Спосіб утилізації шин великовантажних автомобілей
Номер патенту: 47506
Опубліковано: 15.07.2002
Автори: Іванов Анатолій Міхайловіч, Потапов Сєргєй Алєксандровіч
Формула / Реферат
Спосіб утилізації шин великовантажних автомобілів, при якому шину розділяють на окремі фрагменти, виділяючи боковини шини, який відрізняється тим, що протекторну частину шини відокремлюють від боковин з кутом зрізу 10-30° до осі обертання шини, із протекторної частини нарізають прямокутні і торцеві секторні плити для подальшої футерівки циліндричної і торцевої частин барабана млинів подрібнення, причому прямокутні плити виконують кратними довжині циліндричної частини барабана млинів подрібнення, а торцеві секторні плити розкроюють на відрізки під кутом 70-85° до поздовжньої осі протектора з інтервалом, що кратний розміру торцевих кришок барабана млинів подрібнення, з утворенням паралелограмів, які розрізають на дві частини під кутом 10-25° у поздовжньому напрямку, причому боковини використовують для виконання опорних шпальних плит для укладки під рейкові залізничні колії, а залишки шин та відпрацьовані елементи плит використовують для виконання ваг рибальських тралів, противаг та елементів футерівки вузлів обладнання переробної і гірничорудної промисловості.
Текст
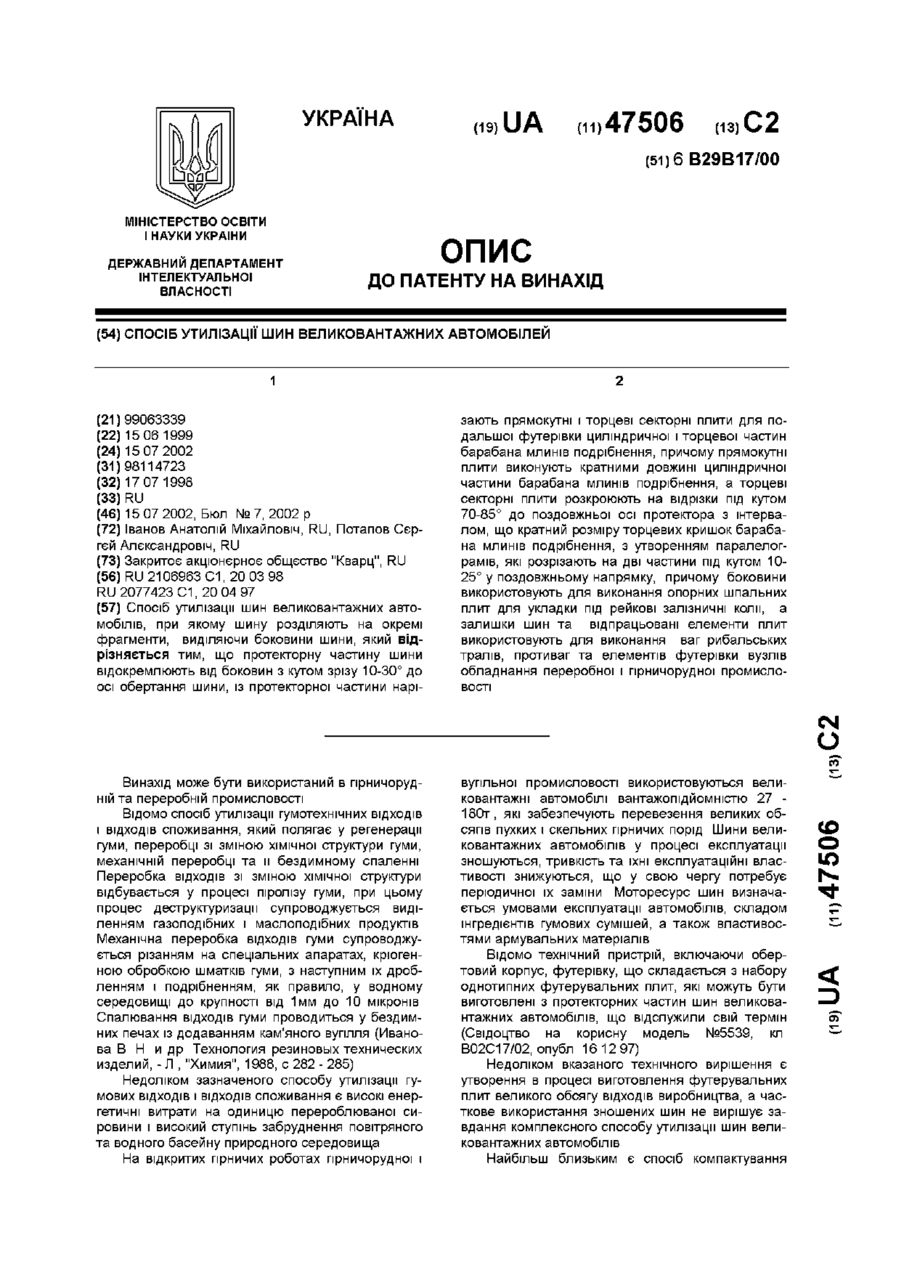
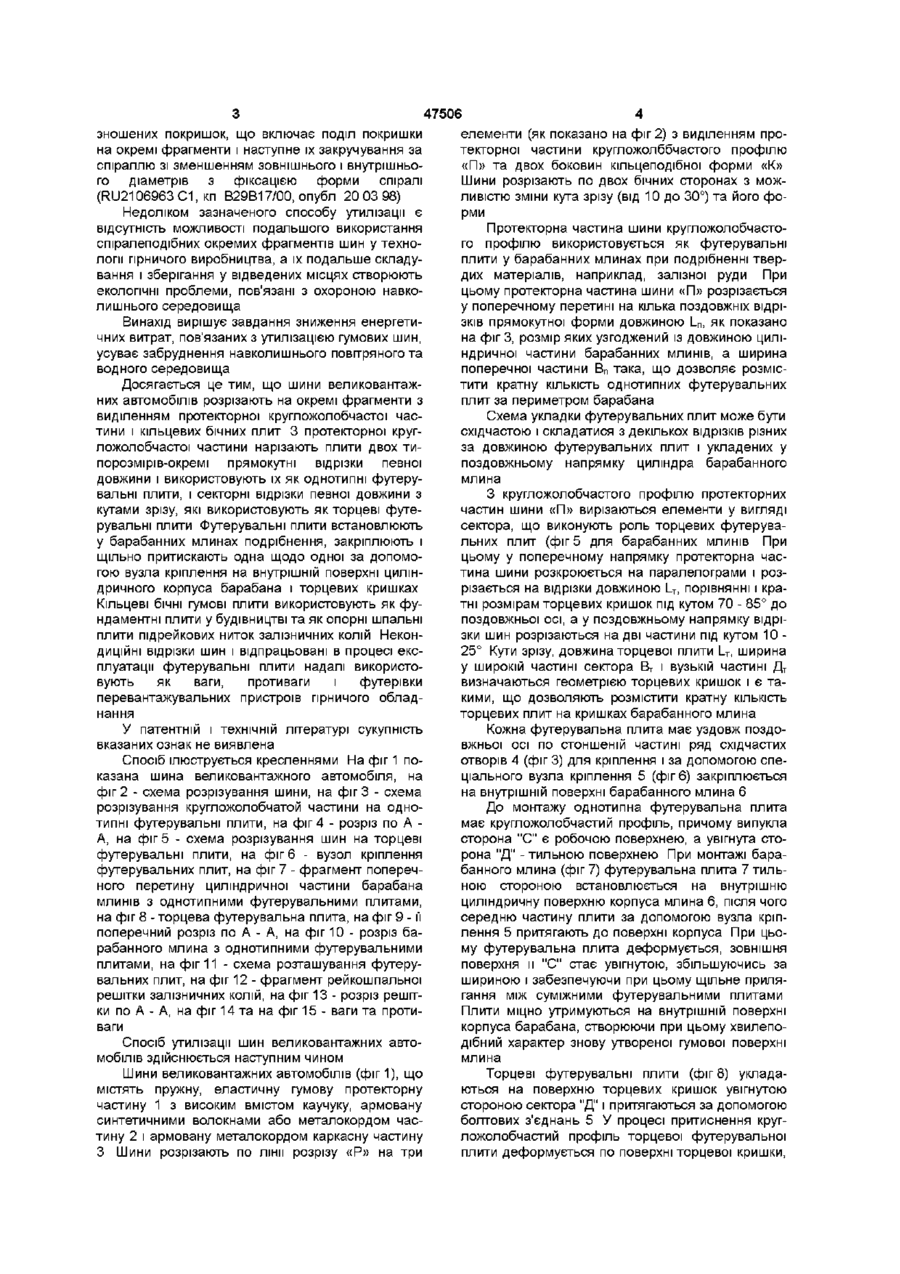
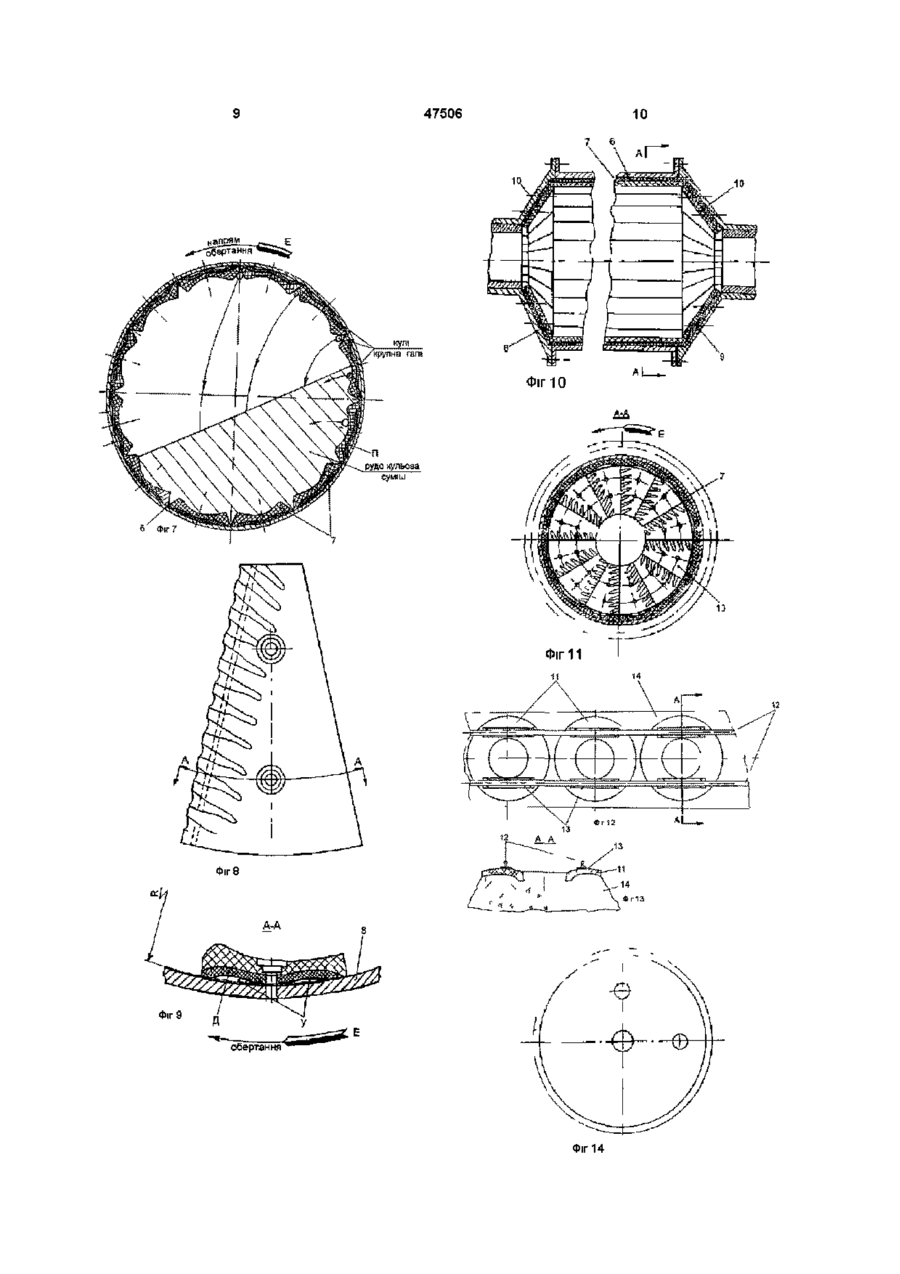
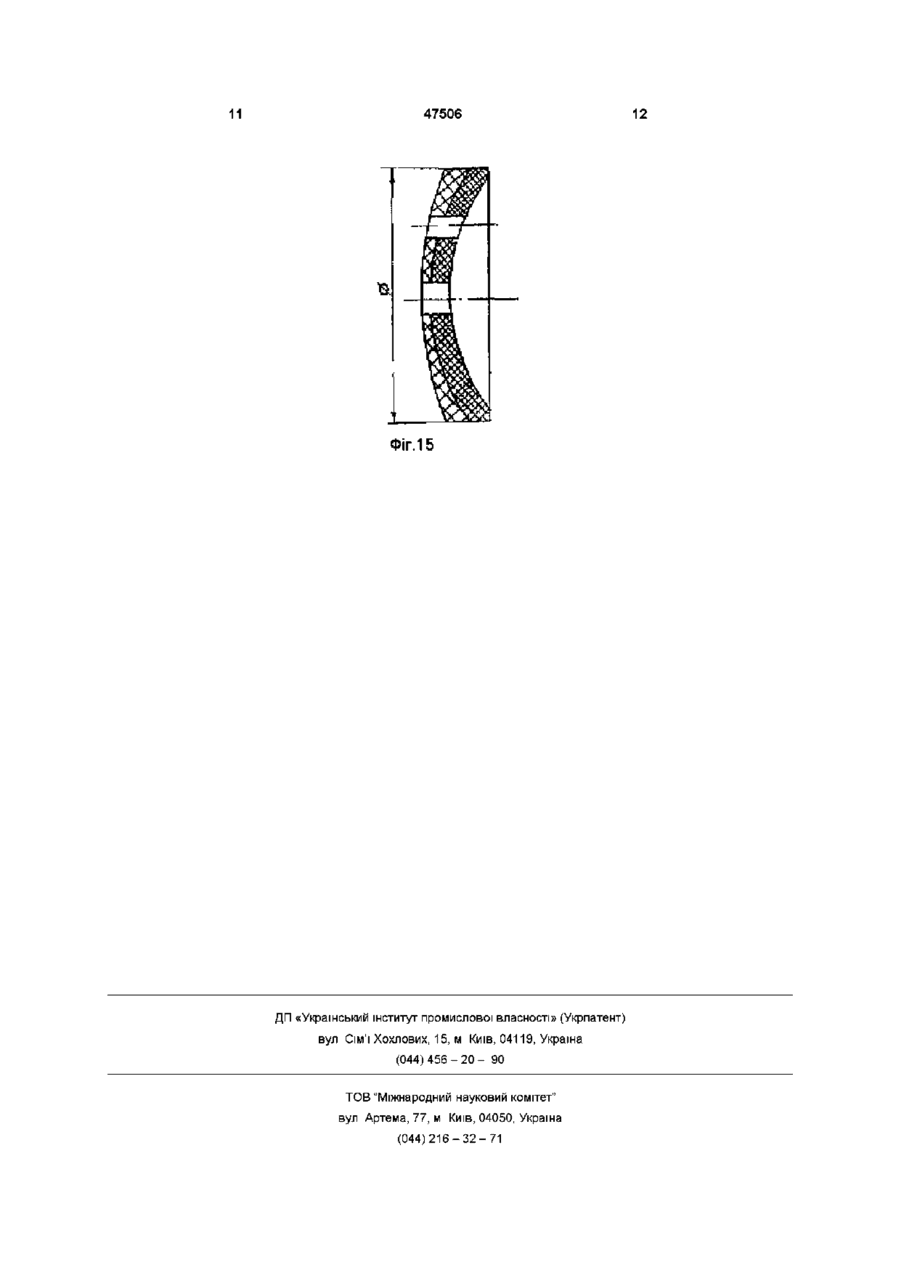
Спосіб утилізації шин великовантажних автомобілів, при якому шину розділяють на окремі фрагменти, виділяючи боковини шини, який відрізняється тим, що протекторну частину шини відокремлюють від боковин з кутом зрізу 10-30° до осі обертання шини, із протекторної частини нарі зають прямокутні і торцеві секторні плити для подальшої футерівки циліндричної і торцевої частин барабана млинів подрібнення, причому прямокутні плити виконують кратними довжині циліндричної частини барабана млинів подрібнення, а торцеві секторні плити розкроюють на відрізки під кутом 70-85° до поздовжньої осі протектора з інтервалом, що кратний розміру торцевих кришок барабана млинів подрібнення, з утворенням паралелограмів, які розрізають на дві частини під кутом 1025° у поздовжньому напрямку, причому боковини використовують для виконання опорних шпальних плит для укладки під рейкові залізничні коли, а залишки шин та відпрацьовані елементи плит використовують для виконання ваг рибальських тралів, противаг та елементів футерівки вузлів обладнання переробної і гірничорудної промисловості О Винахід може бути використаний в гірничорудній та переробній промисловості Відомо спосіб утилізації гумотехнічних ВІДХОДІВ І ВІДХОДІВ споживання, який полягає у регенерації гуми, переробці зі зміною хімічної структури гуми, механічній переробці та и бездимному спаленні Переробка ВІДХОДІВ зі зміною хімічної структури відбувається у процесі піролізу гуми, при цьому процес деструктуризаци супроводжується виділенням газоподібних і маслоподібних продуктів Механічна переробка ВІДХОДІВ гуми супроводжується різанням на спеціальних апаратах, кріогенною обробкою шматків гуми, з наступним їх дробленням і подрібненням, як правило, у водному середовищі до крупності від 1мм до 10 мікронів Спалювання ВІДХОДІВ гуми проводиться у бездимних печах із додаванням кам'яного вугілля (Иванова В Н и др Технология резиновых технических изделий, -Л , "Химия", 1988, с 282 - 285) Недоліком зазначеного способу утилізації гумових ВІДХОДІВ і ВІДХОДІВ споживання є високі енер гетичні витрати на одиницю перероблюваної сировини і високий ступінь забруднення повітряного та водного басейну природного середовища На відкритих гірничих роботах гірничорудної і вугільної промисловості використовуються великовантажні автомобілі вантажопідйомністю 27 180т, які забезпечують перевезення великих обсягів пухких і скельних гірничих порід Шини великовантажних автомобілів у процесі експлуатації зношуються, тривкість та їхні експлуатаційні властивості знижуються, що у свою чергу потребує періодичної їх заміни Моторесурс шин визначається умовами експлуатації автомобілів, складом інгредієнтів гумових сумішей, а також властивостями армувальних матеріалів Відомо технічний пристрій, включаючи обертовий корпус, футерівку, що складається з набору однотипних футерувальних плит, які можуть бути виготовлені з протекторних частин шин великовантажних автомобілів, що відслужили свій термін (Свідоцтво на корисну модель №5539, кл В02С17/02, опубл 16 12 97) Недоліком вказаного технічного вирішення є утворення в процесі виготовлення футерувальних плит великого обсягу ВІДХОДІВ виробництва, а часткове використання зношених шин не вирішує завдання комплексного способу утилізації шин великовантажних автомобілів Найбільш близьким є спосіб компактування (О о ю 47506 елементи (як показано на фіг 2) з виділенням прозношених покришок, що включає поділ покришки текторної частини кругложолббчастого профілю на окремі фрагменти і наступне їх закручування за «П» та двох боковин кільцеподібної форми «К» спіраллю зі зменшенням зовнішнього і внутрішньоШини розрізають по двох бічних сторонах з можго діаметрів з фіксацією форми спіралі ливістю зміни кута зрізу (від 10 до 30°) та його фо(RU2106963 С1, кп В29В17/00, опубл 20 03 98) рми Недоліком зазначеного способу утилізації є відсутність можливості подальшого використання Протекторна частина шини кругл ожолобч астоспіралеподібних окремих фрагментів шин у техного профілю використовується як футерувальні логи гірничого виробництва, а їх подальше складуплити у барабанних млинах при подрібненні твервання і зберігання у відведених місцях створюють дих матеріалів, наприклад, залізної руди При екологічні проблеми, пов'язані з охороною навкоцьому протекторна частина шини «П» розрізається лишнього середовища у поперечному перетині на кілька поздовжніх відрізків прямокутної форми довжиною І_п, як показано Винахід вирішує завдання зниження енергетина фіг 3, розмір яких узгоджений із довжиною цилічних витрат, пов'язаних з утилізацією гумових шин, ндричної частини барабанних млинів, а ширина усуває забруднення навколишнього повітряного та поперечної частини Вп така, що дозволяє розмісводного середовища тити кратну КІЛЬКІСТЬ однотипних футерувальних Досягається це тим, що шини великовантажплит за периметром барабана них автомобілів розрізають на окремі фрагменти з виділенням протекторної кругложолобчастої часСхема укладки футерувальних плит може бути тини і кільцевих бічних плит 3 протекторної кругсхідчастою і складатися з декількох відрізків різних ложолобчастої частини нарізають плити двох тиза довжиною футерувальних плит і укладених у порозмірів-окремі прямокутні відрізки певної поздовжньому напрямку циліндра барабанного довжини і використовують їх як однотипні футерумлина вальні плити, і секторні відрізки певної довжини з З кругложолобчастого профілю протекторних кутами зрізу, які використовують як торцеві футечастин шини «П» вирізаються елементи у вигляді рувальні плити Футерувальні плити встановлюють сектора, що виконують роль торцевих футерувау барабанних млинах подрібнення, закріплюють і льних плит (фіг 5 для барабанних млинів При щільно притискають одна щодо одної за допомоцьому у поперечному напрямку протекторна часгою вузла кріплення на внутрішній поверхні цилінтина шини розкроюється на паралелограми і роздричного корпуса барабана і торцевих кришках різається на відрізки довжиною І_т, порівнянні і краКільцеві бічні гумові плити використовують як футні розмірам торцевих кришок під кутом 70 - 85° до ндаментні плити у будівництві та як опорні шпальні поздовжньої осі, а у поздовжньому напрямку відріплити підрейкових ниток залізничних колій Неконзки шин розрізаються на дві частини під кутом 10 диційні відрізки шин і відпрацьовані в процесі екс25° Кути зрізу, довжина торцевої плити І_т, ширина плуатації футерувальні плити надалі використоу широкій частині сектора Вт і вузькій частині Д т вують як ваги, противаги і футерівки визначаються геометрією торцевих кришок і є таперевантажувальних пристроїв гірничого обладкими, що дозволяють розмістити кратну КІЛЬКІСТЬ нання торцевих плит на кришках барабанного млина У патентній і технічній літературі сукупність вказаних ознак не виявлена Спосіб ілюструється кресленнями На фіг 1 показана шина великовантажного автомобіля, на фіг 2 - схема розрізування шини, на фіг 3 - схема розрізування кругложолобчатой частини на однотипні футерувальні плити, на фіг 4 - розріз по А А, на фіг 5 - схема розрізування шин на торцеві футерувальні плити, на фіг 6 - вузол кріплення футерувальних плит, на фіг 7 - фрагмент поперечного перетину циліндричної частини барабана млинів з однотипними футерувальними плитами, на фіг 8 - торцева футерувальна плита, на фіг 9 - її поперечний розріз по А - А, на фіг 10 - розріз барабанного млина з однотипними футерувальними плитами, на фіг 11 - схема розташування футерувальних плит, на фіг 12 - фрагмент рейкошпальної решітки залізничних колій, на фіг 13 - розріз решітки по А - А, на фіг 14 та на фіг 15 - ваги та противаги Спосіб утилізації шин великовантажних автомобілів здійснюється наступним чином Шини великовантажних автомобілів (фіг 1), що містять пружну, еластичну гумову протекторну частину 1 з високим вмістом каучуку, армовану синтетичними волокнами або металокордом частину 2 і армовану металокордом каркасну частину З Шини розрізають по лінії розрізу «Р» на три Кожна футерувальна плита має уздовж поздовжньої осі по стоншеній частині ряд східчастих отворів 4 (фіг 3) для кріплення і за допомогою спеціального вузла кріплення 5 (фіг 6) закріплюється на внутрішній поверхні барабанного млина 6 До монтажу однотипна футерувальна плита має кругложолобчастий профіль, причому випукла сторона "С" є робочою поверхнею, а увігнута сторона "Д" - тильною поверхнею При монтажі барабанного млина (фіг 7) футерувальна плита 7 тильною стороною встановлюється на внутрішню циліндричну поверхню корпуса млина 6, після чого середню частину плити за допомогою вузла кріплення 5 притягають до поверхні корпуса При цьому футерувальна плита деформується, зовнішня поверхня и "С" стає увігнутою, збільшуючись за шириною і забезпечуючи при цьому щільне прилягання між суміжними футерувальними плитами Плити міцно утримуються на внутрішній поверхні корпуса барабана, створюючи при цьому хвилеподібний характер знову утвореної гумової поверхні млина Торцеві футерувальні плити (фіг 8) укладаються на поверхню торцевих кришок увігнутою стороною сектора "Д" і притягаються за допомогою болтових з'єднань 5 У процесі притиснення кругложолобчастий профіль торцевої футерувальної плити деформується по поверхні торцевої кришки, 47506 поперечного розрізу 85°, а у поздовжньому напрямку під кутом 15°, причому широка частина сектора має довжину Вт = 580мм, а вузька частина сектора Д т = 280мм Секторні торцеві футерувальні плити встановлюють на торцеві кришки барабанного млина і за допомогою болтових з'єднань притискають до їхньої поверхні По лінії сполучення торцевих кришок і циліндра барабана торцеві плити пружно розклинюються однотипними футерувальними плитами без утворення зазору між ними Проводиться завантаження внутрішньомлинного об'єму розмелювальними кулями і матеріалом, наприклад, залізною рудою Млин приводиться в обертання у напрямку стрілки "Е" Хвилеподібна поверхня футерівки барабанного млина створює сприятливі умови для дезінтеграції подрібнюваного матеріалу, наприклад, залізної руди Досвід експлуатації гумової футерівки, виготовленої із шин бувших у вжитку великовантажних автомобілів, показав певні переваги в експлуатації останньої у порівнянні з використовуваними на гірничорудних підприємствах металевими футерувальними плитами з високолегованих сталей марки 110Г13Л Технологічні показники процесу подрібнення при цьому в обох випадках ідентичні Нижче в таблиці 1 подані порівняльні дані експлуатації футерувальних плит на збагачувальній фабриці ВАТ "Михайлівський ГЗК" у млинах кульового подрібнення МКР 4500 х 6000 З 2-х кругложолобчастих протекторних частин нарізають сектори довжиною І_т = 2200мм з кутом змінюючи форму свого початкового профілю, збільшуючись за шириною з утворенням у робочому положенні плити пружного елемента "У" з пустотами, завдяки пружності кордового прошарку футерівки При цьому торцеві плити в робочому стані щільно притискаються одна до одної бічними сторонами і до поверхні торцевої кришки 8 У робочому положенні торцева футерувальна плита набирає форми падаючої хвилі і орієнтується на торцевій кришці високою частиною клиноподібного гребеня хвилі за ходом напрямку обертання млина, на фіг 9 напрямок обертання млина показано за стрілкою "Е" Приклад 1 виконання способу З 12 бувших у вжитку шин великовантажних автомобілів марки БілА37519, 75191, 75199, Комацу НД 1200 з розміром шин 33 00 - 51 вирізають протекторну частину під кутом бічного зрізу 30° і дві боковини кільцеподібної форми 3 10 кругложолобчастих частин нарізають футерувальні плити прямокутної форми (у плані) шириною 860мм, а довжиною І_п = 3500мм у КІЛЬКОСТІ 15ШТ І довжиною L'n = 2500мм у КІЛЬКОСТІ 15шт На циліндричний корпус барабанного млина МКР 4500 х 6000 встановлюють 15 рядів однотипних футерувальних плит (по дві плити в ряду) у поздовжньому напрямку барабана одна меншої довжини, інша більшої на всю довжину барабана і закріплюють болтовими з'єднаннями Таблиця 1 № п/п 1 2 3 4 Показники Експлуатаційна тривкість футерівки Вартість футерівки на один млин Показники якості подрібнення питома продуктивність млина, крупність подрібнення за класом - 0,050мкм Економія ВІД використання футерівки ІЗ ШИН Одиниця виміру Металева футерівка Футерівка з автомобільних шин, бувших у вжитку МІСЯЦІВ 12 18 тис крб 1009-00 240 - 00 т/год * м3 0,874 0,872 % 79,0 79,2 тис крб 1153,5 Боковини автомобільних шин мають високу механічну МІЦНІСТЬ на розрив (зріз) і ДОВГОВІЧНІСТЬ при експлуатації в агресивних середовищах Боковини кільцеподібної форми можуть бути використані як основа фундаментів під опорні стінки несучих будівельних конструкцій і як опорні шпальні плити замість дерев'яних або бетонних шпал на залізничних коліях, як правило, із низькою вантажонапруженістю колій, невисокою швидкістю руху та низьким навантаженням на КОЛІСНІ пари рухомого складу, наприклад, на вибійних залізничних коліях при видобутку в кар'єрах корисних копалин Приклад 2 виконання способу При розрізуванні 12 шин великовантажних автомобілів (за прикладом 1) виділяють 24 боковини кільцеподібної форми, причому ЗОВНІШНІЙ діаметр боковин має розмір Д к = 2400мм, а внутрішній - Д в = 1260мм Шпальні плити укладають на баластовий шар одну за одною у ряд або на деякій відста ні з утворенням технологічного розриву На опорні шпальні плити укладають рейки довжиною, наприклад, 12,5м і формують стандартну ширину рейкової коли 1520мм, рейки закріплюють на плитах за допомогою вузла кріплення При складанні однієї рейкошпальної ланки укладають 5 опорних шпальних плит, із 12 шин великовантажних автомобілів формують 5 рейкошпальних ланок На фіг 12 показана рейкошпальна решітка, що складається з опорної шпальної плити П кільцеподібної форми, залізничної рейки 12 і вузла кріплення 13 рейки до опорної шпальної плити Рейкошпальна решітка встановлена на баластовий шар 14 Запропонована конструкція рейкошпальної решітки за рахунок великої опорної поверхні плит забезпечує високу тривалість руху рухомого складу, знижує і вирівнює тиски на баластову призму, зменшує питомий тиск на поверхню ґрунтового полотна При цьому тиск від навантаження коліс них пар розподіляється рівномірно на баластовий шар Це у свою чергу знижує експлуатаційні вимоги до якості баластового матеріалу і товщини баластового шару, що особливо важливо при експлуатації кар'єрних залізничних колій Полегшується перекладка запропонованої конструкції рейкошпальної решітки з гумовими шпальними плитами, особливо в зимовий період часу, коли спостерігається, при знакоперемінних температурах навколишнього повітря, умерзання звичайних (дерев'яних) шпал у баластовий шар, що потребує значних витрат на утримання залізничних колій У процесі різання кругложолобчастого профілю шин «П» великовантажних автомобілів на відрізки довжиною І_п і І_т (фіг 3 та 5) залишаються некондиційні відрізки різної довжини У процесі 47506 8 технологічної експлуатації однотипні і торцеві футерувальні плити зношуються, втрачають свої експлуатаційні властивості Некондиційні відрізки і відпрацьовані футерувальні плити можуть бути використані як ваги (бобінці) рибальських тралів (фіг 14 та 15), противаги, а також елементи футерівки вузлів обладнання переробної і гірничорудної промисловості до повного їх зносу Застосування запропонованого способу утилізації бувших у вжитку шин великовантажних автомобілів дозволить надалі комплексно використовувати шини і гумові відходи виробництва в технології гірничорудної і переробної промисловості, виключити енергетичні витрати, пов'язані з утилізацією гумових ВІДХОДІВ традиційним способом, усунути забруднення повітряного і водного середовища навколишньої природи А-А Фіг. 1 Фіг 5 D Фіг.6 47506 10 7 & Фіг 10 А-А Фіг 8 Фіг 9 Фіг 14 11 47506 ФІГ.15 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of utilizing the heavy lorrys tyres
Автори англійськоюIvanov Anatolii Mikhailovich, Porapov Serhei Aleksandrovich
Назва патенту російськоюСпособ утилизации шин большегрузных автомобилей
Автори російськоюИванов Анатолий Михайлович, Потапов Сергей Александрович
МПК / Мітки
МПК: B29B 17/00
Мітки: великовантажних, утилізації, автомобілей, шин, спосіб
Код посилання
<a href="https://ua.patents.su/6-47506-sposib-utilizaci-shin-velikovantazhnikh-avtomobilejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб утилізації шин великовантажних автомобілей</a>
Спосіб виготовлення рам великовантажних візків
Номер патенту: 16249
Опубліковано: 29.08.1997
Автори: Сачлі Георгій Лазаревич, Кленін Сергій Михайлович, Солок Яків Соломонович, Мацафей Анатолій Вікторович, Гриненко Сергій Григорович
МПК: B61F 1/00
Мітки: виготовлення, рам, великовантажних, візків, спосіб
Формула / Реферат:
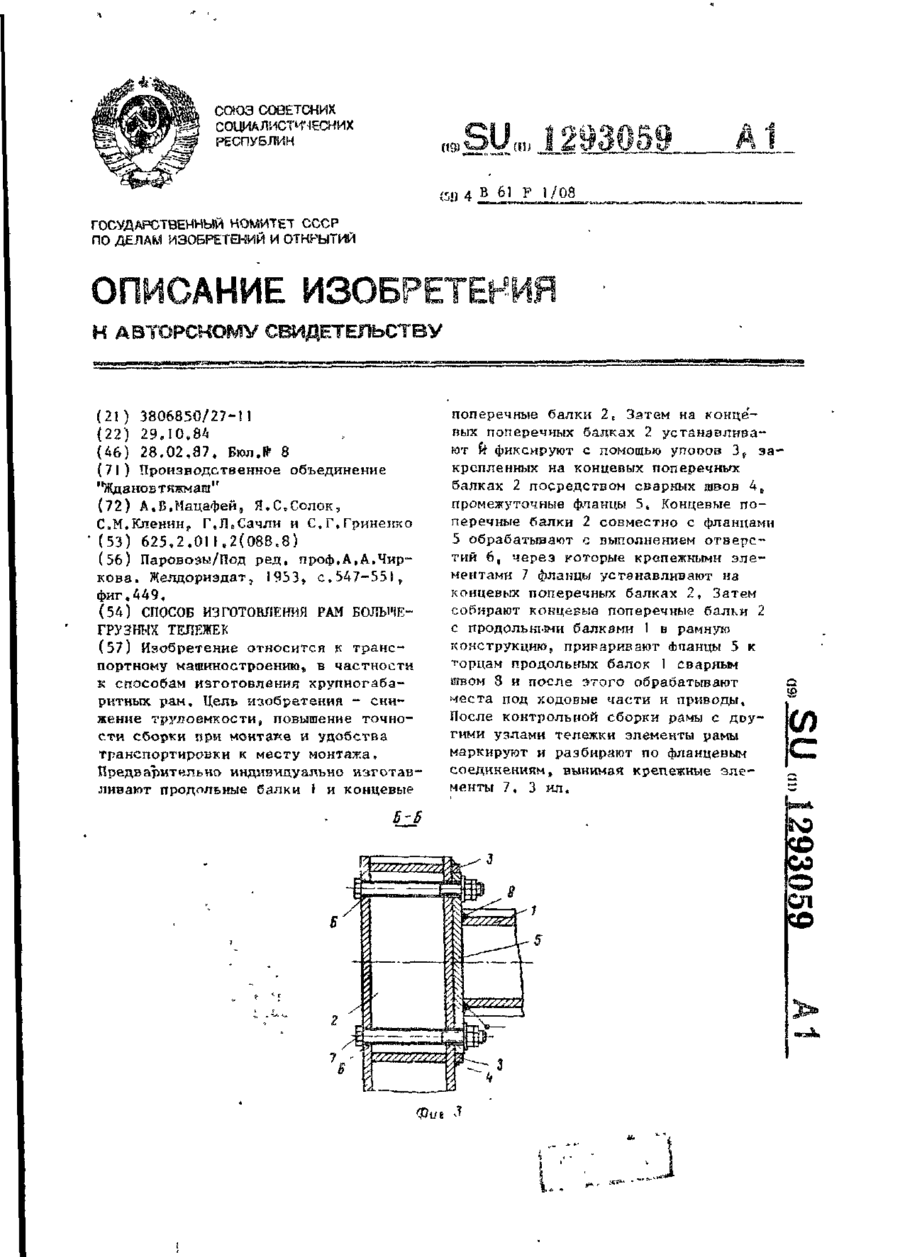
Способ изготовления рам большегрузных тележек, заключающийся в предварительном раздельном изготовлении продольных и торцовых балок с последующей их сборкой в рамную конструкцию, отличающийся тем, что, с целью снижения трудоемкости^ повышения точности сборки при монтаже и удобства транспортировкп к месту монтажа, перед сборкой на одних из указанных балокфиксируют промежуточныефланцы с последующей их приваркой в зафиксированном состояний к...
Пристрій для прокачування гідравлічних гальм автомобілей
Номер патенту: 216
Опубліковано: 30.04.1993
Автори: Коренкова Любов Володимірівна, Єлець Олег Анатолійович, Хорош Ярослав Михайлович
МПК: B60S 5/00, B60T 17/00
Мітки: гальм, гідравлічних, автомобілей, пристрій, прокачування
Формула / Реферат:
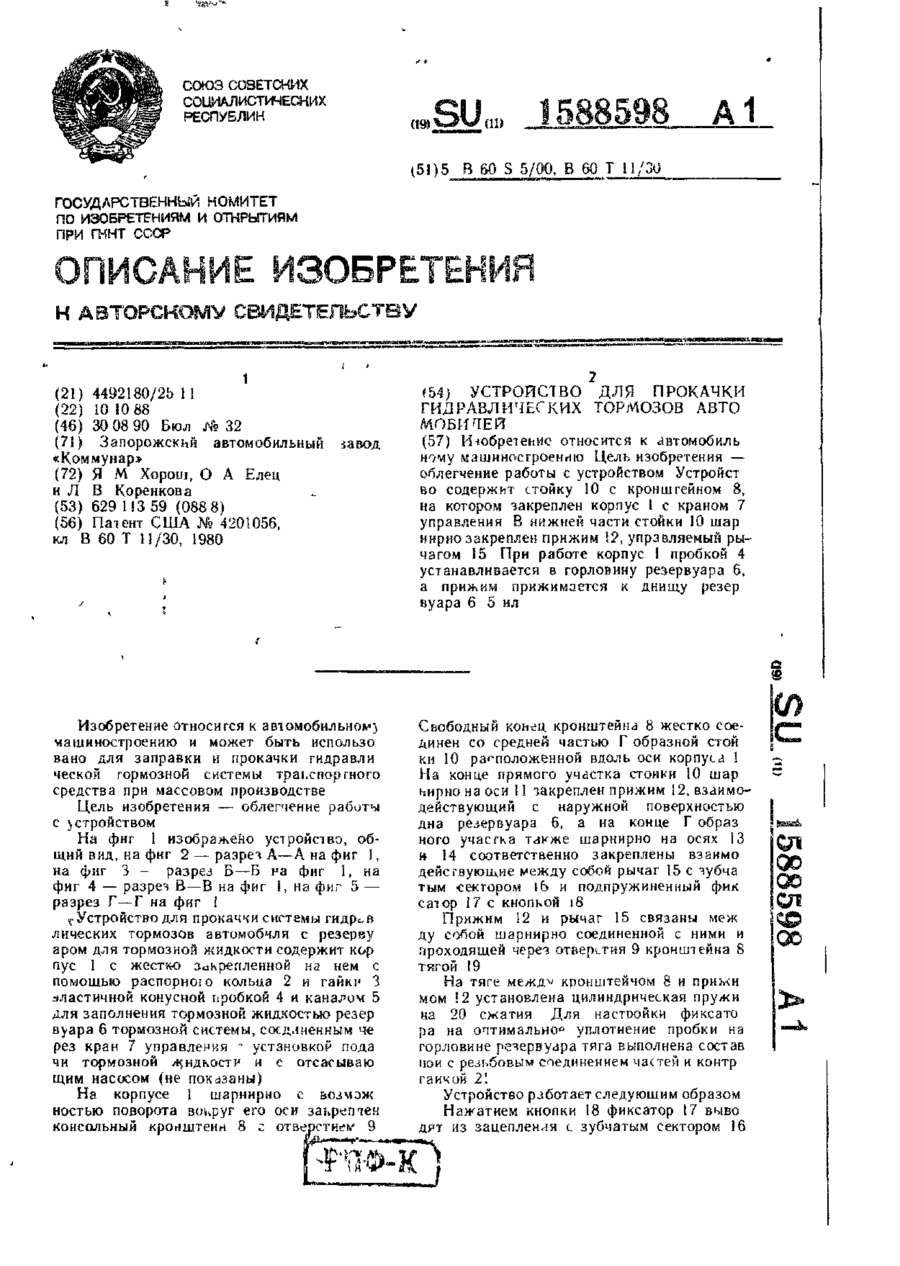
Устройство для прокачки гидравлических тормозов автомобилей, содержащее корпус со штуцером, оборудованным уплотнительным элементом, и внутренними каналами для сообщения штуцера с распределительным краном, подключенным к источнику жидкости под давлением, кронштейн, жестко связанный с верхним концом стойки, расположенной параллельно оси канала штуцера, с нижним концом которой соединен прижим, расположенный напротив штуцера, обличающееся тем,...
Спосіб утилізації боєприпасів
Номер патенту: 39063
Опубліковано: 15.05.2001
Автори: Потапчук Микола Володимирович, Таран Вячеслав Михайлович, Банішевський Віктор Васильович, Сторчак Сергій Олександрович, Кожевніков Борис Михайлович
МПК: F42B 33/06
Мітки: утилізації, боєприпасів, спосіб
Формула / Реферат:
Дата прийняття рішення12 квітня 2001р.(21) 2001021228(54) (57) 1. Спосіб утилізації боєприпасів шляхом вилучення вибухової речовини із артилерійських снарядів або бойової частини інших боєприпасів, від яких попередньо відокремлені засоби ініціювання, наприклад: зривники який відрізняється тим, що артилерійський снаряд або бойову частину розрізають на частини, а вилучення вибухової речовини здійснюють...
Спосіб утилізації протипіхотних мін типу пмн-2 і пмн
Номер патенту: 45215
Опубліковано: 15.03.2002
Автори: Таран Вячеслав Михайлович, Кожевніков Борис Михайлович
МПК: F42B 33/06
Мітки: пмн-2, протипіхотних, типу, спосіб, утилізації, мін
Формула / Реферат:
1. Спосіб утилізації протипіхотних мін типу ПМН-2 і ПМН, що включає розбирання міни на елементи, витягування бойового заряду - вибухової речовини з корпусу міни, промивання корпусу міни від залишків вибухової речовини, складання елементів міни і корпусів міни, видалення з витягнутої вибухової речовини сторонніх предметів і його упакування, який відрізняється тим, що витягування бойового заряду з корпусу міни виконують шляхом його...
Спосіб утилізації гумовмісних відходів
Номер патенту: 35367
Опубліковано: 15.03.2001
Автор: Щукін Володимир Сергійович
Мітки: утилізації, відходів, гумовмісних, спосіб
Формула / Реферат:
Спосіб утилізації гумовмісних відходів, який включає контактування відходів з рідиною, що їх розчиняє, який відрізняється тим, що за рідину, що розчиняє, використовують нафту, а контактування здійснюють шляхом подачі нафти з нафтопроводу з наступним поверненням нафти та продукту, що утворився, в нафтопровід, причому контактування проводять при температурі 5-350°С і тиску 0,1-2,0 МПа.
Попередній патент: Спосіб лікування плоскоклітинного раку ротової порожнини за допомогою антагоністів лейкотриєну
Наступний патент: Спосіб видобутку залишкової нафти
Випадковий патент: Спосіб випробування піромеханізму на спрацьовування та пристрій для здійснення способу