Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів
Номер патенту: 31483
Опубліковано: 15.12.2000
Автори: Дьомочкін В'ячеслав Якович, Марченко Валентин Олександрович, Лянной Віль Андрійович, Гребенюк Татяна Евгенівна
Формула / Реферат
1. Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів, полягає у тому, що пробку встановлюють у жорстких центрах верстату для фінішної обробки, який відрізняється тим, що у технологію обробки конічної поверхні корпусу пробкових кранів додатково вводять конічну машинну розверстку; пробку та розверстку шліфують на універсальному круглошліфувальному верстаті за допомогою шліфовального круга, при цьому першої обробляють пробку, яку у центрах верстату встановлюють під кутом нахилу, який відповідає конусності конічної поверхні пробки; після обробки, пробку знімають і замість неї встановлюють розверстку у тих же центрах верстату, у тому ж положенні закріплення під кутом нахилу пробки і розверстку доводять до конусності, отриманої у пробці, та знімають з верстата; корпус крана встановлюють на іншому верстаті і вищезгаданою розверсткою здійснюють фінішну обробку конічної поверхні, конусність якої одержують ідентичною конусності пробки.
2. Спосіб по п.1, який відрізняється тим, що конусність конічної поверхні пробки одержують 1:7, що відповідає наступному: 1:7=2α, де α - кут нахилу пробки.
3. Спосіб по п.1, п.2, який відрізняється тим, що конічну поверхню пробки на верстаті встановлюють паралельно шліфуючій кромці шліфувального круга.
4. Спосіб по п.1, який відрізняється тим, що конусність розверстки доводять до фактичної конусності пробки.
5. Спосіб по п.1, п.4, який відрізняється тим, що ріжучі кромки розверстки на верстаті встановлюють паралельно шліфуючій кромці шліфувального круга.
6. Спосіб по п.1, який відрізняється тим, що конусність конічної поверхні корпуса крану отримують по розверстці, яка має фактичну конусність пробки.
7. Спосіб по п.1, п.6, який відрізняється тим, що конічну поверхню корпуса крана виконують паралельною конічній поверхні пробки.
8. Спосіб по п.1, який відрізняється тим, що клас шорсткості спряжуваних конічних поверхонь пробки та корпусу однаковий і відповідає наступному Ra=0,01 - 0,63мкм.
Текст
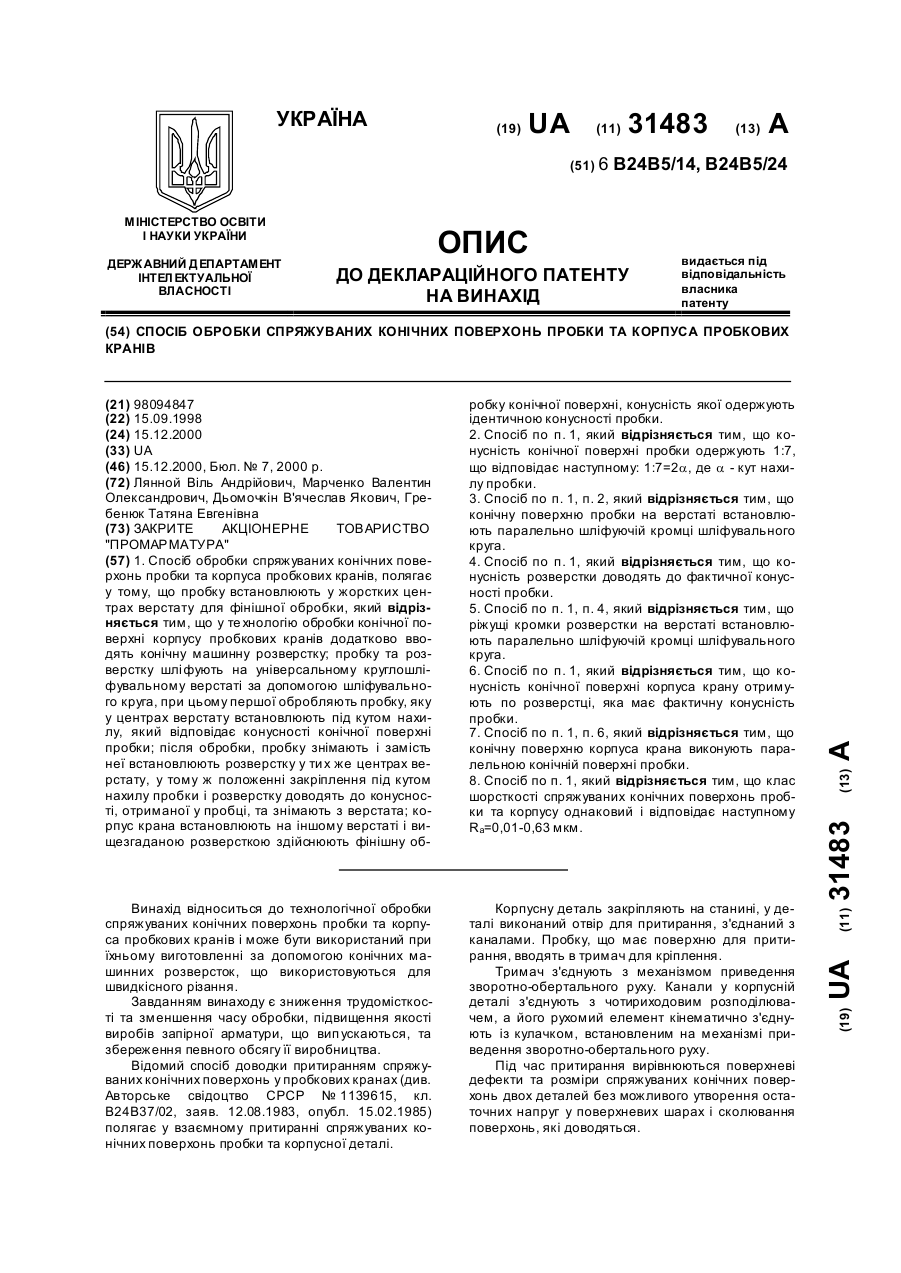
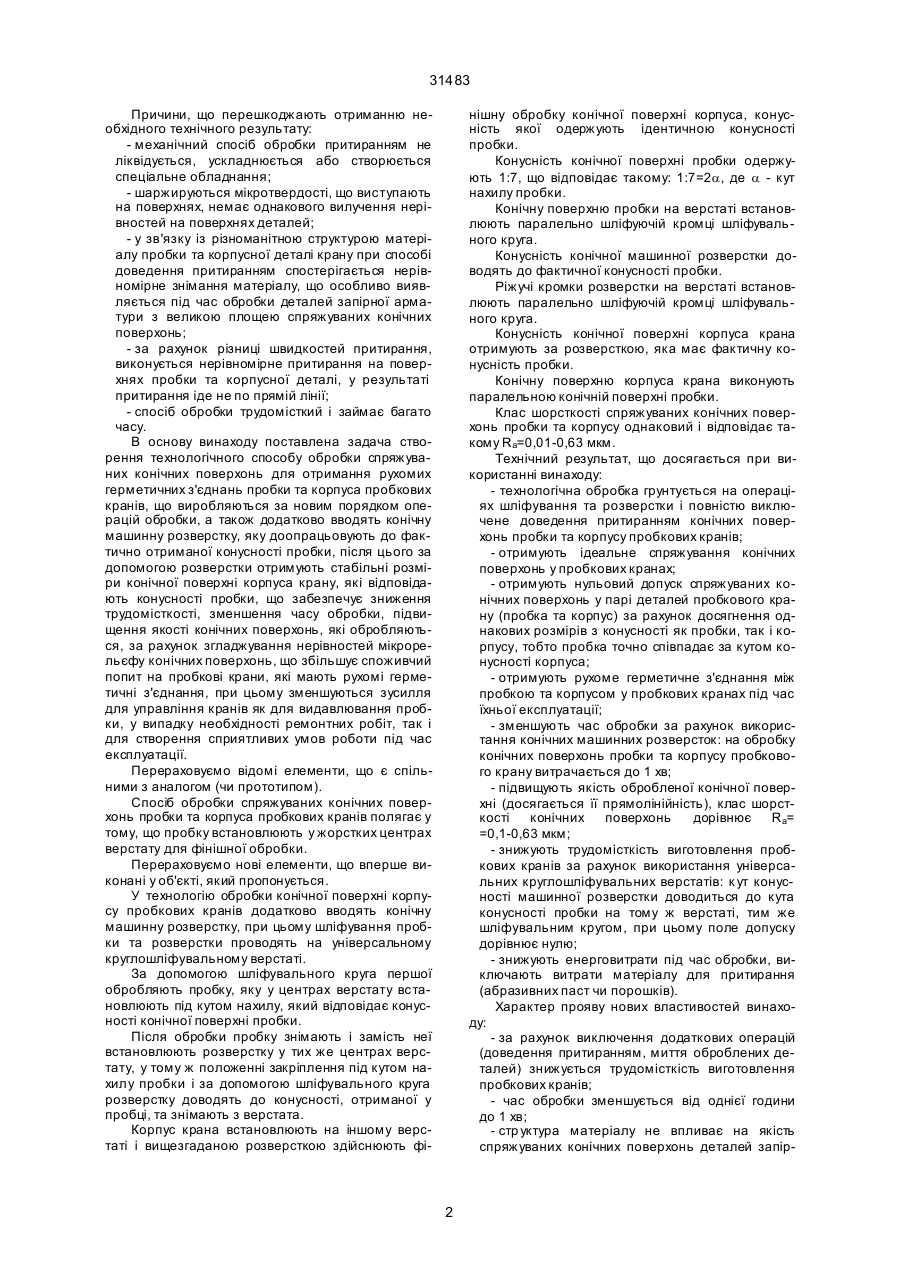
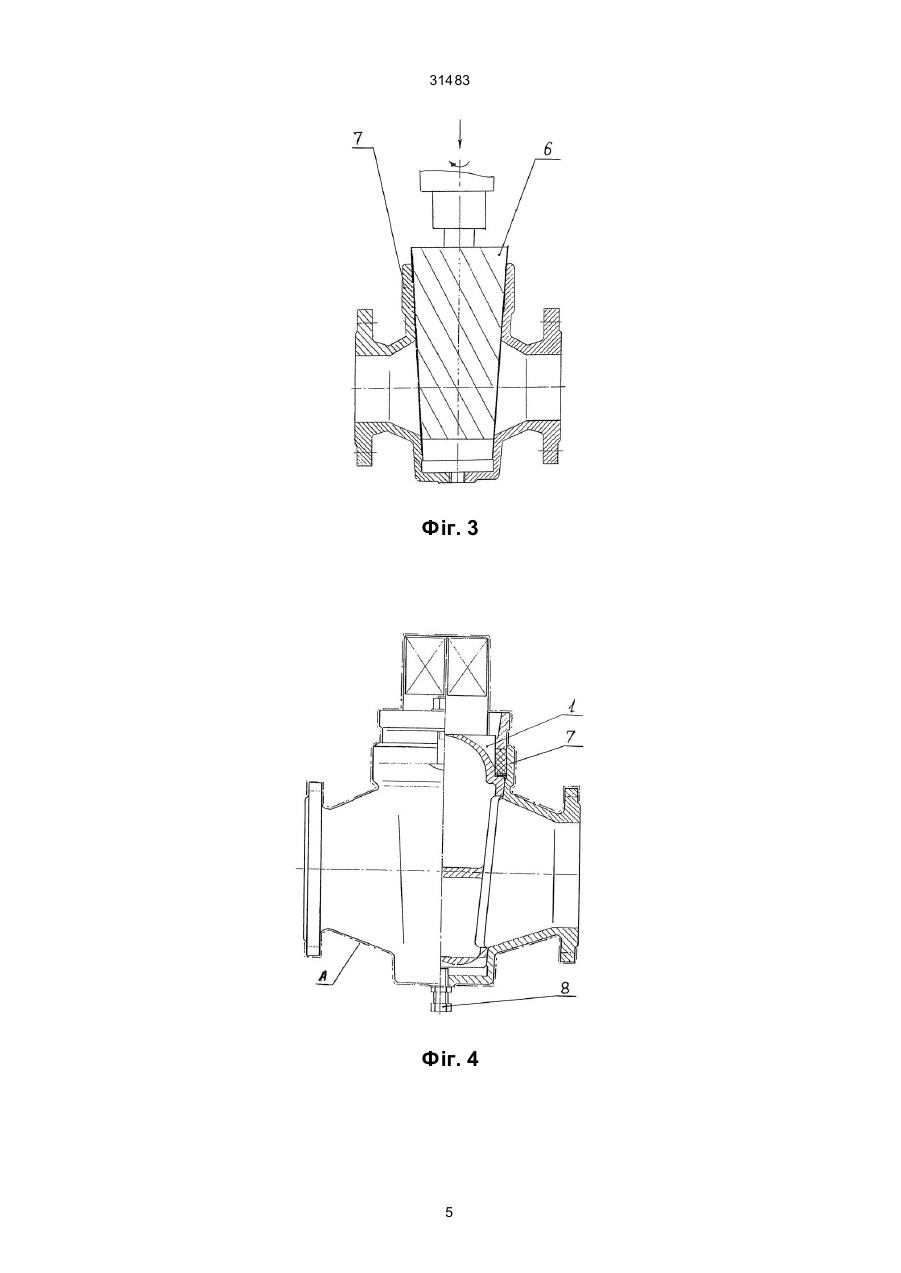
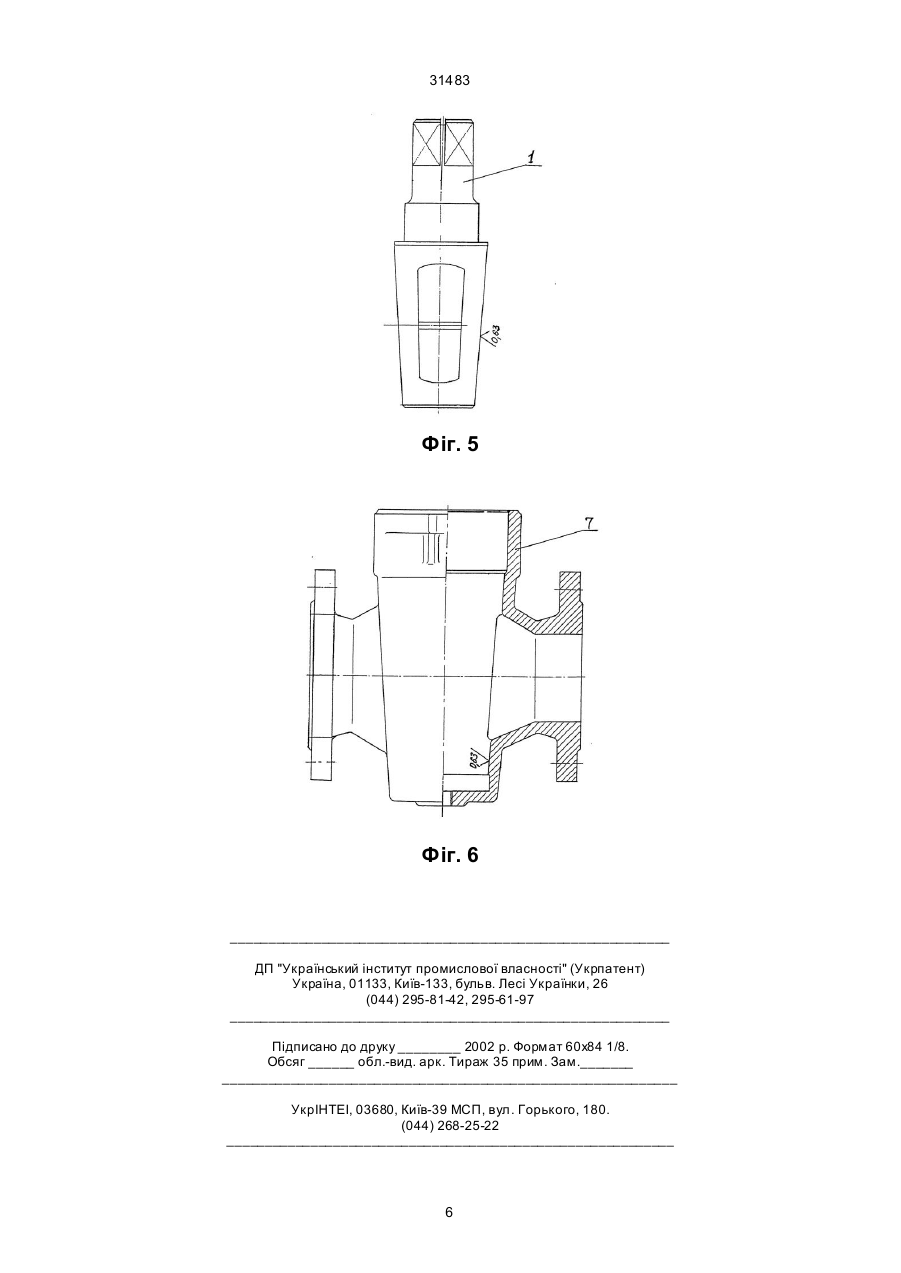
1. Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів, полягає у тому, що пробку встановлюють у жорстких центрах верстату для фінішної обробки, який відрізняється тим, що у те хнологію обробки конічної поверхні корпусу пробкових кранів додатково вводять конічну машинну розверстку; пробку та розверстку шлі фують на універсальному круглошліфувальному верстаті за допомогою шліфувального круга, при цьому першої обробляють пробку, яку у центрах верстату встановлюють під кутом нахилу, який відповідає конусності конічної поверхні пробки; після обробки, пробку знімають і замість неї встановлюють розверстку у ти х же центрах верстату, у тому ж положенні закріплення під кутом нахилу пробки і розверстку доводять до конусності, отриманої у пробці, та знімають з верстата; корпус крана встановлюють на іншому верстаті і вищезгаданою розверсткою здійснюють фінішну об A (54) СПОСІБ ОБРОБКИ СПРЯЖУВАНИХ КОНІЧНИХ ПОВЕРХОНЬ ПРОБКИ ТА КОРПУСА ПРОБКОВИХ КРАНІВ 31483 Причини, що перешкоджають отриманню необхідного технічного результату: - механічний спосіб обробки притиранням не ліквідується, ускладнюється або створюється спеціальне обладнання; - шаржируються мікротвердості, що виступають на поверхнях, немає однакового вилучення нерівностей на поверхнях деталей; - у зв'язку із різноманітною структурою матеріалу пробки та корпусної деталі крану при способі доведення притиранням спостерігається нерівномірне знімання матеріалу, що особливо виявляється під час обробки деталей запірної арматури з великою площею спряжуваних конічних поверхонь; - за рахунок різниці швидкостей притирання, виконується нерівномірне притирання на поверхнях пробки та корпусної деталі, у результаті притирання іде не по прямій лінії; - спосіб обробки трудомісткий і займає багато часу. В основу винаходу поставлена задача створення технологічного способу обробки спряжуваних конічних поверхонь для отримання рухомих герметичних з'єднань пробки та корпуса пробкових кранів, що виробляються за новим порядком операцій обробки, а також додатково вводять конічну машинну розверстку, яку доопрацьовують до фактично отриманої конусності пробки, після цього за допомогою розверстки отримують стабільні розміри конічної поверхні корпуса крану, які відповідають конусності пробки, що забезпечує зниження трудомісткості, зменшення часу обробки, підвищення якості конічних поверхонь, які обробляються, за рахунок згладжування нерівностей мікрорельєфу конічних поверхонь, що збільшує споживчий попит на пробкові крани, які мають рухомі герметичні з'єднання, при цьому зменшуються зусилля для управління кранів як для видавлювання пробки, у випадку необхідності ремонтних робіт, так і для створення сприятливих умов роботи під час експлуатації. Перераховуємо відомі елементи, що є спільними з аналогом (чи прототипом). Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів полягає у тому, що пробку встановлюють у жорстких центрах верстату для фінішної обробки. Перераховуємо нові елементи, що вперше виконані у об'єкті, який пропонується. У технологію обробки конічної поверхні корпусу пробкових кранів додатково вводять конічну машинну розверстку, при цьому шліфування пробки та розверстки проводять на універсальному круглошліфувальному верстаті. За допомогою шліфувального круга першої обробляють пробку, яку у центрах верстату встановлюють під кутом нахилу, який відповідає конусності конічної поверхні пробки. Після обробки пробку знімають і замість неї встановлюють розверстку у тих же центрах верстату, у тому ж положенні закріплення під кутом нахилу пробки і за допомогою шліфувального круга розверстку доводять до конусності, отриманої у пробці, та знімають з верстата. Корпус крана встановлюють на іншому верстаті і вищезгаданою розверсткою здійснюють фі нішну обробку конічної поверхні корпуса, конусність якої одержують ідентичною конусності пробки. Конусність конічної поверхні пробки одержують 1:7, що відповідає такому: 1:7=2a, де a - кут нахилу пробки. Конічну поверхню пробки на верстаті встановлюють паралельно шліфуючій кромці шліфувального круга. Конусність конічної машинної розверстки доводять до фактичної конусності пробки. Ріжучі кромки розверстки на верстаті встановлюють паралельно шліфуючій кромці шліфувального круга. Конусність конічної поверхні корпуса крана отримують за розверсткою, яка має фактичну конусність пробки. Конічну поверхню корпуса крана виконуютьпаралельною конічній поверхні пробки. Клас шорсткості спряжуваних конічних поверхонь пробки та корпусу однаковий і відповідає такому Ra=0,01-0,63 мкм. Технічний результат, що досягається при використанні винаходу: - технологічна обробка грунтується на операціях шліфування та розверстки і повністю виключене доведення притиранням конічних поверхонь пробки та корпусу пробкових кранів; - отримують ідеальне спряжування конічних поверхонь у пробкових кранах; - отримують нульовий допуск спряжуваних конічних поверхонь у парі деталей пробкового крану (пробка та корпус) за рахунок досягнення однакових розмірів з конусності як пробки, так і корпусу, тобто пробка точно співпадає за кутом конусності корпуса; - отримують рухоме герметичне з'єднання між пробкою та корпусом у пробкових кранах під час їхньої експлуатації; - зменшують час обробки за рахунок використання конічних машинних розверсток: на обробку конічних поверхонь пробки та корпусу пробкового крану витрачається до 1 хв; - підвищують якість обробленої конічної поверхні (досягається її прямолінійність), клас шорсткості конічних поверхонь дорівнює Ra= =0,1-0,63 мкм; - знижують трудомісткість виготовлення пробкових кранів за рахунок використання універсальних круглошліфувальних верстатів: к ут конусності машинної розверстки доводиться до кута конусності пробки на тому ж верстаті, тим же шліфувальним кругом, при цьому поле допуску дорівнює нулю; - знижують енерговитрати під час обробки, виключають витрати матеріалу для притирання (абразивних паст чи порошків). Характер прояву нових властивостей винаходу: - за рахунок виключення додаткових операцій (доведення притиранням, миття оброблених деталей) знижується трудомісткість виготовлення пробкових кранів; - час обробки зменшується від однієї години до 1 хв; - стр уктура матеріалу не впливає на якість спряжуваних конічних поверхонь деталей запір 2 31483 ної арматури при різноманітних швидкостях різання (іде однакове знімання матеріалу); - конічна розверстка як металоріжучий багатолезовий інструмент здійснює точну обробку конічної поверхні корпусу пробкового крану; - за рахунок створення рухомого герметичного з'єднання спряжуваних конічних поверхонь пробки та корпуса крану знижені зусилля обертального моменту; - використовується універсальний круглошліфувальний верстат, виключається створення складного спеціального обладнання. Причинно-наслідковий зв'язок полягає у тому, що уся ви щезазначена сукупність істотних ознак, як кожна окремо, так і разом, забезпечує виконання поставленої задачі винаходу - зниження трудомісткості, зменшення часу обробки, підвищення якості пробкових кранів, які випускаються, що збільшує споживчий попит виробу. Спосіб обробки, що пропонується, пояснюється графічно, де: фіг. 1 - встановлення конусної пробки у жорстких центрах універсального обладнання, наприклад, круглошліфувального верстату; фіг. 2 - встановлення конічної машинної розверстки у центрах того ж круглошлі фувального верстату; фіг. 3 - після доводки, встановлення розверстки у корпусі крану; фіг. 4 - загальний вигляд пробкового крану; фіг. 5 - конусна пробка пробкового крану; фіг. 6 - корпус пробкового крану. Винахід – спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів, який пропонується, полягає у тому, що конусну пробку 1 крану встановлюють у жорстких центрах 2 та 3 універсального круглошлі фувального верстату (повністю на показаний) для обробки конічної поверхні, конусність якої 1:7, що відповідає такому 1:7=2a, де a - кут нахилу пробки (див. фіг. 1). Під час обробки при обертанні пробки 1 у центрах 2 та 3 верстату конічну поверхню пробки 1 обробляють шліфувальним кругом 4, який встановлений на шпинделі 5 верстату (див. фіг. 1). Оскільки пробку 1 у центрах 2 та 3 верстату встановлюють під кутом a, який відповідає отриманню конусності 1:7, лінія, що утворює конічну поверхню пробки 1, паралельна шліфуючій кромці шліфувального круга 4. Після обробки пробки 1 її знімають і замість неї встановлюють конічну машинну розверстку 6 з ріжучими кромками, які мають певний кут заточення. Конічну розверстку 6 доопрацьовують (підганяють) тим же шліфувальним кругом 4 без зміни налагоджування, тобто розверстку 6 прошліфовують за одне встановлення з пробкою 1 і у тому ж положенні закріплення у жорстких центрах 2 та 3 верстату як і пробку під кутом нахилу a (див. фіг. 2). При обертанні розверстки 6 у центрах 2 та 3 верстату відбувається її доведення до фактичної конусності пробки, бо ріжучі кромки розверстки на верстаті встановлюють паралельно шліфуючій кромці шліфувального круга 4 (див. фіг. 2). Машинним доведенням розверстки 6 отримують точну ріжучу кромку і з однаковою чистотою поверхні порядку 10-го класу. Після доведення розверстку 6 знімають з верстату і нею розверстують корпус 7 пробкового крану, який встановлюють на іншому верстаті, тобто розверсткою 6 здійснюють фінішну обробку конічної поверхні корпусу 7, конусність якої отримують ідентичною значенню конусності пробки 1 (див. фіг. 3). Ріжучі кромки розверстки 6 забезпечують ідеальну паралельність конічної поверхні корпусу 7 з конічною поверхнею пробки 1. Клас шорсткості спряжуваних конічних поверхонь пробки 1 та корпусу 7 отримують однаковим і відповідає такому: Rа=0,01-0,63 мкм. У готовому пробковому крані (див. фіг. 4) конусна пробка 1 точно співпадає по конусу корпусу 7, створюючи в експлуатації рухоме герметичне з'єднання (див. фіг. 4, фіг. 5, фіг. 6). Болт 8 служить для видавлювання пробки 1 у випадку необхідності, проведення ремонтних робіт (див. фіг. 4). Зовні пробковий кран має покриття А, наприклад, бітумним лаком (див. фіг. 4). Пробковий кран працює таким чином. Конічна поверхня пробки 1 повністю перекриває отвір у корпусі 7 крану в експлуатації при обертанні пробки, отвір пробки легко стикується із отвором у корпусі 7 за рахунок рухомого герметичного з'єднання спряжуваних конічних поверхонь. Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів, який пропонується, дозволяє: - підвищити продуктивність та якість виготовлення кранів у виробництві; - виключити традиційний засіб доводки притиранням, який дає невисоку якість і великі матеріальні та трудові витрати, і використати обробку різанням; - здійснити виготовлення пробкових кранів з високою якістю усі х умовних проходів; - спосіб обробки, що пропонується, екологічно безпечний. 3 31483 Фіг. 1 Фіг. 2 4 31483 Фіг. 3 Фіг. 4 5 31483 Фіг. 5 Фіг. 6 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of mating conical surfaces of plug and housing of cork cranes
Автори англійськоюLiannoi Vil Andriiovych, Marchenko Valentyn Oleksandrovych, Diomochkin Viacheslav Yakovych, Hrebeniuk Tetiana Yevhenivna
Назва патенту російськоюСпособ обработки сопрягаемых конических поверхностей пробки и корпуса пробковых кранов
Автори російськоюЛянной Виль Андреевич, Марченко Валентин Александрович, Демочкин Вячеслав Яковлевич, Гребенюк Татьяна Евгеньевна
МПК / Мітки
МПК: B24B 5/00
Мітки: поверхонь, спряжуваних, пробкових, корпуса, конічних, обробки, спосіб, кранів, пробки
Код посилання
<a href="https://ua.patents.su/6-31483-sposib-obrobki-spryazhuvanikh-konichnikh-poverkhon-probki-ta-korpusa-probkovikh-kraniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів</a>
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Сенцюк Богдан Володимирович, Стасишин Петро Іванович, Єфремов Михайло Васильович, Поліщук Микола Олександрович
МПК: B23K 9/04
Мітки: внутрішніх, конічних, наплавки, автоматичної, циліндричних, поверхонь, пристрій
Формула / Реферат:
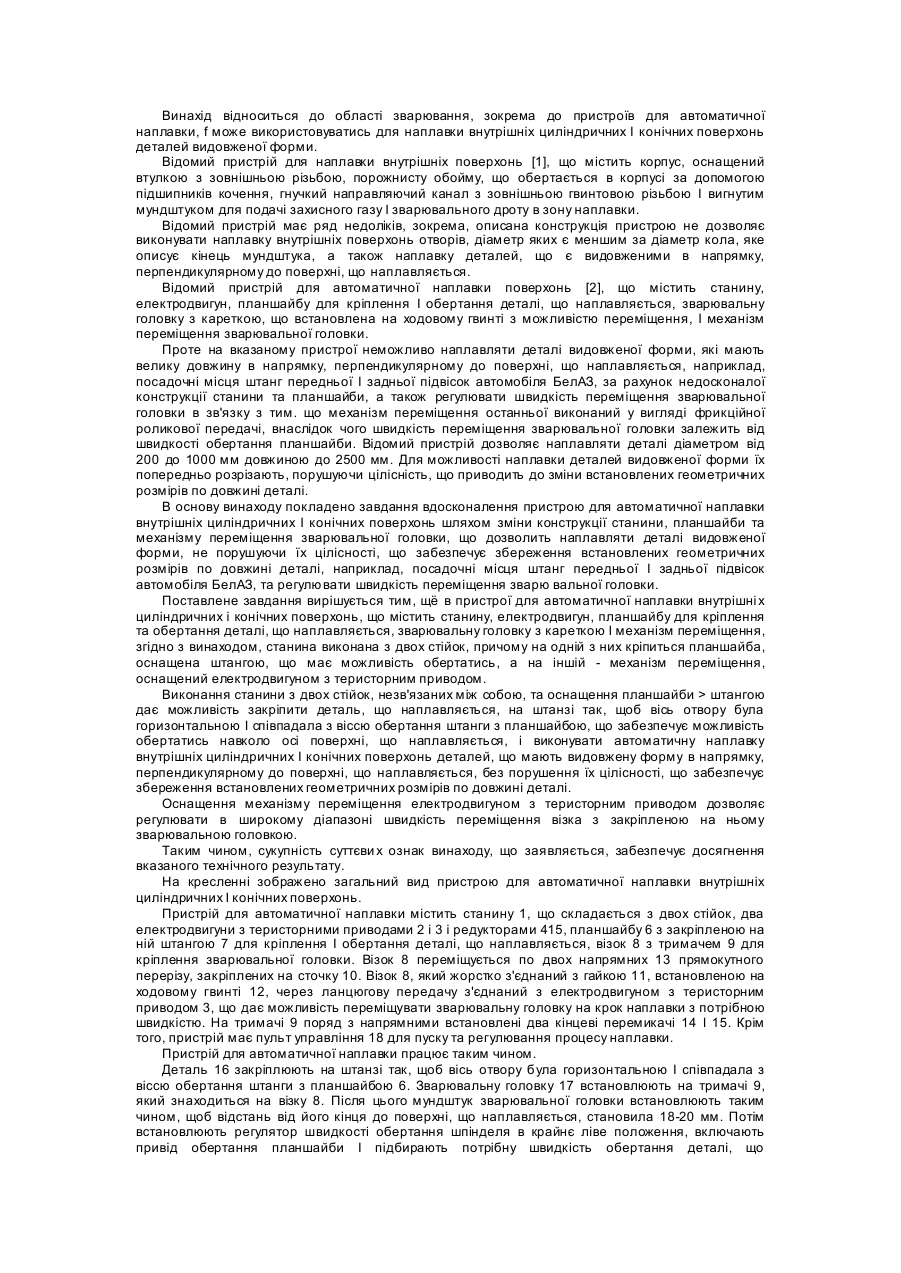
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Зарубицький Євген Улянович, Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович
МПК: B23D 23/00
Мітки: плоских, спосіб, деталей, обробки, різанням, поверхонь
Формула / Реферат:
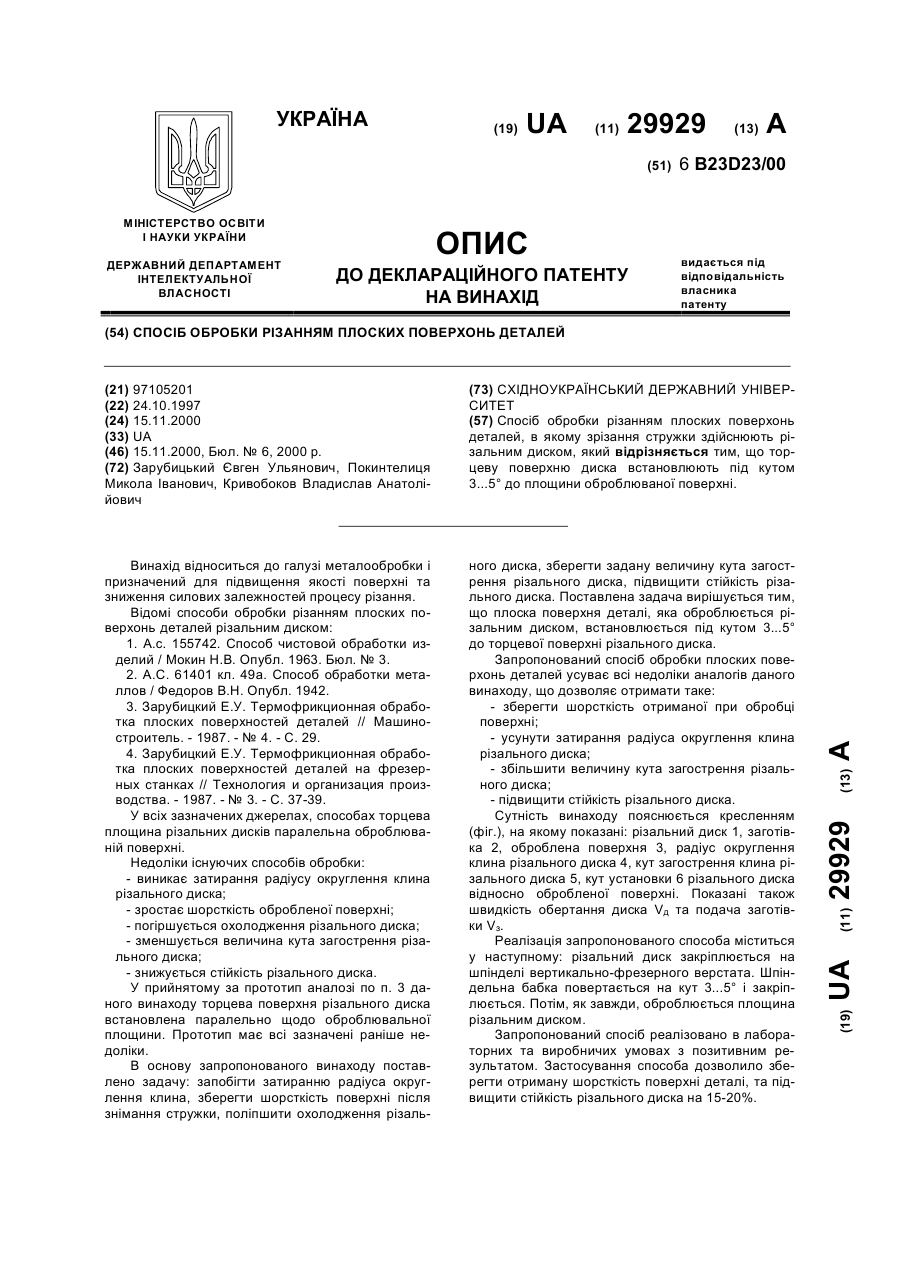
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Хом'як Йосип Васильович, Пістун Ігор Павлович, Тесленко Анатолій Григорович
МПК: B21D 26/06
Мітки: поверхонь, спосіб, машин, металевих, деталей, обробки
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Попова Маргарита Іванівна, Карпенко Лариса Володимірівна, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, поверхонь, зовнішніх, спосіб, електроерозійної, внутрішніх
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Пристрій для обробки металевих поверхонь
Номер патенту: 25559
Опубліковано: 30.10.1998
Автори: Куличенко Анатолій Якович, Литвиняк Ярослав Мирославович
МПК: A46B 7/00
Мітки: поверхонь, пристрій, металевих, обробки
Формула / Реферат:
Пристрій для обробки металевих поверхонь, що містить корпус і закріплені навколо корпусу секції металевого ворсу, який відрізняється тим, що додатково містить два контактні кільця, які ізольовані між собою і від корпусу, та однофазний мостовий випрямляч, причому до одного з контактних кілець під'єднана частина секцій металевого ворсу, що чергуються з іншою частиною секцій металевого ворсу, які в свою чергу під'єднані до другого контактного...
Попередній патент: Спосіб встановлення ступеню катагенезу порід
Наступний патент: Повітрявхідне вікно градирні
Випадковий патент: Світлопрозорий композиційний матеріал