Спосіб нагрівання заготовок в печі з крокуючим подом
Номер патенту: 52556
Опубліковано: 16.12.2002
Автори: Коваленко Іван Михайлович, Любимов Іван Михайлович, Колесник Ігор Вікторович, Волков Володимир Пилипович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Лозова Валентина Андріївна, Щур Віталій Андрійович, Дубина Олег Вікторович, Легостаєв Микола Іванович, Іванов Іван Іванович

Формула / Реферат
Пристрій активізації всмоктування потоку повітря у насадку пилососа для покращення очищення поверхонь виконано у вигляді додаткового трубопроводу, яким сполучено нагнітальну камеру пилососа через вихідний отвір в ній із насадкою. Для покращення здування пилу та сміття з поверхні, яку очищують, з'єднання додаткового трубопроводу з насадкою виконане таким чином, що потік повітря направлений на поверхню. Для більш зручного користування пилососом його трубопроводи виконані суміщеними із двома концентричними порожнинами.
Технічний результат полягає у спрощенні конструкції та покращенні екологічності пилососа за рахунок зменшення вібрації і шуму у трубопроводі та виключення попадання відфільтрованого пилососом повітря із залишками дрібного пилу у приміщення.
Текст
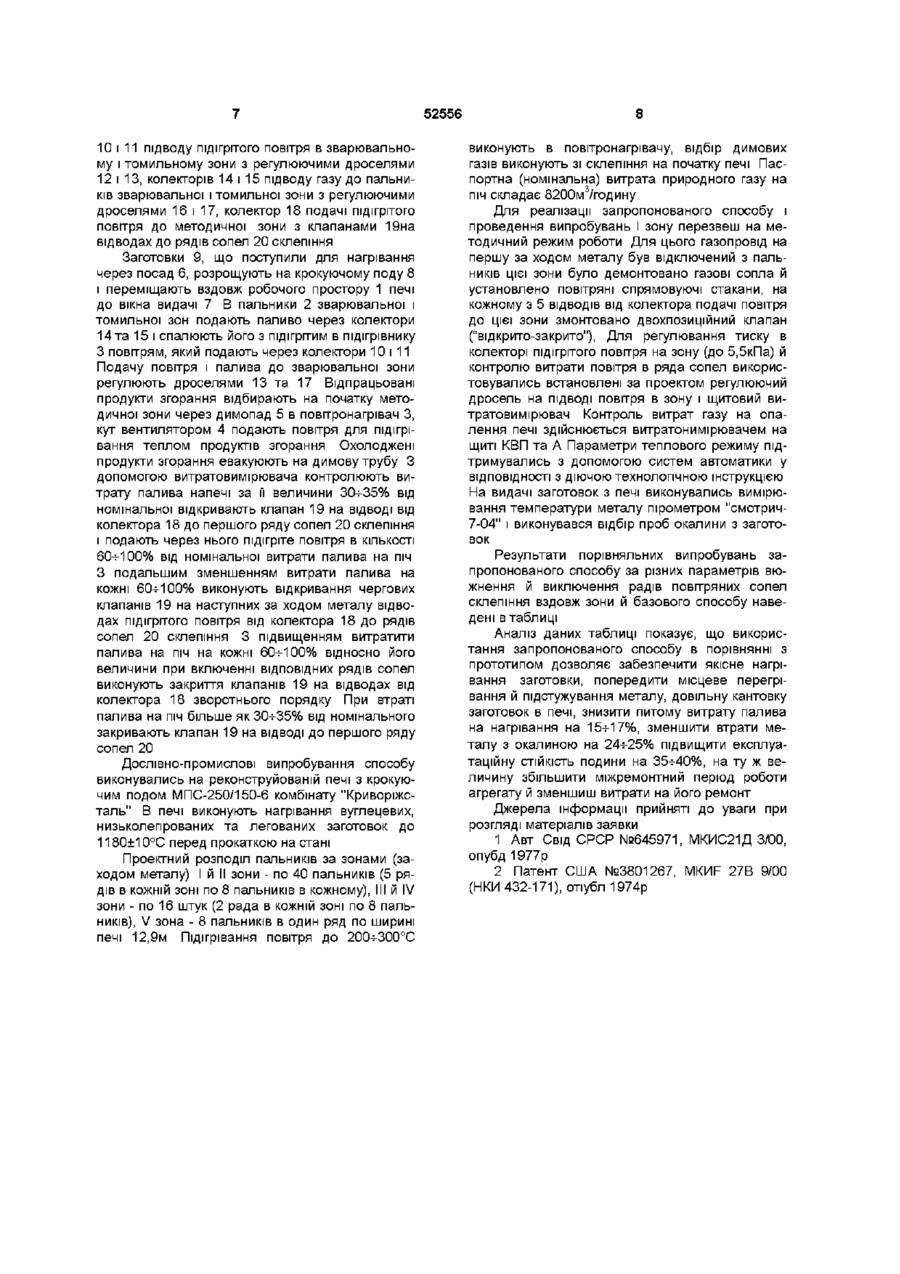
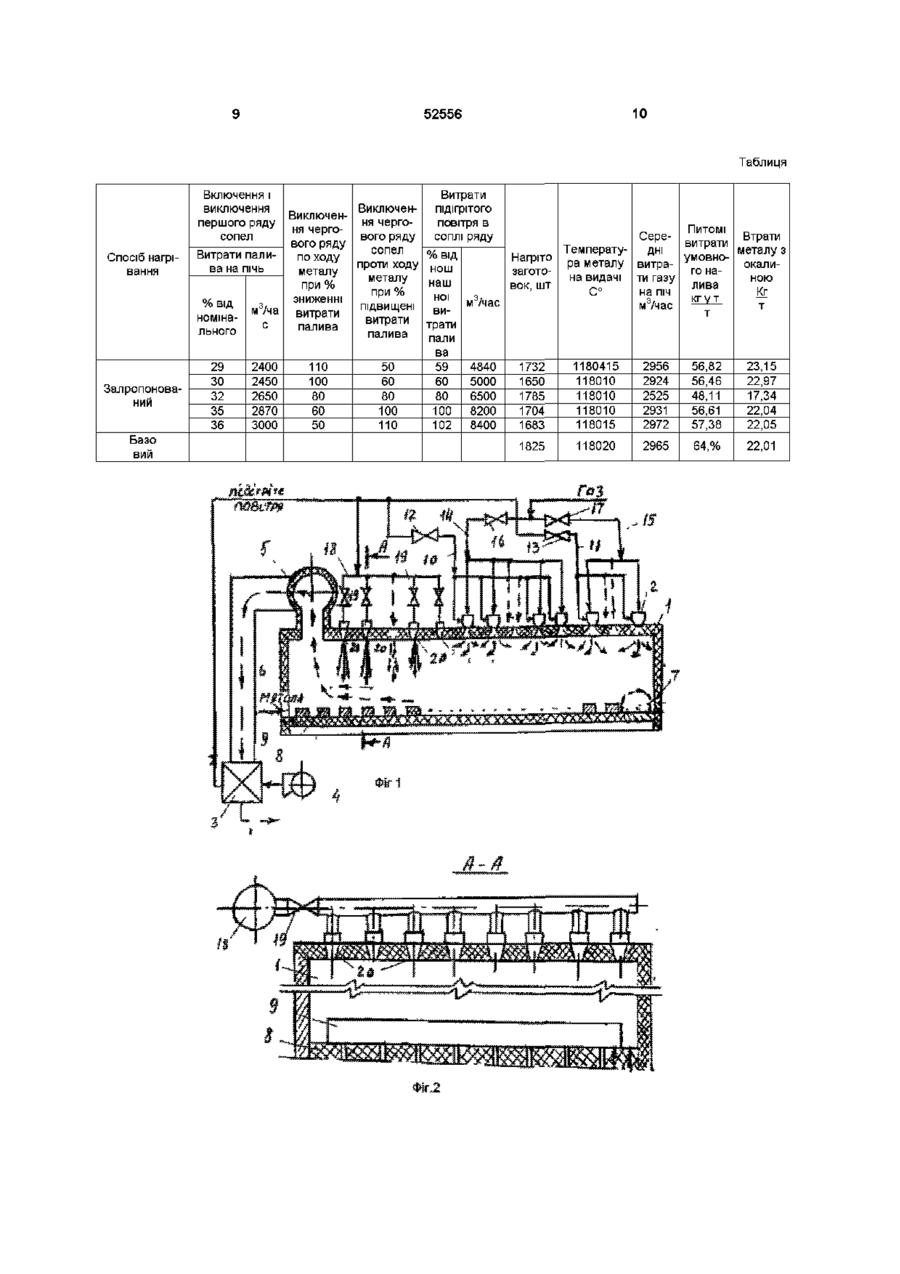
Спосіб нагрівання заготовок у печі з крокуючим подом, що включає розміщення металу на поду, подачу палива в пальники з подальшим його спалюванням, подачу струменя теплоносія через ряди сопел склепіння і продуктів згорання із високотемпературних зон у методичну зону, відбір Винахід належить до металургійної теплотехніки, зокрема до багатозонних печей з крокуючим подом для нагрівання металу перед обробкою тиском і може бути використаний в методичних нагрівальних печах металурги, машинобудування та інших галузей промисловості Відомий спосіб нагрівання металу, що реалізується в нагрівальній печі з подачею високошвидкісних струменів продуктів згорання на поверхню металу, що нагрівається із сопел швидкісних газозапальних пристроїв, які встановлені у склепінні печі (Авторське свідоцтво СРСР№64571, кл С21ДЗ/00.1977) Недоліком даного способу нагрівання є низька ефективність використання тепла палива у печі (ККД складає 26-ь31%), великі втрати тепла з димовими газами, Ідо відходять, температура яких складає 1150°-1200°С низька якість нагрівання металу через місцеве перегрівання Найбільш близьким за технічною сутністю досягнутому результату до заявленого способу є спосіб нагрівання заготовок, що реалізується у печі з пристроєм, який підвищує тиск продуктів згорання, що включає розміщення металу на по відпрацьованих продуктів згорання на початку методичної зони, нагрівання повітря за рахунок тепла відпрацьованих продуктів згорання, подачу підігрітого повітря в пальники, який відрізняється тим, що при витраті палива на піч 30-35% від номінальної здійснюють подачу підігрітого повітря через сопла склепіння першого ряду від початку методичної зони в КІЛЬКОСТІ 60-100% від номінальної витрати палива на піч, зі зниженням витрати палива на піч на кожні 60-100% східчасто збільшують на ту ж величину подачу підігрітого повітря у методичну зону шляхом послідовного включення рядів сопел склепіння в напрямку руху металу, а з підвищенням витрати палива на піч на кожні 60-100% східчасто зменшують на ту ж величину подачу підігрітого повітря у методичну зону шляхом послідовного відключення рядів сопел склепіння в напрямку, протилежному напрямку руху металу ду, подачу палива у пальники з подальшим його спалюванням, подану струменя теплоносія через ряди сопел склепіння і продуктів згорання із високотемпературних зон до методичної зони, вибір відпрацьованих продуктів згорання на початку методичної зони нагрівання повітря за рахунок тепла відпрацьованих продуктів згорання, подачу підігрітого повітря в пальники, до того ж проводять відбір продуктів згорання, що відходять перед димовою трубою димососом створюють необхідний тиск, відбирають інжектором продувай згорання із високотемпературних зон у трубопроводи і подають по ним продуктів згорання в якості теплоносія у сопла на склепінні методичної зони (Патент США №3801267 кл 432-171 (F27B9/02), 1974) Недоліком відомого способу нагрівання є підвищена питома витрата палива, втрати металу з окалиною, брак під час прокатки, низька експлуатаційна СТІЙКІСТЬ поду печі Це пояснюється наступним Продукти згорання відбирають у трубопроводи із високотемпературних зон (зварювальних і томильних), повністю виключаються із процесу теплопередачі (О ю ю ю 52556 до металу у цих зонах пропорцюнально КІЛЬКОСТІ відібраних із цих зон продуктів згорання, понижаються швидкості противоточного руху газів і металу, падає конвективна тепловіддача Пониження інтенсивності руху газів приводить до підвищення градієнта температур в робочому просторі, появі застійних зон, нерівномірності нагрівання металу і видачі у прокат заготовок з різницею температури по довжині, вище припущеною за технологією Крім того, відбір продуктів згорання із зварювальних і томильних зон інжектором в трубопроводи понижує тиск у цих зонах Зі зміщенням лінії нульового тиску вище рівня поду у печі з крокуючим подом через зазори між рухомими і нерухомими частинами поду починається інтенсивне підсосування атмосферного повітря, підстужування нижніх граней заготовок, їх жолоблення і довільне катування, що спричиняє швидке зношування руйнування поду Прокатка деформованих підстужених заготовок ускладнена і супроводжується великим відсотком браву Через високу температуру поверхні заготовок у цих зонах ріст концентрації кисню в газовій атмосфері біля поду різко підсилює процеси окалиноутворення, збільшуються втрати металу з окалиною Підсосування повітря і підлужування заготовок нерівні з погіршенням теплообміннихпроцесів у робочому просторі обумовлює необхідність підвищення теплової потужності зварювальних і томильних зон, що супроводжується підвищенням витрати палива на нагрівання металу Формування роботи високотемпературних зон збільшує небезпеку перегрівання і оплавлення верхніх граней заготовок, які повернені до факелів, що є додатковою причиною втрат металу і одержання браку при прокатці Задачами, на вирішення яких направлено цей винахід, є зміна способу нагрівання залишок у печі з крокуючим подом шляхом подачі у піч сопла підігрітого повітря в КІЛЬКОСТІ 60-100% від номінальної витрати палива у піч через сопла склепіння першого ряду від початку методичної зони при витраті палива на піч 30-35% від номінального, послідовного включення рядів сопел оводу в напрямку руху металу при понижений витрати палива на піч на кожні 60100% і східчастого збільшення на ту ж величину подачі підігрітого повітря у методичну зону, послідовного відключення рядів склепіння у напрямку, протилежному рухові металу, при збільшенні втрати палива на піч на кожні 60-100% і східчастого зменшення натуж величину подачі підігрітого повітря в методичну зону, що дозволяє підвищиш ефективність використання тепла продуктів згорання у робочому просторі за рахунок підвищення швидкостей протитечійного руху газів у металі, знизити нерівномірність нагрівання заготовок за рахунок інтенсифікації процесів тепломасопереносу у газовій фазі, виключити підсоси повітря через подану по всій довжині печі і підстужування заготовок, скоротити питому витрату палива, втрати металу з окалиною, брак при прокаті, підвищити експлуатаційну СТІЙКІСТЬ поду печі Технічний результат досягається тим, що у способі нагрівання заготовки у печі з крокуючим подом, що включає розміщення металу на поду, подачу палива в пальники з подальшим його спалюванням, подачу струменя теплоносія через ради сопел склепіння і продуктів згорання із високотемпературних зон у методичну зону, відбір відпрацьованих продуктів згорання на початку методичної зони, нагрівання повітря за рахунок тепла відпрацьованих продуктів згорання, подачу підігрітого повітря у пальники, згідно винаходу при витраті палива на піч 30-35% від номінального виконують подачу підігрітого повітря через сопла склепіння склепіння ряду від початку методичної зони у КІЛЬКОСТІ 60-100% від номінальної витрати палива на піч, зі зниженням втрати палива на піч на кожні 60-100% східчасто збільшують на ту ж величину подачу підігрітого повітря у методичну зону шляхом послідовного відключення рядів сопел своду в напрямку руху металу, а з підвищенням витрати палива на піч на кожні 60100% східчасто зменшують на ту ж величину подачу підігрітого повітря у методичну зону шляхом послідовного відточення рядів сопел склепіння в напрямку, протилежно му руху металу Між сукупніспю істотних ознак винаходу та досягнутим технічним результатом існує, причинно-наслідковий зв'язок, тому що саме подача підігрітого повітря у КІЛЬКОСТІ 60-100% від номінальної витрати палива на піч через сопла своду першого ряду від початку методичної зони при витраті палива на піч 30-35% від номінального, послідовне включення рядів сопел склепіння в напрямку руху металу при зменшенні витрати палива на піч на кожні 60-100% і східчасте збільшення натуж величину подалі підігрітого повітря у методичну зону, послідовне виключення рядів сопел склепіння в напрямку, протилежному рухові металу, при збільшенні витрат палива на пічна кожні 60-100%і східчасте зменшення на ту ж величину подачі підігрітого повітря у методичну зону дозволило інтенсифікувати тепловіддачу від газів до металу і підвищити ступінь засвоєння метала тепла продуктів згорання у робочому просторі, утворити аеродинамічний бар'єр високотемпературних продуктів згорання із зварювальних і томильних зон біля своду методичної зону у димопад та змістити їх потік до рівня металу, підтримувати оптимальне розподілення тиску біля поду печі по всій її довжині, попередити підсосуваиня холодного повітря у печі і вибивання пічних газів через нещільність поду при зниженні теплової потужності печі до 30-35% і менше інтенсифікація теплообміну, підвищення ступеню утилізації тепла продуктів згорання у робочому просторі, виключення ПІДСОСІВ холодного повітря сприяє зниженню питомих витрат палива на нагрівання металу Відсутність підстужування заготовок холодним повітрям зі сторони поду попереджує їх деформування і мимовільну кантовку у протесі нагрівання і передчасний вихід із ладу елементів поду Крім того, відпадає необхідність формування зварювальних і томильних зон перевитрати палива у них, забезпечується видача у проказ нагрітих, недеформованих заготовок, без 52556 оплавлення поверхонь і перепалу, що підвищує вихід придатної продукції при прокатці Процес нагрівання металу протікає у середовищі продуктів згорання з мінімальною концентрацією кисню, обумовленою тільки умовами повного спалювання палива у межах робочого простору, що різко знижує швидкість окалиноутворення і зменшує втрати металу з окалиною Оскільки заявлена сукупність істотних ознак дозволяє вирішити поставлену задачу, обумовлену ВІДМІННИМИ ознаками, запропонований винахід відповідає критерію "Позитивний ефект" за наявності різниці у результаті при використанні його і прототипу Для визначення ВІДПОВІДНОСТІ заявленого технічного рішення критерію "Винахідницький рівень" проведено пошук в науково-технічній літературі і патентній документації (головний індекс С21Д9/00, 3/00, 9/70, 11/00, 1/74, F27B 9/20, 9/02, 1/26, F27fl 7/00, 19/00, 13/12) Оскільки відомих технічних рішень з подібними ознаками, які б виконували заявлену функцію не виявлено, заявлене технічне рішення відповідає критерію "Винахідницький рівень" Спосіб здійснюється наступним чином Заготовки, що найшли на нагрівання через вікно посаду розташовують на поду печі і переміщують уздовж робочого простору до вікна видач В пальники зварювальних і томильних зон подають паливо, спалюють його з повітрям, яке підігрівають у повітронагрівачі за рахунок тепла, димових газів, що виходять із печі Тривалість нагрівання металу і температури у зонах встановлюють за технологічною інструкцією Продукт згорання із томильних і зварювальних зон подають по робочому просторові у методичну зону, відбирають у димопад нагрівають за рахунок їх тепла у підігрівачі повітря і виганяють на димову трубу При зниженні витрати палива на піч до 3035% від номінального у першому від вікна посаду ряду сопел на склепінні методичної печі подають підігріте у підігрівачу повітря у КІЛЬКОСТІ 60-100% від номінальної витрат палива у піч Номінальну витрату палива встановлюють за паспортом печі для її проектної продуктивності Зі зниженням витрати палива на піч на 60-100% відносно рівня витрати при включені першого ряду сопел виконують подачу підігрітого повітря у другий від вікна посаду ряд сопел у КІЛЬКОСТІ 60100% від номінальної витрати палива на піч Аналогічно здійснюють подачу підігрітого повітря у наступні ряди сопел за ходом руху металу при скороченні витрати палива на 60-100% відносно його величини при включенні кожного попереднього ряду Із підвищенням виграш палива на пічна 60100%відносно його величини при включенні останнього заходом металу ряду сопел зупиняють подачу до нього підігрітого повітря Аналогічно здійснюють почергове відключення подачі підігрітого повітря у наступні в напрямку вікна посаду ряди сопел при перевищенні виграш палива на піч 60-100% від рівня витрати при їх включенні на подачу повітря, а при втраті палива 30-35% від номінального відключають подачу підігрітого повітря у перший від початку методич ної зони ряд, сопел Подача струменів підігрітого повітря через перший від початку методичної зони рад сопел при витраті палива на піч більш, як 35%, через наступні по ходу руху металу ряди сопел при зниженні витрат палива на піч менш, ніж на 60% відносного його величини при включені попереднього, а також припинення подачі підігрітого повітря в останній за ходом металу і попередні ряди сводових сопел витрати палива на піч рівня виграш при їх включенні більш ніж на 100% приводить до неприпустимого росту тиску в робочому просторі, інтенсивним вибиванням пічних газів через вікно видачі заготовок та нещільності кладки, що призводить до розгару і деформації металоконструкції печі, росту витрат палива через збільшення тепловтрат Подача підігрітого повітря лише в перший за ходом металу ряд сопел при витратах палива на піч менше ніж 30% через кожен наступний ряд сопел при зниженні витрат палива більше, ніжна 100% відносно його рівня при включенні попереднього ряду і припинення подачі підігрітого повітря в ряди сопел склепіння зворотній ПОСЛІДОВНОСТІ при перевищенні витрат палива на піч його величина при включенні ВІДПОВІДНОГО ряду менше, ніжна 60%, не дозволяє підтримувати мінімально необхідний рівень тиску на подані методичної зони й виключиш підсмоктування холодного повітря через зазори між рухомими й нерухомими частинами поду вздовж методичної зони, що приводить до підстужування заготовок та зниження їх температури на вході до зварювальної зони, перевитрати палива в ній При подачі підігрітого повітря в кожен рад сопел склепіння в КІЛЬКОСТІ менше, ніж 60% від номінальної виграти палива на піч, через недостатню КІЛЬКІСТЬ руху струменів повітря вони не дозволяють стабілізувати тиск в методичній зоні і забезпечиш відтиснення потоку високотемпературних продуктів згорання в металі, що нагрівається знижується ефективність утилізації тепла продуктів згорання в методичній зоні, що нарівні з підсмоктуванням повітря погіршує паливовикористання При подані повітря в кожен рад сопел склепіння у КІЛЬКОСТІ більшій, ніж 100% від номінальної витреш палива на піч, ВИСОКОШВИДКІСНІ жорсткі струмені повітря досягають ріння металу, відбувається їхнє змішування з продуктами згорання, складеться неприйнятно великий аеродинамічний опір проходу потоку газів на їх виході з печі, що веде до зниження температурного напору від газів до металу в методичній зоні й зростанню шоку в печі, погіршується нагрівання металу в методичній зоні і збільшується вибивання пічних газів, збільшуються витрати палива у зварювальні зони Сутність винаходу пояснюється графічними матеріалами, де на фіг 1,2 зображена схема розміщення устаткування печі 3 крокуючим ходом, яка містить робочий простір 1, пальники 2, повітронагрівач 3, вентилятор 4, димопад 5, вікна 6 посаду 7 та видачі заготовок, крокуючий під 8 з розміщеними на ньому заготовками 9, колектора 52556 10 і 11 підводу підігрітого повітря в зварювальному і томильному зони з регулюючими дроселями 12 і 13, колекторів 14 і 15 підводу газу до пальників зварювальної і томильної зони з регулюючими дроселями 16 і 17, колектор 18 подачі підігрітого повітря до методичної зони з клапанами 19на відводах до рядів сопел 20 склепіння Заготовки 9, що поступили для нагрівання через посад 6, розрощують на крокуючому поду 8 і переміщають вздовж робочого простору 1 печі до вікна видачі 7 В пальники 2 зварювальної і томильної зон подають паливо через колектори 14 та 15 і спалюють його з підігрітим в підігрівнику З повітрям, який подають через колектори 10 і 11 Подачу повітря і палива до зварювальної зони регулюють дроселями 13 та 17 Відпрацьовані продукти згорання відбирають на початку методичної зони через димопад 5 в повітронагрівач З, кут вентилятором 4 подають повітря для підігрівання теплом продуктів згорання Охолоджені продукти згорання евакуюють на димову трубу З допомогою витратовимірювача контролюють витрату палива напечі за її величини 30-ь35% від номінальної відкривають клапан 19 на ВІДВОДІ ВІД колектора 18 до першого ряду сопел 20 склепіння і подають через нього підігріте повітря в КІЛЬКОСТІ 60-И00% від номінальної витрати палива на піч З подальшим зменшенням витрати палива на кожні 60-И00% виконують відкривання чергових клапанів 19 на наступних за ходом металу відводах підігрітого повітря від колектора 18 до рядів сопел 20 склепіння 3 підвищенням витратити палива на піч на кожні 60-И00% відносно його величини при включенні ВІДПОВІДНИХ рядів сопел виконують закриття клапанів 19 на відводах від колектора 18 зворотнього порядку При втраті палива на піч більше як 30-ь35% від номінального закривають клапан 19 на ВІДВОДІ ДО першого ряду сопел 20 Дослівно-промислові випробування способу виконувались на реконструйованій печі з крокуючим подом МПС-250/150-6 комбінату "Криворіжсталь" В печі виконують нагрівання вуглецевих, низьколепрованих та легованих заготовок до 1180±10°С перед прокаткою на стані Проектний розподіл пальників за зонами (заходом металу) І й II зони - по 40 пальників (5 рядів в кожній зоні по 8 пальників в кожному), III й IV зони - по 16 штук (2 рада в кожній зоні по 8 пальників), V зона - 8 пальників в один ряд по ширині печі 12,9м Підігрівання повітря до 200-ь300°С 8 виконують в повітронагрівачу, відбір димових газів виконують зі склепіння на початку печі Паспортна (номінальна) витрата природного газу на 3 піч складає 8200м /годину Для реалізації запропонованого способу і проведення випробувань І зону перезвеш на методичний режим роботи Для цього газопровід на першу за ходом металу був відключений з пальників цієї зони було демонтовано газові сопла й установлено повітряні спрямовуючі стакани, на кожному з 5 ВІДВОДІВ від колектора подачі повітря до цієї зони змонтовано двохпозиційний клапан ("відкрито-закрито"), Для регулювання тиску в колекторі підігрітого повітря на зону (до 5,5кПа) й контролю витрати повітря в ряда сопел використовувались встановлені за проектом регулюючий дросель на ПІДВОДІ повітря в зону і щитовий витратовимірювач Контроль витрат газу на опалення печі здійснюється витратонимірювачем на щиті КВП та А Параметри теплового режиму підтримувались з допомогою систем автоматики у ВІДПОВІДНОСТІ з діючою технологічною інструкцією На видачі заготовок з печі виконувались вимірювання температури металу пірометром "смотрич7-04" і виконувався відбір проб окалини з заготовок Результати порівняльних випробувань запропонованого способу за різних параметрів вюжнення й виключення радів повітряних сопел склепіння вздовж зони й базового способу наведені в таблиці Аналіз даних таблиці показує, що використання запропонованого способу в порівнянні з прототипом дозволяє забезпечити якісне нагрівання заготовки, попередити місцеве перегрівання й підстужування металу, довільну кантовку заготовок в печі, знизити питому витрату палива на нагрівання на 15-И7%, зменшити втрати металу з окалиною на 24-ь25% підвищити експлуатаційну СТІЙКІСТЬ подини на 35-н40%, на ту ж величину збільшити міжремонтний період роботи агрегату й зменшиш витрати на його ремонт Джерела інформації прийняті до уваги при розгляді матеріалів заявки 1 Авт Свід СРСР №645971, МКИС21Д 3/00, опубд 1977р 2 Патент США №3801267, MKHF 27В 9/00 (НКИ 432-171), отіубл 1974р 10 52556 Таблиця Включення і виключення першого ряду сопел Спосіб нагрівання Залропонований Базо вий Витрати Виключенпідігрітого Виключення чергоповітря в ня чергоПитомі вого ряду соплі ряду СереВтрати вого ряду витрати сопел Температудні металу з Витрати пали% ВІД по ходу умовноНагріто ра металу проти ходу нош витраокалива на пічь металу загото- на видачі ти газу го наметалу ною наш при % лива вок, шт при % на піч Кг 3 НОІ зниженні кгут 3 м /час % ВІД підвищені м /час т м3/ча витрати вит номінавитрати трати с палива льного палива пали ва 1180415 2956 56,82 23,15 29 2400 110 50 59 4840 1732 118010 2924 56,46 22,97 ЗО 2450 100 60 60 5000 1650 118010 2525 48,11 17,34 32 2650 80 80 80 6500 1785 118010 2931 56,61 22,04 35 2870 60 100 100 8200 1704 118015 2972 57,38 22,05 36 3000 50 110 102 8400 1683 1825 118020 2965 64,% 22,01 11 52556 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 12
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for heating billets in the walking beam furnace
Автори англійськоюDubyna Oleh Viktorovych, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Liubimov Ivan Mykhailovych, Kovalenko Ivan Mykhailovych, Shchur Vitalii Andriiovych, Kolesnik Ihor Viktorovich, Lozova Valentyna Andriivna, Ivanov Ivan Ivanovych, Volkov Volodymyr Pylypovych
Назва патенту російськоюСпособ нагревания заготовок в печи с шагающим подом
Автори російськоюДубина Олег Викторович, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Любимов Иван Михайлович, Коваленко Иван Михайлович, Щур Виталий Андреевич, Колесник Игорь Викторович, Лозовая Валентина Андреевна, Иванов Иван Иванович, Волков Владимир Филиппович
МПК / Мітки
МПК: C21D 9/70, F27B 9/00, C21D 1/34, C21D 9/56, C21D 9/00
Мітки: печі, нагрівання, подом, спосіб, крокуючим, заготовок
Код посилання
<a href="https://ua.patents.su/6-52556-sposib-nagrivannya-zagotovok-v-pechi-z-krokuyuchim-podom.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагрівання заготовок в печі з крокуючим подом</a>
Спосіб і пристрій для завантаження сипкого матеріалу на конвеєрну стрічку печі з обертовим подом
Номер патенту: 44791
Опубліковано: 15.03.2002
Автори: Херре Герд, Поль Ульріх, Шміден Хартмут, Цепін Херман
МПК: B65G 69/04, F27B 9/00, F27D 3/00
Мітки: конвеєрну, пристрій, печі, сипкого, завантаження, спосіб, стрічку, обертовим, подом, матеріалу
Формула / Реферат:
1. Спосіб завантаження сипкого матеріалу на конвеєрну стрічку печі з обертовим подом, що містить кожух, який закриває конвеєрну стрічку печі з утворенням кільця, що включає його завантаження на транспортувальний пристрій і наступне розвантаження на конвеєрну стрічку печі з розподілом сипкого матеріалу з постійною висотою по всій ширині стрічки, який відрізняється тим, що завантаження сипкого матеріалу на транспортувальний пристрій здійснюють...
Спосіб нагрівання сталевих заготівок у нагрівальній печі
Номер патенту: 51118
Опубліковано: 15.11.2002
Автори: Новікова Олена Вікторівна, Курбатов Юрій Леонідович
МПК: C21D 1/34
Мітки: нагрівання, нагрівальний, спосіб, печі, сталевих, заготівок
Формула / Реферат:
Винахід відноситься до оптичного приладобудування і, зокрема, може бути використаний в професійних та побутових цілях для читання чи пошуку дрібних деталей при слабкому освітленні.Відома накладна лупа, яка містить позитивну двовипуклу лінзу, та сферичні зони поверхонь, на яких нанесені дзеркальні покриття. [Авторське свідоцтво SU, №1553939, кл. G02B25/00, 1990].Прете, такій лупі притаманні недоліки через те, що обмежується сфера...
Установка для нагрівання заготовок
Номер патенту: 23267
Опубліковано: 19.05.1998
Автор: Косс Аркадій Ізяславович
МПК: B29C 49/28
Мітки: установка, заготовок, нагрівання
Формула / Реферат:
Установка для нагрівання заготовок, які мають форму тіл обертання, наприклад, ПЕТ-преформ, яка містить нагрівальну станцію та пристрій для переміщення заготовок, який включає корпус у вигляді опорної рами, в якому розташований транспортний засіб у вигляді безконечного транспортера, на горизонтальному відрізку якого розташована нагрівальна станція, та носії заготовок, які установлені на транспортному засобі, яка відрізняється тим, що опорна...
Спосіб викладання прокатних заготовок для нагріву у методичній печі штовхального типу
Номер патенту: 15388
Опубліковано: 30.06.1997
Автори: Альхін Вячеслав Григорович, Трухін Микола Олексійович, Пітенько Олександр Семенович, Кукуй Давид Пенхусович, Підберезний Микола Петрович, Феофілактов Андрій Вікторович, Бродський Сергій Сергійович
МПК: F27B 9/00
Мітки: печі, викладання, штовхального, прокатних, заготовок, типу, спосіб, нагріву, методичній
Формула / Реферат:
Способ укладки прокатных заготовок для нагрева в методической печи толкательного типа, при котором укладывают круглые заготовки поочередно с фиксаторами, отличающийся тем, что в качестве фиксаторов используют прямоугольные заготовки, боковые грани которых имеют вогнутость 1,5 - 3% от диаметра круглых заготовок, а высота этих граней составляет 0,8 - 2,5 диаметра круглых заготовок.
Спосіб регулювання струму трифазної дугової електропечі та установка трифазної електродугової печі прямого нагрівання
Номер патенту: 26516
Опубліковано: 11.10.1999
Автори: МОРЕЛЛО ЛУЧАНО, Фраджакомо Ріккардо, ДЖЕНСІНІ ДЖАННІ, КОАССІН ДЖОВАННІ
МПК: H05B 7/144
Мітки: струму, прямого, електропечі, печі, дугової, установка, трифазної, спосіб, нагрівання, електродугової, регулювання
Формула / Реферат:
1. Способ регулирования тока трехфазной дуговой электропечи прямого нагрева для плавления металлов и, преимущественно, но не главным образом, сплавов на основе железа, при котором измеряют ток дуги и в зависимости от него изменяют положение электродов в ванне печи по высоте и изменяют значение реактивности реактора, расположенного в каждой фазе на участке, соединяющем линию среднего напряжения с питающим трансформатором, отличающийся тем, что...
Попередній патент: Спосіб лікування хворих на ксероз шкіри
Наступний патент: Спосіб нагрівання заготовок у методичній печі
Випадковий патент: Періодичний спосіб одержання поліаміду із амінонітрилів (варіанти)