Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення
Номер патенту: 34714
Опубліковано: 15.03.2001
Автори: Горшков Андрій Олегович, Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович, Фікссен Владислав Миколайович, Слажнєв Микола Андрійович
Формула / Реферат
1. Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення, створюваними в металі електромагнітними силами при накладанні на нього схрещених електричного і магнітного полів, який відрізняється тим, що обробку рідкого металу та такого, що твердне, здійснюють модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги.
2. Спосіб за п. 1, який відрізняється тим, що на електромагнітні системи електротехнологічних установок подають немодульовані напруги різних частот.
Текст
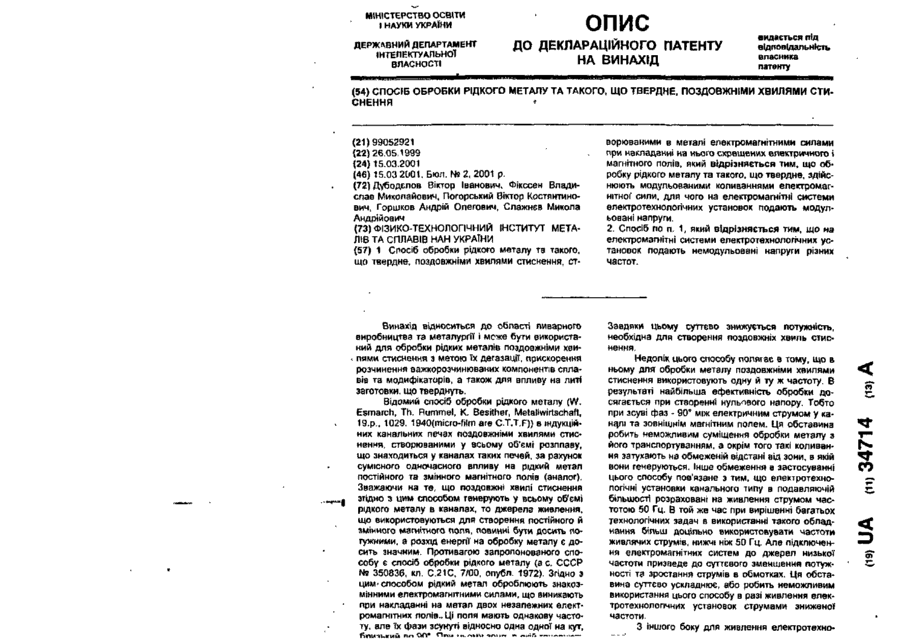
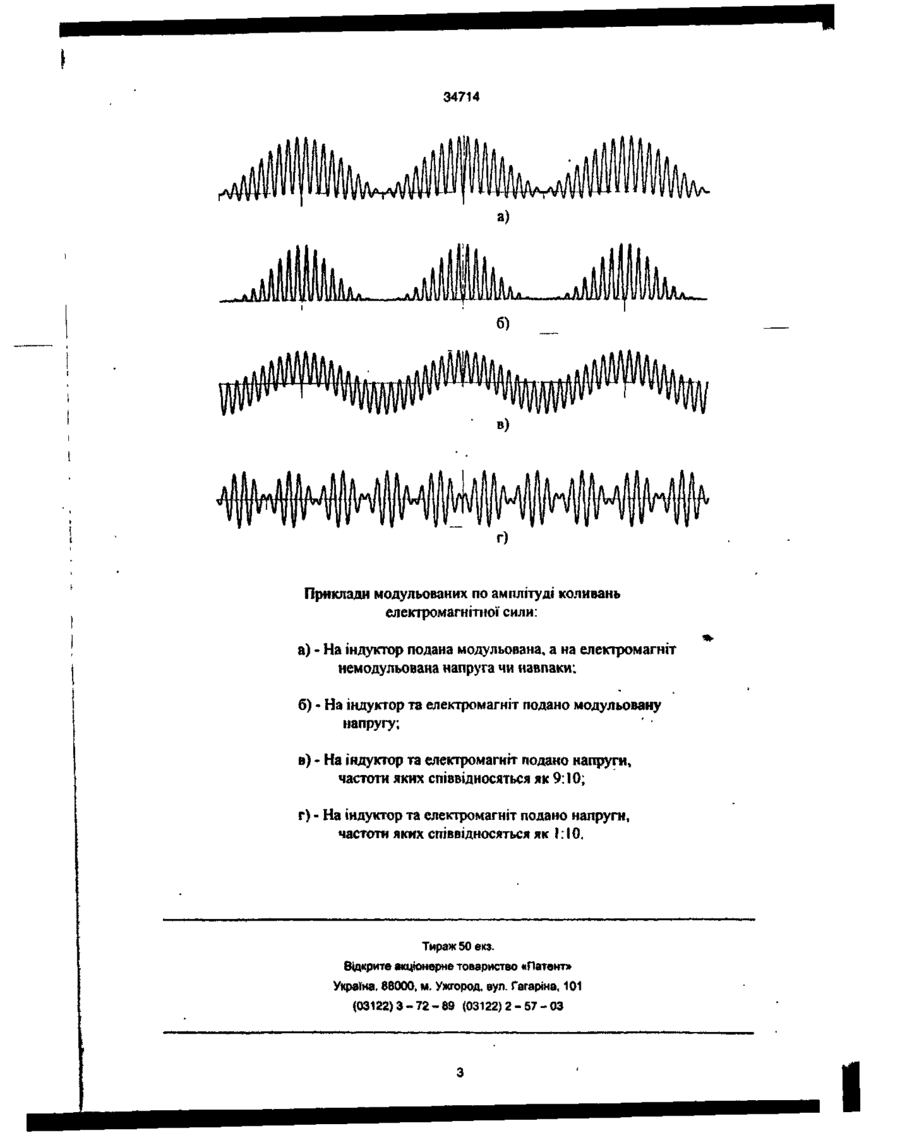
1 Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення, ст Винахід відноситься до області ливарного виробництва та металургії і може бути використаний для обробки рідких металів поздовжніми хвилями стиснення з метою їх дегазації, прискорення розчинення важкорозчинюваних компонентів сплавів та модифікаторів, а також для впливу на питі заготовки, що тверднуть. Відомий спосіб обробки рідкого металу (W. Esmarch, Th. Rummel, К. Besither, Metaliwirtschaft, 19.p.. 1029. 1940(micro-film are C.T.T.F)) в індукційних канальних печах поздовжніми хвилями стиснення, створюваними у всьому об'ємі розплаву, що знаходиться у каналах таких печей, за рахунок сумісного одночасного впливу на рідкий метал постійного та змінного магнітного полів (аналог). Зважаючи на те, що поздовжні хвилі стиснення згідно з цим способом генерують у всьому об'ємі рідкого металу в каналах, то джерела живлення, що використовуються для створення постійного й змінного магнітного поля, повинні бути досить потужними, а розхід енергії на обробку металу є досить значним. Противагою запропонованого способу є спосіб обробки рідкого металу (а с. СССР Ne 350836, кл. С.21С, 7/00, опубл. 1972). Згідно э цим-способом рідкий метал оброблюють знакозмінними електромагнітними силами, що виникають при накладанні на метал двох незалежних електромагнітних полів.. Ці поля мають однакову частоту, але їх фази зсунуті відносно одна одної на кут, Rnutt.vuu пп ОГ)° Ппи І І І - П Ч Н «м.™ — —.-;.-. — . . . ворюваними в металі електромагнітними силами при накладанні на нього схрещених електричного і магнітного полів, який відрізняється тим, що обробку рідкого металу та такого, що твердне, здійснюють модульованими коливаннями електромагнітної' сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги. 2. Спосіб по п, 1, який відрізняється тим, що на електромагнітні системи електротехнологічних установок подають немодульовані напруги різних частот. Завдяки цьому суттєво знижується потужність, необхідна для створення поздовжніх хвиль стиснення. Недолік цього способу полягає в тому, що в ньому для обробки металу поздовжніми хвилями стиснення використовують одну й ту ж частоту. В результаті найбільша ефективність обробки досягається при створенні нульового напору. Тобто при зсуві фаз - 90" між електричним струмом у кана/іі та зовнішнім магнітним полем. Ця обставина робить неможливим суміщення обробки металу з його транспортуванням, а окрім того такі коливання затухають на обмеженій відстані аід зони, в якій вони генеруються. Інше обмеження в застосуванні цього способу пов'язане з тим, що електротехнологічні установки канального типу в подавляючій більшості розраховані на живлення струмом частотою 50 Гц. В той же час при вирішенні багатьох технологічних задач в використанні такого обладнання більш доцільно використовувати частоти живлячих струмів, нижчі ніж 50 Гц. Але підключення електромагнітних систем до джерел низької частоти призведе до суттєвого зменшення потужності та зростання струмів в обмотках. Ця обставина суттєво ускладнює, або робить неможливим використання цього способу в разі живлення електротехнологічних установок струмами зниженої частоти. З Іншого боку для живлення електротехно m *» CO < та оорооку металу поздовжніми хвилями стиснення, неможлива при живленні установки синусоїдальними струмами, як це має місце в наведеному прототипі. Для усунення вказаних недоліків пропонується новий спосіб обробки в електротехнологічних установках рідких металів та таких, що тверднуть, поздовжніми хвилями стиснення, в якому електромагнітна сила, що їх генерує, має три складових: постійну, що забезпечує транспортування рідкого металу, або створює електромагнітний тиск у замкнутому об'ємі, та дві змінні, що створюють поздовжні хвилі стиснення в рідкому металі, частоти яких відрізняються в декілька разів. Спосіб також дозволяє створювати такі коливання електромагнітної сили, в котрих відсутні постійна складова, але є всі вказані змінні складові. Задача, що поставлена в цій заявці на патент, спрямована на створення в електротехнологічних установках модульованих коливань електромагнітної сили При цьому більш висока часто• та є несучого, а більш низька - частотою модуляції Ця ціль досягається тим, що в запропонованому способі обробки рідкого металу і такого, що твердне, поздовжніми хвилями стиснення, створюваними дією електромагнітних сил, що виникають при накладанні на метал схрещених електричного і магнітного полів, згідно винаходу, обробку рідкого металу і такого, що твердне, проводять модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги. Цей же спосіб в іншому варіанті реалізується за рахунок того, що на електромагнітні системи електротехнологічних установок подають немодульовані напруги різної частоти. На фіг. 1 наведені приклади можливих варіантів створення коливань електромагнітної сили, модульованої по амплітуді, в зоні взаємодії електричного струму в металі та зовнішнього магнітного поля. На фіг. 1а (б, в) • частота модуляції і несуча частота відноситься як 1 20, а на фіг. 1г - як 1: 5. Використання модульованих коливань електромагнітної сили дає можливість проводити обробку рідкого металу та такого, що твердне, зі збереженням постійної складово) електромагнітної сили, завдяки чому забезпечується суміщення обробки металу з його транспортуванням або витримкою під електромагнітним тиском Окрім того модульовані коливання електромагнітної сили дозволяють проводити обробку металу поздовжніми хвилями стиснення такої' частоти, яка є оптимальною для кожної конкретної технологічної задачі, _ При цьому не змінюються електричні й конструктивні параметри електротехнологічної установки, в якій здійснюється обробка, бо несуча частота струму, живлячого обладнання, зберігає ті значення, на які вона була розрахована. Таким чином, не електромагнітом або в пристрої з кондукційним підведенням електричного струму до металу І електромагнітом, в зазорі якого розміщується ділянка рідкого металу з протікаючим по ньому струмом. Приклад реалізації запропонованого способу, пов'язаний з обробкою рідкого алюмінієвого сплаву модульованими коливаннями електромагнітної сили в Індукційній канальній печі з додатковим електромагнітом на стадіях рафінування та модифікування металу. При цьому оцінювались ефективність дегазації рідкого алюмінію від водню та розчинення цирконію, як важкорозчинного металу, а також визначався характер затухання коливань рідкого металу в залежності від частоти модуляції електромагнітної сили в інтервалі 5 - ЗО Гц при несучій частоті, близькій до 100 Гц, Результати експериментів показали, що при використанні нового способу обробки має місце прискорення процесів дегазації алюмінієвого сплава від водню в 2 рази та збільшення швидкості розчинення в 1,5 рази порівняно з базовим варіантом. Експерименти також показали можливість передачі коливань рідкого металу при частоті модуляції 5 - ЗО Гц на відстань біля 1 м, в той час, як несуча частота на такій відстані практично повністю затухає. Для перевірки ефективності обробки модульованими коливаннями відливки, що твердне, відлиті циліндричні литі заготовки 0 110 мм, Н = 140 мм із сплаву АК7ч а металеву форму. При цьому тверднення металу базових зразків з цього сплаву відбувалось без обробки електромагнітними коливаннями. В порівняному експерименті під час тверднення вказаних литих зразків приводилась обробка металу модульованими коливаннями електромагнітної сили з частотою модуляції - 5 Гц. Дослідження металу відливок показало, що в результаті обробки тверднучих виливок модульованими коливаннями відбувалось подрібнення макро- і мікроструктури, а також мало місце зростання механічних властивостей, у тому числі міцності (т„) - на 15% та відносного подовження (6) на 20 % Використання запропонованого способу обробки рідкого металу дозволяє Інтенсифікувати процеси дегазації та розчинення в ньому твердих домішок без заміни електромагнітних систем електро технологічних установок на більш потужні і громіздкі, а також дає можливість легко налаштовувати таке обладнання на оптимальну частоту при обробці рідкого і тверднучого металу зі збереженням оптимальної частоти живлення. В результаті розширюються функціональні можливості електротехнологічних установок, які використовуються для реалізації способу електромагнітного транспортування і обробки металу та підвищуються економічні показники технологій, що реалізується за доПЛІІПГПіп i s i w i n i w u i » — . Приклади модуль елект а) - На індуктор по немодульова б) - На індуктор та напругу; в) - На індуктор та і частоти яких г) - На індуктор та < частоти яких Ті УКРАЇНА UA (11)34714 (із) А (51) 6С22В9/00, С21С7/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ОПИС ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видається під відповідальність власника патенту (54) СПОСІБ ОБРОБКИ РІДКОГО МЕТАЛУ ТА ТАКОГО, ЩО ТВЕРДНЕ, ПОЗДОВЖНІМИ ХВИЛЯМИ СТИСНЕННЯ « (21)99052921 (22)26 05.1999 (24) 15.03.2001 (46) 15.03 2001, Бюл № 2, 2001 р. (72) Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович, Погорський Віктор Костянтинович, Горшков Андрій Олегович, Слажнєв Микола Андрійович (73) ФІЗИКО-ТЕХНОЛОПЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАН УКРАЇНИ (57) 1 Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення, ст Винахід відноситься до області ливарного виробництва та металургії і може бути використаний для обробки рідких металів поздовжніми хвилями стиснення з метою їх дегазації, прискорення розчинення важкорозчинюваних компонентів сплавів та модифікаторів, а також для впливу на литі заготовки, що тверднуть. Відомий спосіб обробки рідкого металу (W. Esmarch, Th. Rummel, К. Besither, Metallwirtschaft, 19.p., 1029. 1940(micro-film are C.T.T.F)) в індукційних канальних печах поздовжніми хвилями стиснення, створюваними у всьому об'ємі розплаву, що знаходиться у каналах таких печей, за рахунок сумісного одночасного впливу на рідкий метал постійного та змінного магнітного полів (аналог). Зважаючи на те, що поздовжні хвилі стиснення згідно з цим способом генерують у всьому об'ємі рідкого металу в каналах, то джерела живлення, що використовуються для створення постійного й змінного магнітного поля, повинні бути досить потужними, а розхщ енергії на обробку металу є досить значним. Противагою запропонованого способу є спосіб обробки рідкого металу (а.с. СССР Ne 350836, кл. С.21С, 7/00, опубл. 1972). Згідно з цим'способом рідкий метал оброблюють знакозмінними електромагнітними силами, що виникають при накладанні на метал двох незалежних електромагнітних полів.. Ці поля мають однакову частоту, але їх фази зсунуті відносно одна одноґ на кут, близький до 90". При цьому зона, в якій генерують поздовжні хвилі стиснення, займає об'єм, котрий складає незначну частину об'єму всього каналу. ворюваними в металі електромагнітними силами при накладанні на нього схрещених електричного і магнітного полів, який відрізняється тим, що обробку рідкого металу та такого, що твердне, здійснюють модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги 2. Спосіб по п. 1, який відрізняється тим, що на електромагнітні системи електротехнологічних установок подають немодульовані напруги різних частот. Завдяки цьому суттєво знижується потужність, необхідна для створення поздовжніх хвиль стиснення. Недолік цього способу полягає в тому, що в ньому для обробки металу поздовжніми хвилями стиснення використовують одну й ту ж частоту. В результаті найбільша ефективність обробки досягається при створенні нульового напору. Тобто при зсуві фаз - 90" між електричним струмом у кана/іі та зовнішнім магнітним полем. Ця обставина робить неможливим суміщення обробки металу з його транспортуванням, а окрім того такі коливання затухають на обмеженій відстані від зони, в якій вони генеруються Інше обмеження в застосуванні цього способу пов'язане з тим, що електротехнологічні установки канального типу в подавляючій більшості розраховані на живлення струмом частотою 50 Гц. В той же час при вирішенні багатьох технологічних задач в використанні такого обладнання більш доцільно використовувати частоти живлячих струмів, нижчі ніж 50 Гц. Але підключення електромагнітних систем до джерел низької частоти призведе до суттєвого зменшення потужності та зростання струмів в обмотках. Ця обставина суттєво ускладнює, або робить неможливим використання цього способу в разі живлення електротехиологічних установок струмами зниженої частоти. З іншого боку для живлення електротехнологічних установок в деяких випадках доцільно використовувати струми частотою більшою, ніж 50 Гц. Це дозволяє передавати в рідкий метал більшу со < 6Г 34714 потужність при тих же перерізах магнітопроводів. Однак оптимальне значення частоти зміни електромагнітної сили, необхідної для обробки металу, як правило, менше ніж подвоєна частота живлячого струму. В результаті цього оптимізація технологічного процесу, суміщуючого нагрів та обробку металу поздовжніми хвилями стиснення, неможлива при живленні установки синусоїдальними струмами, як це має місце в наведеному прототипі. Для усунення вказаних недоліків пропонується новий спосіб обробки в електротехнологічних установках рідких металів та таких, що тверднуть, поздовжніми хвилями стиснення, в якому електромагнітна сипа, що їх генерує, має три складових: постійну, що забезпечує транспортування рідкого металу, або створює електромагнітний тиск у замкнутому об'ємі, та дві змінні, що створюють поздовжні хвилі стиснення в рідкому металі, частоти яких відрізняються в декілька разів. Спосіб також дозвопяє створювати такі коливання електромагнітної сили, в котрих відсутні постійна складова, але є всі вказані змінні складові. Задача, що поставлена в цій заявці на патент, спрямована на створення в електротехнологічних установках модульованих коливань електромагнітної сили. При цьому більш висока часто• та є несучою, а більш низька - частотою модуляції. Ця ціль досягається тим, що в запропонованому способі обробки рідкого металу і такого, що твердне, поздовжніми хвилями стиснення, створюваними дією електромагнітних сил, що виникають при накладанні на метал схрещених електричного і магнітного полів, згідно винаходу, обробку рідкого металу і такого, що твердне, проводять модульованими коливаннями електромагнітної сили, для чого на електромагнітні системи електротехнологічних установок подають модульовані напруги. Цей же спосіб в іншому варіанті реалізується за рахунок того, що на електромагнітні системи електротехнологічних установок подають немодульовані напруги різної частоти. На фіг. 1 наведені приклади можливих варіантів створення коливань електромагнітної сили, модульованої по амплітуді, в зоні взаємодії електричного струму в металі та зовнішнього магнітного поля. На фіг. 1а (б, в) - частота модуляції і несуча частота відноситься як 1 20, а на фіг. 1г - як 1: 5. Використання модульованих коливань електромагнітної сили дає можливість проводити обробку рідкого металу та такого, що твердне, зі збереженням постійної складової електромагнітної сили, завдяки чому забезпечується суміщення обробки металу з його транспортуванням або витримкою під електромагнітним тиском Окрім того модульовані коливання електромагнітної сили дозволяють проводити обробку металу поздовжніми хвилями стиснення такої' частоти, яка є оптимальною для кожної конкретної технологічної задачі. При цьому не змінюються електричні й конструктивні параметри електротехнологічної установки, в якій здійснюється обробка, бо несуча частота струму, живлячого обладнання, зберігає ті значення, на які вона була розрахована. Таким чином, не суча частота являється оптимальною для живлення установки, а частота модуляції вибирається відповідно вимогам технологічної задачі, пов'язаної з обробкою металу. Цей спосіб може бути здійснений в індукційній канальній печі з додатковим електромагнітом або в пристрої з кондукційним підведенням електричного струму до металу і електромагнітом, в зазорі якого розміщується ділянка рідкого металу з протікаючим по ньому струмом. Приклад реалізації запропонованого способу, пов'язаний з обробкою рідкого алюмінієвого сплаву модульованими коливаннями електромагнітної сили в індукційній канальній печі з додатковим електромагнітом на стадіях рафінування та модифікування металу. При цьому оцінювались ефективність дегазації рідкого алюмінію від водню та розчинення цирконію, як важкорозчинного металу, а також визначався характер затухання коливань рідкого металу в залежності від частоти модуляції електромагнітної сили в інтервалі 5 - ЗО Гц при несучій частоті, близькій до 100 Гц. Результати експериментів показали, що при використанні нового способу обробки має місце прискорення процесів дегазації алюмінієвого сплава від водню в 2 рази та збільшення швидкості розчинення в 1,5 рази порівняно з базовим варіантом. Експерименти також показали можливість передачі коливань рідкого металу при частоті модуляції" 5 - ЗО Гц на відстань біля 1 м, в той час, як несуча частота на такій відстані практично повністю затухає. Для перевірки ефективності обробки модульованими коливаннями відливки, що твердне, відлиті циліндричні литі заготовки 0 110 мм, Н = 140 мм із сплаву АК7ч в металеву форму. При цьому тверднення металу базових зразків з цього сплаву відбувалось без обробки електромагнітними коливаннями. В порівняному експерименті під час тверднення вказаних литих зразків приводилась обробка металу модульованими коливаннями електромагнітної сили з частотою модуляції - 5 Гц. Дослідження металу відливок показало, що в результаті обробки тверднучих виливок модульованими коливаннями відбувалось подрібнення макро- і мікроструктури, а також мало місце зростання механічних властивостей, у тому числі міцності (т в ) - на 15% та відносного подовження (5) на 20 % Використання запропонованого способу обробки рідкого металу дозволяє інтенсифікувати процеси дегазації та розчинення в ньому твердих домішок без заміни електромагнітних систем електрогехнолопчних установок на більш потужні і громіздкі, а також дає можливість легко налаштовувати таке обладнання на оптимальну частоту при обробці рідкого і тверднучого металу зі збереженням оптимальної частоти живлення. В результаті розширюються функціональні можливості електротехнологічних установок, які використовуються для реалізації способу електромагнітного транспортування і обробки металу та підвищуються економічні показники технологій, що реалізується за допомогою запропонованого способу. 34714 Приклади модульованих по амплітуді коливань електромагнітної сили: а) - На індуктор подана модульована, а на електромагніт немодульована напруга чи навпаки: б) - На індуктор та електромагніт подано модульовану напругу; в) - На індуктор та електромагніт подано напруги, частоти яких співвідносяться як 9:10; г) - На індуктор та електромагніт подано напруги, частоти яких співвідносяться як 1:10, Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 86000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3 І
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for liquid metal processing and such, which is hardening in longitudinal compressional waves
Автори англійськоюDubodelov Viktor Ivanovych, Fikssen Vladyslav Mykolaiovych, Pohorskyi Viktor Konstiantynovych, Horshkov Andrii Olehovych, Slazhniev Mykola Andriiovych
Назва патенту російською, ,
Автори російськоюДубоделов Виктор Иванович, Фикссен Владислав Николаевич, Погорский Виктор Константинович, Горшков Андрей Олегович, Слажнев Николай Андреевич
МПК / Мітки
Мітки: металу, поздовжніми, спосіб, твердне, хвилями, такого, обробки, стиснення, рідкого
Код посилання
<a href="https://ua.patents.su/6-34714-sposib-obrobki-ridkogo-metalu-ta-takogo-shho-tverdne-pozdovzhnimi-khvilyami-stisnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкого металу та такого, що твердне, поздовжніми хвилями стиснення</a>
Спосіб електромагнітної обробки струменя рідкого металу
Номер патенту: 24030
Опубліковано: 31.08.1998
Автори: Подольцев Олександр Дмитрович, Кучаєв Олександр Андрійович
МПК: C21C 7/04, C22B 21/00, H02K 17/04
Мітки: металу, рідкого, струменя, електромагнітної, спосіб, обробки
Формула / Реферат:
Способ электромагнитной обработки струи жидкого металла, включающий воздействие на нее неоднородным магнитным полем, отличающийся тем, что магнитное поле накладывают вдоль оси струи и воздействуют периодическими импульсами, уменьшая их длительность в направлении движения струи металла.
Спосіб позапічної обробки рідкого металу в ковші
Номер патенту: 8076
Опубліковано: 26.12.1995
Автори: Бродський Сергій Сергійович, Несвіт Володимир Васильович, Зражевський Олександр Данилович, Рашка Владислав, Рубін Леонід Вікторович, Шиш Юрій Іванович, Марощик Веслав, Лобачьов Владислав Тимофійович
Мітки: обробки, рідкого, металу, спосіб, позапічної, ковші
Текст:
...пульсационногоперемешиватов возрастает. Экспериментальноустановния, с помощью которой в металл вводят лено, что для применяемых на практике 35 кусковой силикокальций СК-30 (ГОСТ 4762реагентов их количество, обеспечивающее 71) фракцией 20 мм. Содержание кислорода протекание процесса рафинирования меи серы в металле соответственно 0,03 и талла в камере без образования на его стен0,040%, температура его в ковше перед наках...
Спосіб продування рідкого металу в сталеплавильному агрегаті
Номер патенту: 30610
Опубліковано: 15.12.2000
Автори: Поляков Володимир Федорович, Семикін Сергій Іванович
МПК: C21C 5/28
Мітки: агрегаті, спосіб, продування, металу, рідкого, сталеплавильному
Формула / Реферат:
Спосіб продування рідкого металу в сталеплавильному агрегаті, який включає в себе створення направленого потоку кисню на поверхню ванни принаймні через одно сопло продувальної фурми з вливом на потік всередені сопла, який відрізняється тим, що в процесі створення потоку його розділяють в соплі на кілька потоків з різною кількістю руху на виході з сопел.
Прилад для обробки потоку розплаву металу чи рідкого сплаву на основі алюмінія чи магнія
Номер патенту: 5552
Опубліковано: 28.12.1994
Автори: Серж Мере, Тьєррі Ле Скул, Жан-Марі Істер
МПК: C22B 9/05
Мітки: обробки, потоку, основі, сплаву, рідкого, розплаву, магнія, прилад, металу, алюмінія
Формула / Реферат:
1.Устройство для обработки потока расплава металла или жидкого сплава на основе алюминия или магния, содержащее ковш с металлическим кожухом и огнеупорной футеровкой, перегородкой, разделяющей ковш на два сообщающихся между собой отделения, одно из которых выполнено с желобом для подачи жидкого металла, а другое - с выпускным носком с осью, совпадающей с осью ковша, средство для нагрева жидкого металла, распылитель обрабатывающего агента и...
Фурма для продування рідкого металу

Номер патенту: 30410
Опубліковано: 15.11.2000
Автори: Семикін Сергій Іванович, Поляков Володимир Федорович
МПК: C21C 5/48
Мітки: продування, рідкого, металу, фурма
Формула / Реферат:
Фурма для продування рідкого металу, що вміщує концентрично розміщені труби, які утворюють канали для підведення охолоджувача та технологічного газу, головку, щонайменше, з одним соплом і вставку, встановлену в порожнині сопла, яка відрізняється тим, що вставка встановлена так, що розділяє вихідний переріз сопла на частини, відношення площин яких становить 0,05-0,35.
Попередній патент: Спосіб виготовлення тест-систем для діагностики аутоімунних захворювань головного мозку та нирок у людей
Наступний патент: Спосіб захисту від корозії ливарних алюмінієвих сплавів
Випадковий патент: Спосіб лікування депресивних розладів у осіб молодого віку