Спосіб викладання прокатних заготовок для нагріву у методичній печі штовхального типу
Номер патенту: 15388
Опубліковано: 30.06.1997
Автори: Бродський Сергій Сергійович, Феофілактов Андрій Вікторович, Пітенько Олександр Семенович, Кукуй Давид Пенхусович, Трухін Микола Олексійович, Альхін Вячеслав Григорович, Підберезний Микола Петрович
Формула / Реферат
Способ укладки прокатных заготовок для нагрева в методической печи толкательного типа, при котором укладывают круглые заготовки поочередно с фиксаторами, отличающийся тем, что в качестве фиксаторов используют прямоугольные заготовки, боковые грани которых имеют вогнутость 1,5 - 3% от диаметра круглых заготовок, а высота этих граней составляет 0,8 - 2,5 диаметра круглых заготовок.
Текст
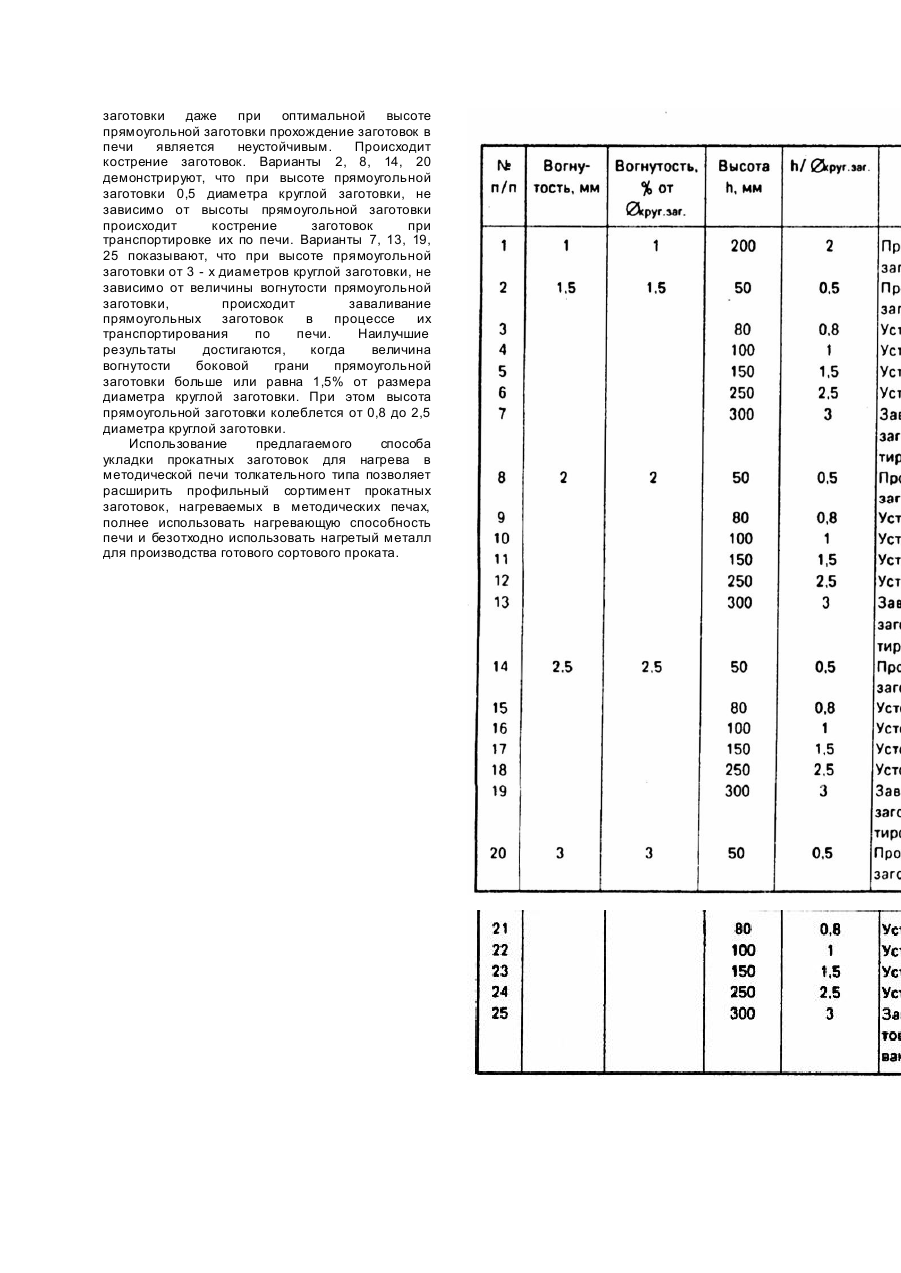
Изобретение относится к сортопрокатному производству и может быть использовано при нагреве металла в методических печах толкательного типа. Наиболее близким по совокупности признаков к предлагаемому техническому решению является способ реализуемый устройством для перемещения изделий [1]. В этом техническом решении очередную круглую заготовку проталкивают в цепь толкателем. Затем на загрузочный слой перекрывают фиксаторы, рабочая поверхность которых выполнена цилиндрической, и фиксируют в нужном положении. После укладки следующей круглой заготовки осуществляется очередной цикл перемещения металла. Одновременно выдается нагретое изделие, и если под печи у окна выдачи выполнен с наклоном в сторону окна, то освободившиеся фиксаторы самостоятельно скатываются на стол выдачи. Со стола выдачи фиксаторы передаются к столу загрузки. Недостатком указанного способа является необходимость большого числа фиксаторов и значительные трудозатраты на их перемещение и установку. Кроме того, непроизводительно повышаются расходы на, процесс нагрева за счет затрат на ремонт, восстановление и хранение фиксаторов. Кроме этого, на многих металлургических предприятиях возникают ситуации, когда необходимо перекатать отходы или некондицию круглых заготовок в сортовой прокат. В противном случае вы шеназванные круглые заготовки используются как металлический лом, что не выгодно для предприятия. Строительство специальной печи для нагрева круглых заготовок экономически нецелесообразно. В основу изобретения поставлена задача усовершенствования способа укладки прокатных заготовок для нагрева в методической печи толкательного типа, при котором за счет чередования круглых и прямоугольных заготовок, имеющих определенную высоту и вогнутую боковую грань, обеспечивается возможность расширения профильного сортамента прокатных заготовок, нагреваемых в методических печах, помимо этого достигается наиболее полное использование нагревающей способности печи и безотходное использование нагретого металла для производства готового сортового проката. Поставленная задача решается тем, что в способе укладки прокатных заготовок для нагрева в методической печи толкательного типа укладывают круглые заготовки поочередно с фиксаторами. Вместо фиксаторов используют прямоугольные заготовки, боковые грани которых имеют вогнутость 1,5 - 3% от диаметра круглых заготовок, а высота этих граней составляет 0,8 2,5 диаметра круглых заготовок. Использование вместо фиксаторов прямоугольных заготовок позволяет расширить профильный сортамент прокатных заготовок, нагреваемых в методических печах и достигн уть наиболее полного использования нагревающей способности печи и безотходного использования нагретого металла для производства готового сортового проката. Эта необходимость вызвана тем, что во-первых в ряде случаев на предыдущем переделе появляются отходы товарной круглой заготовки, которые могут быть использованы в дальнейшем переделе для получения сортового проката, а во-вторых, в случаях отсутствия иных нагревательных средств, кроме как методическая печь толкательного типа. Грани толкания прямоугольных заготовок имеют вогнутости, что позволяет добиваться устойчивого прохождения заготовок по печи. Боковые грани прямоугольных заготовок должны иметь вогнутость 1,5 - 3% от величины диаметра круглых заготовок. Если вогнутость будет меньше чем 1,5% диаметра круглых заготовок, то это может привести к выталкиванию круглых заготовок в процессе транспортирования их через толкательную печь и их кострению. Выполнение вогнутости с прогибом больше, чем 3% от диаметра круглых заготовок нецелесообразно так как прямоугольная заготовка теряет свою форму и превращается в трефообразную, что затрудняет получение из нее сортовой продукции. Боковая грань прямоугольной заготовки не должна быть меньше 0,8 диаметра круглой заготовки, так как в этом случае возможно кострение заготовок при транспортировке их в печи. Если боковая грань прямоугольной заготовки больше 2,5 диаметра круглой заготовки, то возможно нарушение устойчивого прохождения прямоугольных заготовок при транспортировании, их заваливание за счет смещения центра тяжести. Способ осуществляется следующим образом. При изготовлении прямоугольных заготовок во время прокатки слитков путем специального чередования кантовок обеспечивают стяжку на боковых гранях заготовок (такую стяжку достаточно выполнить на 2-х противоположных гранях). Высоту прямоугольных заготовок выполняют в пределах 0,8 - 2,5 диаметра круглой заготовки. На глиссажные трубы методической печи толкательного типа укладывают круглые заготовки, чередующиеся с прямоугольными заготовками боковые грани которых имеют вогнутость 1,5 - 3% от размера диаметра круглых заготовок, а высота этих граней составляет 0,8 - 2,5 диаметра круглых заготовок. Прокатные заготовки располагают таким образом, чтобы боковые грани прокатных заготовок, имеющие вогнутости, соприкасались с круглыми заготовками. С помощью толкателя двигают заготовки вдоль печи, нагревая их до заданной температуры. Использование прямоугольных за-. готовок со специально подготовленным профилем обеспечивает возможность расширения профильного сортамента прокатных заготовок, нагреваемых в методических печах, помимо этого достигается наиболее полное использование нагревающей способности печи и безотходное использование нагретого металла для производства готового сортового проката. Пример конкретного выполнения: Необходимо перекатать некондиционный круг диаметром 100мм. Для определения возможностей использования прямоугольных заготовок с различными параметрами в качестве фиксаторов на заготовочном стане были прокатаны заготовки с различной глубиной вогнутости и различной высотой боковой стенки. Результаты прохождения заготовок различной геометрии по методической печи сведены в таблицу. Как видно из приведенных данных по первому варианту, когда прямоугольная заготовка имеет вогнутость 1% от размера диаметра круглой заготовки даже при оптимальной высоте прямоугольной заготовки прохождение заготовок в печи является неустойчивым. Происходит кострение заготовок. Варианты 2, 8, 14, 20 демонстрируют, что при высоте прямоугольной заготовки 0,5 диаметра круглой заготовки, не зависимо от высоты прямоугольной заготовки происходит кострение заготовок при транспортировке их по печи. Варианты 7, 13, 19, 25 показывают, что при высоте прямоугольной заготовки от 3 - х диаметров круглой заготовки, не зависимо от величины вогнутости прямоугольной заготовки, происходит заваливание прямоугольных заготовок в процессе их транспортирования по печи. Наилучшие результаты достигаются, когда величина вогнутости боковой грани прямоугольной заготовки больше или равна 1,5% от размера диаметра круглой заготовки. При этом высота прямоугольной заготовки колеблется от 0,8 до 2,5 диаметра круглой заготовки. Использование предлагаемого способа укладки прокатных заготовок для нагрева в методической печи толкательного типа позволяет расширить профильный сортимент прокатных заготовок, нагреваемых в методических печах, полнее использовать нагревающую способность печи и безотходно использовать нагретый металл для производства готового сортового проката.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for laying roll ingots for heating in continuous heating furnace of pushing type
Автори англійськоюPidbereznyi Mykola Petrovych, Pitenko Oleksandr Semenovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Trukhin Mykola Oleksiiovych, Trukhin Mukola Oleksiiovych, Brodskyi Serhii Serhiiovych, Alkhin Viacheslav Hryhorovych, Feofilaktov Andrii Viktorovych
Назва патенту російськоюСпособ выкладывания прокатных заготовок для нагрева в методической печи толкательного типа
Автори російськоюПодберезный Николай Петрович, Питенко Александр Семенович, Кукуй Давид Пенхусович, Трухин Николай Алексеевич, Бродский Сергей Сергеевич, Альхин Вячеслав Григороьевич, Феофилактов Андрей Викторович
МПК / Мітки
МПК: F27B 9/00
Мітки: викладання, спосіб, прокатних, типу, печі, нагріву, заготовок, штовхального, методичній
Код посилання
<a href="https://ua.patents.su/2-15388-sposib-vikladannya-prokatnikh-zagotovok-dlya-nagrivu-u-metodichnijj-pechi-shtovkhalnogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб викладання прокатних заготовок для нагріву у методичній печі штовхального типу</a>
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Левицький Анатолій Петрович, Лам Матвій Маркович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: спосіб, прокатки, круглих, заготовок
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Глібов Євген Валеріанович, Якунін Іван Олексійович, Мартинов Валерій Васильович, Беседіна Елеонора Борисівна, Руденко Анатолій Олександрович, Афонін Володимир Олексійович, Белкін Юхим Львович, Чернишова Світлана Никодимівна, Шишков Михайло Михайлович
МПК: B22D 11/04
Мітки: кристалізатор, лиття, круглих, безперервного, заготовок
Формула / Реферат:
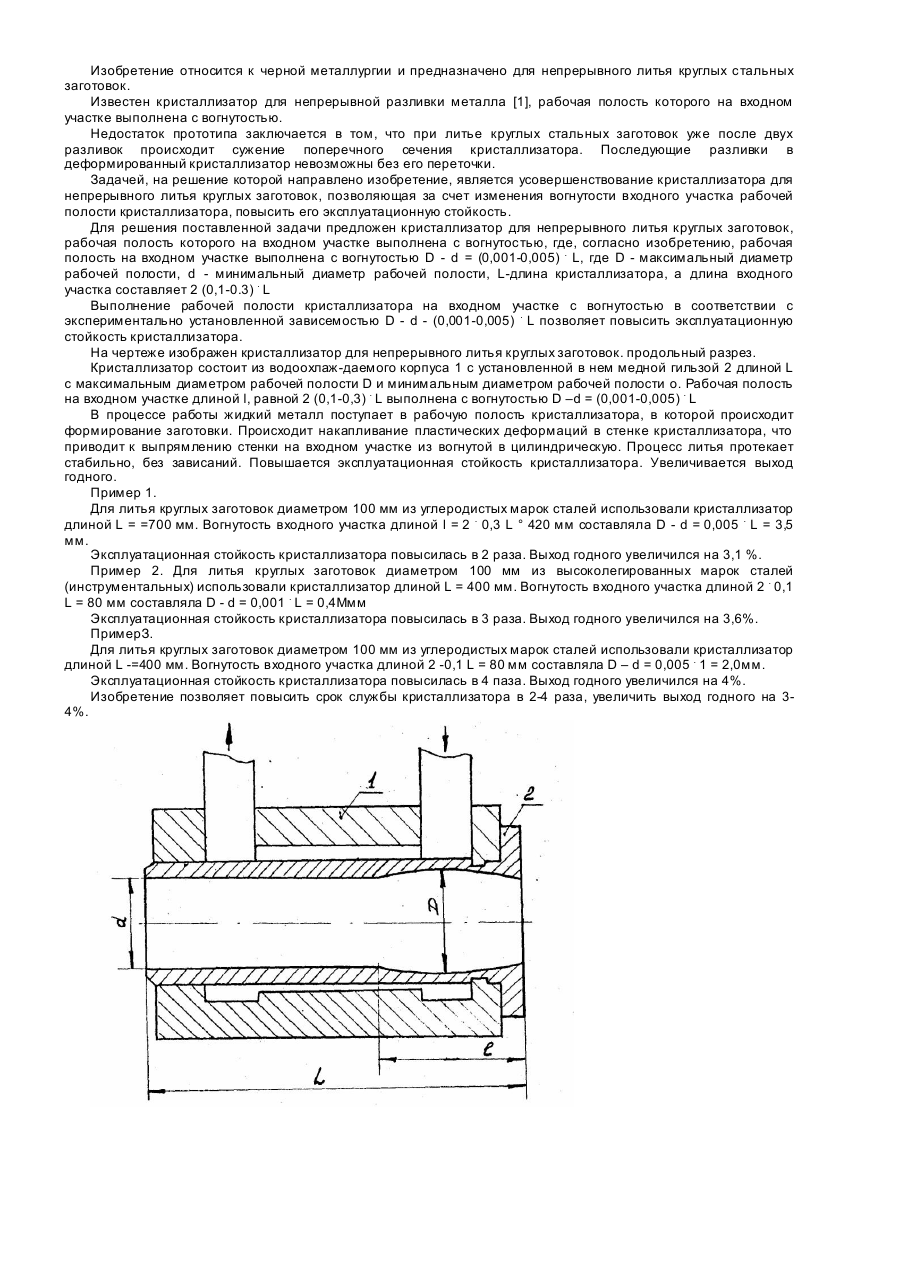
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Грєкін Роман Наумович, Овсій Едуард Вікторович, Кукуй Давид Пенхусович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: спосіб, виробництва, заготівок, прокатних
Формула / Реферат:
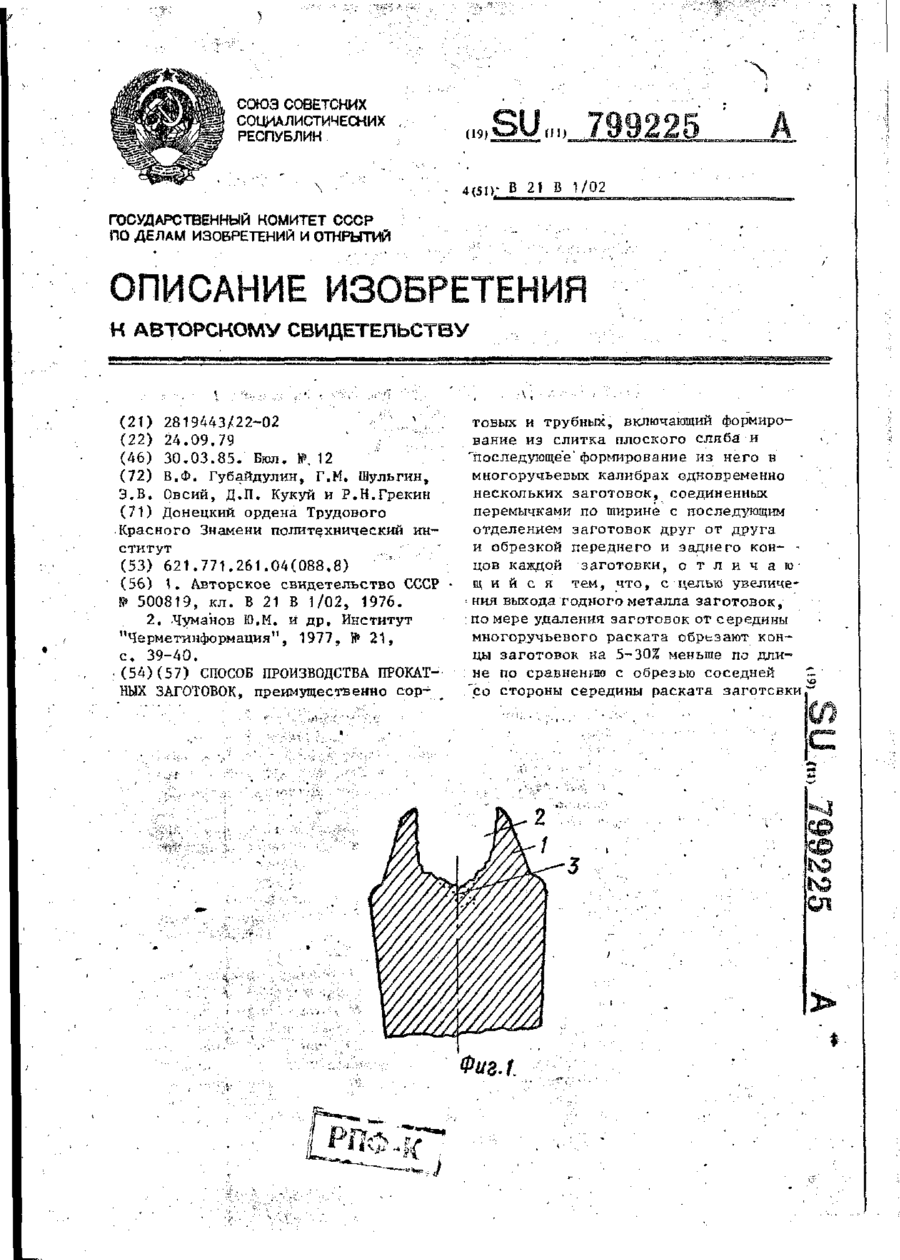
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Столяр Ігор Анатолієвич
МПК: B29D 30/00, B29C 35/02
Мітки: спосіб, масивних, шин, виготовлення, заготовок, кільцевих
Формула / Реферат:
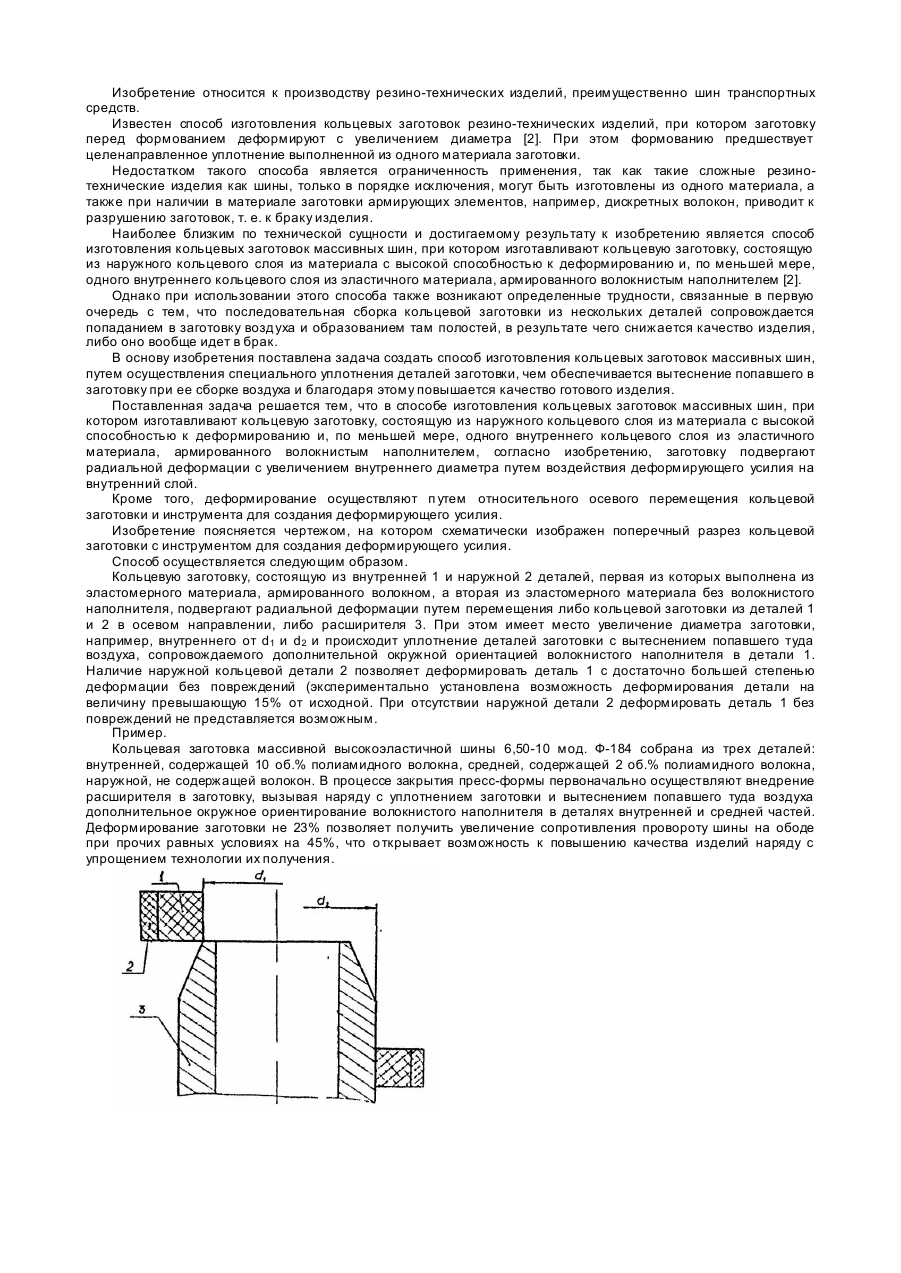
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Лушпа Анатолій Олексійович, Білай Григорій Омелянович, Ждакаєв Генадій Павлович, Комосов Віктор Вікторович, Ганджа Григорій Архипович, Козаченко Микола Сергійович, Матвеєва Марина Олегівна
МПК: B22D 27/20, B22D 13/00
Мітки: прокатних, валків, лиття, відцентрового, спосіб, біметалевих
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Попередній патент: Пристрій для рахування насіння при сівбі висіваючим апаратом
Наступний патент: Швидкодіючий вимикач
Випадковий патент: Живильник