Каталізатор для дегідрування етилбензолу в стирол
Формула / Реферат
1. Катализатор для дегидрирования этилбензола в стирол в виде гранулы, имеющей определенную цилиндрическую или многогранную форму, снабженный одним либо более сквозными отверстиями, включающий в качестве активных компонентов оксид железа и промоторы, выбираемые из числа оксидов щелочных и щелочноземельных металлов, оксидов ряда лантаноидов и оксидов хрома, вольфрама и молибдена, отличающийся тем, что он имеет пористость в пределах 0,15-0,35 см3/г, и тем, что на кривой распределения радиусов пор свыше 50% пор имеют радиус более 600 ![]() и менее 1800
и менее 1800 ![]() , а также тем, что не имеет макропор с радиусом, превышающим 50000
, а также тем, что не имеет макропор с радиусом, превышающим 50000 ![]() .
.
2. Катализатор по п. 1, отличающийся тем, что он имеет форму цилиндрической гранулы с одним либо более сквозными отверстиями, параллельными друг другу и оси гранулы.
3. Катализатор по п. 1, отличающийся тем, что он имеет форму многогранной гранулы, грани которой соосны сквозным отверстиям.
4. Катализатор по п. 3, отличающийся тем, что он снабжен тремя отверстиями, у которых соотношение между шагом отверстий и диаметром упомянутых отверстий составляет от 1,15 до 1,5, и соотношение между высотой гранулы и шагом отверстий составляет от 1,5 до 2,5.
5. Катализатор по любому из пп. 1-4, отличающийся тем, что он способен без разрушения выдержать приложенную к нему в направлении оси отверстий распределенную по поперечному сечению гранулы нагрузку, превышающую 15 Н.
6. Катализатор по п. 5, отличающийся тем, что выдерживаемая нагрузка составляет от 20 до 80 Н.
Текст
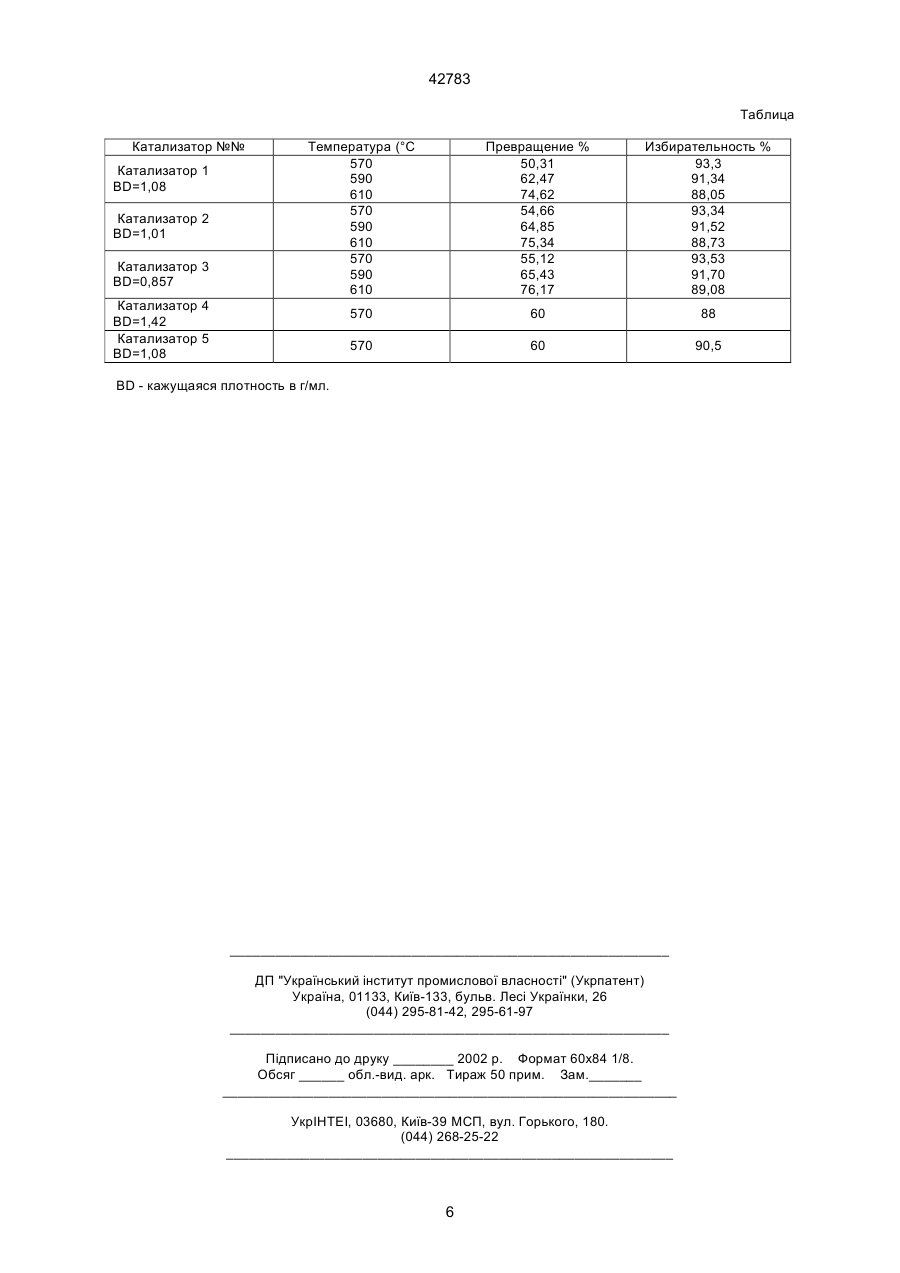
1. Катализатор для дегидрирования этилбензола в стирол в виде гранулы, имеющей определенную цилиндрическую или многогранную форму, снабженный одним либо более сквозными отверстиями, включающий в качестве активных компонентов оксид железа и промоторы, выбираемые из числа оксидов щелочных и щелочноземельных металлов, оксидов ряда лантаноидов и оксидов хрома, вольфрама и молибдена, отличающийся тем, что он имеет пористость в пределах 0,150,35 см3/г, и тем, что на кривой распределения радиусов пор свыше 50% пор имеют радиус более 42783 (и, следовательно, со снижением перепада давления в слое катализатора). Кроме того, реакция дегидрирования проводится в присутствии пара для снижения парциального давления стирола для смещения равновесия в сторону образования стирола. Для решения упомянутой проблемы были приняты две модификации в отношении формы: 1) увеличили диаметр гранулы (до 5 мм), не меняя ее длину. Это решило проблему лишь в незначительной степени, поскольку удалось добиться снижения перепада давления вследствие снижения объемной плотности (и, следовательно, благодаря увеличению доли свободного объема), но одновременно с этим сократилась геометрическая поверхность, подверженная катализу. Следствием двух этих противоположных воздействий явилось снижение производительности; 2) ввели трех- или пятигранную геометрическую форму. В этом случае добились незначительного улучшения. Следует, однако, иметь в виду, что недостатком гранулированной формы является более легкое образование порошка, поскольку грани являются более слабыми точками разрушения по сравнению со сплошной цилиндрической формой. В промышленных условиях процессом, используемым для формирования катализатора, является экструзионное формирование. Следует заметить, однако, что этот технологически простой процесс имеет весьма существенное ограничение, в частности, он не позволяет получать сложные геометрические формы, в частности, полые формы. Что касается состава, к числу катализаторов для дегидрирования этилбензола в стирол относятся оксид железа, оксиды щелочных либо щелочноземельных металлов и другие оксиды, выбираемые из числа оксидов церия, молибдена, вольфрама и хрома. Срок службы катализаторов может быть увеличен добавлением оксида хрома, используемого в качестве стабилизатора. В патенте США № 3360597 раскрываются катализаторы, содержащие 0,5-5% Сг2О3, а также 80-90% Fе2О3 и 9-18% К2СО3. К.атализатор получают посредством процесса, включающего смешивание оксида хрома, карбоната калия и смеси карбоната железа (II), гидроксида железа (II) и гидроксида железа (III) с водой для получения пасты, из которой посредством экструдирования, сушки и кальцинирования получают катализатор в форме цилиндрических гранул. В патенте США № 5023225 (1991, B01J23/10) раскрыт катализатор для дегидрирования этилбензола в стирол в виде гранулы, имеющей определенную цилиндрическую или многогранную форму, снабженный одним либо более сквозным отверстием, основу которого составляют оксид железа, оксиды щелочных либо щелочноземельных металлов, а также оксид церия, молибдена либо вольфрама, отличающийся тем, что смесь карбоната железа (II), гидроксида железа (II) и гидроксида железа (III) смешивается с небольшим количеством оксида хрома перед прессованием катализатора. Процесс прессования отличается тем, что смесь карбоната железа (II), гидроксида железа (II) и гидроксида железа (III), смешанная с оксидом хрома, нагревают до 500-1000°С для превращения в красный железо-окисный пигмент перед смешиванием компонентов в виде влажной пасты. Прессование осуществляется посредством экструзии. Катализаторы дегидрирования, согласно настоящему изобретению, имеют полую геометрическую форму (с одним или более сквозным отверстием), получаемую прямым прессованием (таблетированием) посредством способа, в котором используемая смазка не диспергируется в объеме формуемого порошка (объемное смазывание), а наносится на стенки и плунжеры пресс-формы (наружное смазывание). Образующиеся катализаторы имеют, по сравнению с катализаторами, получаемыми объемным смазыванием, более высокую пористость, более плотное распределение радиуса пор и пониженную макропористость. Пористость, как правило, достигает 0,15-0,35 см3/г (определяется поглощением ртути). Площадь поверхности достигает, как правило, от 1 до 6 м2/г (определяется методом Браунауэра-Эммета-Геллера). Кривая распределения пор не включает макропор со средним радиусом более 50000 Å. Средний радиус более 50% пор превышал 600 Å. В более предпочтительном варианте средний радиус составляет 8001800 Å. Катализаторы, далее, имеют постоянные значения размеров. Процессы прессования с использованием внутреннего смазывания не могут обеспечить постоянства размеров вследствие образования значительных микротрещин на части либо на всех частицах катализатора, которые подвергаются хрупкому разрушению и, в последующем, деформации. По причине упомянутых деформаций процесс прямого прессования с использованием объемного смазывания никогда не применяли в промышленной практике для изготовления полых гранулированных катализаторов. Кроме того, установили, что катализаторы, соответствующие настоящему изобретению, отличаются механическими свойствами, в частности, пределом прочности на разрушение в осевом направлении (в направлении оси отверстий), значительно превосходящими свойства соответствующих катализаторов, полученных объемным смазыванием. Катализатор способен без разрушения выдержать приложенную к нему в направлении оси отверстий распределенную по поперечному сечению гранулы нагрузку, превышающую 15 Н, в предпочтительном варианте - от 20 до 80 Н/частицу. Высоким также является показатель сопротивления истиранию. Процентное содержание порошка, как правило, составляет менее 3%. Сопротивление истиранию у катализаторов, полученных экструзией, достигает, как правило, от 4 до 8% по массе. Катализаторы, соответствующие настоящему изобретению, вследствие того, что они полые, позволяют добиваться более высокой степени превращения, при одинаковом весе, по сравнению со сплошными (цельными) катализаторами. 2 42783 Далее, больший объем пор у этих катализаторов позволяет работать, при равном расходе, при более низком рабочем давлении, по сравнению с необходимым при использовании цельных катализаторов. Больший объем пор позволяет работать с более высокими соотношениями пар/этилбензол, чем практикуемые в случае цельных катализаторов, следствием чего является повышенное превращение при одинаковом рабочем давлении. Весовое соотношение пар/этилбензол, используемое в случае катализаторов, соответствующих настоящему изобретению, превышает 1,5 и может достигать 2,5 и более. Наличие отверстий позволяет работать со стенками меньшей толщины, чем в случае цельных катализаторов, и, следовательно, лучше использовать каталитическую массу. Минимальная толщина стенки, достигаемая с этими катализаторами, составляет от 0,6 до 0,8 мм. При одинаковом весе каталитическая масса, которая может быть использована с катализаторами, соответствующими настоящему изобретению, как минимум, в 1,5 раза превышает массу цельных катализаторов, имеющих минимальный диаметр 3 мм, что совместимо с механическими характеристиками для практического применения. Перепад давления, наблюдаемый в случае трехгранных катализаторов, соответствующих настоящему изобретению, как минимум, в 1,3 раза ниже соответствующего показателя у цельных катализаторов при равной подвергаемой воздействию геометрической поверхности. К числу смазок, которые могут использоваться при получении катализаторов в соответствии с настоящим изобретением, относятся твердые вещества и жидкости, способные снижать коэффициент трения между таблетируемым порошком и частями таблетировочной машины, контактирующими с указанным порошком. Примерами подходящих смазок являются стеариновая кислота и пальмитиновая кислота; щелочные и щелочноземельные соли этих кислот, например, стеарат магния и калия; углеродная сажа, тальк, моно- и триглицериды, например, моностеарат глицерина и моноолеат глицерина, парафиновое масло и перфторполиэфиры. Жидкие смазки могут использоваться в виде растворов либо дисперсных систем в диспергаторах. Количество жидкой смазки составляет, как правило, от 0,025 до 25 мг/гранулу. Твердые смазки могут наноситься путем опудривания пресс-формы и плунжеров, т. е. покрытием их тонким слоем смазывающего порошка, непрерывно подводимого потоком воздуха либо иного газа для достижения оптимального диспергирования твердого вещества. Пресс-форма и плунжеры могут быть изготовлены либо покрыты самосмазывающимися материалами, например, политетрафторэтиленом либо керамическими материалом. Это позволяет избежать либо сократить применение смазки. Катализаторы в соответствии с изобретением имеют, в предпочтительном варианте, полую цилиндрическую или многогранную форму с одним либо более сквозным отверстием. В случае ката лизаторов с двумя или более сквозными отверстиями, оси последних в существенной степени взаимопараллельны и параллельны оси гранулы, а также в существенной степени взаимно равноудалены. Сквозные отверстия, в предпочтительном варианте, имеют круглое поперечное сечение. В случае катализаторов с тремя сквозными отверстиями, их оси образуют, относительно поперечного сечения частицы, углы в существенной степени равностороннего треугольника; указанные углы ориентированы в направлении точек, в которых поперечное сечение контактирует с описанной окружностью. Грани, в предпочтительном варианте, цилиндрические и круглые, идентичны друг другу и соосны сквозным отверстиям. Гранулы могут также иметь в существенной степени треугольное поперечное сечение со скругленными углами. Соотношение между шагом отверстий (т. е. расстояние между их соответствующими осями) и диаметром упомянутых отверстий составляет, в предпочтительном варианте, от 1,15 до 1,5, а в более предпочтительном варианте, от 1,3 до 1,4. Соотношение между высотой частицы и шагом отверстий составляет, в предпочтительном варианте, от 1,5 до 2,5, а в более предпочтительном варианте, от 1,7 до 2,3. В случае катализаторов круглого поперечного сечения, соотношение между радиусом кривизны каждой грани и шагом отверстий составляет, в предпочтительном варианте, от 0,6 до 0,9, а в более предпочтительном варианте, от 0,7 до 0,8. Соотношение между радиусом кривизны граней и радиусом сквозных отверстий составляет, в предпочтительном варианте, от 1,3 до 2,7, а в более предпочтительном варианте, от 1,8 до 2,10. Соотношение между радиусом окружности, описанной вокруг поперечного сечения, и радиусом кривизны круглых граней составляет, в предпочтительном варианте, от 1,6 до 2, а в более предпочтительном варианте, от 1,7 до 1,85. Отношение поверхности к объему каждой гранулы у многогранного варианта составляет, в предпочтительном варианте, более 2, а в наиболее предпочтительном варианте, более 2,2. В случае катализаторов треугольного поперечного сечения, соотношение между радиусом кривизны каждого скругленного угла и шагом отверстий составляет, в предпочтительном варианте, от 0,6 до 0,9, а в более предпочтительном варианте, от 0,7 до 0,8. Соотношение между радиусом окружности, описанной вокруг поперечного сечения, и радиусом кривизны каждого скругленного угла составляет, в предпочтительном варианте, от 1,6 до 2,0, а в более предпочтительном варианте, от 1,7 до 1,85. Отношение поверхности к объему каждой гранулы в варианте треугольного поперечного сечения составляет, в предпочтительном варианте, более 2,0, а в более предпочтительном варианте, более 2,2. При получении катализаторов, согласно настоящему изобретению, порошок, содержащий предшественников и/или активные компоненты катализатора, смешивается насухо либо с добавлением небольшого количества воды для получения 3 42783 теля напыляют раствор либо дисперсию промотора и стабилизирующих окислов либо солей металлов. Концентрация дисперсии, продолжительность контакта и температура напыления могут изменяться для обеспечения быстрого и полного испарения воды либо иной диспергирующей жидкости для образования поверхностного слоя необходимой толщины, как правило, в пределах 0,1100 микрон. С точки зрения конечного состава по массе, выраженной в виде окислов, катализатор содержит 50-92% оксида железа, 5-20% оксида щелочного металла, 0,5-14% оксида щелочноземельного металла, 2-10% оксида элементов ряда лантаноидов, 0,5-6% оксида металла шестой группы периодической таблицы. Предпочтительным, из числа оксидов щелочных металлов, является оксид калия, из числа оксидов щелочноземельных металлов - оксиды кальция и магния. Из числа оксидов элементов ряда лантаноидов предпочтительным является оксид церия, в то время, как предпочтительными из числа оксидов металлов VI группы являются оксиды молибдена и вольфрама. В качестве предшественников активных компонентов возможно использование, например, гидроксида железа, нитрата либо карбоната железа, гидроксида либо карбоната калия, карбоната церия либо молибдата аммония. Представительный, но не ограничивающий, состав, выраженный в виде массового процентного содержания окислов, имеет следующий вид: Fе2О3=78%; К2О=12%; СеО2=5%; MgО=2%; WО3=0,9%; МоО3=2,1% Следующим представительным составом, выраженным вновь в виде массового процентного содержания окислов, является приведенный далее: Fе2О3=74%; К2О=6%; СеО2=10%; MgО=4%; WО3=6% Катализаторы, имеющие неоднородный состав, полученный поверхностным осаждением промотора и стабилизирующих компонентов на гранулах, содержат 40-95% оксида железа, 5-30% оксида щелочного металла, 0,05-4% оксида щелочноземельного металла, 0,1-10% оксида элемента ряда лантаноидов, 0,05-4% оксида хрома, молибдена либо вольфрама. В частности, наряду с оксидом железа, предпочтительными являются оксид калия, оксид кальция, оксид магния, оксид церия, оксиды хрома, молибдена и вольфрама. Далее представлены примеры предпочтительных, но не ограничивающих составов. Звездочкой помечен компонент, который может осаждаться на поверхности. смеси, содержащей равномерно распределенные компоненты. Полученную смесь подвергают циклу сушки и/или кальцинирования при температуре от 120 до 1000°С в течение времени, достаточного для удаления воды и летучих продуктов разложения. Применяемое давление обычно превышает 100 кг/см2 и может достигать 1000 кг/см2 или более. Установили далее, и это составляет следующий аспект настоящего изобретения, что катализаторы с механическими характеристиками, в частности, с пределом прочности на разрушение в осевом направлении, совпадающими с характеристиками катализаторов, которые могут быть получены прессованием с наружным смазыванием, могут также быть получены формированием с использованием объемного смазывания, при условии, что порошок перед формованием подвергается тепловой обработке, обеспечивающей прохождение реакций разложения, протекающих с потерей веса перед этапом прессования. В этом случае внутренняя смазка применяется в количестве, составляющем менее 5% по массе. Образующийся порошок пригоден для изготовления гранул необходимой формы и размера, используя метод прямого прессования. После прессования гранулы прокаливают при температуре 600-900°С. Промоторы и стабилизаторы, например, оксид кальция, магния, хрома, молибдена и вольфрама, могут распределяться в массе гранул либо на их поверхности. Поверхностное осаждение необходимых компонентов может обеспечиваться различными способами. Например, компонент либо компоненты могут напыляться на гранулы в процессе таблетирования после этапа наружного смазывания. Возможно, далее, использовать смазку, выступающую в качестве предшественника необходимого компонента, например, стеараты щелочных и щелочноземельных металлов. Эти компоненты, после прокаливания, превращаются в соответствующие оксиды, смешанные оксиды либо соли. Возможно использование других смесей смазок и оксидов или других каталитически активных соединений и напыление тонкого слоя на поверхность гранул в процессе прессования. В качестве альтернативного варианта возможно покрытие гранул катализатора тонким слоем на этапе, отделенном от этапа таблетирования и осуществляемом после него. В соответствии с предпочтительным способом, на гранулы катализатора, нагретые до температуры 80-200°С на выходе из этапа прокаливания, с помощью распыли%Fе2О3 78 78 74,5 78 78 78 78 %К2О 12 14 16,1 12 12 14 12 0,1* %СеО2 5 5 9,6 5 5 5 %MgО 2 0,1* 4,0 2,9 4 2,8 %CaO 0,09* / / / / / %Cr2O3 / / / / / / %МоО3 2,1 2 / 2 0,1* 0,1* %WО3 0,9 0,9 5,8 0,1* 0,9 0,1* 5 4,6 / 0,1* 0,1* 0,1* 4 42783 полагались по углам равностороннего треугольника. Таблетки прокаливали при 700°С в течение 2 часов. Эти гранулы представляют собой катализатор № 3. Он способен без разрушения выдержать приложенную к нему в направлении оси отверстий, распределенную по поперечному сечению гранулы, нагрузку (предел прочности на разрушение) в 20,9 Н. Пример 3 По способу сравнительного примера 1 получали катализатор, имеющий следующий состав, выраженный в виде масс.% оксидов: Fе2О3=74,5%; K2О=6,t%; CeО2=9,6%; MgО=4,0%; WО3=5,8%; Fе2О3 использовали в виде сфероидального красного железо-окисного пигмента. К2О вводили в виде КОН. Прокаливание осуществляли при 800°С в течение 4 часов. Это - катализатор № 4. Пример 4 Часть гранул, полученных в соответствии с примером 3, размалывали и таблетировали по способу примера 2, придавая им трехгранную форму с тремя отверстиями, характеристики которых представлены в примере 2. В качестве наружной смазки вместо стеариновой кислоты использовали стеарат магния. Полученный катализатор способен без разрушения выдержать приложенную к нему в направлении оси отверстий, распределенную по поперечному сечению гранулы, нагрузку (предел прочности на разрушение) в 32 Н; 38% объема составляли поры радиусом 600-800 Å; 11% - по Реакция дегидрирования этилбензола в стирол осуществляется, обычно, при температуре 540-650°С и давлении выше, ниже либо равном атмосферному. По термодинамическим соображениям предпочтительно низкое давление, поскольку при равной температуре оно обеспечивает более высокое превращение. Следующие примеры являются иллюстративными, а не ограничивающими объем изобретения. Аналитические определения Предел прочности на разрушение в осевом направлении определяли согласно ASTM D 4179/82; кажущуюся плотность (с обработкой на вибростоле) определяли согласно ASTM D 4164/82. Сравнительный пример 1 Пасту готовили смешением гидратированного оксида железа, карбоната церия, карбоната магния и оксида вольфрама с водным раствором гидроксида калия для получения конечного каталитического продукта, имеющего следующий состав (выраженный в масс.% оксидов). Оксиды % Fе203 76,1 К20 14,0 Се02 6,5 Mg0 2,5 W03 0,9. Пасту экструдировали для образования гранул длиной 5 мм и диаметром 3,5 мм. Экструдированные гранулы сушили при 150°С в течение 16 часов, затем прокаливали при 400°С в течение 2 часов. Некоторые гранулы прокаливали при 700°С в течение 2 часов. Эти гранулы представляют собой катализатор № 1. Пример 1 Вторую часть гранул, полученных в соответствии со сравнительным примером 1, размалывали, и порошок таблетировали, используя в качестве наружной смазки стеариновую кислоту. Плунжер и цилиндрическую камеру таблетировочной машины покрывали тонким слоем стеариновой кислоты, непрерывно подаваемой потоком воздуха. Таблетировали цилиндры длиной 4 мм и сквозным отверстием диаметром 2 мм. Применяли давление 500 кг/см2. Цилиндрические гранулы прокаливали при 700°С в течение 2 часов. Эти гранулы представляют собой катализатор № 2. Он способен без разрушения выдержать приложенную к нему в направлении оси отверстий распределенную по поперечному сечению гранулы нагрузку (предел прочности на разрушение) в 13,4 Н. Пример 2 Вторую часть гранул, полученных в соответствии со сравнительным примером 1, размалывали и таблетировали (с наружным смазыванием, используя стеариновую кислоту), придавая им трехгранную форму с тремя параллельными сквозными отверстиями, имеющими внутренний диаметр 1,3 мм, толщину стенок 0,8 мм, радиус окружности 2,5 мм и высоту 5 мм. Отверстия рас ры радиусом 800-1000 Å; 12% - поры радиусом 1000-2000 Å и 6% - поры радиусом 2000-4000 Å. Макропоры радиусом более 50000 Å отсутствовали. Площадь поверхности катализатора составляла 4,9 м2/г; пористость составляла 0,17 мл/г. Это - катализатор № 5. Пример 5 Катализаторы №№ 1, 2, 3, 4 и 5 испытывали в стальном реакторе внутренним диаметром 35 мм. В каждом испытании на стальную решетку, находящуюся в реакторе, помещали 200 см3 катализатора. Каждый катализатор испытывали при температуре 570°С, 590°С и 610°С; при проведении этих испытаний водяной пар и этилбензол (при соотношении 2,4 по массе), предварительно нагретые до вышеупомянутой температуры, пропускали через слой катализатора; выходное давление составляло 1,05 атм при полной часовой скорости этилбензола 0,5. Образцы продуктов реакции собирали в течение более 2 часов, после стабилизации системы в каждом режиме в течение, как минимум, 20 часов. В следующей далее таблице представлены данные по превращению (в %) и молярной избирательности. 5 42783 Таблица Катализатор №№ Катализатор 1 BD=1,08 Катализатор 2 BD=1,01 Катализатор 3 BD=0,857 Температура (°С 570 590 610 570 590 610 570 590 610 Превращение % 50,31 62,47 74,62 54,66 64,85 75,34 55,12 65,43 76,17 Избирательность % 93,3 91,34 88,05 93,34 91,52 88,73 93,53 91,70 89,08 570 60 88 570 60 90,5 Катализатор 4 BD=1,42 Катализатор 5 BD=1,08 BD - кажущаяся плотность в г/мл. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюCatalyst for dehydrogenation of ethyl benzene into styrene
Автори англійськоюRubini Carlo, Cavalli Luigi, Conca Esterino
Назва патенту російськоюКатализатор для дегидрирования этилбензола в стирол
Автори російськоюРубини Карло, Кавалли Луиджи, Конка Эстерино
МПК / Мітки
МПК: B01J 23/10, C07C 5/00, B01J 23/16, C07C 15/46, C07B 61/00, B01J 23/83, B01J 23/78, B01J 23/02, B01J 23/85, B01J 23/745
Мітки: стирол, етилбензолу, каталізатор, дегідрування
Код посилання
<a href="https://ua.patents.su/6-42783-katalizator-dlya-degidruvannya-etilbenzolu-v-stirol.html" target="_blank" rel="follow" title="База патентів України">Каталізатор для дегідрування етилбензолу в стирол</a>
Каталізатор для дегідрування вуглеводнів
Номер патенту: 18586
Опубліковано: 25.12.1997
Автори: Гейнц Ціммерманн, Фредерік Ферслуйс
МПК: B01J 23/16, B01J 21/04, B01J 21/06, C07C 5/00, B01J 23/02
Мітки: каталізатор, дегідрування, вуглеводнів
Формула / Реферат:
Катализатор для дегидрирования углеводородов, содержащий оксид хрома, соединение щелочного или щелочноземельного металла и соединение металла на носителе - оксиде алюминия, отличающийся тем, что в качестве соединения металла он содержит диоксид циркония при следующем соотношении компонентов, мас.%:
Каталізатор для окиснювального дегідрування парафінових і алкілароматичних вуглеводнів
Номер патенту: 35652
Опубліковано: 16.04.2001
Автори: Вознюк Володимир Іванович, Шаповалова Лідія Петрівна
МПК: B01J 23/16
Мітки: дегідрування, вуглеводнів, парафінових, окиснювального, каталізатор, алкілароматичних
Формула / Реферат:
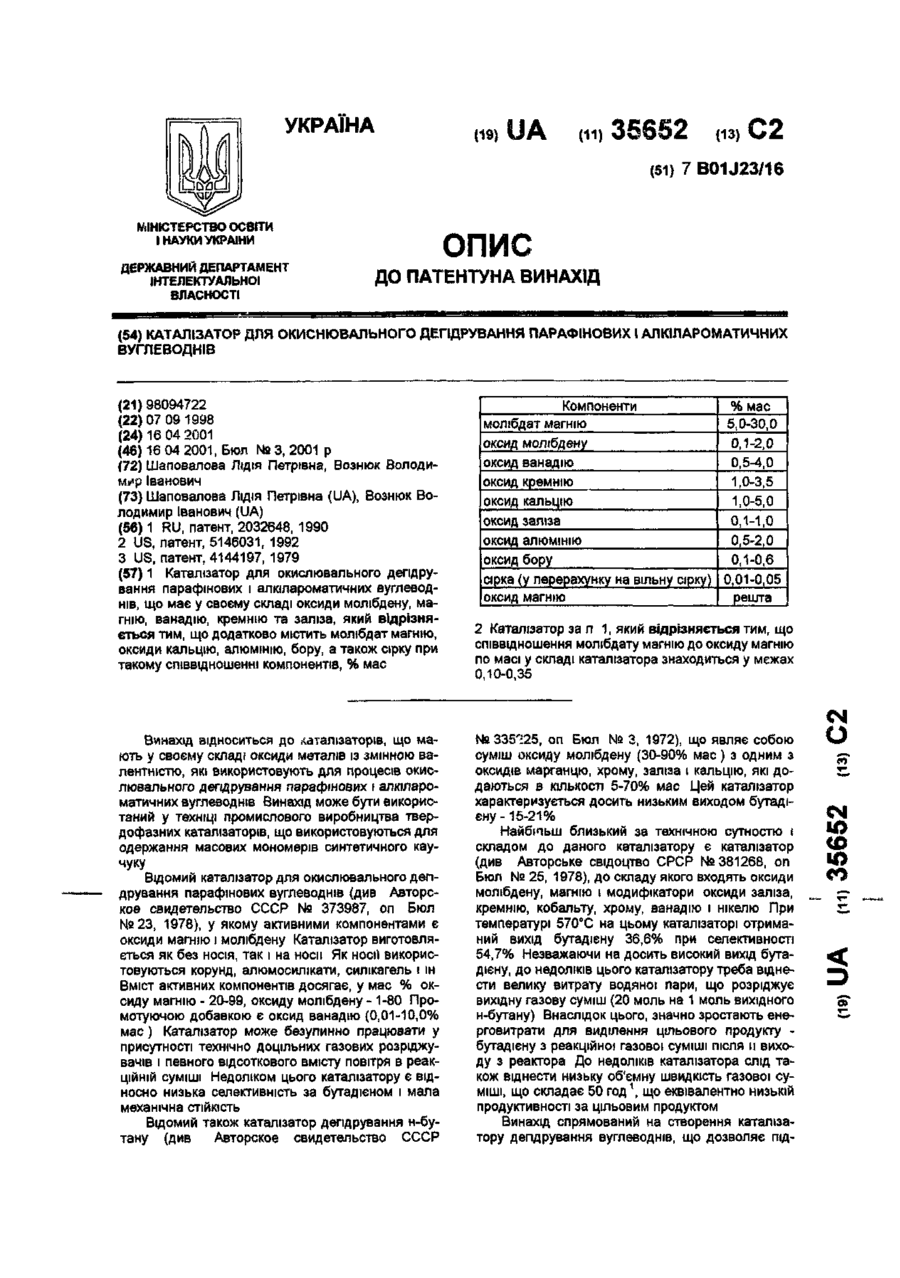
1. Каталізатор для окиснювального дегідрування парафінових і алкілароматичних вуглеводнів, що має у своєму складі оксиди молібдену, магнію, ванадію, кремнію та заліза, який відрізняється тим, що додатково містить молібдат магнію, оксиди кальцію, алюмінію, бору, а також сірку при такому співвідношенні компонентів, % мaс:молібдат магнію 5,0 - 30,0 оксид молібдену ...
Каталізатор для очистки газових викидів від оксидів азоту

Номер патенту: 3369
Опубліковано: 27.12.1994
Автори: Мальчевський Ігор Анатолійович, Кузнєцов Василь Олексійович, Власенко Василь Михайлович, Теліпко Валерій Олександрович
МПК: B01J 21/04, B01J 23/54, B01D 53/56
Мітки: очистки, викидів, каталізатор, азоту, газових, оксидів
Формула / Реферат:
Катализатор для очистки газовых выбросов от оксидов азота, включающий палладий и оксид трехвалентного марганца на носителе-a и q-оксиде алюминия, отличающийся тем, что с целью повышения активности катализатора, он дополнительно содержит оксид двухвалентной меди при следующем содержании компонентов, мае. %:палладий 0,03-0,38 оксид двухвалентной меди ...
Каталізатор для дегідрирування етілбензолу в стірол
Номер патенту: 19963
Опубліковано: 25.12.1997
Автори: Ворожейкін Алєксєй Павловіч, Шамсуаров Ангам Шамсуаровіч, Тіхонов Ніколай Алєксандровіч, Котєльніков Гєоргій Романовіч, Струннікова Людміла Вікторовна, Віжняєв Владімір Івановіч, Осіпов Гєрій Пєтровіч, Качалов Дмітрій Васільєвіч, Козлов Ніколай Ніколаєвіч
МПК: B01J 23/88, C07C 5/00
Мітки: стирол, дегідрирування, каталізатор, етилбензолу
Текст:
...и портландцеrfa 2-4 абе.% и избирательность на мент 2 5 . Катализатор имеет состав, 1-1,5 абс,%, а также снизить разбавмас.%: . ление углеводородов водным паром до Диоксид циркоto соотношения 1:2, что значительно пония 2,5 высит эффективность процесса дегидКарбонат калия 13,0 рирования и снизит энергетические заСиликат калия 3,0 траты . Оксид рубидия 5,0 Введение портландцемента (примеОксид молибдена 1,5 15 ры 6-7) позволит дополнительно...
Каталізатор для одержання оксиду вуглецю газофазною дегідратацією мурашиної кислоти
Номер патенту: 2108
Опубліковано: 26.12.1994
Автори: Гладій Сергій Любомирович, Пасічник Петро Іванович, Паздерський Юрій Антонович, Старчевський Михайло Казимирович, Грималюк Богдан Теодорович, Ластов'як Ярослав Володимирович
МПК: C01B 31/18, B01J 27/14
Мітки: одержання, вуглецю, оксиду, газофазною, кислоти, каталізатор, дегідратацією, мурашиної
Формула / Реферат:
Катализатор для получения оксида углерода газофазной дегидратацией муравьиной кислоты, включающий кислородосодержащее соединение фосфора и оксидсодержащий компонент, отличающийся тем, что, с целью повышения активности, в качестве кислородсодержащего соединения фосфора катализатор содержит фосфоромолибденовую гетерополикислоту общей формулы Н7[(Мо2О7)6Р] и в качестве оксидсодержащего компонента катализатор содержит носитель силикагель...
Попередній патент: Пристрій для одержання неперервного об’ємного розряду на сумішах інертних газів високого тиску
Наступний патент: Печатна плата і спосіб точного складання та припаювання електронних елементів на поверхні плати
Випадковий патент: Зразок для визначення межі міцності деревини на стиснення вздовж волокон