Форма жердева в.в. для вулканізації нескінченних гумових виробів
Формула / Реферат
(57) Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, отличающаяся тем, что, с целью повышения надежности работы формы и качества изделий, элементы для фиксации сегментов в радиальном направлении выполнены в виде зубцов и шлицев, расположенных на сопряженных плоскостях разъема сегментов и имеющих в поперечном сечении формы трапецеидальный профиль, причем ближайшие к центру формы стороны их выполнены перпендикулярными к плоскости разъема сегментов, удаленные от центра формы стороны выполнены наклонными к плоскости разъема, а угол a между наклонной стороной и плоскостью перемещения малого сегмента выбран в пределах 45°³a³arctg С, где С - соотношение величин проекций малого и большого сегментов на плоскости, перпендикулярные направлению перемещения сегментов.
Текст
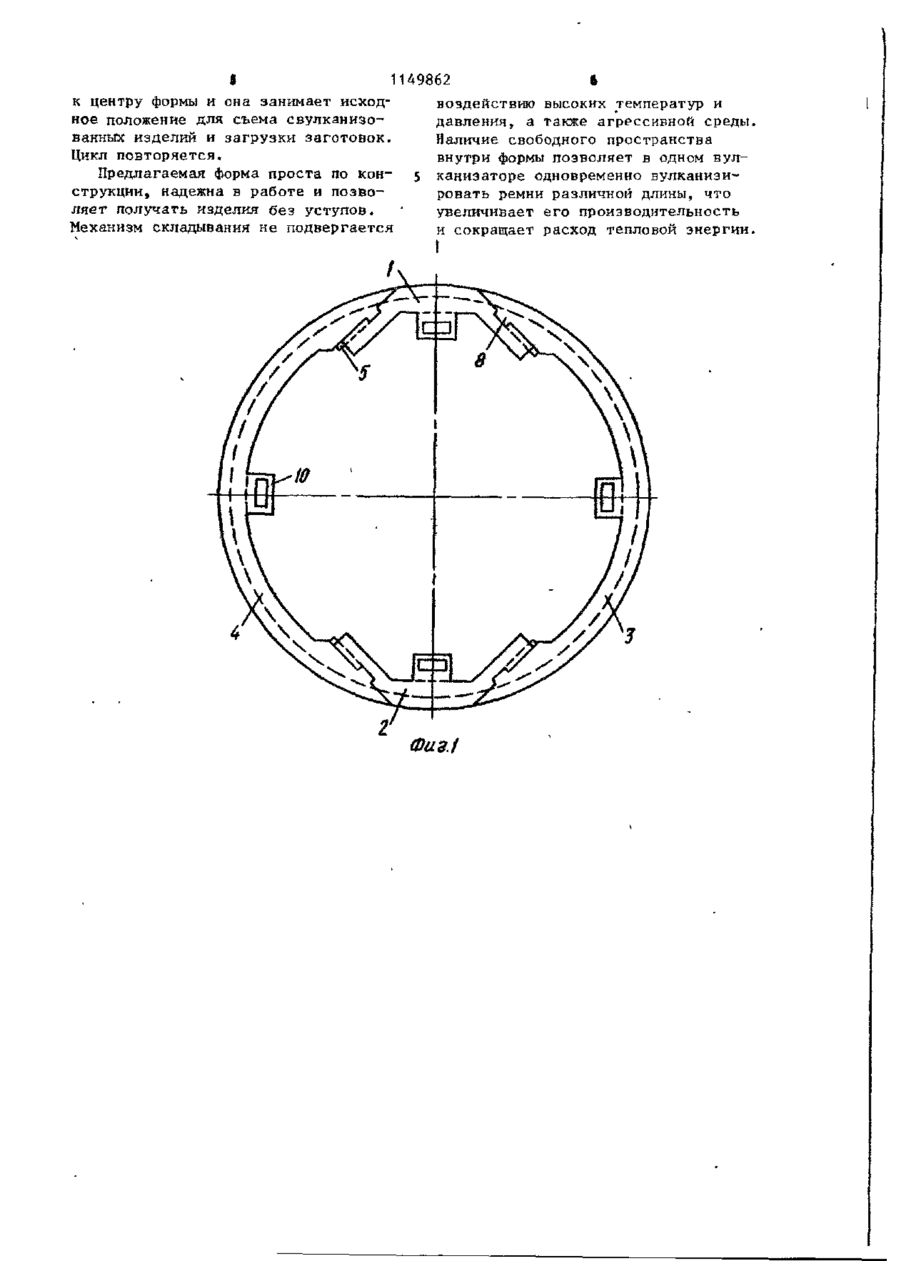
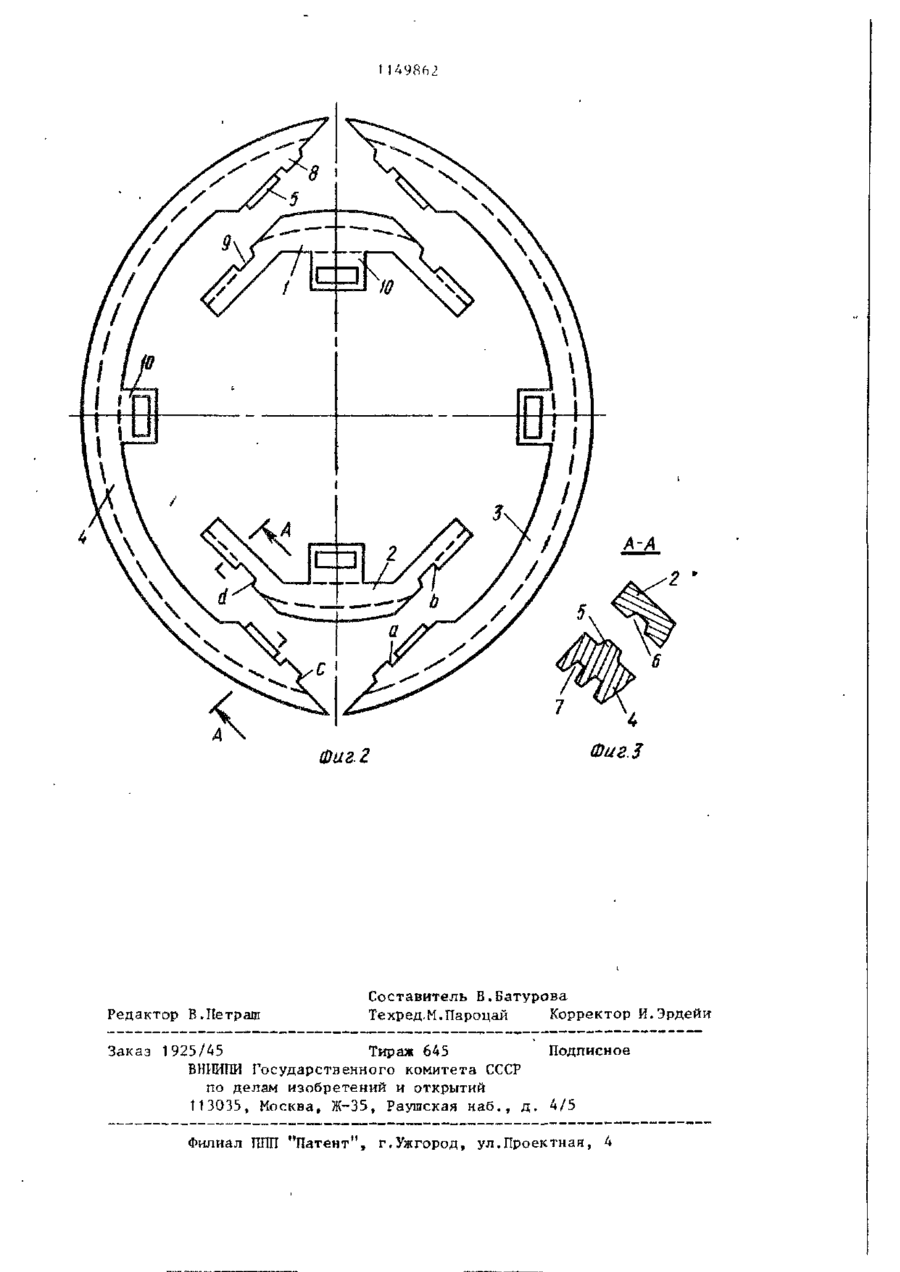
Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие с е г менты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, о т л и ч а ю щ а я с я тем, ч т о , с целью повышения надежности работы формы и к а ч е с т в а изделий, элементы для фиксации сегментов в радиальном направлении выполнены в виде зубцов и шлицев, расположенных на сопряженных плоскостях разъема сегментов и имеющих в поперечном сечении формы трапецеидальный профиль, причем ближайшие к центру формы стороны их выполнены перпендикулярными к плоскости разъема сегментов, удаленные от центра формы стороны выполнены наклонными к плоскости разъема, а угол Ы, между наклонной стороной и плоскостью перемещения малого сегмента выбран в пределах 45° ? ос 9- a r c t g С, где С - соотношение величин проекций малого и большого сегментов на плоскости, перпендикулярные направлению перемещения сегментов. to і It 49862 Изобретение относится к области изготовления резиновых технических изделий и предназначено для вулканизации, например, приводных ремней. Известна форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема и механизм для скидывания сегментов с расположенным по центру приводным валом [Л . Фиксация сегментов этой формы в рабочем положении осуществляется механизмом складывания за счет самотормозящих гаек, сидящих на валу, с противоположными нарезками и связанных посредством шарнирных тяг с малыми сегментами. Вследствие такого способа фиксации формы в рабочем положении сложный и дорогостоящий механизм складывания является неотъемлемой частью формы в процессе вулканизации резиновых изделий, когда на форму действуют внешние силы. Так как цепочка (вал-гайка-шарнир-сегмент) фиксации формы в рабочем положении длинна, то под действием внешних сил и температурного расширения большие сегменты имеют возможность смещаться в радиальном направлении по плоскости разъема, образуя на свулканизованном изделии нежелательные уступы. Механизм складывания в процессе вулканизации подвергается воздействию высокой температуры, большого давления и агрессивной среды, что сокращает срок его службы. больших сегментах, В СЧЧУ такого конструктивного В Ы П П Л Н Р Н И Я эти эле 10 15 20 25 30 Наиболее близкой к изобретению по технической сущности и достигаемо- 40 му результату является форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонны-45 ми плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты и аксиальном направлении и элементы для фиксации сегментов в радиальном направлении [2] . В известной форме элементы для фиксации сегментов в радиальном нап55 равлении выполнены в виде выступов по продольным сторонам оснонаний малых сегментов и взаимодействующих с ними площадок, распопоженных на менты обеспечивают надежную Фиксацию от перемещения к центру больших сегментов, а от центра - малых, но не обеспечивают фиксации сегментов в противоположных направлениях, что снижает надежность формы, так как может принести к относительному перемещению сегментов в процессе работы и образованию "ступенек" на вулканизуемом изделии. Цель изобретения - повышение на-, дежности работы формы и качества изделий. Поставленная цель достигается тем, что в форме для вулканизации бесконечных резиновых ияделий, содержащей две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегмеи,ты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, последние выполнены в виде зубцов и шлицев, расположенных на сопряженных плоскостях • > разъема сегментов и имеющих в поперечном сечении формы трапецеидальный профиль, причем ближайщие к центру формы стороны их выполнены перпендикулярными к плоскости разъема сегментов, удаленные от центра формы стороны выполнены наклонными к плоскости разъема, а угол Ы, между наклонной сторон ой и пло скос т ью пер емещения малого сегмента выбран в пределах 45 е ? о г arctg С, где С - относ шение величин проекций малого и большого сегментов на плоскости, перпендикулярные направлению перемещения сегментов. , На фиг. 1 изображена предлагаемая форма, в рабочем положении; на фиг. 2 - то же, в исходном положении; на фиг. 3 - сеченир Л-А на фиг. 2. форма для вулканизации бесконечных резиновых издепнй содержит две пары диаметрально противоположно расположенных малых 1 и 2 и больших 3 и 4 сегментов с наклонными плоскостями разъема, par і итоженными под углом arctg С. Из условия раск£ ки 7 . В форме имеются элементы для рытия формы о не может быть больС фиксации сегментов в радиальном напше 45 . равлении, выполненные в виде взаимо- 10 Так как взаимодействующие зубцы действующих зубцов 8 и шлицев 9, рас и шлицы, фиксирующие форму в ра&очем положенных на сопряженных плоскосположении, находятся рядом с формуютях разъема сегментов и имеющих в , щимн канавками, то это позволяет поперечном сечении формы трапецеиполучать ремни без уступов. дальный профиль. При этом ближайщие 15 Сегменты имеют средства 10 для к центру формы стороны q зубцов и соединения с механизмом для их разо шлицев выполнены перпендикулярведения и сведения. ными к плоскости разъема сегментов, Форма работает следующим образом. а удаленные от центра формы стороны В исходном положении формы (фиг.2) С зубцов и d шлицев выполнены на- 20 механизмом складывания (не показан) клонными к плоскости разъема. Присегменты 1,2 и 3,4 сведены к центру чем угол & между наклонной сторои периметр ее рабочей поверхности ной и плоскостью перемещения малого минимален для удобства загрузки сысегмента выбран в пределах рых заготовок изделий, например рем45 ? o 5 arctg С, где С - его отноше-25 ней. Через средства 10 механизм склаi ние величины проекций малого и больдывания одновременно прямолинейно шого сегментов на плоскости, перпенперемещает пары сегментов во взаимно дикулярные направлению перемещения перпендикулярных направлениях от сегментов. центра формы до упора сторон 1 шли> На поверхность формы в процессе цев 9 малых сегментов в стороны q 30 вулканизации действуют равномерно зубцов 8 больших сегментов. При этом распределенные внешние силы, стренаклонные стороны шлицев 9 малых мящиеся сложить форму. Равнодейстсегментов входят в соприкосновение вующая от этих сил на каждый сегс наклонными сторонами с зубцов 8 мент направлена вдаль оси перемещебольших сегментов и все сегменты на35 дежно фиксируются один относительно ния сегментов и равна произведению удельного давления внешних сил на другого в радиальном направлении. площадь проекций сегментов на плосВ рабочем положении формы взаимокости, перпендикулярные направлению действием выступов 5 и впадин 6 обесих перемещения. печивается надежная фиксация всех 40 сегментов в осевом направлении. ФорПод действием внешних сил малый >ма, снятая с механизма складывания сегмент не перемещается от центра и установленная в вулканизатор, не формы, так как его держат взаимодейможет сложиться от действия внешних ствующие стороны а зубцов 8 и Ь сил. шлицев 9. Под действием внешних сил 1 I малый сегмент не смещается к центру Для снятия свулканизованных издеформы при условии, что сила, дейстлии с формы последняя устанавливавующая на него от центра формы, ется на станок и соединяется с мебольше или равна равнодействующей ханизмом складывания посредством внешних сил на малый сегмент. Сила, 50 средств 10. Механизм складывания действующая на малый сегмент от центперемещает большие сегменты 3 и 4 ра формы, возникает благодаря дейстсначала от центра формы, размыкая вию больших сегментов на наклонные ее и несколько увеличивая параметры стороны малых сегментов и равна проформы, тем самым подрывая свулканиизведению равнодействующей большого 55 зованные изделия и облегчая в дальсегмента на тангенс угла наклона. нейшем их съем с формы. В следующий Так как внешние силы равномерно момент сначала малые, а за ними и распределены, длины чалых и больших большие сегменты начинают двигаться I 1149862 к центру формы и она занимает исходвоздействию высоких температур и ное положение для съема свулканизодавления, а также агрессивной среды, ванньос изделий и загрузки заготовок. Наличие свободного пространства Цикл повторяется. внутри формы позволяет в одном вулПредлагаемая форма проста по конканизаторе одновременно вулканизиструкции, надежна в работе и позворовать ремни различной длины, что ляет получать изделия без уступов. увеличивает его производительность Механизм складывания не подвергается и сокращает расход тепловой энергии. Фид.1 I 14986 Фиг. 2 Редактор В.Петраш Составитель В.Батурова Техред.М.Пароцай Корректор И.Эрдейи Заказ 1925/45 Тираж 645 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Филиал ПЇЇП "Патент", г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюZherdiev's mold for endless rubber goods vulcanizing
Автори англійськоюZherdiev Volodymyr Vasyliovych
Назва патенту російськоюФорма жердева в.в. для вулканизации бесконечных резиновых изделий
Автори російськоюЖердев Владимир Васильевич
МПК / Мітки
МПК: B29C 33/48, B29K 19/00, B29L 29/00, B29C 35/04
Мітки: форма, в.в, вулканізації, виробів, нескінченних, гумових, жердева
Код посилання
<a href="https://ua.patents.su/6-515-forma-zherdeva-vv-dlya-vulkanizaci-neskinchennikh-gumovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Форма жердева в.в. для вулканізації нескінченних гумових виробів</a>
Спосіб рекультивації відвалів
Номер патенту: 13
Опубліковано: 30.04.1993
Автор: Махонченко Валерій Івановіч
МПК: E21C 41/32
Мітки: рекультивації, відвалів, спосіб
Формула / Реферат:
Способ рекультивации отвалов, включающий понижение отвала до проектной высоты путем перемещения пород слоями в радиальном направлении от центра к периферии отвала под откос, формирование по периметру границ первоначального контура отвала траншеи, заполнение ее водой с переливом, выполаживание откосов и покрытие поверхности отвала грунтом, отличающийся тем, что, с целью повышения эффективности рекультивации за счет ликвидации очагов горения в...
Попередній патент: Фільтр для очистки масла
Наступний патент: Берегозахисна споруда
Випадковий патент: Спосіб визначення питомої активності радіонуклідів в органах та тканинах риб за їх вмістом у лусці