Спосіб виготовлення арматурної секції періодичного профілю
Номер патенту: 36948
Опубліковано: 16.02.2004
Автори: Блощинський Григорій Павлович, Вєрбіцкій Юрій Сєргєєвіч, Овеченко Олег Олександрович, Сергєєв Віктор Володимирович, Павлов Адольф Опанасович, Мироненко Юрій Анатолійович

Формула / Реферат
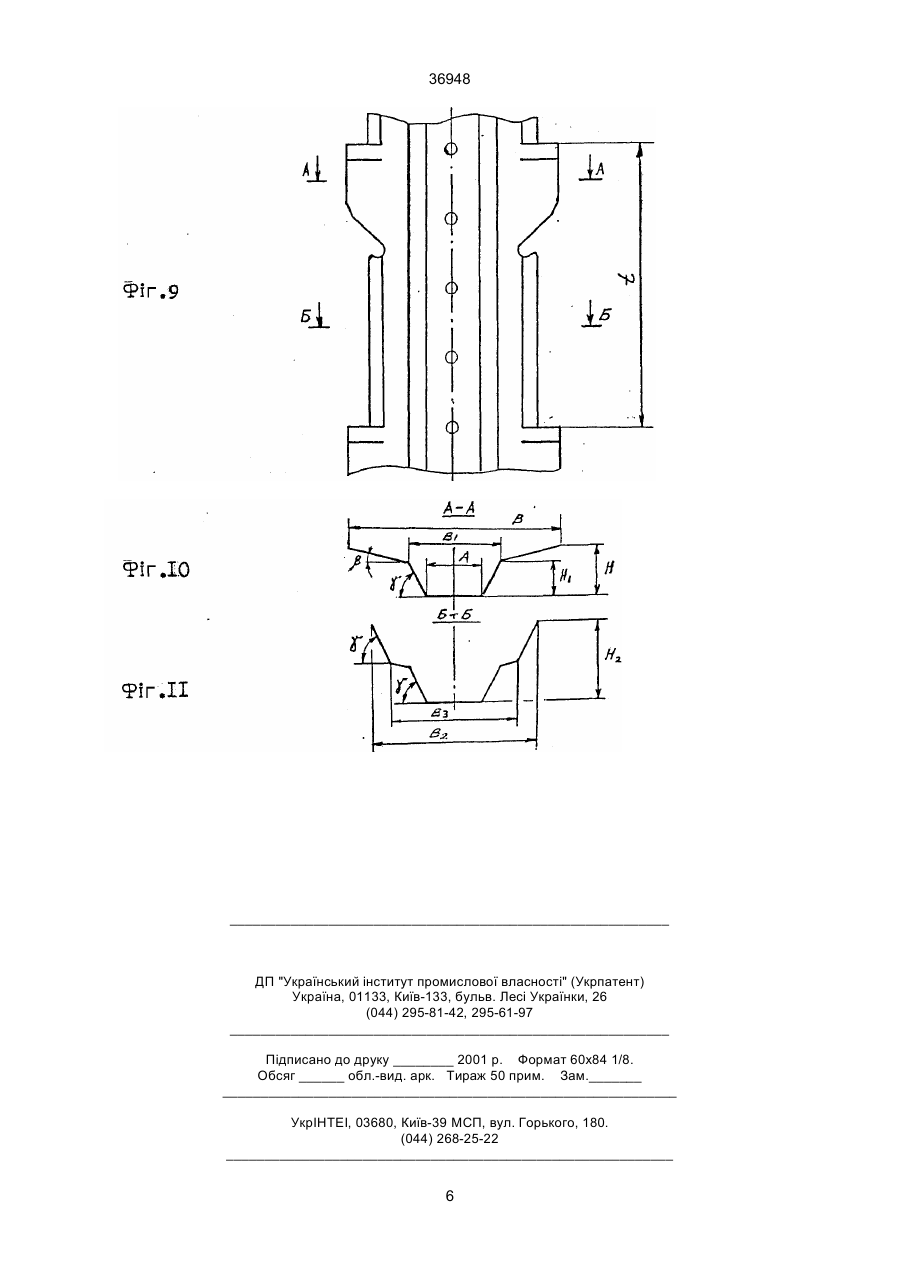
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стана стрічкової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками, при якому на перших переходах формують центральну донну частину профілю, спряжені з нею стінки і полички, здійснюючи гнуття як стінок, так і бокових поличок на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини рівною її величині на готовому профілі арматурної секції, який відрізняється тим, що формування проміжного профілю в перших трьох переходах здійснюють таким чином, що лінія формування перетинає стінки та полички профілю і ділить їх навпіл, а в останньому переході формують увігнуту донну частину профілю, утворену поверхнею, описаною радіусом R, величину якого визначають із виразу:
R= к · A,
де к - числовий коефіцієнт, рівний 8¸12; ![]()
A - ширина донної частини на готовому профілі арматурної секції, мм,
а потім здійснюють його крокове штампування в декілька етапів в штампі на матриці змінного профілю, при якому на першому етапі одночасно надають увігнутій донній частині проміжного профілю прямолінійного вигляду і пробивають в ній отвори, після чого перед другим етапом подають профіль на один крок і фіксують його положення за допомогою одного із кінцевих отворів, а потім на другому етапі штампування суміщають вирізування і надрізування елементів на бокових поличках профілю, після подачі профілю ще на один крок на третьому етапі штампування відгинають частину профілю поличок на заданий кут до отримання готового профілю арматурної секції.
Текст
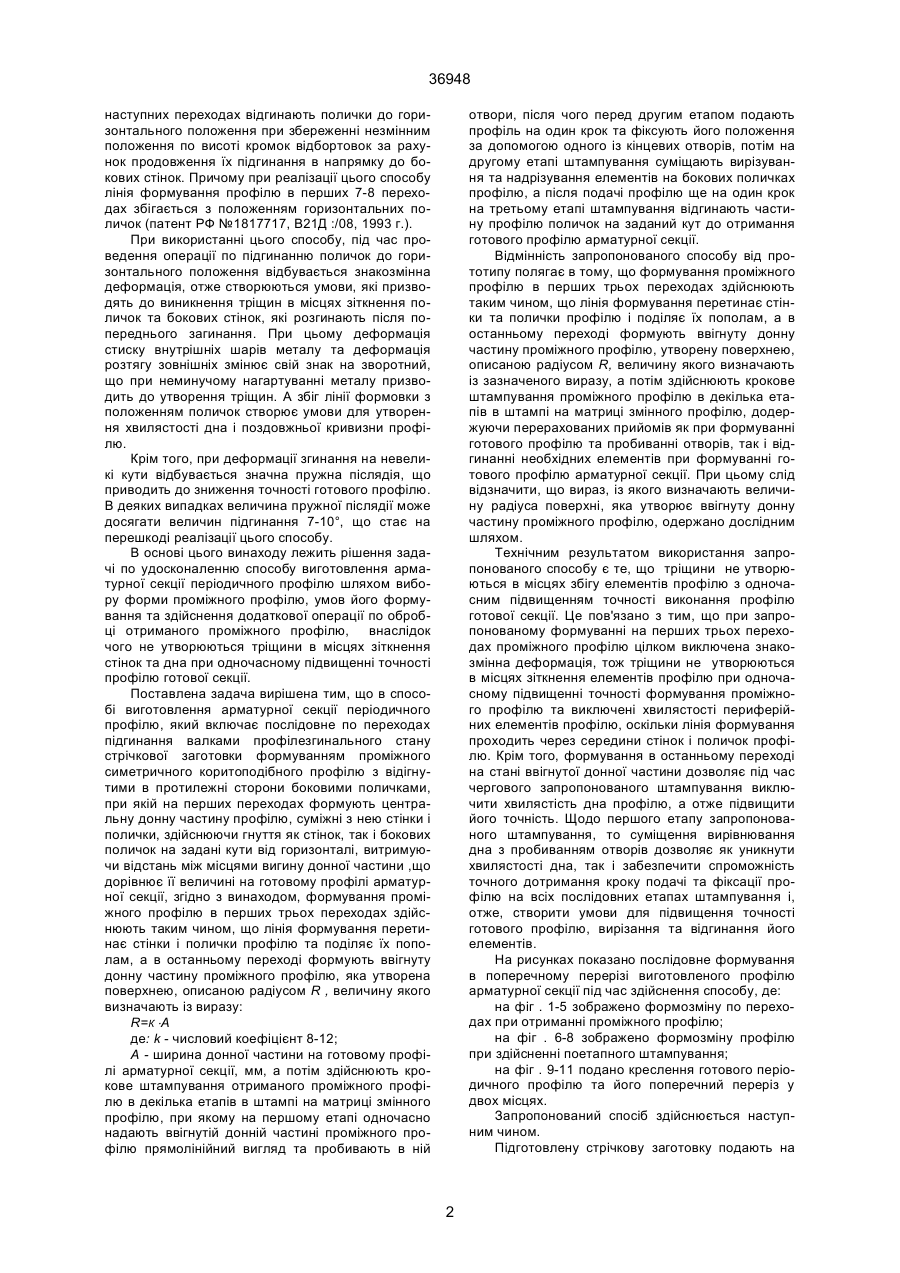
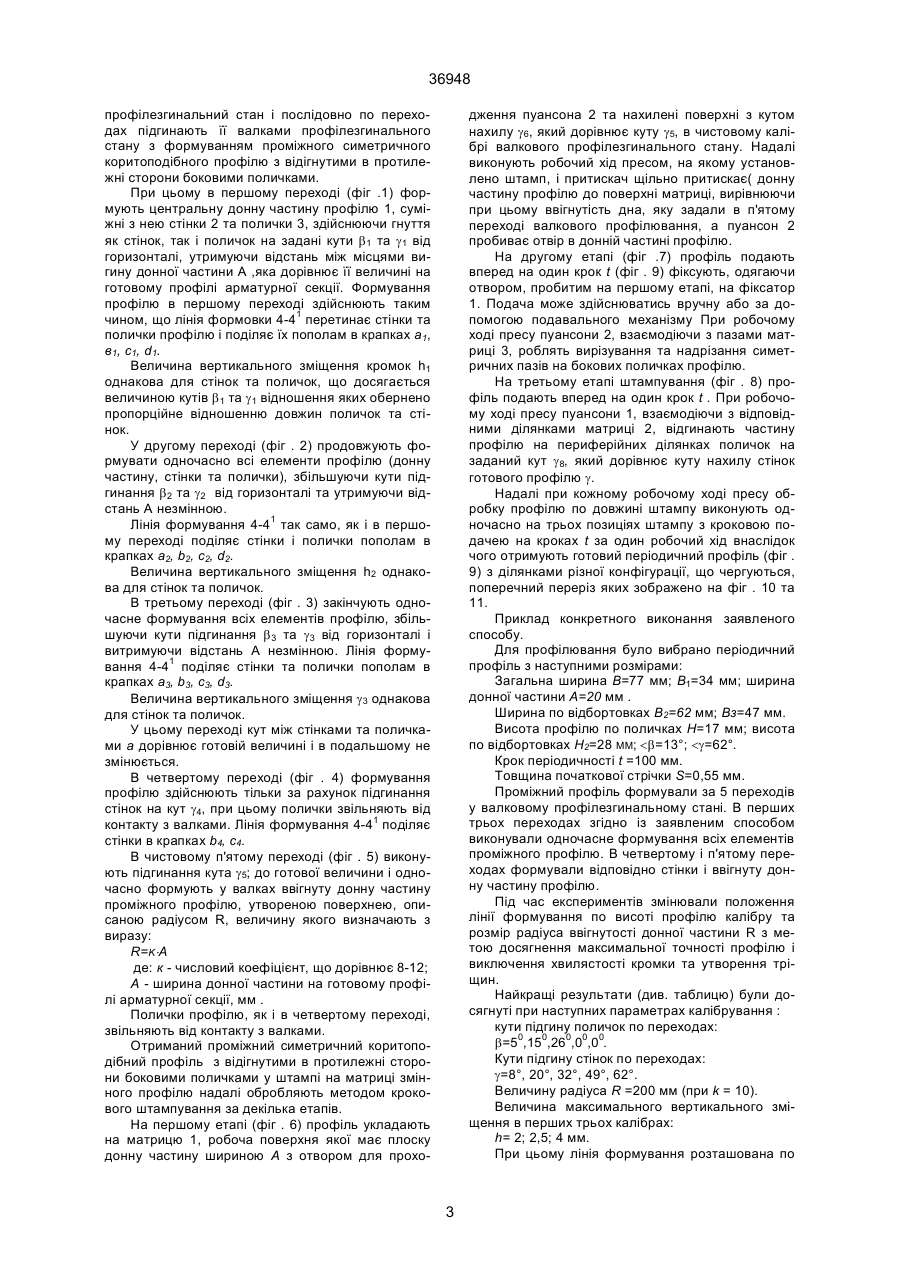
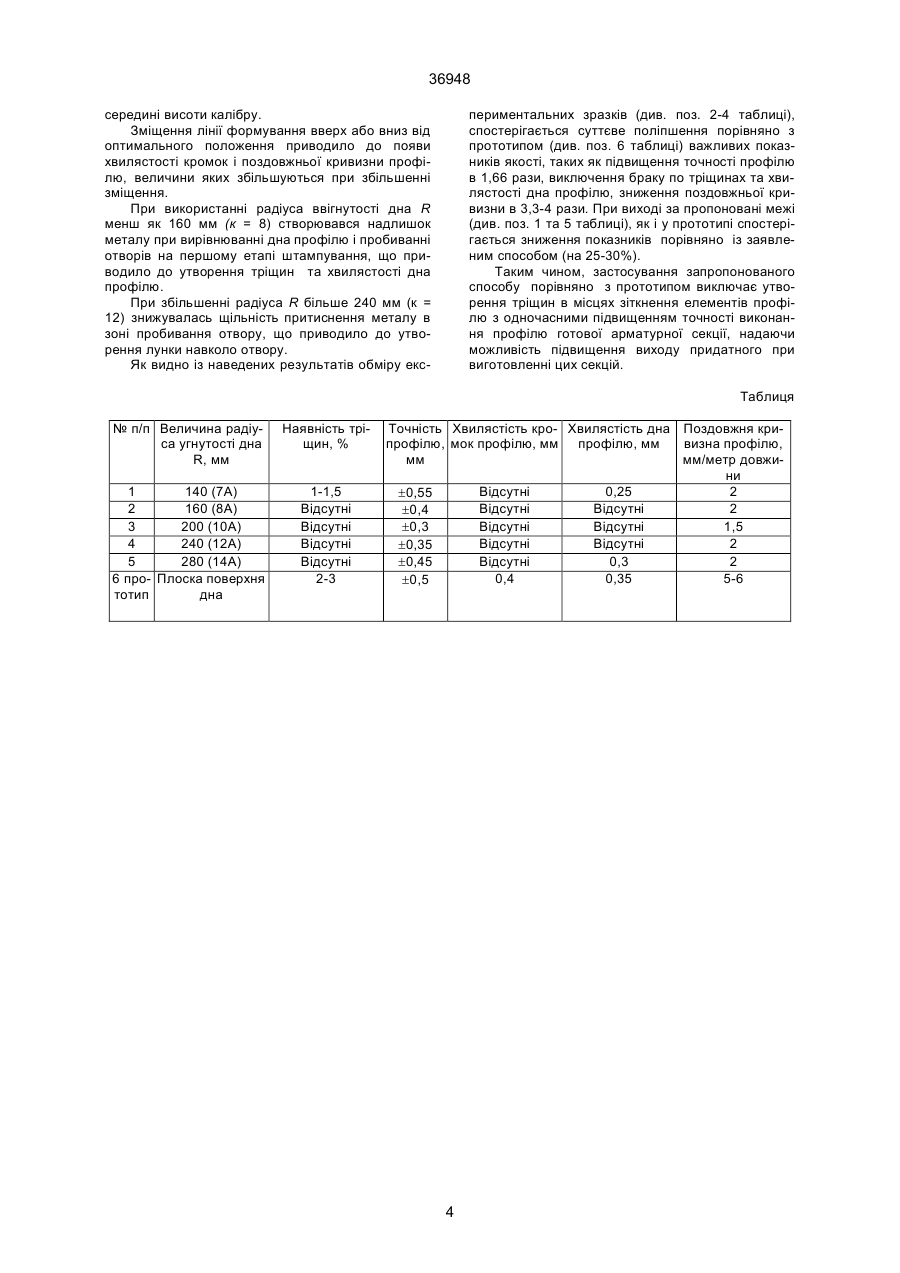
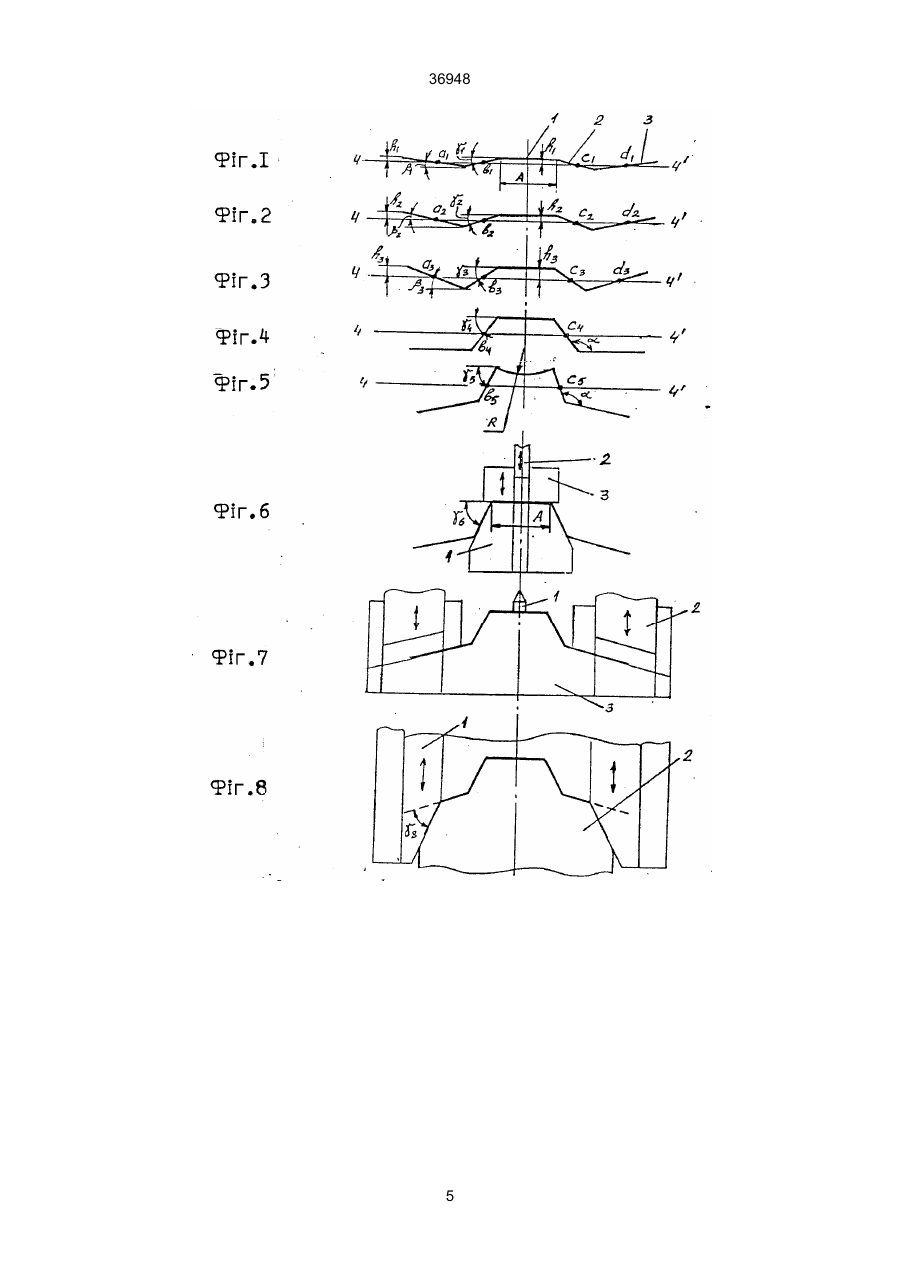
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стану стрічкової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками, при якому на перших переходах формують центральну іонну частину профілю, спряжені з нею стінки і полички, здійснюючи гнуття як стінок, так і бокових поличок на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини рівною її величині на готовому профілі арматурної секції, який відрізняється тим, що формування проміжного профілю в перших трьох A (54) СПОСІБ ВИГОТОВЛЕННЯ АРМАТУРНОЇ СЕКЦІЇ ПЕРІОДИЧНОГО ПРОФІЛЮ 36948 наступних переходах відгинають полички до горизонтального положення при збереженні незмінним положення по висоті кромок відбортовок за рахунок продовження їх підгинання в напрямку до бокових стінок. Причому при реалізації цього способу лінія формування профілю в перших 7-8 переходах збігається з положенням горизонтальних поличок (патент РФ №1817717, В21Д :/08, 1993 г.). При використанні цього способу, під час проведення операції по підгинанню поличок до горизонтального положення відбувається знакозмінна деформація, отже створюються умови, які призводять до виникнення тріщин в місцях зіткнення поличок та бокових стінок, які розгинають після попереднього загинання. При цьому деформація стиску внутрішніх шарів металу та деформація розтягу зовнішніх змінює свій знак на зворотний, що при неминучому нагартуванні металу призводить до утворення тріщин. А збіг лінії формовки з положенням поличок створює умови для утворення хвилястості дна і поздовжньої кривизни профілю. Крім того, при деформації згинання на невеликі кути відбувається значна пружна післядія, що приводить до зниження точності готового профілю. В деяких випадках величина пружної післядії може досягати величин підгинання 7-10°, що стає на перешкоді реалізації цього способу. В основі цього винаходу лежить рішення задачі по удосконаленню способу виготовлення арматурної секції періодичного профілю шляхом вибору форми проміжного профілю, умов його формування та здійснення додаткової операції по обробці отриманого проміжного профілю, внаслідок чого не утворюються тріщини в місцях зіткнення стінок та дна при одночасному підвищенні точності профілю готової секції. Поставлена задача вирішена тим, що в способі виготовлення арматурної секції періодичного профілю, який включає послідовне по переходах підгинання валками профілезгинального стану стрічкової заготовки формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками, при якій на перших переходах формують центральну донну частину профілю, суміжні з нею стінки і полички, здійснюючи гнуття як стінок, так і бокових поличок на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини ,що дорівнює її величині на готовому профілі арматурної секції, згідно з винаходом, формування проміжного профілю в перших трьох переходах здійснюють таким чином, що лінія формування перетинає стінки і полички профілю та поділяє їх пополам, а в останньому переході формують ввігнуту донну частину проміжного профілю, яка утворена поверхнею, описаною радіусом R , величину якого визначають із виразу: R=К ×A де: k - числовий коефіцієнт 8-12; А - ширина донної частини на готовому профілі арматурної секції, мм, а потім здійснюють крокове штампування отриманого проміжного профілю в декілька етапів в штампі на матриці змінного профілю, при якому на першому етапі одночасно надають ввігнутій донній частині проміжного профілю прямолінійний вигляд та пробивають в ній отвори, після чого перед другим етапом подають профіль на один крок та фіксують його положення за допомогою одного із кінцевих отворів, потім на другому етапі штампування суміщають вирізування та надрізування елементів на бокових поличках профілю, а після подачі профілю ще на один крок на третьому етапі штампування відгинають частину профілю поличок на заданий кут до отримання готового профілю арматурної секції. Відмінність запропонованого способу від прототипу полягає в тому, що формування проміжного профілю в перших трьох переходах здійснюють таким чином, що лінія формування перетинає стінки та полички профілю і поділяє їх пополам, а в останньому переході формують ввігнуту донну частину проміжного профілю, утворену поверхнею, описаною радіусом R, величину якого визначають із зазначеного виразу, а потім здійснюють крокове штампування проміжного профілю в декілька етапів в штампі на матриці змінного профілю, додержуючи перерахованих прийомів як при формуванні готового профілю та пробиванні отворів, так і відгинанні необхідних елементів при формуванні готового профілю арматурної секції. При цьому слід відзначити, що вираз, із якого визначають величину радіуса поверхні, яка утворює ввігнуту донну частину проміжного профілю, одержано дослідним шляхом. Технічним результатом використання запропонованого способу є те, що тріщини не утворюються в місцях збігу елементів профілю з одночасним підвищенням точності виконання профілю готової секції. Це пов'язано з тим, що при запропонованому формуванні на перших трьох переходах проміжного профілю цілком виключена знакозмінна деформація, тож тріщини не утворюються в місцях зіткнення елементів профілю при одночасному підвищенні точності формування проміжного профілю та виключені хвилястості периферійних елементів профілю, оскільки лінія формування проходить через середини стінок і поличок профілю. Крім того, формування в останньому переході на стані ввігнутої донної частини дозволяє під час чергового запропонованого штампування виключити хвилястість дна профілю, а отже підвищити його точність. Щодо першого етапу запропонованого штампування, то суміщення вирівнювання дна з пробиванням отворів дозволяє як уникнути хвилястості дна, так і забезпечити спроможність точного дотримання кроку подачі та фіксації профілю на всіх послідовних етапах штампування і, отже, створити умови для підвищення точності готового профілю, вирізання та відгинання його елементів. На рисунках показано послідовне формування в поперечному перерізі виготовленого профілю арматурної секції під час здійснення способу, де: на фіг . 1-5 зображено формозміну по переходах при отриманні проміжного профілю; на фіг . 6-8 зображено формозміну профілю при здійсненні поетапного штампування; на фіг . 9-11 подано креслення готового періодичного профілю та його поперечний переріз у двох місцях. Запропонований спосіб здійснюється наступним чином. Підготовлену стрічкову заготовку подають на 2 36948 профілезгинальний стан і послідовно по переходах підгинають її валками профілезгинального стану з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками. При цьому в першому переході (фіг .1) формують центральну донну частину профілю 1, суміжні з нею стінки 2 та полички 3, здійснюючи гнуття як стінок, так і поличок на задані кути b 1 та g1 від горизонталі, утримуючи відстань між місцями вигину донної частини А ,яка дорівнює її величині на готовому профілі арматурної секції. Формування профілю в першому переході здійснюють таким чином, що лінія формовки 4-41 перетинає стінки та полички профілю і поділяє їх пополам в крапках а1, в1, с1, d1. Величина вертикального зміщення кромок h1 однакова для стінок та поличок, що досягається величиною кутів b 1 та g1 відношення яких обернено пропорційне відношенню довжин поличок та стінок. У другому переході (фіг . 2) продовжують формувати одночасно всі елементи профілю (донну частину, стінки та полички), збільшуючи кути підгинання b 2 та g2 від горизонталі та утримуючи відстань А незмінною. Лінія формування 4-41 так само, як і в першому переході поділяє стінки і полички пополам в крапках а2, b2, с2, d2. Величина вертикального зміщення h2 однакова для стінок та поличок. В третьому переході (фіг . 3) закінчують одночасне формування всіх елементів профілю, збільшуючи кути підгинання b 3 та g3 від горизонталі і витримуючи відстань А незмінною. Лінія формування 4-41 поділяє стінки та полички пополам в крапках а3, b3, с3, d3. Величина вертикального зміщення g3 однакова для стінок та поличок. У цьому переході кут між стінками та поличками а дорівнює готовій величині і в подальшому не змінюється. В четвертому переході (фіг . 4) формування профілю здійснюють тільки за рахунок підгинання стінок на кут g4, при цьому полички звільняють від контакту з валками. Лінія формування 4-41 поділяє стінки в крапках b4, с4. В чистовому п'ятому переході (фіг . 5) виконують підгинання кута g5; до готової величини і одночасно формують у валках ввігнуту донну частину проміжного профілю, утвореною поверхнею, описаною радіусом R, величину якого визначають з виразу: R=K×A де: к - числовий коефіцієнт, що дорівнює 8-12; А - ширина донної частини на готовому профілі арматурної секції, мм . Полички профілю, як і в четвертому переході, звільняють від контакту з валками. Отриманий проміжний симетричний коритоподібний профіль з відігнутими в протилежні сторони боковими поличками у штампі на матриці змінного профілю надалі обробляють методом крокового штампування за декілька етапів. На першому етапі (фіг . 6) профіль укладають на матрицю 1, робоча поверхня якої має плоску донну частину шириною А з отвором для прохо дження пуансона 2 та нахилені поверхні з кутом нахилу g6, який дорівнює куту g5, в чистовому калібрі валкового профілезгинального стану. Надалі виконують робочий хід пресом, на якому установлено штамп, і притискач щільно притискає( донну частину профілю до поверхні матриці, вирівнюючи при цьому ввігнутість дна, яку задали в п'ятому переході валкового профілювання, а пуансон 2 пробиває отвір в донній частині профілю. На другому етапі (фіг .7) профіль подають вперед на один крок t (фіг . 9) фіксують, одягаючи отвором, пробитим на першому етапі, на фіксатор 1. Подача може здійснюватись вручну або за допомогою подавального механізму При робочому ході пресу пуансони 2, взаємодіючи з пазами матриці 3, роблять вирізування та надрізання симетричних пазів на бокових поличках профілю. На третьому етапі штампування (фіг . 8) профіль подають вперед на один крок t . При робочому ході пресу пуансони 1, взаємодіючи з відповідними ділянками матриці 2, відгинають частину профілю на периферійних ділянках поличок на заданий кут g8, який дорівнює куту нахилу стінок готового профілю g. Надалі при кожному робочому ході пресу обробку профілю по довжині штампу виконують одночасно на трьох позиціях штампу з кроковою подачею на кроках t за один робочий хід внаслідок чого отримують готовий періодичний профіль (фіг . 9) з ділянками різної конфігурації, що чергуються, поперечний переріз яких зображено на фіг . 10 та 11. Приклад конкретного виконання заявленого способу. Для профілювання було вибрано періодичний профіль з наступними розмірами: Загальна ширина В=77 мм; В1=34 мм; ширина донної частини А=20 мм . Ширина по відбортовках B2=62 мм; Вз=47 мм. Висота профілю по поличках Н=17 мм; висота по відбортовках Н2=28 ММ;
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of reinforcement unit of die-rolled section
Автори англійськоюSerhieiev Viktor Volodymyrovych, Ovechenko Oleh Oleksandrovych, Pavlov Adolf Opanasovych, Myronenko Yurii Anatoliiopvych, Bloschynskyi Hryhorii Pavlovych
Назва патенту російськоюСпособ изготовления арматурной секции периодического профиля
Автори російськоюСергеев Виктор Владимирович, Овеченко Олег Александрович, Павлов Адольф Афанасиевич, Мироненко Юрий Анатолиевич, Блощинский Григорий Павлович
МПК / Мітки
МПК: E04F 13/072, B21D 5/06
Мітки: періодичного, спосіб, профілю, арматурної, виготовлення, секції
Код посилання
<a href="https://ua.patents.su/6-36948-sposib-vigotovlennya-armaturno-sekci-periodichnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення арматурної секції періодичного профілю</a>
Спосіб термічного оброблення рівчаків валків для прокатки арматурної сталі періодичного профілю
Номер патенту: 17140
Опубліковано: 18.03.1997
Автори: Нечепоренко Володимир Андрійович, Деркач Дмитро Олександрович, Шеремет Володимир Олександрович, Демичев Сергій Володимирович, Горяний Анатолій Григорович, Шапаренко Олександр Володимирович, Бабенко Михайло Антонович, Морозов Валерій Іванович
МПК: C21D 1/09
Мітки: оброблення, спосіб, профілю, прокатки, арматурної, валків, періодичного, термічного, сталі, рівчаків
Формула / Реферат:
1. Способ термической обработки ручьев валков для прокатки арматурной стали периодического профиля, включающий последовательный со смещением по поверхности изделия нагрев под закалку плазменной дугой при раздельной подаче плазмообразующего и защитного газов, отличающийся тем, что перед нагревом поперечные канавки для формирования поперечного профиля и участки ручьев валка, прилегающие к кромкам канавок, покрывают электроизоляционным...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Реньга Вадим Романович, Ханонкін Олександр Аркадійович, Чигріна Марія Петрівна, Овчаренко Володимир Михайлович, Кременчуцька Маргарита Костянтинівна
МПК: B21C 1/00
Мітки: періодичного, спосіб, дроту, профілю, виготовлення
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Арматурний стержень періодичного профілю

Номер патенту: 37375
Опубліковано: 15.05.2001
Автори: Большаков Володимир Іванович, Гаркаві Наум Якович, Буравльов Ігор Борисович, Добров Ігор В'ячеславович, Пінашина Валентина Олександрівна, Коковіхін Юрій Іванович
МПК: E04C 5/01
Мітки: стержень, періодичного, арматурний, профілю
Формула / Реферат:
Арматурний стержень періодичного профілю, який має на бічній поверхні поздовжньо розташовані ряди виступів і вм'ятин, які чергуються, та поздовжні ряди неоребреної циліндричної поверхні, який відрізняється тим, що торцевий переріз вм'ятин являє собою квадрат з округленими вершинами, вписаний у коло діаметром по виступах, із стороною, що дорівнює 0,78-0,9 діаметра виступа, при цьому відстань між виступами або вм'ятинами С визначається...
Арматурний стрижень періодичного профілю та спосіб його прокатування
Номер патенту: 51834
Опубліковано: 16.12.2002
Автори: Макаров Костянтин Григорович, Сівак Едуард Володимирович, Ноговіцин Олексій Володимирович, Омесь Микола Михайлович, Лохматов Олександр Павлович, Жучков Сергій Михайлович, Любимов Іван Михайлович, Шеремет Володимир Олександрович, Кулаков Леонід Васильович, Кекух Анатолій Володимирович
Мітки: періодичного, профілю, прокатування, арматурний, стрижень, спосіб
Формула / Реферат:
1. Арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецеїдальні виступи, виконані по багатозахідній гвинтовій лінії, утворені нерівнобічною трапецією з нерівними кутами нахилу її бічних граней, причому твірна вершини виступів у їхньому поперечному перерізі є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями, який відрізняється тим, що співвідношення кутів нахилу...
Спосіб з’єднання арматурних стержнів періодичного профілю та пристрій для його реалізації

Номер патенту: 63168
Опубліковано: 15.01.2004
Автори: Іваницький Ярослав Лаврентійович, Лучко Йосип Йосипович, Штаюра Степан Теодорович, Ігнатишин Микола Іванович
МПК: E04C 5/01
Мітки: стержнів, профілю, періодичного, з'єднання, спосіб, пристрій, арматурних, реалізації
Формула / Реферат:
1. Спосіб з'єднання арматурних стержнів періодичного профілю, в якому арматурні стержні орієнтують відносно гільзи, фіксують та обтискують, який відрізняється тим, що арматурні стержні додатково орієнтують до збігання іх профілів з профілем обтискного елемента, після чого фіксують, а обтискують спочатку до заповнення міжреберного простору арматурних стержнів матеріалом гільзи, а потім дотискують до вирівнювання напружено-деформованого стану...
Попередній патент: Спосіб конверсії легких вуглеводнів за допомогою електрики та пристрій для його здійснення
Наступний патент: Спосіб одержання порошку карбіду вольфраму
Випадковий патент: Спосіб випробовування інсектицидної дії препаратів на грибних комариків