Спосіб визначення трибологічних характеристик мастильно-охолоджуючих засобів
Номер патенту: 51900
Опубліковано: 16.12.2002
Автори: Пасечник Анатолій Андрійович, Кузьменко Анатолій Григорович, Баннов Генадій Михайлович
Формула / Реферат
Спосіб визначення трибологічних характеристик мастильно-охолоджуючих засобів, що полягає у дослідженні зношування інструментального матеріалу, який відрізняється тим, що використовується спосіб тертя ковзанням твердосплавної пластини, величину зношування інструментального матеріалу і температуру від шляху тертя визначають по двох точках та , при цьому параметри зношування визначають по формулах:
, ,
де
, - параметри моделі зношування інструментального матеріалу,
- параметри апроксимації,
Q - сила, з якою притискається інструментальний матеріал до циліндра,
b - ширина інструментальної пластини,
R - радіус циліндра,
k1 - кутовий коефіцієнт,
коефіцієнт впливу мастильно-охолоджуючих засобів на відносну оброблюваність розраховують за формулою:
де
, - параметри моделі зношування інструментального матеріалу при терті по сталі 45,
, - параметри моделі зношування інструментального матеріалу при терті по сталі, для якої визначається оброблюваність,
- тиск в контакті.
Текст
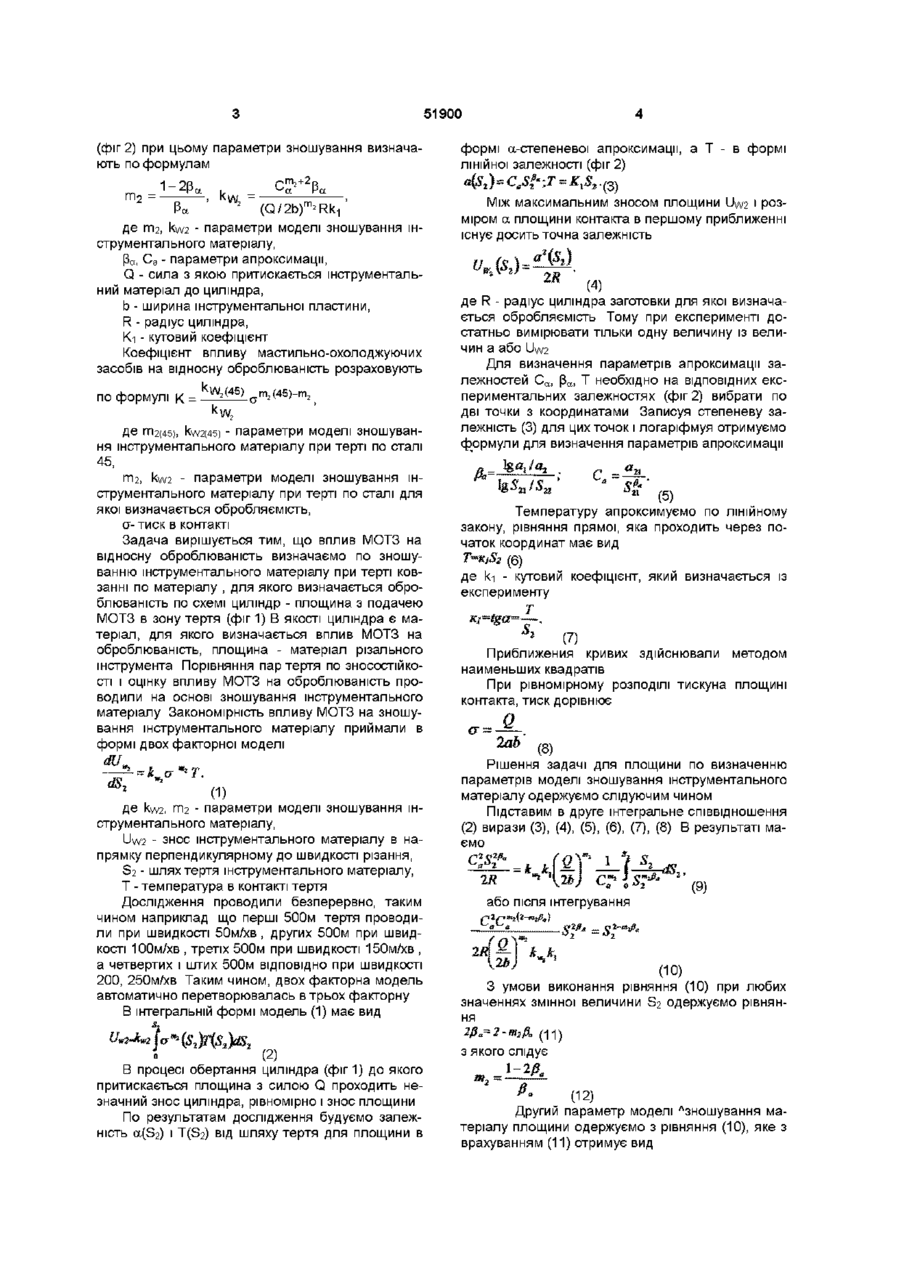
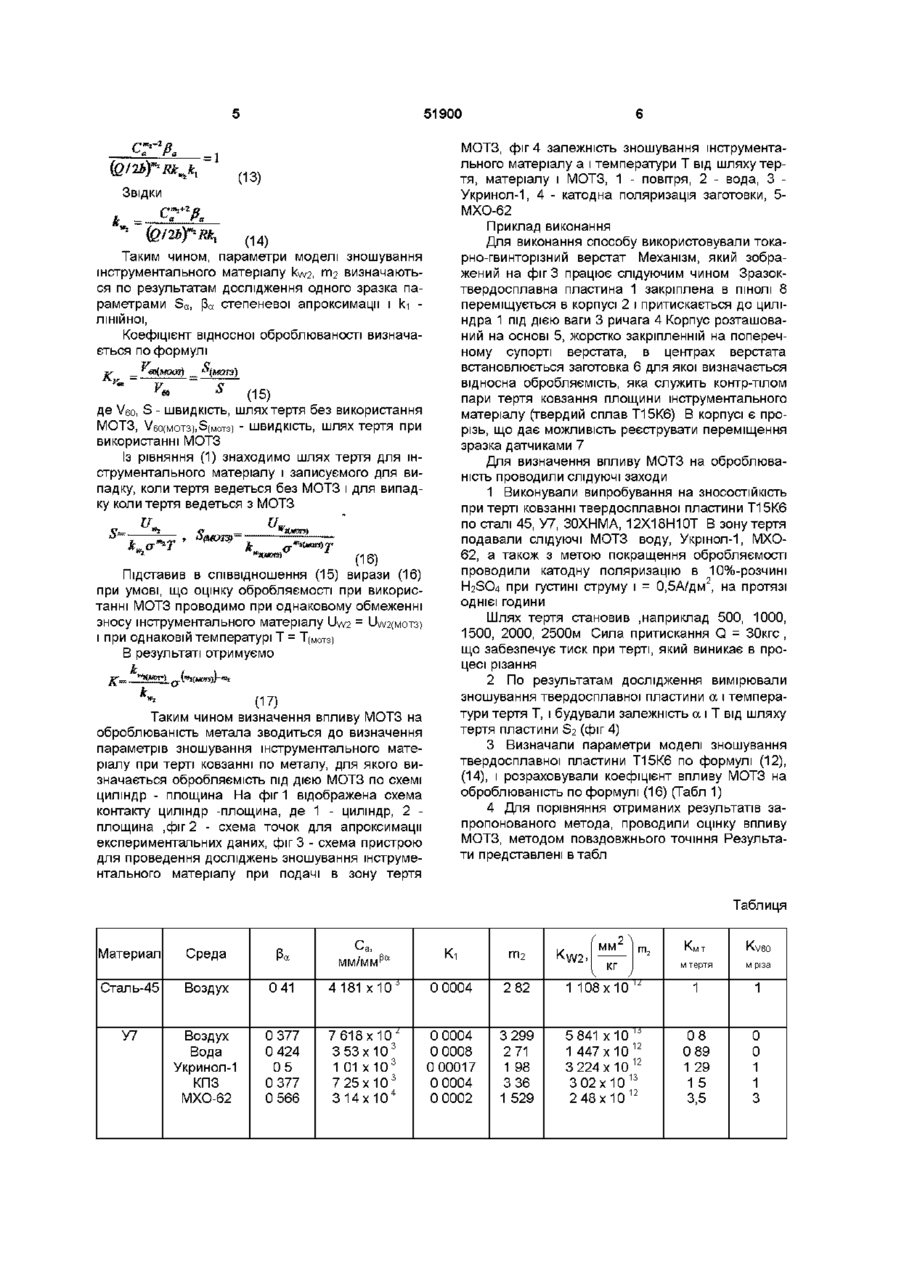
Спосіб визначення триболопчних характеристик мастильно-охолоджуючих засобів, що полягає у дослідженні зношування інструментального матеріалу, який відрізняється тим, що використовується спосіб тертя ковзанням твердосплавної пластини, величину зношування інструментального матеріалу а і температуру Т°С від шляху тертя S 2 визначають по двох точках S 2 i т а S22> П Р И цьому параметри зношування визначають по формулах -m,+2f і - zn v_ 1-2Р,_ . m2 = Pa де гті2, kW2 - параметри моделі зношування інструментального матеріалу, р а , С а - параметри апроксимації, Q- сила, з якою притискається інструментальний матеріал до циліндра, b - ширина інструментальної пластини, R-радіус циліндра, k r кутовий коефіцієнт Коефіцієнт впливу мастильно-охолоджуючих засобів на відносну оброблюваність розраховують за формулою К = '2(45) m2(45)=m2 де гті2(45), kW2(45) - параметри моделі зношування інструментального матеріалу при терті по сталі 45, гті2, kW2 - параметри моделі зношування інструментального матеріалу при терті по сталі, для якої визначається оброблюваність, а -тиск в контакті О Винахід відноситься до машинобудування і може бути використаними при визначені технологічних характеристик мастильно-охолоджуючих технологічних засобів (МОТЗ) За основу оцінки технологічних властивостей МОТЗ при обробці різанням в загалі приймається зношування і СТІЙКІСТЬ різального інструменту ОЦІНОЧНІ показники технологічних властивостей МОТЗ співпадають з показниками технологічних властивостей оброблюваних матеріалів, і процедура оцінки їх в кінцевому підсумку - це процедура оцінки оброблюваності різанням [1] Найбільш близьким до винаходу і технічної суті є метод отримання залежності швидкості різання від СТІЙКОСТІ V-T шляхом проведення СТІЙКІСТНИХ досліджень з різними швидкостями різання, який потребує спеціального обладнання, великої КІЛЬКОСТІ матеріалу і значного часу При обмеженій КІЛЬКОСТІ матеріалу і інструмента метод взагалі не може бути використаний В процесі різання, із зменшенням діаметра заготовки змінюється однорідність метала, процес різання припиняється для контролю фаски зносу по головній задній поверхні інструмента, що все це веде до відхилення СТІЙКОСТІ Т на 10 - 30% і більше [2] В основу винаходу поставлена задача зпрощення процесу дослідження впливу МОТЗ на оброблюваність матеріалів, підвищення точності експерименту, значного зменшення часу на дослідження, зменшення оброблюваного і інструментального матеріалу, зменшення МОТЗ за рахунок виключення процесу різання Спосіб визначення триболопчних характеристик мастильно-охолоджуючих технологічних засобів який ґрунтується на дослідженні зношування інструментального матеріалу відрізняється тим, що використовується спосіб тертя ковзанням твердосплавної пластини, величина зношування інструментального матеріалу а і температуру Т°С від шляху тертя S2 визначають по точкам Бгіта S22 о о> ю 51900 (фіг 2) при цьому параметри зношування визначають по формулам m2 = С "Pa Pa де гиг, kw2 - параметри моделі зношування інструментального матеріалу, ра, Са - параметри апроксимації, Q - сила з якою притискається інструментальний матеріал до циліндра, b - ширина інструментальної пластини, R - радіус циліндра, Кі - кутовий коефіцієнт Коефіцієнт впливу мастильно-охолоджуючих засобів на відносну оброблюваність розраховують ПО формулі к = Ч(45)ат2(45)-т2 k ДЄ ІТІ2(45), kw2(45) - П а р а м е т р и МОДЄЛІ ЗНОШуВЭН ня інструментального матеріалу при терті по сталі 45, ГТІ2, kw2 - параметри моделі зношування інструментального матеріалу при терті по сталі для якої визначається обробляємість, а- тиск в контакті Задача вирішується тим, що вплив МОТЗ на відносну оброблюваність визначаємо по зношуванню інструментального матеріалу при терті ковзанні по матеріалу , для якого визначається оброблюваність по схемі циліндр - площина з подачею МОТЗ в зону тертя (фіг 1) В якості циліндра є матеріал, для якого визначається вплив МОТЗ на оброблюваність, площина - матеріал різального інструмента Порівняння пар тертя по ЗНОСОСТІЙКОСТІ І оцінку впливу МОТЗ на оброблюваність проводили на основі зношування інструментального матеріалу Закономірність впливу МОТЗ на зношування інструментального матеріалу приймали в формі двох факторної моделі dS, (1) де kw2, Г 2 ' параметри моделі зношування інП струментального матеріалу, Uw2 - знос інструментального матеріалу в напрямку перпендикулярному до швидкості різання, S2 - шлях тертя інструментального матеріалу, Т - температура в контакті тертя Дослідження проводили безперервно, таким чином наприклад що перші 500м тертя проводили при швидкості 50м/хв , других 500м при швидкості 100м/хв , третіх 500м при швидкості 150м/хв , а четвертих і штих 500м ВІДПОВІДНО при швидкості 200, 250м/хв Таким чином, двох факторна модель автоматично перетворювалась втрьох факторну В інтегральній формі модель (1) має вид (2) В процесі обертання циліндра (фіг 1) до якого притискається площина з силою Q проходить незначний знос циліндра, рівномірно і знос площини По результатам дослідження будуємо залежність a(S2) і T(S2) від шляху тертя для площини в формі a-степеневоі апроксимації, а Т - в формі лінійної залежності (фіг 2) Між максимальним зносом площини Uw2 і розміром а площини контакта в першому приближенні існує досить точна залежність 2R (4) де R - радіус циліндра заготовки для якої визначається обробляємість Тому при експерименті достатньо вимірювати тільки одну величину із величин а або Uw2 Для визначення параметрів апроксимації залежностей C a , pa, T необхідно на ВІДПОВІДНИХ експериментальних залежностях (фіг 2) вибрати по дві точки з координатами Записуя степеневу залежність (3) для цих точок і логаріфмуя отримуємо формули для визначення параметрів апроксимації Температуру апроксимуємо по лінійному закону, рівняння прямої, яка проходить через початок координат має вид Т=К.і$2 (6) де кі - кутовий коефіцієнт, який визначається із експерименту 2 U) Приближения кривих здійснювали методом наименьших квадратів При рівномірному розподілі тискуна площині контакта, тиск дорівнює 2аЬ' (8) Рішення задачі для площини по визначенню параметрів моделі зношування інструментального матеріалу одержуємо слідуючим чином Підставим в друге інтегральне співвідношення (2) вирази (3), (4), (5), (6), (7), (8) В результаті маємо З умови виконання рівняння (10) при любих значеннях змінної величини S2 одержуємо рівняння з якого слідує Другий параметр моделі лзношування матеріалу площини одержуємо з рівняння (10), яке з врахуванням (11) отримує вид 51900 МОТЗ, фіг 4 залежність зношування інструментального матеріалу а і температури Т від шляху тертя, матеріалу і МОТЗ, 1 - повітря, 2 - вода, 3 Укринол-1, 4 - катодна поляризація заготовки, 5МХО-62 Приклад виконання Для виконання способу використовували токарно-гвинторізний верстат Механізм, який зображений на фіг 3 працює слідуючим чином Зразоктвердосплавна пластина 1 закріплена в ПІНОЛІ 8 переміщується в корпусі 2 і притискається до циліндра 1 під дією ваги 3 ричага 4 Корпус розташований на основі 5, жорстко закріпленній на поперечному супорті верстата, в центрах верстата встановлюється заготовка 6 для якої визначається відносна обробляємість, яка служить контр-тілом пари тертя ковзання площини інструментального матеріалу (твердий сплав Т15К6) В корпусі є прорізь, що дає можливість реєструвати переміщення зразка датчиками 7 = 1 (13) Звідки Таким чином, параметри моделі зношування інструментального матеріалу kw2, rri2 визначаються по результатам дослідження одного зразка параметрами S a , pa степеневої апроксимації і ki ЛІНІЙНОЇ, Коефіцієнт відносної оброблюваності визначається по формулі А„ V = О де \/бо, S - швидкість, шлях тертя без використання М О Т З , V 6 O(MOT3),S(HOT3) - ш в и д к і с т ь , ш л я х т е р т я п р и використанні МОТЗ Із рівняння (1) знаходимо шлях тертя для інструментального матеріалу і записуємого для випадку, коли тертя ведеться без МОТЗ і для випадку коли тертя ведеться з МОТЗ u Для визначення впливу МОТЗ на оброблюваність проводили слідуючі заходи 1 Виконували випробування на ЗНОСОСТІЙКІСТЬ при терті ковзанні твердосплавної пластини Т15К6 по сталі 45, У7, ЗОХНМА, 12Х18Н10Т В зону тертя подавали слідуючі МОТЗ воду, Укршол-1, МХО62, а також з метою покращення обробляємості проводили катодну поляризацію в 10%-розчині H2SO4 при густині струму і = 0,5А/дм2, на протязі однієї години Шлях тертя становив .наприклад 500, 1000, 1500, 2000, 2500м Сила притискання Q = ЗОкгс , що забезпечує тиск при терті, який виникає в процесі різання 2 По результатам дослідження вимірювали зношування твердосплавної пластини а і температури тертя Т, і будували залежність а і Т від шляху тертя пластини S2 (фіг 4) 3 Визначали параметри моделі зношування твердосплавної пластини Т15К6 по формулі (12), (14), і розраховували коефіцієнт впливу МОТЗ на оброблюваність по формулі (16) (Табл 1) 4 Для порівняння отриманих результатів запропонованого метода, проводили оцінку впливу МОТЗ, методом повздовжнього точіння Результати представлені в табл a (16) Підставив в співвідношення (15) вирази (16) при умові, що оцінку обробляємості при використанні МОТЗ проводимо при однаковому обмеженні зносу інструментального матеріалу Uw2 - UW2(MOT3) І при однаковій температурі Т = Т(НОтз) В результаті отримуємо к_ k (17) Таким чином визначення впливу МОТЗ на оброблюваність метала зводиться до визначення параметрів зношування інструментального матеріалу при терті ковзанні по металу, для якого визначається обробляємість під дією МОТЗ по схемі циліндр - площина На фіг 1 відображена схема контакту циліндр -площина, де 1 - циліндр, 2 площина ,фіг2 - схема точок для апроксимації експериментальних даних, фіг 3 - схема пристрою для проведення досліджень зношування інструментального матеріалу при подачі в зону тертя Таблиця Са, Материал Среда Pa мм/мм Сталь-45 Воздух 0 41 4181 х 1 0 а 0 0004 У7 Воздух Вода Укринол-1 КПЗ МХО-62 0 377 0 424 05 0 377 0 566 7618x10' 3 53хЮ3 1 01 х Ю 3 7 25хЮ3 314хЮ4 0 0004 0 0008 0 00017 0 0004 0 0002 ра Ki ГТІ2 2 3 82 299 2 71 1 98 3 36 1 529 К 2 f MM "I m2 1 кг J 1 108x10 u 5 841 х Ю " 1 447x1012 3 224x1012 3 02x1013 2 48x1012 KM T Кубо H тертя H різа 1 1 0 8 0 0 89 0 1 29 1 1 5 3,5 1 3 51900 Продовження табл Таблиця Материал Среда Сталь-45 Воздух У7 Воздух Вода Укринол-1 КПЗ МХО-62 Ра 0 41 Сэ, мм/ммра 4181 х 1 0 и Кі а ГТІ2 0 0004 2 82 (мм2)т K W2> 1 КГ 1 108x10 J и f^-H Т Kv60 н тертя н різання 1 1 10 51900 UwJ Фіг. 1 Фіг. 2 МОТЗ Фіг. З 11 51900 12 1 —\ • > К • 5 0 0 /., ... / Г 1 5 t O 1C L l O 50 Фіг. 8 Фіг. 4 5fl[l IE Lip H C 5 0 £. O 00 ФІГ. 5 =.DU 1ОШ 150O ЕПОС г-.,г ФІГ. 9 4 1n \^ \ \\ > ФІГ. 1 1 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м. Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining tribological characteristics of cutting liquids
Автори англійськоюKuzmenko Anatolii Hryhorovych, Bannov Henadii Mykhailovych
Назва патенту російськоюСпособ определения трибологических характеристик смазочно-охлаждающих жидкостей
Автори російськоюКузьменко Анатолий Григорьевич, Баннов Геннадий Михайлович
МПК / Мітки
МПК: G01N 3/58
Мітки: засобів, спосіб, трибологічних, мастильно-охолоджуючих, характеристик, визначення
Код посилання
<a href="https://ua.patents.su/6-51900-sposib-viznachennya-tribologichnikh-kharakteristik-mastilno-okholodzhuyuchikh-zasobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення трибологічних характеристик мастильно-охолоджуючих засобів</a>
Стенд для дослідження трибологічних і технологічних характеристик гвинтових конвеєрів
Номер патенту: 49291
Опубліковано: 16.09.2002
Автори: Гевко Ігор Богданович, Гевко Іван Богданович, Гупка Богдан Васильович
МПК: B65G 33/16
Мітки: характеристик, конвеєрів, трибологічних, дослідження, стенд, технологічних, гвинтових
Формула / Реферат:
Стенд для дослідження трибологічних і технологічних характеристик гвинтових конвеєрів, який виконаний у вигляді коробчастого корпуса, до якого прикріплені випробувальні робочі органи, механізми приводу, завантаження і зміни положення робочого органу, який відрізняється тим, що в коробчастому корпусі і на діаметрально протилежних стінках виконані пази у вигляді радіусів, за допомогою яких два гвинтові робочі органи з індивідуальними приводами...
Пристрій для знешкоджування мастильно-охолоджуючих рідин
Номер патенту: 27864
Опубліковано: 16.10.2000
Автори: Братута Едуард Георгійович, Долгополов Ігор Сергійович, Павленко Анатолій Михайлович
МПК: F23G 7/04
Мітки: пристрій, знешкоджування, мастильно-охолоджуючих, рідин
Текст:
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 47712
Опубліковано: 15.07.2002
Автори: Кузьменко Анатолій Григорович, Баннов Генадій Михайлович, Пасечник Анатолій Андрійович
Мітки: оброблюваності, відносної, спосіб, визначення, матеріалів
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання V60, який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя...
Спосіб визначення температури замерзання охолоджуючих композицій для двс
Номер патенту: 21451
Опубліковано: 16.12.1997
Автор: Бреславець Анатолій Васильович
МПК: G01K 11/00, G01N 33/22
Мітки: двс, замерзання, охолоджуючих, спосіб, визначення, композицій, температури
Формула / Реферат:
Способ определения температуры замерзания охлаждающих композиций для ДВС, включающий определение концентрации композиции с помощью ареометра и определение по ней температуры замерзания, отличающийся тем, что концентрация и температура замерзания определяются одновременно при помощи ареометра, шкала которого графически отображает зависимость температуры от концентрации.
Спосіб визначення кількісних характеристик фазового складу нескельних грунтів
Номер патенту: 41177
Опубліковано: 15.08.2001
Автори: Заяць Юрій Львович, Пшінько Олександр Миколайович, Петренко Володимир Дмитрович, Цепак Станіслав Владиславович, Косяк Вікторія Миколаївна
МПК: E02D 1/00
Мітки: грунтів, характеристик, фазового, складу, визначення, кількісних, спосіб, нескельних
Формула / Реферат:
Спосіб визначення кількісних характеристик фазового складу нескельних грунтів, при якому відбирають з масиву у герметичну бюксу заданого об'єму проби грунту, зважують її та визначають загальну масу, який відрізняється тим, що пробу грунту із бюкси перекладають у мірну ємкість, об'єм якої більший, ніж об'єм бюкси, доливають ємкість водою, перемішують до рідкого стану грунту, до повного виділення порового повітря, доливають ємкість водою до...
Попередній патент: Спосіб безвідходної рекультивації угідь після добування нерудних матеріалів
Наступний патент: Діодно-конденсаторна система живлення процесу очищення поверхні металевих виробів
Випадковий патент: Патрон гвинтовий затискний