Арматурний стрижень періодичного профілю та спосіб його прокатування
Номер патенту: 51834
Опубліковано: 16.12.2002
Автори: Шеремет Володимир Олександрович, Любимов Іван Михайлович, Кулаков Леонід Васильович, Ноговіцин Олексій Володимирович, Жучков Сергій Михайлович, Лохматов Олександр Павлович, Макаров Костянтин Григорович, Кекух Анатолій Володимирович, Омесь Микола Михайлович, Сівак Едуард Володимирович
Формула / Реферат
1. Арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецеїдальні виступи, виконані по багатозахідній гвинтовій лінії, утворені нерівнобічною трапецією з нерівними кутами нахилу її бічних граней, причому твірна вершини виступів у їхньому поперечному перерізі є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями, який відрізняється тим, що співвідношення кутів нахилу бічних граней цих виступів виконано рівним 1,05-1,30.
2. Спосіб прокатування арматурного стрижня періодичного профілю, що включає деформацію початкової заготовки в системі витяжних калібрів сортового стана із формуванням стрижня періодичного профілю в калібрі валків чистової кліті, утвореному канавками з робочими поверхнями для формування сердечника і розташованих на його поверхні похилих трапецеїдальних виступів, утворених нерівнобічною трапецією з нерівними кутами нахилу її бічних граней, який відрізняється тим, що в процесі формування стрижня періодичного профілю в калібрі чистової кліті формування бічних граней трапецеїдальних виступів ведуть робочими поверхнями калібрів, кут нахилу яких збільшений на виході з кліті, відносно кута нахилу на вході в кліть, на величину, обумовлену співвідношенням кутів нахилу граней трапецеїдальних виступів, що дорівнює 1,05-1,30.
Текст
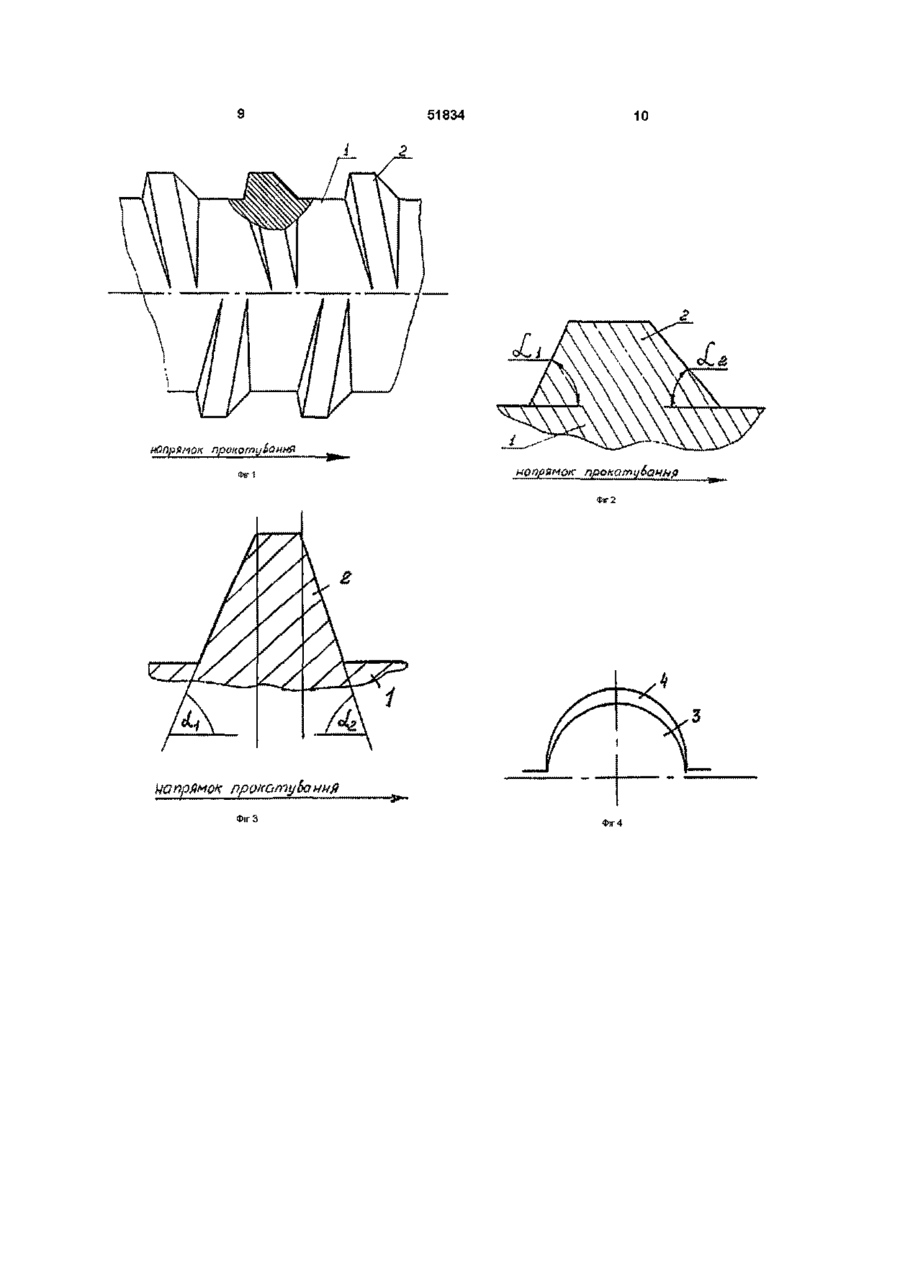
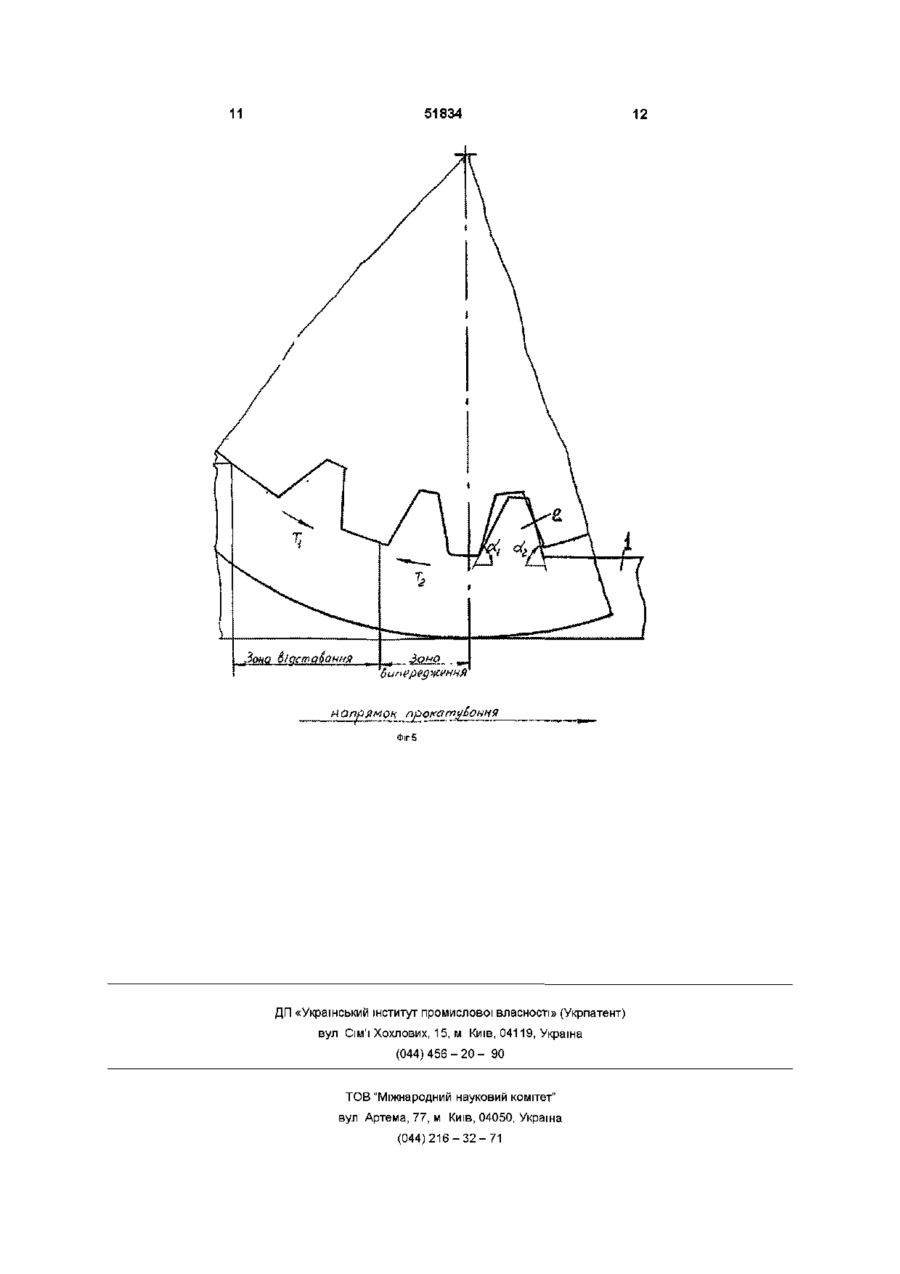
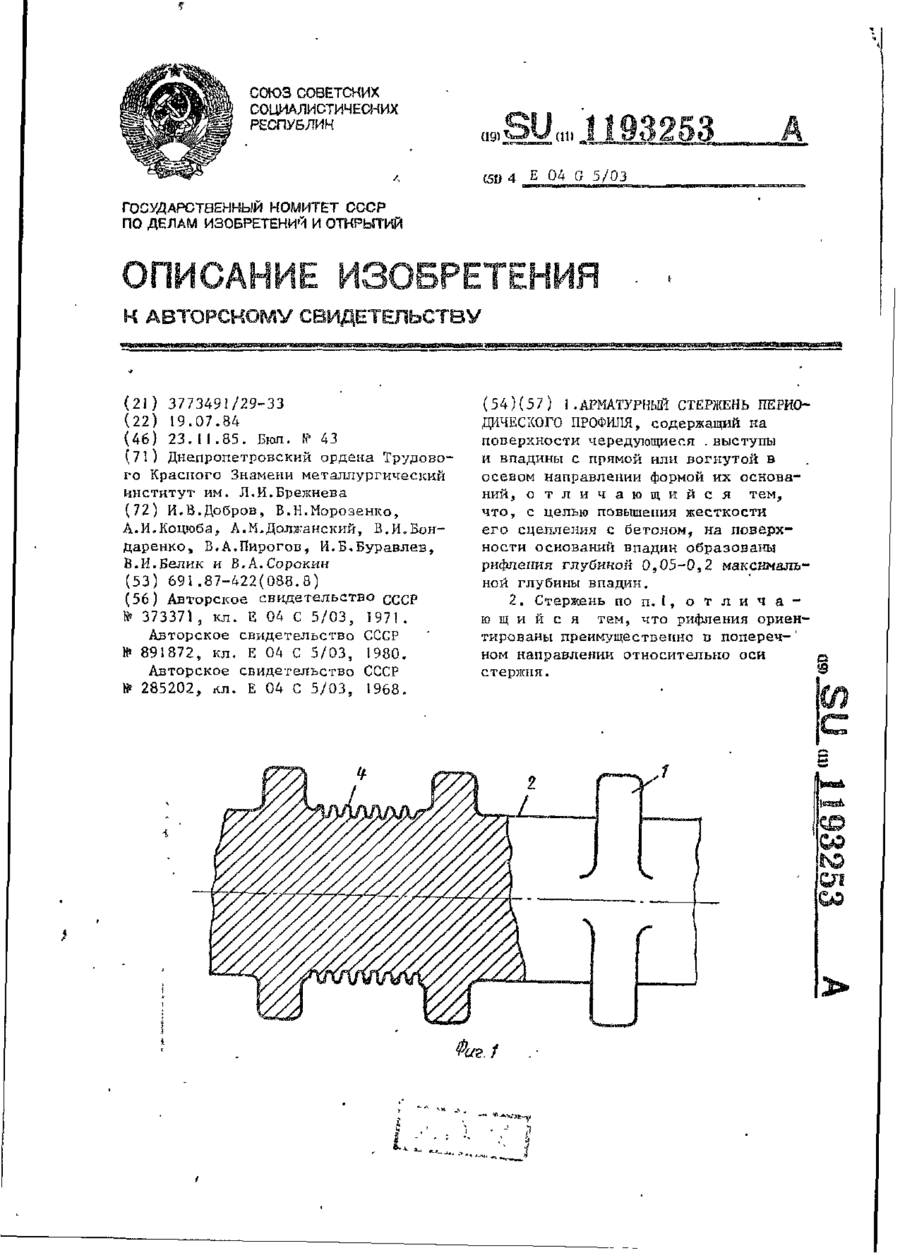
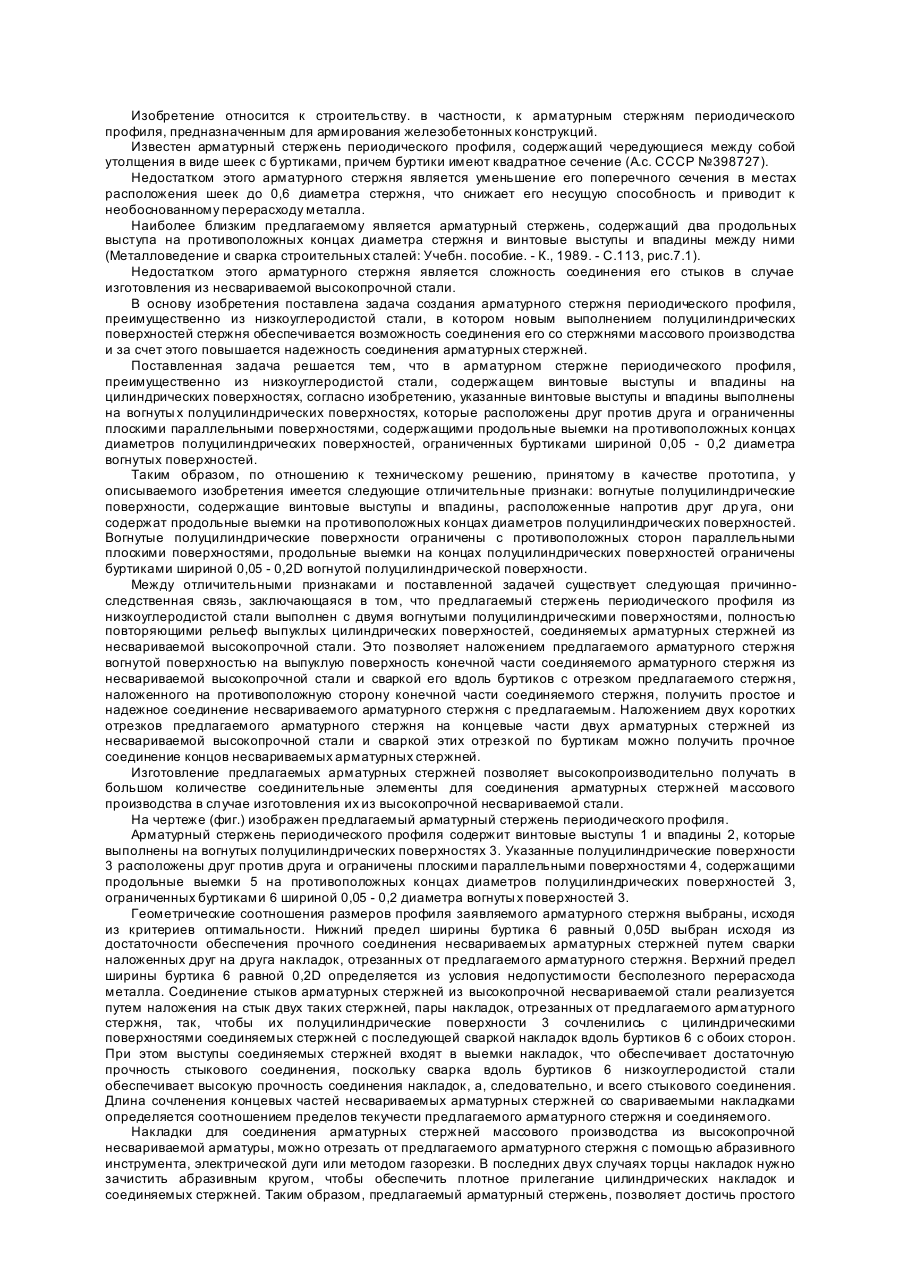
1 Арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецеїдальні виступи, виконані по багатозахідній гвинтовій лінії, утворені нерівнобічною трапецією з нерівними кутами нахилу и бічних граней, причому твірна вершини виступів у їхньому поперечному перерізі є меншою осно Винахід відноситься до прокатного виробництва, зокрема, до конструкцій арматурних стрижнів періодичних профілів для армування залізобетонних виробів, а також до способів прокатування цих профілів і може бути використаний на безперервних сортових прокатних станах ВІДОМІ арматурні стрижні періодичного профілю, що містять сердечник і розташовані на його поверхні похилі трапецоїдні виступи, які виконано по багатозаходній гвинтовій лінії, твірна вершини яких у їхньому поперечному перетині є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями Способи прокатування цих арматурних стрижнів включають деформацію початкової заготовки в системі витяжних калібрів сортового стану із формуванням стрижня періодичного профілю в калібрі валків чистової КЛІТІ, утвореному канавками з робочими поверхнями для формування сердечника і розташованих на його поверхні вою трапеції, а твірні бічних поверхонь - и бічними гранями, який відрізняється тим, що співвідношення кутів нахилу бічних граней цих виступів виконано рівним 1,05-1,30 2 Спосіб прокатування арматурного стрижня періодичного профілю, що включає деформацію початкової заготовки в системі витяжних калібрів сортового стана із формуванням стрижня періодичного профілю в калібрі валків чистової КЛІТІ, утвореному канавками з робочими поверхнями для формування сердечника і розташованих на його поверхні похилих трапецеїдальних виступів, утворених нерівнобічною трапецією з нерівними кутами нахилу и бічних граней, який відрізняється тим, що в процесі формування стрижня періодичного профілю в калібрі чистової КЛІТІ формування бічних граней трапецеїдальних виступів ведуть робочими поверхнями калібрів, кут нахилу яких збільшений на виході з КЛІТІ, ВІДНОСНО кута нахилу на вході в кліть, на величину, обумовлену співвідношенням кутів нахилу граней трапецеїдальних виступів, що дорівнює 1,05-1,30 похилих трапецоїдних виступів [1] Недоліком відомих арматурних стрижнів періодичного профілю і способів його прокатування являється зниження виходу придатного через невиконання (зменшення розміру по висоті) ПОХИЛИХ трапецоїдних виступів, розташованих на поверхні сердечника арматурного профілю У якості прототипу прийнято арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецоїдні виступи, виконані по багатозаходній гвинтовій лінії і утворені неравнобічною трапецією з нерівними кутами нахилу и бічних граней, причому твірна вершини виступів у їхньому поперечному перетині є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями Спосіб прокатування цього арматурного профілю включає деформацію початкової заготовки в системі витяжних калібрів сортового стану із формуванням О СО 00 Ю 51834 стрижня періодичного профілю в калібрі валків чистової КЛІТІ, утвореному канавками з робочими поверхнями для формування сердечника і розташованих на його поверхні похилих трапецоїдних виступів Причому в процесі формування стрижня періодичного профілю в калібрі валків чистової КЛІТІ формування бічних граней трапецоїдних виступів ведуть робочими поверхнями калібрів, кут нахилу, яких зменшений на виході з КЛІТІ ВІДНОСНО кута нахилу на вході в кліть [2] Недоліком прототипу є зниження виходу придатного при виробництві арматурного прокату через невиконання - "утягування" (зменшення розміру по висоті) ПОХИЛИХ трапецюїдних виступів, розташованих на поверхні сердечника Це обумовлено такими обставинами У процесі прокатування в зоні (осередку) деформації сили тертя, що забезпечують власне процес прокатування, мають різні напрямки Ці сили, з одного боку, забезпечують здійснення процесу, забезпечуючи втягування металу в осередок деформації, і без них процес прокатування неможливий 3 іншого боку, після заповнення металом осередку деформації, сили тертя перешкоджають виходові металу з нього Зона осередку деформації, у якій діють утягуючі сили тертя, називається зоною відставання Вона починається на вході в осередок деформації Зона, в який діють перешкоджаючі сили тертя, називається зоною випередження Вона закінчується на виході з осередку деформації У зоні відставання швидкість руху металу менше окружної швидкості обертання валків, а в зоні випередження - більше її У границях осередку деформації розташована межа цих зон, де сили тертя рівні нулю У процесі чистового формування арматурного стрижня періодичного профілю відомої конструкції сили тертя, що втягують і діють в зоні відставання осередку деформації, сприяють заповненню робочих порожнин калібру валків чистової КЛІТІ, ЩО формують похилі трапецоїдні виступи, розташовані на поверхні сердечника У даному випадку швидкість руху металу менше окружної швидкості обертання валків Це супроводжується інтенсивним утягуванням поверхневих шарів металу в осередок деформації, що сприяє заповненню робочих порожнин калібру валків чистової КЛІТІ, ЩО формують похилі трапецоїдні виступи У зоні випередження швидкість руху металу більше окружної швидкості обертання валків Сили тертя у цьому випадку діють проти ходу прокатування і стримують утягування (зменшення розміру по висоті) похилих трапецоїдних виступів Проте, особливості прокатування арматурного стрижня періодичного профілю відомої конструкції, коли бічні грані похилих трапецооїдних виступів на виході з КЛІТІ мають менший кут нахилу відносно кута нахилу бічних граней на вході в кліть, сприяють тому, що сили тертя не компенсують утягування похилих трапецоїдних виступів Указана обставина являється передумовою зниження виходу придатного при виробництві арматурного прокату через невиконання похилих трапецоїдних виступів, розташованих на поверхні сердечника Особливо важливим є те, що відома конструкція профілю і спосіб його прокатування створюють передумови утягування висоти похилих виступів на завершальній стадії формування арматурного профілю - на виході з осередку деформації в зоні випередження Таким чином, у ВІДОМІЙ конструкції профілю і способі його прокатування ефект приросту висоти похилих виступів, досягнутий на початковій стадії формування арматурного профілю в зоні відставання, нівелюється в зоні випередження Тому що зменшення кута нахилу робочих поверхонь калібрів валків чистової КЛІТІ, ЩО формують бічні грані трапецоїдних виступів, в зоні випередження, як це запропоновано у відомому технічному рішенні, прийнятому в якості прототипу, сприяє зменшенню підпора, утвореного силами тертя в цій зоні, що призводить до невиконання висоти похилих виступів на завершальній стадії формування арматурного профілю Задача, вирішувана винаходом, складається із розроблення конструкції арматурного стрижня періодичного профілю і способу його прокатування з урахуванням особливостей розподілу і спрямованості сил тертя у зонах відставання і випередження осередку деформації чистової робочої КЛІТІ в процесі прокатування, що забезпечує збільшення виходу придатного при виробництві арматурного прокату без зниження його експлуатаційних характеристик Технічний результат, що досягається при використанні винаходу, полягає в забезпеченні заданої висоти похилих трапецоїдних виступів шляхом оптимізаци конструкції профілю та способу його прокатування Це дозволяє компенсувати зменшення висоти похилих трапецоїдних виступів за рахунок виконання кутів нахилу бічних граней похилих трапецоїдних виступів із заданим співвідношенням В сполученні з дією сил тертя, які втягують і перешкоджають, ВІДПОВІДНО, у зонах відставання і випередження осередку деформації, це забезпечується також ВІДПОВІДНОЮ орієнтацією кутів нахилу бічних граней виступів у процесі прокатування Задане співвідношення кутів нахилу бічних граней трапецоїдних вістунів та відповідна орієнтація означених кутів сукупно і забезпечує рішення поставленої задачі Рішення поставленої задачі забезпечується тим, що в арматурному стрижні періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецоїдні виступи, виконані по багатозаходній гвинтовій лінії і утворені нерівнобічною трапецією з нерівними кутами нахилу и бічних граней згідно винаходу співвідношення кутів нахилу цих граней, рівним 1,05-1,30, причому твірна вершини виступів у їхньому поперечному перетині є меншою основою трапеції, а твірні бічних поверхонь - и бічними гранями, а також тим, що в способі прокатування цього арматурного стрижня періодичного профілю, що включає деформацію початкової заготовки в системі витяжних калібрів сортового стану із формуванням стрижня періодичного профілю в калібрі валків чистовой КЛІТІ, утвореному канавками з робочими поверхнями для формування сердечника і розташованих на його поверхні похилих трапецоїдних виступів, утворених нерівнобічною трапецією з нерівними 51834 кутами нахилу и бічних граней із співвідношенням кутів нахилу цих граней, рівним 1,05-1,30, причому у процесі прокатувашія стрижня періодичного профілю в калібрі валків чистовой КЛІТІ формування бічних граней трапецоїдних виступів ведуть робочими поверхнями калібрів, кут нахилу яких збільшено на виході з КЛІТІ ВІДНОСНО кута нахилу на вході в кліть на величину, обумовлену співвдношенням кутів нахилу граней трапецоїдних виступів Порівняння з прототипом показує, що арматурний стрижень періодичного профілю, що заявляється, відрізняється тим, що співвідношення кутів нахилу бічних граней похилих трапецоїдних виступів на поверхні сердечника виконано рівним 1,051,30, а спосіб прокатування цього арматурного стрижня періодичного профілю, що заявляється, відрізняється тим, що в процесі формування стрижня періодичного профілю в калібрі валків чистовой КЛІТІ формування бічних граней трапецоїдних виступів ведуть робочими поверхнями калібрів, кут нахилу яких збільшено на виході з КЛІТІ ВІДНОСНО куту нахилу на вході в кліть на величину, обумовлену співвдношенням кутів нахилу лграней трапецоїдних виступів Отже, арматурний стрижень періодичного профілю та спосіб його прокатування, що заявляються, відповідають критерію "новизна" Порівняння з іншими технічними рішеннями в даній області техніки не дозволило виявити в них ознаки, що відрізняють рішення, що заявляються, від прототипу Отже, технічні рішення, що заявляються, мають винахідницький рівень Винахід пояснюється кресленням, де на фіг 1 схематично подана конструкція арматурного стрижня періодичного профілю, що виконано ВІДПОВІДНО до прототипу (вигляд збоку), на фіг 2 - перетин похилого виступу На фіг 3 - подано перетин похилого виступу арматурного стрижня періодичного профілю конструкції, що заявляється, на фіг 4 подана схема канавки валків для прокатування арматурного стрижня періодичного профілю конструкції, що заявляється, на фіг 5 - схема взаємодії валків і штаби в осередку деформації під час прокатування арматурного стрижня періодичного профілю конструкції, що заявляється Арматурний стрижень періодичного профілю містить сердечник 1 із розташованими на його поверхні похилими трапецоїдними виступами 2, що виконані по багатозаходній гвинтовій лінії Твірна вершини похилих трапецоїдних виступів 2 у їхньому поперечному перетині є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями (фіг 2,3) Похилі трапецоїдні виступи 2 на поверхні сердечника 1 утворені нерівнобічною трапецією (фігЗ) із нерівними кутами нахилу и бічних граней он і аг (фігЗ) При цьому співвідношення кутів нахилу бічних граней он і a-z нерівнобічної трапеції виконано рівним 1,05-1,30, тобто a-z он=1,05 1,30 Спосіб прокатування арматурного стрижня періодичного профілю конструкції, що заявляється, здійснюється таким чином Початкову штабу деформують у системі витяжних калібрів сортового стана У калібрі валків чистової кліті стана формують стрижень періодичного профілю Калібр валків чистовой КЛІТІ (фіг 4) утворено канавками з робочими поверхнями 3,4, ВІДПОВІДНО, для формування сердечника 1 і розташованих на його поверхні похилих трапецоїдних виступів 2 У процесі формування стрижня періодичного профілю в калібрі валків чистової КЛІТІ формування бічних граней трапецоїдних виступів ведуть робочими поверхнями калібрів, кут нахилу яких збільшено на виході з КЛІТІ ВІДНОСНО кута нахилу на вході в кліть на величину, обумовлену співвдношенням кутів нахилу цих робочих поверхонь Таким чином, кут нахилу ос2 бічних граней трапецоїдних виступів на виході з чистовой КЛІТІ складає 1,05-1,30 кута їхнього нахилу ои на вході в кліть З аналізу схеми взаємодії валків і штаби в осередку деформації при прокатуванні арматурного стрижня періодичного профілю конструкції, що заявляється (фіг 5), можна зробити наступні висновки У процесі чистового формування арматурного стрижня періодичного профілю конструкції, що заявляється, сили тертя Ті що втягують і діють у зоні відставання осередку деформації, сприяють заповненню робочих поверхонь калібру валків чистовой КЛІТІ При цьому відбувається інтенсивне втягування поверхневих шарів металу в осередок деформації, що супроводжується заповненням робочих порожнин калібру валків чистовой КЛІТІ (фіг 4), у тому числі западин 4, що формують похилі трапецоїдні виступи 2 Зменшене значення кута он на вході в чистову кліть відносно кута a-z на виході з КЛІТІ сприяє процесу заповнення металом робочих порожнин калібру валків, що формують похилі трапецоїдні виступи У зоні випередження осередку деформації (фіг 5) контактні сили тертя І2 змінюють свій напрямок на протилежний У цій зоні вони направлені проти ходу прокатування і перешкоджають виходові металу з осередку деформації Це супроводжується стримуванням витікання металу з западин канавок калібру, що формують похилі трапецоїдні виступи, а це попереджає зменшення розміру по висоті (утягування) похилих трапецоїдних виступів Цьому ще більш сприяє та обставина, що кут нахилу a-z робочих поверхонь калібру валків, що формують похилі трапецоїдні виступи на виході з КЛІТІ, більше кута нахилу а\ ВІДПОВІДНИХ поверхонь на вході в чистову кліть В даному випадку більш крутий підйом поверхні, що формує похилі трапецоїдні виступи на виході з КЛІТІ, збільшує підпор, створюваний перешкоджаючими силами тертя в зоні випередження Особливості арматурного стрижня періодичного профілю відомої конструкції і засобу його прокатування, що складаються у певній орієнтації бічних граней похилих виступів у процесі чистового формування профілю, приводять до того, що сили тертя у зоні випередження осередку деформації не компенсують утягування похилих трапецоїдних виступів і не забезпечують збереження їхнього розміру по висоті При цьому особливо важливим є та обставина, що утягування виступів у профілі відомої конструкції відбувається на завершальній стадії його формування в зоні випередження осередку деформації Зазначена обставина є передумовою до зниження виходу придатного при виробництві арматурного прокату через неви 51834 конання похилих трапецоїдних виступів, розташованих на поверхні сердечника Діапазон співвідношення кутів нахилу робочих поверхонь калібру валків, що формують похилі трапецоїдні виступи, на вході в осередок деформації,і виході з нього аг ои=1,05 1,30 встановлено експериментальним і аналітичним шляхом При виконанні цього співвідношення забезпечується рішення поставленої задачі - збільшення виходу придатного при виробництві арматурного прокату без зниження його експлуатаційних характеристик Якщо відношення аг он буде менше 1,05, то перешкоджаючі сили тертя в зоні випередження не компенсують утягування похилих трапецоїдних виступів - не забезпечують зберігання їхнього розміру по висоті, що призведе до зниження виходу придатного при виробництві арматурного прокату Якщо відношення аг он буде більше 1,30, можуть знизитися експлуатаційні характеристики арматурного стрижня періодичного профілю, тому що в цьому випадку надмірне збільшення кута нахилу однієї з бічних поверхонь похилих трапецоїдних виступів призведе до зниження зчеплення арматури з бетоном Аналіз показав, що якнайбільший ефект від реалізації винаходу, що заявляється, досягається при виконанні на вході в осередок деформації кута нахилу он робочої поверхні калібру валків, що формують похилі трапецоїдні виступи, ВІДПОВІДНО ДО ДСТУ 3760-98 при обов'язковому виконанні умови по дотриманню діапазону співвідношення кутів нахилу робочих поверхонь калібру валків, що формують похилі трапецоїдні виступи, на вході в осередок деформації і виході з нього a-z он=1,05 1,30 У цьому випадку кут нахилу робочої поверхні калібру валків, що формує похилі трапецоїдні виступи, на вході в осередок деформації виконують рівним он=45° Кут нахилу робочої поверхні калібру валків, що формує похилі трапецоїдні виступи, на виході з осередку деформації при цьому виконують рівним сі2=47-58о Якщо кут нахилу робочої поверхні калібру валків, що формує похилі трапецоїдні виступи, на виході з осередку деформації буде а258° може додатково призвести до зминання вершин виступів при виході арматурного профілю з калібру валків чистової КЛІТІ, ЩО також призведе до їхнього невиконання Експериментальне й аналітичне встановлено, що у випадку виконання співвідношення кутів аг ои, що заявляється, забезпечується задана висота похилих трапецоїдних виступів за рахунок оптимізацм конструкції профілю і способу його прокатування, що дозволяє компенсувати зменшення висоти похилих трапецоїдних виступів шляхом нерівності кутів нахилу бічних граней трапеції, які є твірними бічних граней похилих трапецоїдних виступів, що в сполученні з дією сил тертя, що втягують і перешкоджають, ВІДПОВІДНО, у зоні відставання і випередження осередку деформації, сприяє виходу придатного при виробництві арматурного прокату Аналітично встановлено, що в цьому випадку забезпечується надійне зчеплення арматурного стрижня періодичного профілю з бетоном, що зберігає експлуатаційні характеристики арматурного стрижня періодичного профілю, що заявляється Таким чином, використання запропонованого технічного рішення - арматурного стрижня періодичного профілю, що цілком відповідає вимогам ДСТУ 3760-98, і способу його прокатування, заснованого на особливостях взаємодії сил тертя, що втягують і перешкоджають в зоні відставання і випередження осередку деформації, - забезпечує збільшення виходу придатного прокату за рахунок виконання в процесі прокатування геометричних параметрів прокату, зокрема - висоти похилих трапецоїдних виступів Використання винаходу, що заявляється, на сортових станах, які прокатують арматурні профілі, наприклад, на дрібносортних станах 250 меткомбинату "Криворізьсталь", дозволяє збільшити вихід придатного при виробництві арматурного прокату, що відповідає вимогам вітчизняного і зарубіжних стандартів, без зниження експлуатаційних характеристик арматурних періодичних профілів 51834 10 г прокатуваний Фіг З Фіг 4 11 51834 Зоно йідстаьаиня „_ isas. напрямок про Фіг 5 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
Назва патенту англійськоюArmature rod of periodic profile and method for rolling it
Автори англійськоюMakarov Kostiantyn Hryhorovych, Zhuchkov Serhii Mykhailovych, Sheremet Volodymyr Oleksandrovych, Omes' Mykola Mykhailovych, Liubimov Ivan Mykhailovych, Kekukh Anatolii Volodymyrovych, Kulakov Leonid Vasyliovych, Lokhmatov Oleksandr Pavlovych
Назва патенту російськоюАрматурный стержень периодического профиля и способ его прокатки
Автори російськоюМакаров Константин Григорьевич, Жучков Сергей Михайлович, Шеремет Владимир Александрович, Омесь Никорлай Михайлович, Любимов Иван Михайлович, Кэкух Анатолий Владимирович, Кулаков Леонид Васильевич, Лохматов Александр Павлович
МПК / Мітки
Мітки: спосіб, арматурний, стрижень, періодичного, профілю, прокатування
Код посилання
<a href="https://ua.patents.su/6-51834-armaturnijj-strizhen-periodichnogo-profilyu-ta-sposib-jjogo-prokatuvannya.html" target="_blank" rel="follow" title="База патентів України">Арматурний стрижень періодичного профілю та спосіб його прокатування</a>
Арматурний стержень періодичного профілю

Номер патенту: 37375
Опубліковано: 15.05.2001
Автори: Гаркаві Наум Якович, Буравльов Ігор Борисович, Большаков Володимир Іванович, Пінашина Валентина Олександрівна, Коковіхін Юрій Іванович, Добров Ігор В'ячеславович
МПК: E04C 5/01
Мітки: періодичного, профілю, стержень, арматурний
Формула / Реферат:
Арматурний стержень періодичного профілю, який має на бічній поверхні поздовжньо розташовані ряди виступів і вм'ятин, які чергуються, та поздовжні ряди неоребреної циліндричної поверхні, який відрізняється тим, що торцевий переріз вм'ятин являє собою квадрат з округленими вершинами, вписаний у коло діаметром по виступах, із стороною, що дорівнює 0,78-0,9 діаметра виступа, при цьому відстань між виступами або вм'ятинами С визначається...
Арматурний стержень періодичного профілю
Номер патенту: 743
Опубліковано: 15.12.1993
Автори: Морозенко Вадим Ничіпорович, Должанський Анатолій Михайлович, Пірогов Віталій Олександрович, Буравльов Ігор Борисович, Белик Володимир Іванович, Сорокін Володимир Анатолійович, Коцюба Олександр Іванович, Добров Ігор В'ячеславович, Бондаренко Валерій Іванович
МПК: E04C 5/01
Мітки: арматурний, періодичного, профілю, стержень
Формула / Реферат:
(57) 1. АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ, содержащий на поверхности чередующиеся выступы и впадины с прямой или вогнутой в осевом направлении формой их оснований, отличающийся тем, что, с целью повышения жесткости его сцепления с бетоном, на поверхности оснований впадин образованы рифления глубиной 0,05-0,2 максимальной глубины впадин.2. Стержень по п.1, отличающийся тем, что рифления ориентированы преимущественно в...
Арматурний стержень періодичного профілю, переважно з маловуглецевої сталі
Номер патенту: 17305
Опубліковано: 01.04.1997
Автори: Швець Микола Антонович, Большаков Володимир Іванович, Воробйова Ольга Геннадіївна, Воробйов Геннадій Михайлович, Мухіна Людмила Володимирівна
МПК: E04C 5/01
Мітки: маловуглецевої, переважно, арматурний, сталі, стержень, профілю, періодичного
Формула / Реферат:
Арматурный стержень периодического профиля, преимущественно из низкоуглеродистой стали, содержащий винтовые выступы и впадины на цилиндрических поверхностях, отличающийся тем, что указанные винтовые выступы и впадины выполнены на вогнутых полуцилиндрических поверхностях, которые расположены друг против друга и ограничены плоскими параллельными поверхностями, содержащими продольные выемки на противоположных концах диаметров полуцилиндрических...
Арматурний стержень періодичного профілю

Номер патенту: 3202
Опубліковано: 26.12.1994
Автори: Ксаверчук Леонід Петрович, Гончар Володимир Павлович, Крупнік Леонід Ісаакович, Зосименко Валерій Дмитрович, Крупник Ісаак Абрамович, Енвальд Анатолій Васильович, Сапригін Хразален Михайлович, Гавриленко Євген Дмитрович
МПК: E04C 5/01
Мітки: стержень, профілю, періодичного, арматурний
Формула / Реферат:
1. Арматурный стержень периодического профиля, содержащий на поверхности цилиндрического тела винтовые многозаходные серповидные ребра, отличающийся тем, что угол наклона серподвидных ребер к оси стержня выбран в пределахгде коэффициент охвата тела стержня серподвидными ребрамиbcp - средняя ширина серповидного ребра по его высоте и протяженности вдоль оси стержня,hcp - средняя высота серповидного ребра по его...
Арматурний стержень періодичного профілю
Номер патенту: 20458
Опубліковано: 15.07.1997
Автори: Воробйов Геннадій Михайлович, Большаков Володимир Іванович, Івченко Євген Олександрович, Воробйова Ольга Геннадіївна, Мухіна Людмила Володимирівна
МПК: E04C 5/01
Мітки: стержень, арматурний, профілю, періодичного
Формула / Реферат:
Арматурный стержень периодического профиля, выполненный с двухсторонними вмятинами, отличающийся тем, что вмятины протяженностью 0,5... 1,5 диаметра стержня выполнены плоскопараллсльными на двух диаметрально противоположных сторонах стержня напротив друг друга с шагом, равным 2,0... 10,0 диаметра стержня, при этом каждая вмятина имеет глубину залегания, составляющую 0,10...0,25 диаметра стержня.
Попередній патент: Спосіб функціонального лікування остеохондропатії голівки стегнової кістки у дітей
Наступний патент: Фільтрувальна тканина
Випадковий патент: Спосіб добування біс(беtа-етиленіміноетил) оксаміду