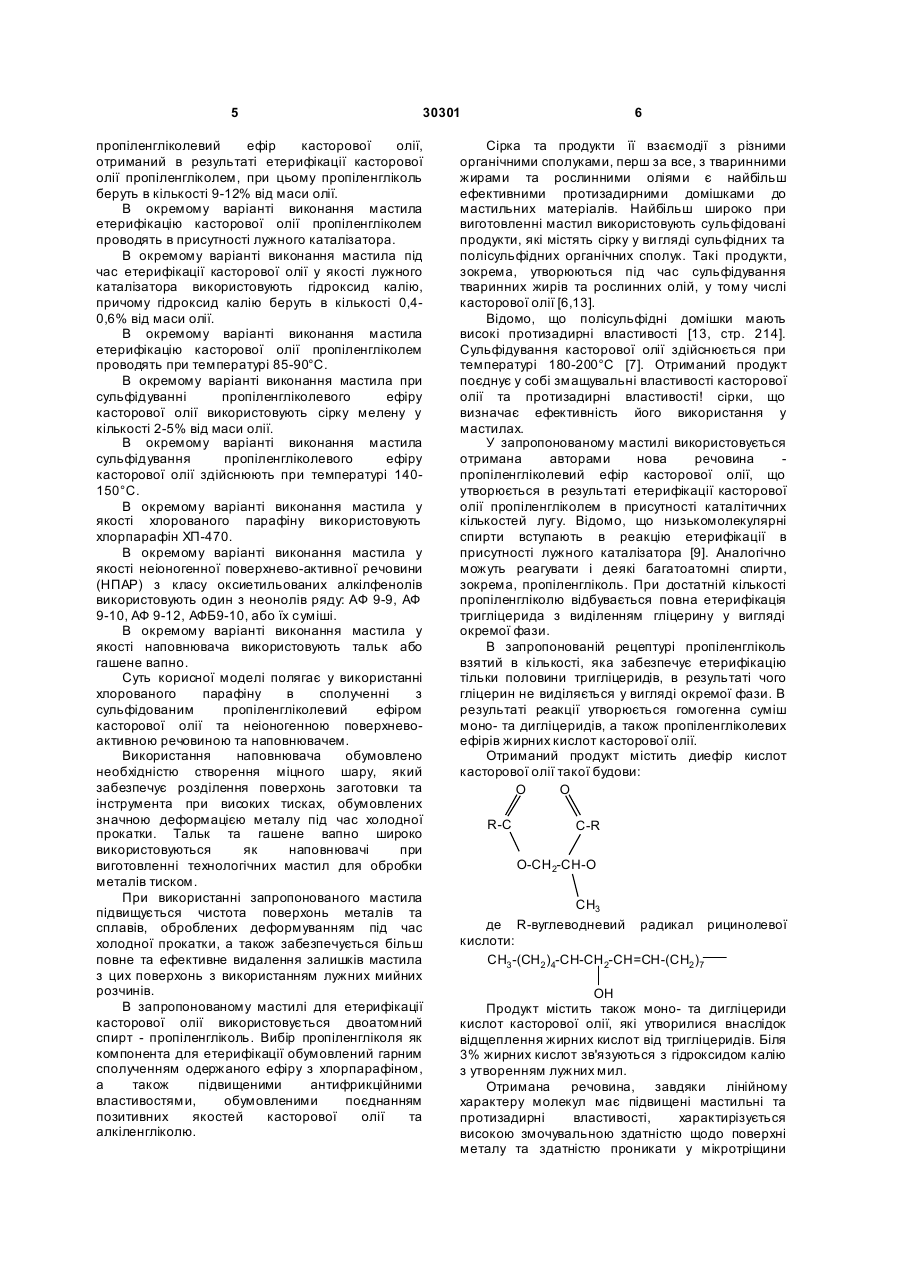
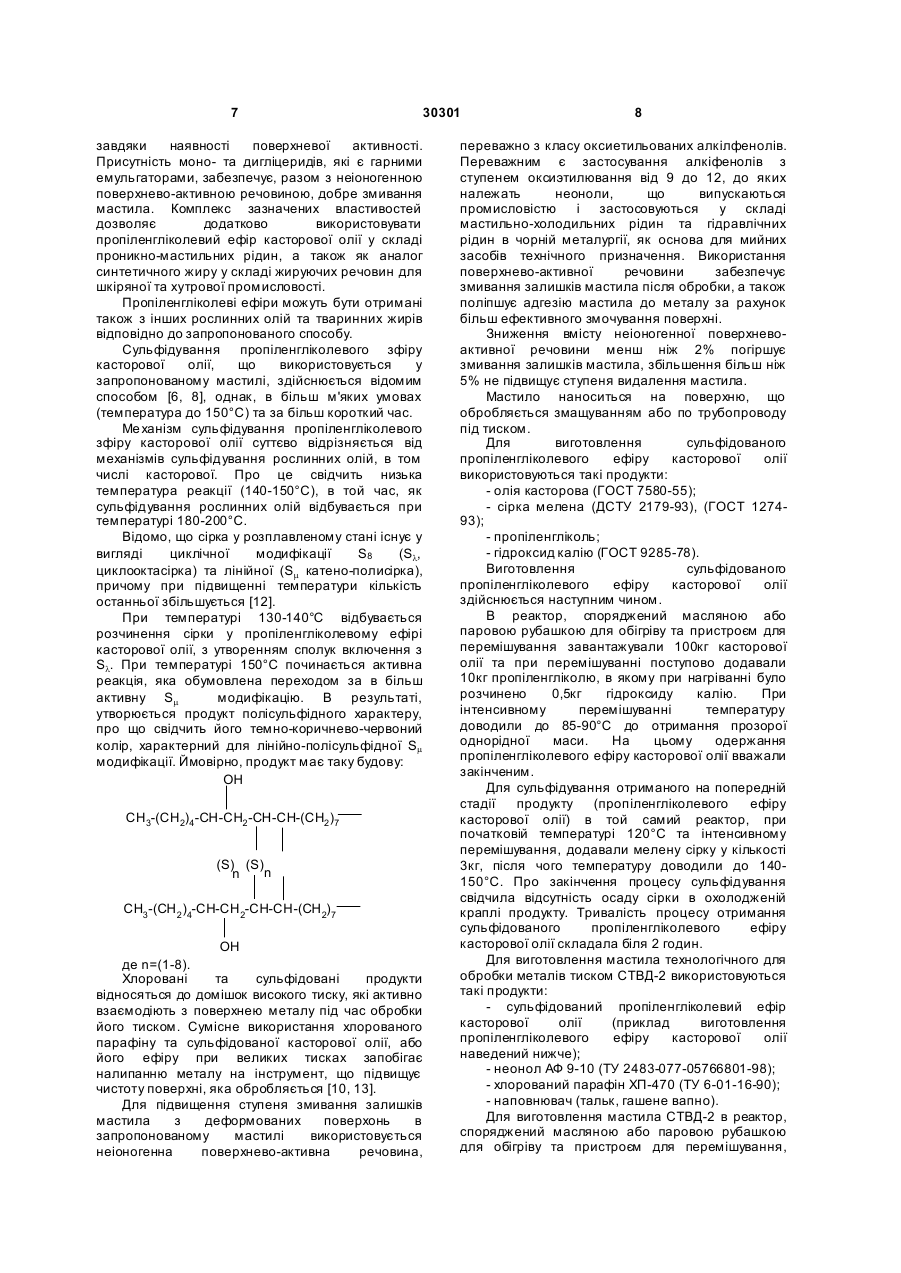
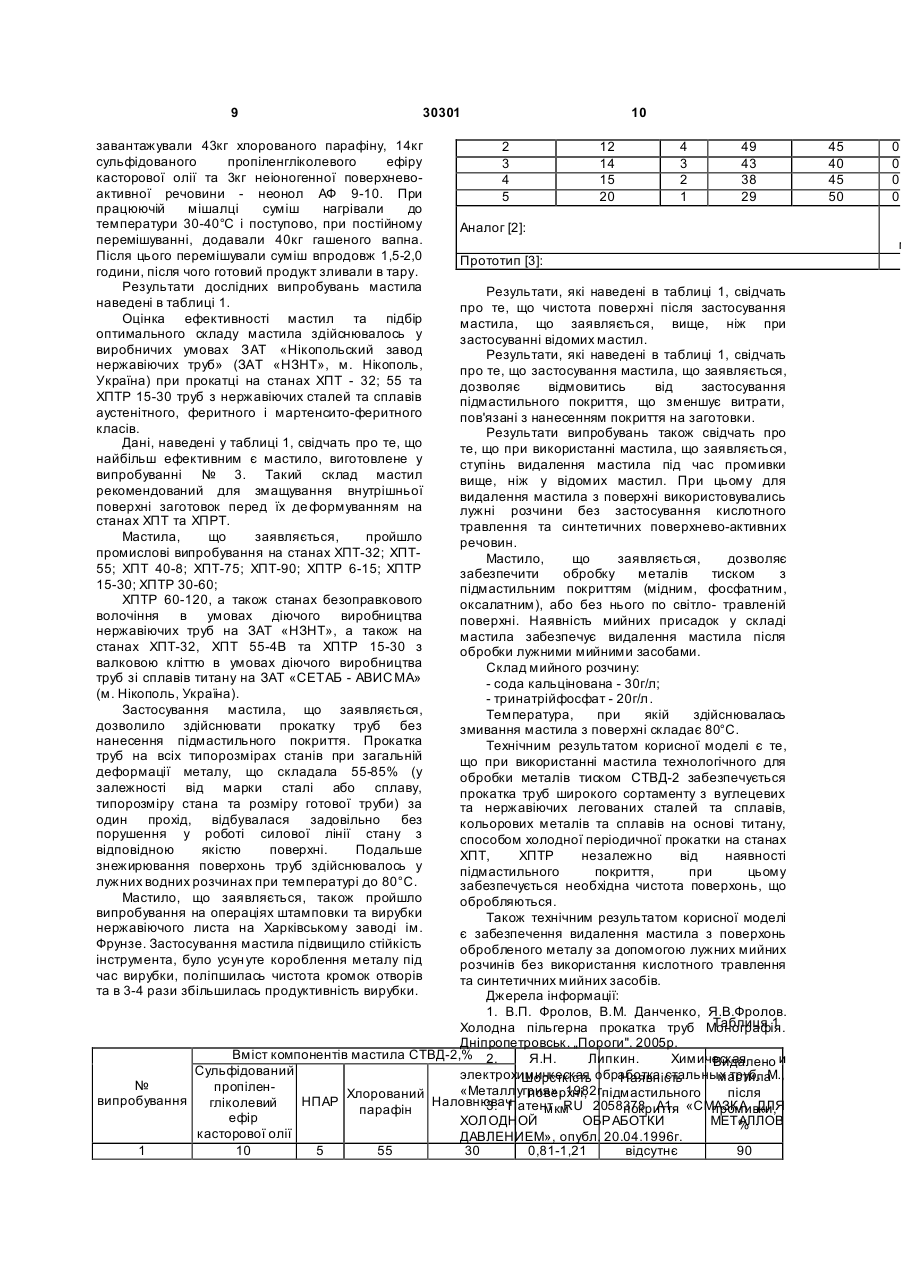
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняє ться тим, що містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 25% 12-15 неіоногенна поверхнево-активна речовина з класу оксіетильованих алкілфенолів 2-5 наповнювач 37-42 хлорований парафін решта. 2. Мастило за п. 1, яке відрізняється тим, що використовують сульфідований пропіленгліколевий ефір касторової олії, отриманий в результаті етерифікації касторової олії пропіленгліколем, причому пропіленгліколь беруть у кількості 9-12 % від маси олії. U 2 (19) 1 3 30301 Технологічні процеси обробки металів тиском вимагають розробки ефективних технологічних мастил, пристосованих до роботи в напружених умовах деформації металів, які повинні забезпечити необхідну чистоту поверхонь, що обробляються, підвищувати зносостійкість інструмента, знижувати енерговитрати, а також легко видалятися з поверхонь металів та сплавів, які оброблені деформацією тиском [1, 2]. В технологічних мастилах для холодної прокатки найбільш часто використовується хлорований парафін, який містить 30...50% хлору і виробляється хлоруванням гасових фракцій нафтопродуктів. При нормальній температурі хлорований парафін є інертною речовиною і не взаємодіє з металами, киснем, неорганічними матеріалами. Активність хлорованого парафіну, як протизадирного засобу, обумовлена його термічною деструкцією з утворенням хлористого водню, що вступає в реакцію з чистим металом та окислами металів з утворенням хлоридного роздільного шару. Відоме мастило для обробки металів тиском [2, стор. 115], яке включає хлорований парафін і містить, мас. %: хлорований парафін 35-45 окис цинку 15-20 П-10 30-40 триетаноламін 2-5 Мастило використовується на роликових станах при прокатці по обмідненій поверхні. Відоме мастило не забезпечує вимог до чистоти поверхні труб при прокатці на станах ХПТ та ХПТР. Недоліками відомого мастила є те, що: - відоме мастило не забезпечує необхідну якість поверхні під час прокатки труб на станах ХПТ, ХПТР, - необхідно використання підмастильного покриття. Відоме мастило для обробки металів тиском [3], яке включає, мас. %: - продукт нейтралізації триетаноламіном сульфованого тваринного жиру, або риб'ячого жиру, або рослинних олій 20-45, - продукт нейтралізації триетаноламіном сульфованого кубового залишку виробництва синтетични х жирних кислот 10-25, - екстракт селективної очистки нафтових мастил решта. Недоліками відомого мастила є те, що: - відоме мастило не забезпечує необхідну якість поверхні під час прокатки труб на станах ХПТ, ХПТР, - необхідно використовува ти підмастильне покриття, що призводить до підвищення вартості виробництва, погіршення умов праці та забруднення навколишнього середовища, - ефективність мастила знижується при використанні швидкісних та автоматизованих станів ХПТ, ХПТР, що пов'язано зі значним підвищенням температури під час деформації металу. Найбільш близьким технічним рішенням до мастила СТВД-2 є мастило технологічне для 4 обробки металів тиском [2, стор. 115] на основі хлорованого парафіну, яке містить, мас. %: хлорований парафін 70-92 омилені синтетичні жирні кислоти 4-12 тризтаноламін 3,5-12 окис цинку 0,1-5 гідроокис барію 0,1-1,5 Недоліками відомого мастила є те, що: - відоме мастило не забезпечує необхідну якість поверхні під час прокатки труб на станах ХПТ, ХПТР, - необхідно використовува ти підмастильне покриття, що призводить до підвищення вартості виробництва, погіршення умов праці та забруднення навколишнього середовища, - ефективність мастила знижується при використанні швидкісних та автоматизованих станів ХПТ, ХПТР, що пов'язано зі значним підвищенням температури під час деформації металу, - наявність гідроокису барію підвищує токсичність мастила. Задачею корисної моделі, що заявляється, є розробка мастила технологічного для обробки металів тиском, яке дозволить виконувати прокатку труб широкого сортаменту з вуглецевих та нержавіючих, легованих сталей та сплавів, кольорових металів, сплавів на основі титану способом холодної періодичної прокатки на станах ХПТ, ХПТР, незалежно від наявності підмастильного покриття, яке забезпечує необхідну чистоту поверхонь, що обробляються. Також задачею корисної моделі, що заявляється, є розробка мастила технологічного для обробки металів тиском, використання якого забезпечить видалення залишків мастила з поверхонь, що обробляються, шляхом деформації металів та сплавів за допомогою лужних розчинів без використання кислотного травлення та синтетичних мийних засобів. Також задачею корисної моделі, що заявляється, є розробка мастила, використання якого дозволить проводити високопродуктивну штамповку, вирубку товсти х листів металу з вуглецевих та нержавіючих сталей, волочіння з забезпеченням видалення залишків мастила після обробки з використанням лужних водних розчинів. Вирішення наведених задач досягається шляхом раціонального підбору складу компонентів та їх вмісту в мастилі для обробки металів тиском СТВД-2, що заявляється у якості корисної моделі. Вирішення наведених задач досягається тим, що мастило технологічне для обробки металів тиском СТВД-2 на основі хлорованого парафіну містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5% 12-15 неіоногенна поверхнево-активна речовина з класу оксиетильованих алкілфенолів 2-5 наповнювач 37-42 хлорований парафін решта В окремому варіанті виконання мастила використовують сульфідований 5 30301 пропіленгліколевий ефір касторової олії, отриманий в результаті етерифікації касторової олії пропіленгліколем, при цьому пропіленгліколь беруть в кількості 9-12% від маси олії. В окремому варіанті виконання мастила етерифікацію касторової олії пропіленгліколем проводять в присутності лужного каталізатора. В окремому варіанті виконання мастила під час етерифікації касторової олії у якості лужного каталізатора використовують гідроксид калію, причому гідроксид калію беруть в кількості 0,40,6% від маси олії. В окремому варіанті виконання мастила етерифікацію касторової олії пропіленгліколем проводять при температурі 85-90°С. В окремому варіанті виконання мастила при сульфідуванні пропіленгліколевого ефіру касторової олії використовують сірку мелену у кількості 2-5% від маси олії. В окремому варіанті виконання мастила сульфідування пропіленгліколевого ефіру касторової олії здійснюють при температурі 140150°С. В окремому варіанті виконання мастила у якості хлорованого парафіну використовують хлорпарафін ХП-470. В окремому варіанті виконання мастила у якості неіоногенної поверхнево-активної речовини (НПАР) з класу оксиетильованих алкілфенолів використовують один з неонолів ряду: АФ 9-9, АФ 9-10, АФ 9-12, АФБ9-10, або їх суміші. В окремому варіанті виконання мастила у якості наповнювача використовують тальк або гашене вапно. Суть корисної моделі полягає у використанні хлорованого парафіну в сполученні з сульфідованим пропіленгліколевий ефіром касторової олії та неіоногенною поверхневоактивною речовиною та наповнювачем. Використання наповнювача обумовлено необхідністю створення міцного шару, який забезпечує розділення поверхонь заготовки та інструмента при високих тисках, обумовлених значною деформацією металу під час холодної прокатки. Тальк та гашене вапно широко використовуються як наповнювачі при виготовленні технологічних мастил для обробки металів тиском. При використанні запропонованого мастила підвищується чистота поверхонь металів та сплавів, оброблених деформуванням під час холодної прокатки, а також забезпечується більш повне та ефективне видалення залишків мастила з цих поверхонь з використанням лужних мийних розчинів. В запропонованому мастилі для етерифікації касторової олії використовується двоатомний спирт - пропіленгліколь. Вибір пропіленгліколя як компонента для етерифікації обумовлений гарним сполученням одержаного ефіру з хлорпарафіном, а також підвищеними антифрикційними властивостями, обумовленими поєднанням позитивних якостей касторової олії та алкіленгліколю. 6 Сірка та продукти її взаємодії з різними органічними сполуками, перш за все, з тваринними жирами та рослинними оліями є найбільш ефективними протизадирними домішками до мастильних матеріалів. Найбільш широко при виготовленні мастил використовують сульфідовані продукти, які містять сірку у ви гляді сульфідних та полісульфідних органічних сполук. Такі продукти, зокрема, утворюються під час сульфідування тваринних жирів та рослинних олій, у тому числі касторової олії [6,13]. Відомо, що полісульфідні домішки мають високі протизадирні властивості [13, стр. 214]. Сульфідування касторової олії здійснюється при температурі 180-200°С [7]. Отриманий продукт поєднує у собі змащувальні властивості касторової олії та протизадирні властивості! сірки, що визначає ефективність його використання у мастилах. У запропонованому мастилі використовується отримана авторами нова речовина пропіленгліколевий ефір касторової олії, що утворюється в результаті етерифікації касторової олії пропіленгліколем в присутності каталітичних кількостей лугу. Відомо, що низькомолекулярні спирти вступають в реакцію етерифікації в присутності лужного каталізатора [9]. Аналогічно можуть реагувати і деякі багатоатомні спирти, зокрема, пропіленгліколь. При достатній кількості пропіленгліколю відбувається повна етерифікація тригліцерида з виділенням гліцерину у вигляді окремої фази. В запропонованій рецептурі пропіленгліколь взятий в кількості, яка забезпечує етерифікацію тільки половини тригліцеридів, в результаті чого гліцерин не виділяється у вигляді окремої фази. В результаті реакції утворюється гомогенна суміш моно- та дигліцеридів, а також пропіленгліколевих ефірів жирних кислот касторової олії. Отриманий продукт містить диефір кислот касторової олії такої будови: O O R-C C-R O-CH2-CH-O CH3 де R-вуглеводневий радикал рицинолевої кислоти: CH3 -(CH 2 )4-CH-CH 2-CH=CH-(CH2 )7 OH Продукт містить також моно- та дигліцериди кислот касторової олії, які утворилися внаслідок відщеплення жирних кислот від тригліцеридів. Біля 3% жирних кислот зв'язуються з гідроксидом калію з утворенням лужних мил. Отримана речовина, завдяки лінійному характеру молекул має підвищені мастильні та протизадирні властивості, характирізується високою змочувальною здатністю щодо поверхні металу та здатністю проникати у мікротріщини 7 30301 завдяки наявності поверхневої активності. Присутність моно- та дигліцеридів, які є гарними емульгаторами, забезпечує, разом з неіоногенною поверхнево-активною речовиною, добре змивання мастила. Комплекс зазначених властивостей дозволяє додатково використовувати пропіленгліколевий ефір касторової олії у складі проникно-мастильних рідин, а також як аналог синтетичного жиру у складі жируючих речовин для шкіряної та хутрової промисловості. Пропіленгліколеві ефіри можуть бути отримані також з інших рослинних олій та тваринних жирів відповідно до запропонованого способу. Сульфідування пропіленгліколевого зфіру касторової олії, що використовується у запропонованому мастилі, здійснюється відомим способом [6, 8], однак, в більш м'яких умовах (температура до 150°С) та за більш короткий час. Ме ханізм сульфідування пропіленгліколевого зфіру касторової олії суттєво відрізняється від механізмів сульфідування рослинних олій, в том числі касторової. Про це свідчить низька температура реакції (140-150°С), в той час, як сульфідування рослинних олій відбувається при температурі 180-200°С. Відомо, що сірка у розплавленому стані існує у вигляді циклічної модифікації S8 (Sl, циклооктасірка) та лінійної (Sm катено-полисірка), причому при підвищенні температури кількість останньої збільшується [12]. При температурі 130-140°С відбувається розчинення сірки у пропіленгліколевому ефірі касторової олії, з утворенням сполук включення з Sl. При температурі 150°С починається активна реакція, яка обумовлена переходом за в більш активну Sm модифікацію. В результаті, утворюється продукт полісульфідного характеру, про що свідчить його темно-коричнево-червоний колір, характерний для лінійно-полісульфідної Sm модифікації. Ймовірно, продукт має таку будову: OH CH3-(CH2)4 -CH-CH2 -CH-CH-(CH2 )7 (S) (S) n n CH3 -(CH2 )4-CH-CH2-CH-CH-(CH 2)7 OH де n=(1-8). Хлоровані та сульфідовані продукти відносяться до домішок високого тиску, які активно взаємодіють з поверхнею металу під час обробки його тиском. Сумісне використання хлорованого парафіну та сульфідованої касторової олії, або його ефіру при великих тисках запобігає налипанню металу на інструмент, що підвищує чистоту поверхні, яка обробляється [10, 13]. Для підвищення ступеня змивання залишків мастила з деформованих поверхонь в запропонованому мастилі використовується неіоногенна поверхнево-активна речовина, 8 переважно з класу оксиетильованих алкілфенолів. Переважним є застосування алкіфенолів з ступенем оксиэтилювання від 9 до 12, до яких належать неоноли, що випускаються промисловістю і застосовуються у складі мастильно-холодильних рідин та гідравлічних рідин в чорній металургії, як основа для мийних засобів технічного призначення. Використання поверхнево-активної речовини забезпечує змивання залишків мастила після обробки, а також поліпшує адгезію мастила до металу за рахунок більш ефективного змочування поверхні. Зниження вмісту неіоногенної поверхневоактивної речовини менш ніж 2% погіршує змивання залишків мастила, збільшення більш ніж 5% не підвищує ступеня видалення мастила. Мастило наноситься на поверхню, що обробляється змащуванням або по трубопроводу під тиском. Для виготовлення сульфідованого пропіленгліколевого ефіру касторової олії використовуються такі продукти: - олія касторова (ГОСТ 7580-55); - сірка мелена (ДСТУ 2179-93), (ГОСТ 127493); - пропіленгліколь; - гідроксид калію (ГОСТ 9285-78). Виготовлення сульфідованого пропіленгліколевого ефіру касторової олії здійснюється наступним чином. В реактор, споряджений масляною або паровою рубашкою для обігріву та пристроєм для перемішування завантажували 100кг касторової олії та при перемішуванні поступово додавали 10кг пропіленгліколю, в якому при нагріванні було розчинено 0,5кг гідроксиду калію. При інтенсивному перемішуванні температуру доводили до 85-90°С до отримання прозорої однорідної маси. На цьому одержання пропіленгліколевого ефіру касторової олії вважали закінченим. Для сульфідування отриманого на попередній стадії продукту (пропіленгліколевого ефіру касторової олії) в той самий реактор, при початковій температурі 120°С та інтенсивному перемішування, додавали мелену сірку у кількості 3кг, після чого температуру доводили до 140150°С. Про закінчення процесу сульфідування свідчила відсутність осаду сірки в охолодженій краплі продукту. Тривалість процесу отримання сульфідованого пропіленгліколевого ефіру касторової олії складала біля 2 годин. Для виготовлення мастила технологічного для обробки металів тиском СТВД-2 використовуються такі продукти: - сульфідований пропіленгліколевий ефір касторової олії (приклад виготовлення пропіленгліколевого ефіру касторової олії наведений нижче); - неонол АФ 9-10 (ТУ 2483-077-05766801-98); - хлорований парафін ХП-470 (ТУ 6-01-16-90); - наповнювач (тальк, гашене вапно). Для виготовлення мастила СТВД-2 в реактор, споряджений масляною або паровою рубашкою для обігріву та пристроєм для перемішування, 9 30301 завантажували 43кг хлорованого парафіну, 14кг сульфідованого пропіленгліколевого ефіру касторової олії та 3кг неіоногенної поверхневоактивної речовини - неонол АФ 9-10. При працюючій мішалці суміш нагрівали до температури 30-40°С і поступово, при постійному перемішуванні, додавали 40кг гашеного вапна. Після цього перемішували суміш впродовж 1,5-2,0 години, після чого готовий продукт зливали в тару. Результати дослідних випробувань мастила наведені в таблиці 1. Оцінка ефективності мастил та підбір оптимального складу мастила здійснювалось у виробничих умовах ЗАТ «Нікопольский завод нержавіючих труб» (ЗАТ «НЗНТ», м. Нікополь, Україна) при прокатці на станах ХПТ - 32; 55 та ХПТР 15-30 труб з нержавіючих сталей та сплавів аустенітного, феритного і мартенсито-феритного класів. Дані, наведені у таблиці 1, свідчать про те, що найбільш ефективним є мастило, виготовлене у випробуванні № 3. Такий склад мастил рекомендований для змащування внутрішньої поверхні заготовок перед їх де формуванням на станах ХПТ та ХПРТ. Мастила, що заявляється, пройшло промислові випробування на станах ХПТ-32; ХПТ55; ХПТ 40-8; ХПТ-75; ХПТ-90; ХПТР 6-15; ХПТР 15-30; ХПТР 30-60; ХПТР 60-120, а також станах безоправкового волочіння в умовах діючого виробництва нержавіючих труб на ЗАТ «НЗНТ», а також на станах ХПТ-32, ХПТ 55-4В та ХПТР 15-30 з валковою кліттю в умовах діючого виробництва труб зі сплавів титану на ЗАТ «СЕТАБ - АВИС МА» (м. Нікополь, Україна). Застосування мастила, що заявляється, дозволило здійснювати прокатку труб без нанесення підмастильного покриття. Прокатка труб на всіх типорозмірах станів при загальній деформації металу, що складала 55-85% (у залежності від марки сталі або сплаву, типорозміру стана та розміру готової труби) за один прохід, відбувалася задовільно без порушення у роботі силової лінії стану з відповідною якістю поверхні. Подальше знежирювання поверхонь труб здійснювалось у лужних водних розчинах при температурі до 80°С. Мастило, що заявляється, також пройшло випробування на операціях штамповки та вирубки нержавіючого листа на Харківському заводі ім. Фрунзе. Застосування мастила підвищило стійкість інструмента, було усун уте короблення металу під час вирубки, поліпшилась чистота кромок отворів та в 3-4 рази збільшилась продуктивність вирубки. 10 2 3 4 5 12 14 15 20 4 3 2 1 49 43 38 29 45 40 45 50 0, 0, 0, 0, Аналог [2]: м Прототип [3]: Результати, які наведені в таблиці 1, свідчать про те, що чистота поверхні після застосування мастила, що заявляється, вище, ніж при застосуванні відомих мастил. Результати, які наведені в таблиці 1, свідчать про те, що застосування мастила, що заявляється, дозволяє відмовитись від застосування підмастильного покриття, що зменшує витрати, пов'язані з нанесенням покриття на заготовки. Результати випробувань також свідчать про те, що при використанні мастила, що заявляється, ступінь видалення мастила під час промивки вище, ніж у відомих мастил. При цьому для видалення мастила з поверхні використовувались лужні розчини без застосування кислотного травлення та синтетичних поверхнево-активних речовин. Мастило, що заявляється, дозволяє забезпечити обробку металів тиском з підмастильним покриттям (мідним, фосфатним, оксалатним), або без нього по світло- травленій поверхні. Наявність мийних присадок у складі мастила забезпечує видалення мастила після обробки лужними мийними засобами. Склад мийного розчину: - сода кальцінована - 30г/л; - тринатрійфосфат - 20г/л. Температура, при якій здійснювалась змивання мастила з поверхні складає 80°С. Технічним результатом корисної моделі є те, що при використанні мастила технологічного для обробки металів тиском СТВД-2 забезпечується прокатка труб широкого сортаменту з вуглецевих та нержавіючих легованих сталей та сплавів, кольорових металів та сплавів на основі титану, способом холодної періодичної прокатки на станах ХПТ, ХПТР незалежно від наявності підмастильного покриття, при цьому забезпечується необхідна чистота поверхонь, що обробляються. Також технічним результатом корисної моделі є забезпечення видалення мастила з поверхонь обробленого металу за допомогою лужних мийних розчинів без використання кислотного травлення та синтетичних мийних засобів. Джерела інформації: 1. В.П. Фролов, В.М. Данченко, Я.В.Фролов. Таблиця 1 Холодна пільгерна прокатка труб Монографія. Дніпропетровськ. „Пороги". 2005р. Вміст компонентів мастила СТВД-2,% 2. Я.Н. Липкин. Химическая Видалено и Сульфідований электрохимичкеская обработка стальных труб, М., мастила Шорсткість Наявність № пропілен«Металлугрия», 1982г. поверхні, підмастильного після Хлорований випробування НПАР Наловнювач гліколевий 3. Патент RU 2058378 А1, «СМАЗКА ДЛЯ мкм покриття промивки, парафін ефір ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ % касторової олії ДАВЛЕНИЕМ», опубл. 20.04.1996г. 1 10 5 55 30 0,81-1,21 відсутнє 90 11 30301 4. Патент UA 10960 «МАСТИЛО ДЛЯ ХОЛОДНОЇ ОБРОБКИ МЕТАЛІВ ТИСКОМ», опубл. 25.12.1996р. 5. Патент RU 2 114 159 «СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ», опубл. 27.06.1998г. 6. Б.Н. Ошер. Производство и применение смазочно-охлаждающих жидкостей для обработки металлов резанием, М., «Ма шиностроение», 1965г. 7. Л.Я. Попилов. Советы заводскому технологу, «Лениздат», 1975г. 8. Патент UA 14382 «СПОСІБ ОДЕРЖАННЯ СІРКОВМІСНИХ ПРИСАДОК», опубл. 15.05.2006р. 9. Л. Физер, М. Фризер. Органическая химия, т. 1, «Химия», М., 1966 с. 441 Ю.Смазочноохлаждающие технологические средства для обработки металлов резанием. Справочник под редакцией С.Г.Энтелиса и Э.М.Берлинера. М., «Машиносроение», 1986г. 11. Нефтепродукты. Свойства, качество, применение. Справочник. Под ред. Б.В. Лосикова. М., « Химия», 1966г. 12. Г. Реми. Курс неорганической химии, т.1, М., « Мир» 1972г., с. 674. 13. В.В. Вайншток, Ю.Н. Шехтер. Смазочные материалы для обработки металлов резанием, М., «Химия», 1972г. с. 212. 12
ДивитисяДодаткова інформація
Назва патенту англійськоюCtbd-2 technological lubricant for metal operation with pressure
Автори англійськоюLiutyk Vitalii Yaroslavovych, Tereschenko Andrii Anatoliiovych, Kutsenko Mykhailo Oleksiiovych, Ovcharenko Volodymyr Hryhorovych, Zhuk Volodymyr Mykolaiovych
Назва патенту російськоюСмазочное масло для обработки металлов давлением ствд-2
Автори російськоюЛютик Виталий Ярославович, Терещенко Андрей Анатольевич, Куценко Михаил Алексеевич, Овчаренко Владимир Григорьевич, Жук Владимир Николаевич
МПК / Мітки
МПК: C10M 107/00, C08L 91/00
Мітки: металів, ствд-2, обробки, мастило, технологічне, тиском
Код посилання
<a href="https://ua.patents.su/6-30301-mastilo-tekhnologichne-dlya-obrobki-metaliv-tiskom-stvd-2.html" target="_blank" rel="follow" title="База патентів України">Мастило технологічне для обробки металів тиском ствд-2</a>
Мастило технологічне для обробки металів тиском ствд-1

Номер патенту: 30300
Опубліковано: 25.02.2008
Автори: Жук Володимир Миколайович, Лютик Віталій Ярославович, Овчаренко Володимир Григорович, Куценко Михайло Олексійович, Терещенко Андрій Анатолійович
МПК: C10M 135/00
Мітки: мастило, тиском, технологічне, ствд-1, обробки, металів
Формула / Реферат:
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5 % 20-25 неіоногенну поверхнево-активну речовину з класу оксіетильованих алкілфенолів 2-5 хлорований парафін решта. 2....
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Літвак Єфим Анатолійович, Сошко Віктор Олександрович, Мельничок Мирослав Йосифович, Ільницький Зенон Михайлович, Казакевич Ігор Іларіонович, Болюк Іван Михайлович, Гірняк Іван Степанович, Гораль Володимир Михайлович, Гарун Ярослав Євстафієвич, Сошко Олександр Іванович, Шкарапата Ярослав Євстафієвич
МПК: C10M 173/02, C10M 131/00, C10M 143/00, C10M 129/16
Мітки: металів, технологічне, холодної, мастило, обробки, тиском
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Технологічне мастило для механічної обробки металів
Номер патенту: 24038
Опубліковано: 31.08.1998
Автори: Темненко Володимир Петрович, Турянчик Іван Георгієвич, Охримович Христина Остапівна, Герасимова Неля Миколаївна, Лесюк Галина Володимирівна, Угрин Ярослава Антонівна, Гарун Ярослав Євстахієвич, Уткін Володимир Олександрович, Чередниченко Григорій Іванович
МПК: C10M 105/00
Мітки: мастило, механічної, обробки, технологічне, металів
Формула / Реферат:
Технологічне мастило для механічної обробки металів, яке містить нафтову оливу, триетаноламін і складні ефіри багатоатомних спиртів І карбонових кислот, яке відрізняється тим, що воно додатково містить вищі жирні кислоти І в ролі складних ефірів багатоатомних спиртів І карбонових кислот містить продукт конденсації при температурі 170-180°С оксиетильованих вищих жирних кислот зі ступенем оксиетилювання, 2-4 з адипіновою кислотою, натуральним...
Мастило для холодної обробки металів тиском
Номер патенту: 31456
Опубліковано: 15.12.2000
Автори: Брескіна Алла Іллівна, Кіріченко Юрій Алімович, Клочкова Віра Євгенівна, Полушкіна Людмила Аркадіївна, Школа Олег Іванович, Бут Олександр Володимирович, Кармазіна Тамара Павлівна
МПК: C10M 159/00, C10M 155/00
Мітки: обробки, холодної, тиском, металів, мастило
Текст:
..."кефоля"); - продукт, виділений з рідкої фази розчиненого в ацетоні фосфаті дного концентрату олій (МКФ) за ТУ # 6-О9-Ю-І704-Є5; - присадка борин за ТУ # Э810Ш03-84; - присадка детерсол 140 за ТУ * 38.1011090-68; - концентрат жировий олеїновий за ТУ * 104)4102-34-88. Всі компоненти були введені в базову основу послідовно у порядку від більшого до меншего. В останню чергу була введена присадка детерсол 140. В лабораторних умовах були одержані...
Тверде технологічне мастило для механічної обробки металів
Номер патенту: 19030
Опубліковано: 25.12.1997
Автори: Тамбовцева Надія Миколаївна, Сімашко Володимир Васильович, Іщук Юрій Лукич, Федоренко Інна Миколаївна, Ваврик Василь Іванович, Ленд'єл Йосип Васильович, Стахурський Олександр Дмитрович
МПК: C10M 169/04, C10N 40/20
Мітки: металів, механічної, обробки, мастило, технологічне, тверде
Формула / Реферат:
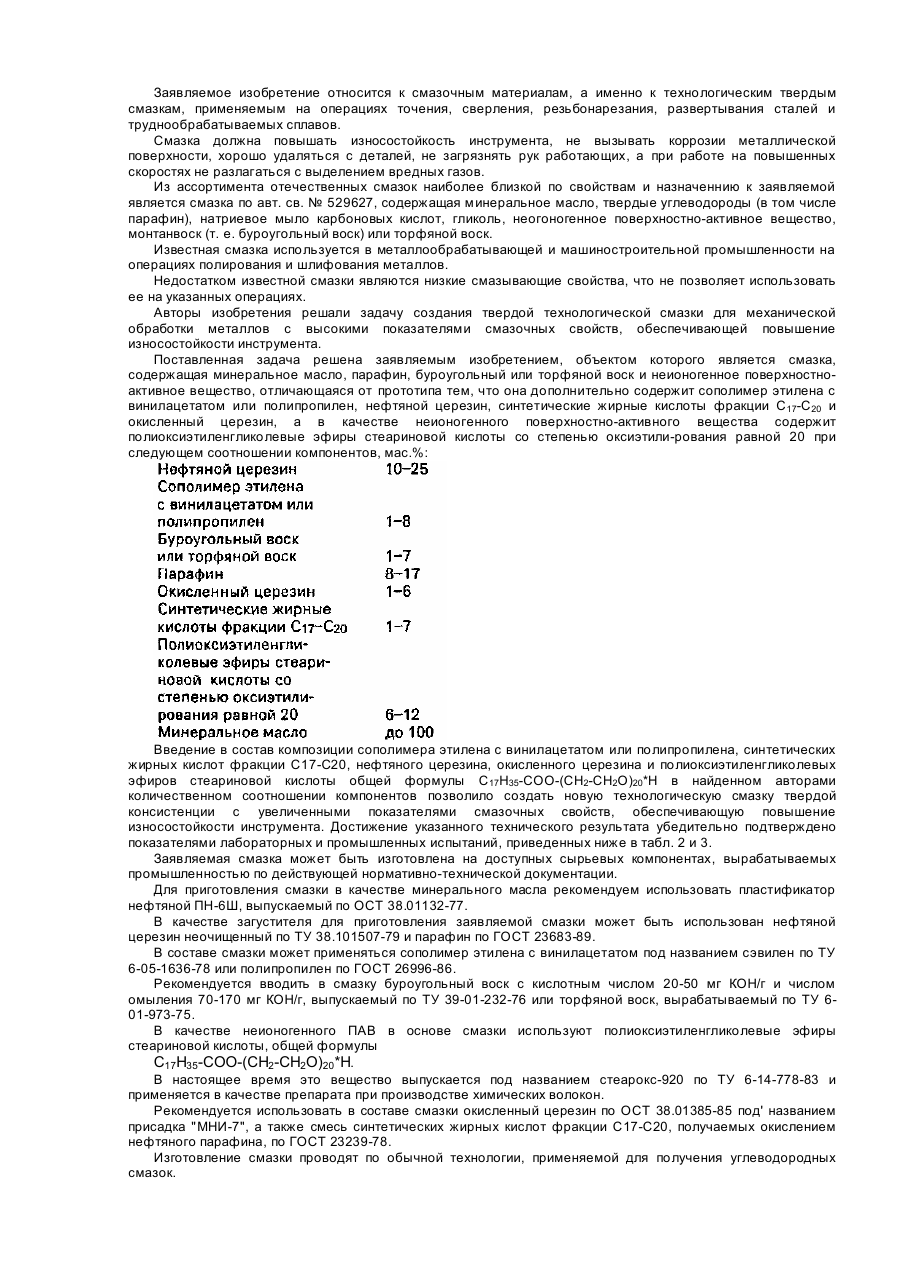
Твердая технологическая смазка для механической обработки металлов, содержащая минеральное масло, парафин, буроугольный воск или торфяной воск и неионогенное поверхностно-активное вещество, отличающаяся тем, что смазка дополнительно содержит сополимер этилена с виницилацетатом или полипропилен, нефтяной церезин, окисленный церезин, синтетические жирные кислоты фракции Сіт-С20 и в качестве неионогенного поверхностно-активного вещества содержит...
Попередній патент: Мастило технологічне для обробки металів тиском ствд-1
Наступний патент: Спосіб оцінки корозійної стійкості сталевих виробів
Випадковий патент: Поглинаючий стержневий елемент ядерного реактора (варіанти)