Спосіб формування або калібровки пакувального контейнера та формуючий пристрій для його здійснення
Формула / Реферат
1. Спосіб формування або калібровки пакувального контейнера (1), що герметично закривається, виконаного з гнучкого пакувального матеріалу (5) і вміщуючого податливий нестисливий вміст, у якому застосовують формуючий пристрій (11), яким оточують пакувальний контейнер (1), при цьому формуючий пристрій пристосовують до бажаної остаточної конфігурації пакувального контейнера, причому формуючі частини (12, 13) формуючого пристрою переміщують відносно одна одної для максимального зменшення вільного простору для пакувального контейнера (1), який відрізняється тим, що частини пакувального матеріалу (5) стискають на об'єм зменшення у пазах або заглибленнях (16) формуючого пристрою (11).
2. Спосіб за п. 1, який відрізняється тим, що об'єм вільного простору зменшують до 100-110 відсотків теоретично мінімального об'єму.
3. Спосіб за п. 2, який відрізняється тим, що формуючі частини виконують з можливістю коливання, викликаного середовищем пакувального контейнера.
4. Формуючий пристрій для формування або калібровки пакувального контейнера (1), закритого герметично і вміщуючого податливий нестисливий вміст, виготовленого з гнучкого пакувального матеріалу (5), причому формуючий пристрій складається з рухливих формуючих частин (12, 13), які встановлені з можливістю переміщення між відкритим і закритим положеннями, який відрізняється тим, що обмежуюча поверхня (14) формуючої порожнини, визначеної формуючими частинами, має пази або заглиблення (16) для пакувального матеріалу (5).
5. Формуючий пристрій за п. 4, який відрізняється тим, що заглиблення (16) збігаються з лініями складок (6), які існують у пакувальному матеріалі (5).
6. Формуючий пристрій за п. 5, який відрізняється тим, що заглиблення (16) являють собою виїмки шириною від 1 до 4 мм.
7. Формуючий пристрій за п. 6, який відрізняється тим, що глибина виїмок становить величину, яка у 0,4 і 1,2 рази перевищує ширину виїмок.
8. Формуючий пристрій за будь-яким з пп. 4-7, який відрізняється тим, що формуючий пристрій (11) включає згинаючі або направляючі елементи (15) для пакувального матеріалу (5).
9. Формуючий пристрій за п. 8, який відрізняється тим, що згинаючі або направляючі елементи (15) встановлені з можливістю переміщення відносно формуючого пристрою (11).
10. Формуючий пристрій за будь-яким з пп. 4-9, який відрізняється тим, що формуюча порожнина, яка визначена формуючими частинами (12, 13), має об'єм величиною від 100 до 110 відсотків теоретично мінімального об'єму обробленого пакувального контейнера (1).
Текст
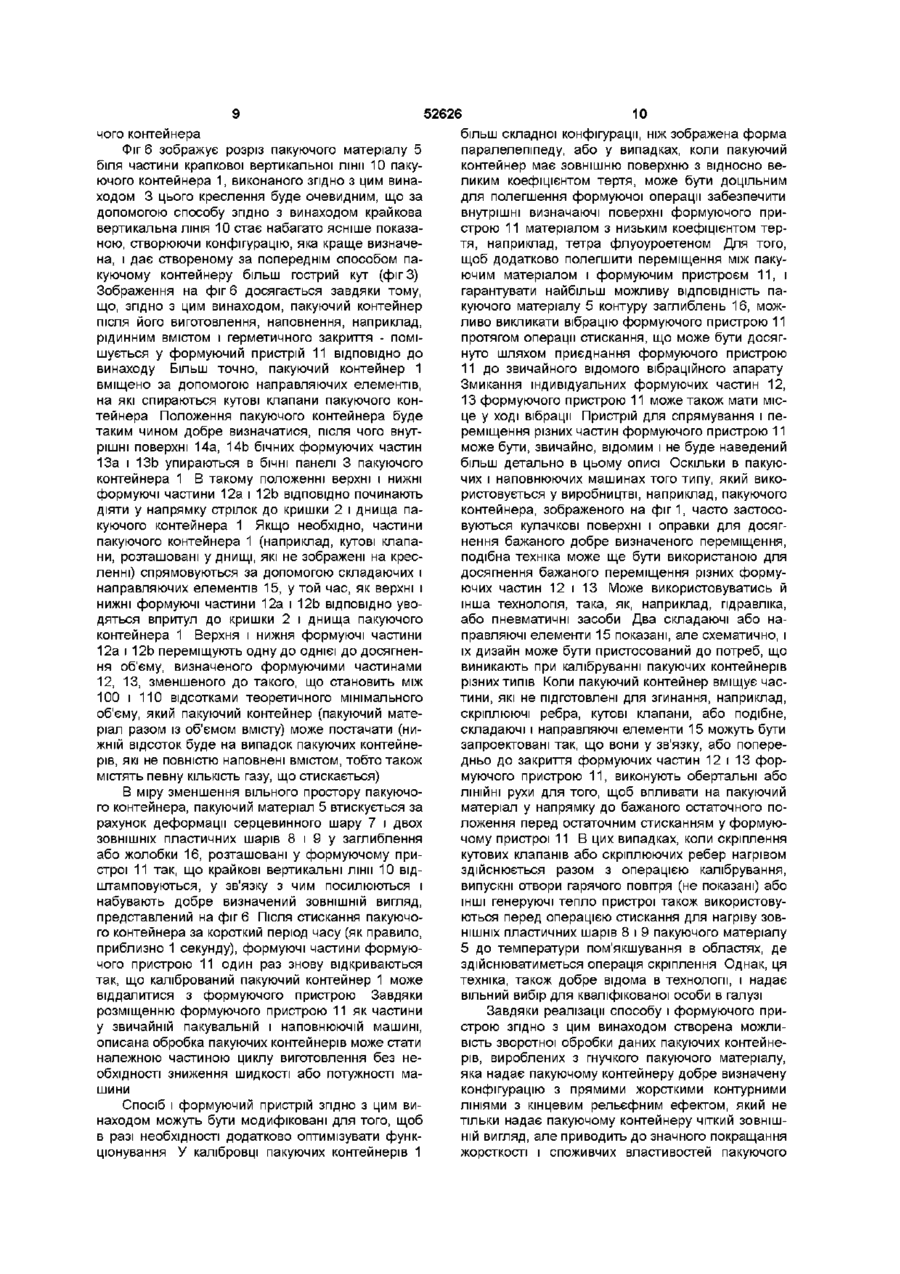
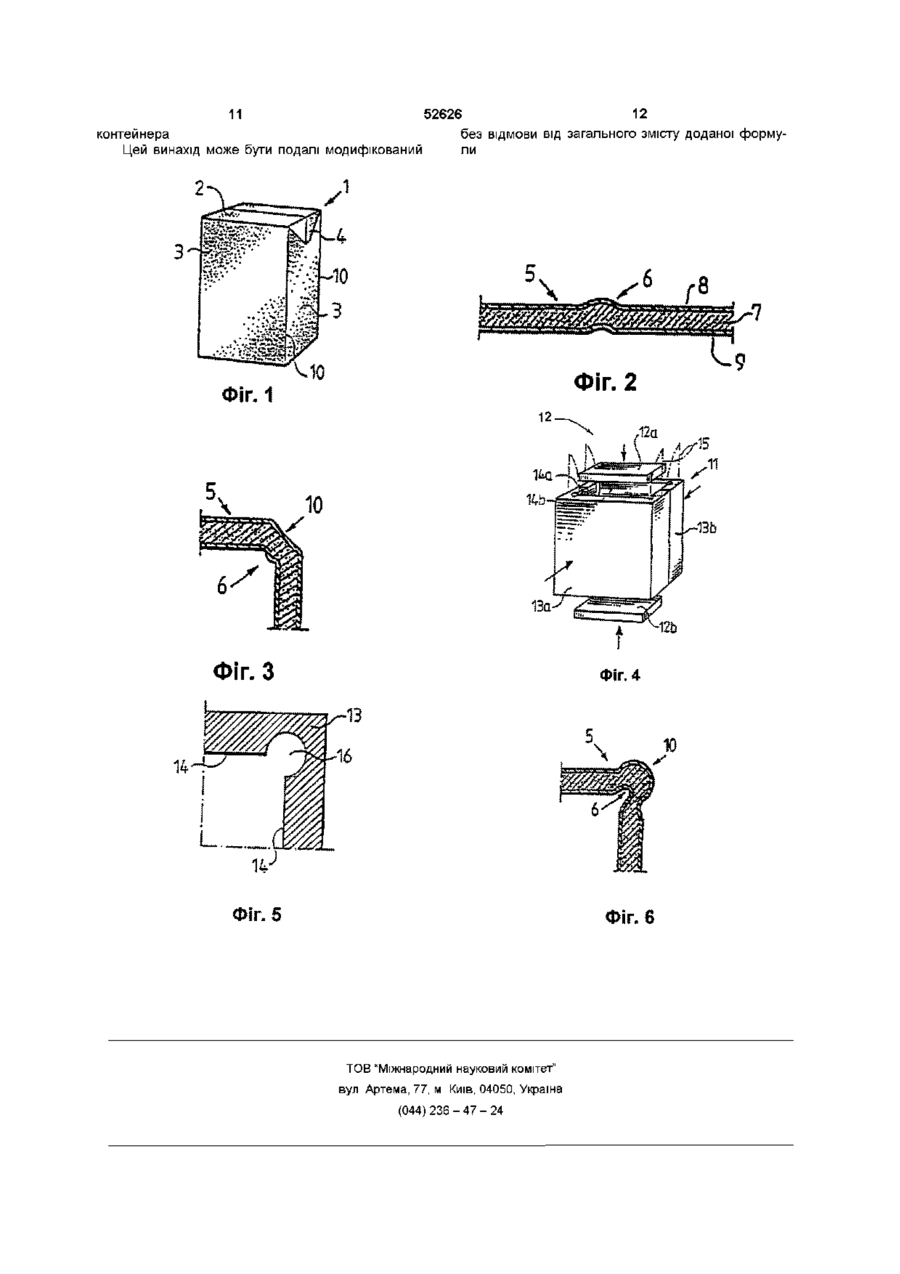
1 Спосіб формування або калібровки пакувального контейнера (1), що герметично закривається, виконаного з гнучкого пакувального матеріалу (5) і вміщуючого податливий нестисливий вміст, у якому застосовують формуючий пристрій (11), яким оточують пакувальний контейнер (1), при цьому формуючий пристрій пристосовують до бажаної остаточної конфігурації пакувального контейнера, причому формуючі частини (12, 13) формуючого пристрою переміщують відносно одна одної для максимального зменшення вільного простору для пакувального контейнера (1), який відрізняється тим, що частини пакувального матеріалу (5) стискають на об'єм зменшення у пазах або заглибленнях (16) формуючого пристрою (11) 2 Спосіб за п 1, який відрізняється тим, що об'єм вільного простору зменшують до 100-110 ВІДСОТКІВ теоретично мінімального об'єму 3 Спосіб за п 2, який відрізняється тим, що формуючі частини виконують з можливістю коливання, викликаного середовищем пакувального контейнера 4 Формуючий пристрій для формування або калібровки пакувального контейнера (1), закритого Винахід стосується харчової промисловості і стосується способу формування або калібровки герметично закритого пакуючого контейнера, який вироблений з гнучкого пакуючого матеріалу і вміщує податливий, нестисливий вміст Винахід також стосується пристрою для формування або каліб герметично і вміщуючого податливий нестисливий вміст, виготовленого з гнучкого пакувального матеріалу (5), причому формуючий пристрій складається з рухливих формуючих частин (12, 13), які встановлені з можливістю переміщення між відкритим і закритим положеннями, який відрізняється тим, що обмежуюча поверхня (14) формуючої порожнини, визначеної формуючими частинами, має пази або заглиблення (16) для пакувального матеріалу (5) 5 Формуючий пристрій за п 4, який відрізняється тим, що заглиблення (16) збігаються з ЛІНІЯМИ складок (6), які існують у пакувальному матеріалі (5) 6 Формуючий пристрій за п 5, який відрізняється тим, що заглиблення (16) являють собою виїмки шириною від 1 до 4 мм 7 Формуючий пристрій за п 6, який відрізняється тим, що глибина виїмок становить величину, яка у 0,4 і 1,2 рази перевищує ширину виїмок 8 Формуючий пристрій за будь-яким з пп 4-7, який відрізняється тим, що формуючий пристрій (11) включає згинаючі або направляючі елементи (15) для пакувального матеріалу (5) 9 Формуючий пристрій за п 8, який відрізняється тим, що згинаючі або направляючі елементи (15) встановлені з можливістю переміщення відносно формуючого пристрою (11) 10 Формуючий пристрій за будь-яким з пп 4-9, який відрізняється тим, що формуюча порожнина, яка визначена формуючими частинами (12, 13), має об'єм величиною від 100 до 110 ВІДСОТКІВ теоретично мінімального об'єму обробленого пакувального контейнера (1) ровки герметично закритих пакуючих контейнерів, сповнених рідким вмістом і виготовлених із гнучкого пакуючого матеріалу У харчовій промисловості відоме пакування рідкого вмісту, такого, як сік або молоко у пакуючих контейнерах разового використання, які виго О (О (О ю 52626 листового матеріалу, забезпеченого ЛІНІЯМИ, ЩО товлені з гнучкого рідиннонепроникненого пакуюзгинаються, і незайманими частинами досить нечого матеріалу Значною мірою - пакуючі контейвелика Тому виготовлення пакуючих контейнерів нери у формі паралелепіпеду, які маркіровані марз пакуючого листового матеріалу і, зокрема, так кою Tetra Bnk звана заключна формуюча операція може призвеЗа прототип запропонованого винаходу присти до створення пакуючого контейнера, в якому йнятий спосіб формування або калібровки пакуюне завжди досягнуті бажані добре визначені кромчого контейнера, що герметичне закривається, ки та кути, але є тенденція до прояву більш закрувиробленого з гнучкого пакуючого матеріалу і вміглених перехідних зон між поверхнями різних стіщуючого податливий нестисливий вміст, у якому нок пакуючого контейнера, розміщеними кутами застосовують формуючий пристрій, яким оточують одна до одної Більш невизначена конфігурація у пакуючий контейнер, при цьому формуючий приподальшому призводить до того, що пакуючий стрій пристосовують до бажаної остаточної конфіконтейнер у кінцевому стані буде сприйматися гурації пакуючого контейнера, причому формуючі споживачем як більш помітно податливий і нестачастини формуючого пристрою переміщують відбільний, що може заважати споживачеві користуносно одна однієї для максимального зменшення ватися ним головним чином у зв'язку з виливанням вільного простору для пакуючого контейнера (ЕР 6 вмісту з пакуючого контейнера № 0091712, МПК В65В 51/30, опубл в Bulletin 83/42,19 10 1983р) Спосіб і формуючий пристрій згідно з цим винаходом можуть звичайно ще працювати поЗа прототип винаходу прийнятий також форіншому, наприклад, забезпечуючи призматичну муючий пристрій для формування або калібровки конфігурацію пакуючого контейнера, яка вироблепакуючого контейнера, закритого герметично і на з гнучкого пакуючого матеріалу, складається і вміщуючого податливий нестисливий вміст, вигогерметично закривається товленого з гнучкого пакуючого матеріалу, причому формуючий пристрій складається з рухливих Отже, головна потреба - в умінні виконати паформуючих частин, які встановлені з можливістю куючий контейнер вищеописаного типу, що має переміщення між відкритим і закритим положендобре визначену калібровану конфігурацію й удонями (ЕР № 0091712, МПК6 В65В 51/30, опубл в сконалену МІЦНІСТЬ та стабільність - у відомому Bulletin 83/42, 19 10 1983 р) винаході не забезпечується Згідно З ЦИМ винаходом пакуючі контейнери З точки зору виконання цього об'єкту мають виготовляються з гнучкого пакуючого листового бути зроблені спроби заміни пакуючого листового матеріалу, що включає носій, або серцевинний матеріалу з'єднаними шарами матеріалу різних шар волокняного матеріалу, наприклад, паперу, типів і властивостей, але це тягне за собою те, що який вкритий з обох сторін відносно тонкими шапакуючий матеріал стає більш дорогим Проводирами термопластичного матеріалу, як правило, лись випробування з різними типами ЛІНІЙ, ЩО згиполіетилену Пакуючий листовий матеріал ще монаються, з метою досягнення найбільш явного же додатково включати ІНШІ шари матеріалу, такі, ослаблення матеріалу так, щоб полегшити склаяк бар'єрні шари металу або ІНШІ бар'єрні матеріадання і формування, але не торкатися досягненого ли, для того, щоб забезпечувати кращий захист від удосконалення Виготовлення пакуючого контейсвітла або проникнення кисню, коли, зокрема, панера, що має добре визначену або калібровану куються чутливі до цих факторів продукти конфігурацію і покращену стабільність, який відрізняється посиленою ЩІЛЬНІСТЮ пакуючого матеріПри виготовленні пакуючих контейнерів згідно алу і особливо волокняного шару, звичайно тягне з вищеописаним прототипом, використовується за собою підвищення вартості і, як результат, мопакуюча або наповнююча машина, яка поступовим же застосовуватись на практиці лише обмеженою способом перетворює пакуючий листовий матерімірою ал з рулону в окремі наповнені пакуючі контейнери Для полегшення такого перетворення на пакуВ основу винаходу поставлена задача підвиючий листовий матеріал нанесено шаблон для щення ефективності здійснення способу формузгинання або фальцювання пресуванням пакуючовання або калібровки пакуючого контейнера шляго матеріалу між роликами із взаємодіючими гребхом забезпечення взаємодії заглиблень або пазів нями і западинами, які передусім завдяки пом'якформуючого пристрою і крайкових вертикальних шуванню волокняного шару надають матеріалу ЛІНІЙ пакуючого контейнера, зокрема, стисненням можливість згортання вздовж послаблених ЛІНІЙостанніх в згаданих пазах або заглибленнях, в НИХ зон, утворених у цьому процесі Перетворення результаті чого пакуючий контейнер після дефорпервісної, в основному, подушкоподібної форми мації стисненням набуває конфігурації порожнини наповнених і герметично закритих пакуючих конформуючого пристрою, що обумовлює калібрутейнерів у форму паралелепіпеда буде таким чивання згинів пакуючого контейнера з одержанням ном полегшене Так зване заключне формування прямих, жорстких контурних ЛІНІЙ, і тим самим підпередусім містить в собі пресування, яке формує вищує його жорсткість, МІЦНІСТЬ і споживчі харакскладання усередину і герметичне закривання теристики сформованих кутом клапанів зовні пакуючого конВ основу винаходу поставлена також задача тейнера так, що по суті досягається форма паравдосконалення конструкції формуючого пристрою лелепіпеда Оскільки, В основному з економічних для формування або калібровки пакуючого конпричин, зроблені спроби мінімізувати КІЛЬКІСТЬ матейнера шляхом утворення пазів або заглиблень теріалу в пакуючому листовому матеріалі, пакуюна обмежуючих поверхнях його формуючої частичий матеріал сам по собі є відносно тонким, в рени, в результаті чого пакуючий контейнер після зультаті чого різниця у складанні між частинами деформації стисненням набуває конфігурації по 52626 рожнини формуючого пристрою, що обумовлює чий контейнер, оточений формуючим пристроєм, калібрування згинів пакуючого контейнера з одерпристосовується до бажаної остаточної форми жанням прямих, жорстких контурних ЛІНІЙ, і тим пакуючого контейнера Формуючий пристрій вмісамим підвищує його жорсткість, МІЦНІСТЬ І СПОЖИщує формуючі частини, які переміщуються стосовВЧІ характеристики но одна однієї так, що вільний простір для пакуючого контейнера максимально зменшений Поставлена задача досягається за рахунок того, що в способі формування або калібровки пакуВинахід направлений на реалізацію пристрою ючого контейнера, що герметично закривається, для калібрування герметично закритих пакуючих виробленого з гнучкого пакуючого матеріалу і вміконтейнерів, які виготовлені з гнучкого пакуючого щуючого податливий нестисливий вміст, у якому матеріалу і наповнені рідинним вмістом Пристрій застосовують формуючий пристрій, яким оточують згідно з цим винаходом, крім того, простий, має пакуючий контейнер, при цьому формуючий принадійну конструкцію і спроектований як одне ціле з стрій пристосовують до бажаної остаточної конфівідомою пакуючою машиною для виготовлення, гурації пакуючого контейнера, причому формуючі наприклад, пакуючих контейнерів типу Tetra Впк частини формуючого пристрою переміщують відФормуючий пристрій вищеописаного типу є носно одна однієї для максимального зменшення економічним у виготовленні і роботі, й в той же час вільного простору для пакуючого контейнера, згідробить можливим надійне остаточне формування но з винаходом, частини пакуючого матеріалу стиабо калібрування виготовлених пакуючих контейскають на об'єм зменшення у пазах або заглибнерів леннях формуючого пристрою При цьому об'єм Спосіб і формуючий пристрій згідно з цим вивільного простору зменшують до 100 - 110 ВІДСОТнаходом направлені на остаточне формування КІВ теоретично мінімального об'єму або калібровку по суті відомих пакуючих контейнерів Вони надають пакуючим контейнерам набагаПри здійсненні запропонованого способу форто краще визначену конфігурацію, посилену МІЦмуючі частини виконують з можливістю коливання, НІСТЬ І стабільність, а також, як результат, викликаного середовищем пакуючого контейнера підвищену привабливість для користувача Як реПоставлена задача вирішується також тим, що зультат, у зв'язку з процесом калібрування згідно з в формуючому пристрої для формування або кавинаходом починається тимчасове зниження об'лібровки пакуючого контейнера, закритого гермеєму Пакуючий контейнер набуває внутрішньої тично і вміщуючого податливий нестисливий вміст, конфігурації формуючого пристрою, в результаті виготовленого з гнучкого пакуючого матеріалу, чого, особливо уздовж крайкових ЛІНІЙ І кутів конпричому формуючий пристрій складається з рухтейнера, у волокняному шарі матеріалу більш ясливих формуючих частин, які встановлені з можно визначаються згини ливістю переміщення між відкритим і закритим положеннями, згідно винаходу, обмежуюча поверОдин з варіантів способу і формуючого прихня формуючої порожнини, визначеної формуюстрою, якому надається перевага згідно з цим вичими частинами, має пази або заглиблення для находом, буде детально описаний нижче з детапакуючого матеріалу, які збігаються з ЛІНІЯМИ льною відсилкою до супроводжувальних складок, які існують у пакуючому матеріалі Заглисхематичних креслень, які показують тільки частиблення являють собою виїмки шириною від 1 до 4 ни, необхідні для розуміння цього винаходу мм, а глибина виїмок становить величину, яка у У супроводжувальних кресленнях 0,4 і 1,2 рази перевищує ширину виїмок Фіг 1 - проекція у перспективі пріоритетного пакуючого контейнера у вигляді, який цей винахід Крім того, формуючий пристрій включає скламоже набувати на практиці даючі або направляючі елементи для пакуючого матеріалу, які встановлені з можливістю переміФіг 2 - зображує у збільшеному вигляді часткощення відносно формуючого пристрою вий розріз пакуючого листового матеріалу, забезпеченого ЛІНІЯМИ, що згинаються Формуюча порожнина, яка визначена формуючими частинами, має об'єм величиною від 100 до Фіг 3 - зображує пакуючий листовий матеріал 110 ВІДСОТКІВ теоретично мінімального об'єму обзгідно з фіг 2 після згинання робленого пакуючого контейнера Фіг 4 - зображує проекцію у перспективі формуючого пристрою згідно з цим винаходом Винахід направлений на формування або калібровку пакуючого контейнера, виконаного з гнучФіг 5 - зображує у збільшеному вигляді часткокого пакуючого матеріалу і наповненого перш за вий розріз секції формуючого пристрою згідно з все рідинним вмістом Спосіб робить можливим фіг 4, позбутися вищенаведених недоліків і виготовити Фіг 6 - зображує у збільшеному вигляді попепакуючий контейнер із підвищеною МІЦНІСТЮ І старечний розріз зігненої частини пакуючого контейбільністю, а також краще визначеним контуром нера, в якому застосовано спосіб згідно з цим винаходом Спосіб робить можливим, за рахунок спрощення процесу, калібрування пакуючого контейнеСпосіб і формуючий пристрій згідно з цим вира так, що він набуває запланованої конфігурації з находом призначені використовуватись для калібвисоким ступенем точності рування герметично закритого пакуючого контейнера, який виготовлений з гнучкого пакуючого Завдяки здійсненню способу забезпечується матеріалу і вміщує податливий і нестисливий виконання у пакуючому контейнері чітких і добре вміст, з метою забезпечення пакуючого контейневизначених крайкових ЛІНІЙ І кутів, завдяки чому ра з краще визначеною формою з крайковими ЛІпокращується ЗОВНІШНІЙ ВИГЛЯД І стабільність паНІЯМИ типу "sharp" і кутами, завдяки чому пакет куючого контейнера відрізняється підвищеною МІЦНІСТЮ і стабільністю, Характерною рисою винаходу є те, що пакую 52626 8 а також покращеним ЗОВНІШНІМ ВИГЛЯДОМ Описані надання пакуючому контейнеру бажаної остаточнижче спосіб і пристрій згідно з цим винаходом ної конфігурації у формі паралелепіпеду Надмірно застосовується для пакуючого контейнеруневиразна форма краикових вертикальних ЛІНІЙ 10 прототипу форми паралелепіпеду (Tetra BriKj, негативно впливає на ЗОВНІШНІЙ ВИГЛЯД пакуючого зовнішнє оформлення і конструкція якого, а також контейнера, і до того ж зменшує можливість викоспосіб його виготовлення описані у ЕР 0091712, ристання краикових вертикальних ЛІНІЙ 10 ЯК жорпосилання на який зараз робиться Спосіб і форстких "бімсів" у достатньо податливій пакуючій муючий пристрій можуть, звичайно, застосовуваконструкції тись до будь-якого типу пакуючого контейнера за Найкраще використання способу згідно з цим єдиної умови, що пакуючий матеріал у достатній винаходом, втіленим у практику у пакуючому конмірі піддається фізичному впливу, і що пакуючий тейнері 1, зображеному на фіг1, забезпечується контейнер цілком або частково наповнений податформуючим пристроєм 11, зображеним на фіг 4 ливим нестисливим вмістом, наприклад, таким, що Формуючий пристрій вміщує певну КІЛЬКІСТЬ взаємістить в собі більшу або меншу частину рідини морухливих формуючих верхніх і нижніх частин 12а і 12Ь і дві бічні формуючі частини 13а і 13Ь, які, Для ілюстрації способу і формуючого припо суті, U-подібні у поперечному розрізі строю згідно з цим винаходом герметично закритий пакуючий контейнер 1 у формі паралелепіпеду Взаємно рухливі формуючі частини можуть вміщує плоску кришку 2, а також плоске днище (не бути переміщені з відкритого до закритого станоявне) і чотири по суті плоскі бічні панелі 3, розтавища (зазначеного стрілками на фіг 5) і навпаки шовані праворуч у відношенні одна до однієї ПаВнутрішні U-подібні поверхні двох бічних формуюкуючий контейнер 1 виконано таким, що він склачих частин 13а і 13Ь, зазначені як 14а, 14Ь, визнадається і ізолюється тканиноподібним гнучким чають прямокутний у поперечному розрізі простір, пакуючим матеріалом і решта матеріалу протягом який має розмір і форму, що значною мірою відпоформуючого процесу формується відомим спосовідають конфігурації поперечного розрізу пакуючобом у горизонтально розташовані трикутні кутові го контейнера 1, як детально буде описано далі клапани 4 Тільки один з них видно на фіг1, два Верхні і нижні формуючі частини 12а і 12Ь мають кутових клапани 4, розташовані на кришці пакуютакий розмір, що їх можуть переміщувати разом у чого контейнера, після операції горизонтального напрямку стрілок, і обмежувати простір, який випресування загнуті донизу і прикріплені до двох значений бічними формуючими частинами 13а і бічних панелей 3 пакуючого контейнера 1, два 13Ь для того, щоб стискувати пакуючий контейнер кутових клапани пакуючого контейнера, розташо1, поміщений у цей простір, як буде детально опивані на днищі, горизонтально розміщені і прикріпсано нижче Верхня частина формуючого прилені до днищевої поверхні пакуючого контейнера, строю 11 забезпечена певною КІЛЬКІСТЮ взаєморуяка не зображена на кресленні хливих складаючих або направляючих елементів 15, наприклад, виконаних з можливістю ковзання, Подібно багатьом таким же пакуючим контейабо осьових, для того, щоб з одного боку полегшунерам, пакуючий контейнер 1 виготовлено з шарувати подачу пакуючого контейнера 1 у формуючий ватого пакуючого матеріалу 5, який для полегшенпристрій 1 1 , і з другого боку - забезпечувати калібня згинання і формування має певну КІЛЬКІСТЬ ЛІНІЙ рування (штампування згинів) частин пакуючого 6, що згинаються, які нанесені за допомогою шабконтейнера 1, яке проводиться за допомогою фолону на поверхню пакуючого матеріалу Ліни 6, що рмуючого пристрою 11 згинаються, зроблені по суті згідно з відомим способом у матеріалі, з якого і раніше виготовляли Фіг 5 є розрізом кута бічної формуючої частини індивідуальні пакуючі контейнери, для чого він 13 формуючого пристрою 11,і зображує поперепроходить між двома роликами, за допомогою чний розріз заглиблення 16 вздовж вертикальних яких проявляються бажані лінії Пакуючий матерікутів у формі жолобка, маючого в розрізі підхожу ал 5 вміщує центральний, відносно щільний несуформу, наприклад, форму дуги Однак, можливі й чий або серцевинний шар 7 волокна або папероІНШІ конфігурації вого матеріалу, який вкритий з кожної сторони Заглиблення має ширину між 1 і 4 мм і глибивідносно тонкими пластичними шарами 8, 9 терну, що становить 0,4 - 1,2 ширини жолобка Поломопластичного матеріалу, переважно поліетилену ження заглиблення 16 співпадає із ЛІНІЯМИ 6 склаОбидва пластичні шари 8 і 9 служать з одного боку док, що згинаються, передбаченими у пакуючому для захисту від проникнення рідини, а з другого матеріалі 5 Це потребує, щоб формуючий прибоку, як ізолюючий матеріал У індивідуальних стрій 11 виставляв заглиблення 16 вздовж вертипакуючих контейнерах пакуючий шаруватий матекальних кутів, у яких знаходяться крайкові вертиріал використовується для теплоізоляції кальні лінії 10 пакуючого контейнера 1 Фіг 3 зображує пакуючий матеріал згідно з Однак, заглиблення 16 у формі жолобків або фіг 2 після згинання під 90° вздовж лінії 6, що згиповерхней різних геометричних форм можуть ще нається, яка, наприклад, відповідає розрізу по одбути розміщені скрізь у формуючому пристрої 11, ній крайковій вертикальній лінії 10 пакуючого конякщо бажано, наприклад, позначати або зміцнюватейнера 1, зображеного на фіг 1 Як очевидно з ти пакуючий матеріал навколо краю отвору, який фіг 3, пакуючий матеріал 5 після операції згинання знаходиться у пакуючому матеріалі тієї частини утворює крайкову вертикальну ЛІНІЮ 10, охоплююпакуючого контейнера, яка піддається стисканню, чу відносно розширений контур, який частково або іншої частини пакуючого контейнера, яка позалежить від внутрішньої структури серцевинного требує штампування заглиблень і може служити шару 7 пакуючого матеріалу 5 і недостатньо видля посилення жорсткості і/або як декоративна значений формуючою операцією, яка служить для частина, включена у печатне оформлення пакую 52626 10 більш складної конфігурації, ніж зображена форма чого контейнера паралелепіпеду, або у випадках, коли пакуючий Фіг 6 зображує розріз пакуючого матеріалу 5 контейнер має зовнішню поверхню з відносно вебіля частини крапкової вертикальної лінії 10 пакуликим коефіцієнтом тертя, може бути доцільним ючого контейнера 1, виконаного згідно з цим винадля полегшення формуючої операції забезпечити ходом 3 цього креслення буде очевидним, що за внутрішні визначаючі поверхні формуючого придопомогою способу згідно з винаходом крайкова строю 11 матеріалом з низьким коефіцієнтом тервертикальна ЛІНІЯ 10 стає набагато ясніше показатя, наприклад, тетра флуоуроетеном Для того, ною, створюючи конфігурацію, яка краще визначещоб додатково полегшити переміщення між пакуна, і дає створеному за попереднім способом паючим матеріалом і формуючим пристроєм 11, і куючому контейнеру більш гострий кут (фіг 3) гарантувати найбільш можливу ВІДПОВІДНІСТЬ паЗображення на фіг 6 досягається завдяки тому, куючого матеріалу 5 контуру заглиблень 16, можщо, згідно з цим винаходом, пакуючий контейнер ливо викликати вібрацію формуючого пристрою 11 після його виготовлення, наповнення, наприклад, протягом операції стискання, що може бути досягрідинним вмістом і герметичного закриття - помінуто шляхом приєднання формуючого пристрою шується у формуючий пристрій 11 ВІДПОВІДНО до 11 до звичайного відомого вібраційного апарату винаходу Більш ТОЧНО, пакуючий контейнер 1 Змикання індивідуальних формуючих частин 12, вміщено за допомогою направляючих елементів, 13 формуючого пристрою 11 може також мати місна які спираються кутові клапани пакуючого конце у ході вібрації Пристрій для спрямування і петейнера Положення пакуючого контейнера буде реміщення різних частин формуючого пристрою 11 таким чином добре визначатися, після чого внутможе бути, звичайно, відомим і не буде наведений рішні поверхні 14а, 14Ь бічних формуючих частин більш детально в цьому описі Оскільки в пакую13а і 13Ь упираються в бічні панелі 3 пакуючого чих і наповнюючих машинах того типу, який викоконтейнера 1 В такому положенні верхні і нижні ристовується у виробництві, наприклад, пакуючого формуючі частини 12а і 12Ь ВІДПОВІДНО починають контейнера, зображеного на фіг1, часто застосодіяти у напрямку стрілок до кришки 2 і днища павуються кулачкові поверхні і оправки для досягкуючого контейнера 1 Якщо необхідно, частини нення бажаного добре визначеного переміщення, пакуючого контейнера 1 (наприклад, кутові клапаподібна техніка може ще бути використаною для ни, розташовані у днищі, які не зображені на кресдосягнення бажаного переміщення різних формуленні) спрямовуються за допомогою складаючих і ючих частин 12 і 13 Може використовуватись й направляючих елементів 15, у той час, як верхні і інша технологія, така, як, наприклад, гідравліка, нижні формуючі частини 12а і 12Ь ВІДПОВІДНО увоабо пневматичні засоби Два складаючі або надяться впритул до кришки 2 і днища пакуючого правляючі елементи 15 показані, але схематично, і контейнера 1 Верхня і нижня формуючі частини їх дизайн може бути пристосований до потреб, що 12а і 12Ь переміщують одну до однієї до досягненвиникають при калібруванні пакуючих контейнерів ня об'єму, визначеного формуючими частинами різних типів Коли пакуючий контейнер вміщує час12, 13, зменшеного до такого, що становить між тини, які не підготовлені для згинання, наприклад, 100 і 110 відсотками теоретичного мінімального скріплюючі ребра, кутові клапани, або подібне, об'єму, який пакуючий контейнер (пакуючий матескладаючі і направляючі елементи 15 можуть бути ріал разом із об'ємом вмісту) може постачати (низапроектовані так, що вони у зв'язку, або попережній відсоток буде на випадок пакуючих контейнедньо до закриття формуючих частин 12 і 13 форрів, які не повністю наповнені вмістом, тобто також муючого пристрою 11, виконують обертальні або містять певну КІЛЬКІСТЬ газу, що стискається) ЛІНІЙНІ рухи для того, щоб впливати на пакуючий матеріал у напрямку до бажаного остаточного поВ міру зменшення вільного простору пакуючоложення перед остаточним стисканням у формуюго контейнера, пакуючий матеріал 5 втискується за чому пристрої 11 В цих випадках, коли скріплення рахунок деформації серцевинного шару 7 і двох кутових клапанів або скріплюючих ребер нагрівом ЗОВНІШНІХ пластичних шарів 8 і 9 у заглиблення здійснюється разом з операцією калібрування, або жолобки 16, розташовані у формуючому привипускні отвори гарячого повітря (не показані) або строї 11 так, що крайкові вертикальні лінії 10 відІНШІ генеруючі тепло пристрої також використовуштамповуються, у зв'язку з чим посилюються і ються перед операцією стискання для нагріву ЗОВнабувають добре визначений ЗОВНІШНІЙ ВИГЛЯД, НІШНІХ пластичних шарів 8 і 9 пакуючого матеріалу представлений на фіг 6 Після стискання пакуючо5 до температури пом'якшування в областях, де го контейнера за короткий період часу (як правило, здійснюватиметься операція скріплення Однак, ця приблизно 1 секунду), формуючі частини формуютехніка, також добре відома в технологи, і надає чого пристрою 11 один раз знову відкриваються вільний вибір для кваліфікованої особи в галузі так, що калібрований пакуючий контейнер 1 може віддалитися з формуючого пристрою Завдяки розміщенню формуючого пристрою 11 як частини Завдяки реалізації способу і формуючого приу звичайній пакувальній і наповнюючій машині, строю згідно з цим винаходом створена можлиописана обробка пакуючих контейнерів може стати вість зворотної обробки даних пакуючих контейненалежною частиною циклу виготовлення без нерів, вироблених з гнучкого пакуючого матеріалу, обхідності зниження шидкості або потужності маяка надає пакуючому контейнеру добре визначену шини конфігурацію з прямими жорсткими контурними ЛІНІЯМИ з кінцевим рельєфним ефектом, який не Спосіб і формуючий пристрій згідно з цим витільки надає пакуючому контейнеру чіткий ЗОВНІШнаходом можуть бути модифіковані для того, щоб НІЙ вигляд, але приводить до значного покращання в разі необхідності додатково оптимізувати функжорсткості і споживчих властивостей пакуючого ціонування У калібровці пакуючих контейнерів 1 11 52626 12 контейнера без відмови від загального змісту доданої формуЦей винахід може бути подалі модифікований ли Фіг. 2 ФІГ. 1 Фіг. З Фіг. 4 Фіг. 5 ТОВ "Міжнародний науковий комітет" вул Артема,77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for calibrating packaging containers
Назва патенту російськоюСпособ формирования или калибровки упаковочного контейнера и формирующее устройство для его осуществления
МПК / Мітки
МПК: B65B 61/00
Мітки: контейнера, пакувального, здійснення, пристрій, спосіб, калібровки, формування, формуючий
Код посилання
<a href="https://ua.patents.su/6-52626-sposib-formuvannya-abo-kalibrovki-pakuvalnogo-kontejjnera-ta-formuyuchijj-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування або калібровки пакувального контейнера та формуючий пристрій для його здійснення</a>
Відкривний пристрій для пакувального контейнера та спосіб його виготовлення
Номер патенту: 26139
Опубліковано: 07.06.1999
Автор: Недштедт Улф
МПК: B65D 5/74
Мітки: відкривний, виготовлення, пакувального, спосіб, контейнера, пристрій
Формула / Реферат:
1. Открывное устройство для упаковочного контейнера, содержащее крышку и желоб для розлива, причем крышка находится в охватывающем зацеплении с концом желоба для розлива, обращенным в сторону от упаковочного контейнера и состоящим из влагонепроницаемого материала, которому придана форма, соответствующая внутренней форме крышки, отличающееся тем, что торцевая часть желоба выполнена за одно целое с желобом из того же термопластичного материала,...
Спосіб з’єднання термопластичної торцевої пластини з корпусом пакувального контейнера
Номер патенту: 5992
Опубліковано: 29.12.1994
Автор: Ульф Надстед
МПК: B65B 31/02
Мітки: торцевої, корпусом, термопластичної, контейнера, спосіб, пакувального, пластини, з'єднання
Формула / Реферат:
(57) 1. Способ соединения термопластичной торцевой пластины с корпусом упаковочного контейнера, включающий установку корпуса контейнера в связанную с вакуум-системой камеру в виде стакана, имеющего форму корпуса контейнера, и размещение его таким образом, чтобы открытый торец выступал над открытым торцем камеры, наложение на корпус контейнера торцевой пластины, нагревание до температуры сваривания, герметичную фиксацию торцевой пластины на...
Спосіб формування будівельних блоків і пристрій для його здійснення
Номер патенту: 30060
Опубліковано: 15.11.2000
Автор: Бажал Анатолій Гнатович
МПК: B28B 1/08
Мітки: будівельних, здійснення, формування, пристрій, спосіб, блоків
Формула / Реферат:
1. Спосіб формування будівельних блоків, що містить в собі заповнення формувальних ємностей формувальним матеріалом з наступною вібраційною обробкою суміші при допомозі еластичної стрічки, який відрізняється тим, що формувальний матеріал піддають хвильовим зміщенням при допомозі гармонійних поперечних хвиль стиснення з сумарним вектором швидкості частинок у хвилі, направленим до поверхні формування під кутом, який змінюється в інтервалі від...
Спосіб формування будівельних блоків і пристрій для його здійснення
Номер патенту: 30058
Опубліковано: 15.11.2000
Автор: Бажал Анатолій Гнатович
МПК: B28B 1/08
Мітки: блоків, формування, будівельних, здійснення, пристрій, спосіб
Формула / Реферат:
1. Спосіб формування будівельних блоків, що містить заповнення формувальних ємностей матриць формувальним матеріалом і його наступне вібраційне ущільнення, який відрізняється тим, що по контуру формувальної ємності формувальну суміш стискують статичним тиском, який перевищує границю динамічної міцності формувальної суміші на стиснення при заданій швидкості хвильового деформування і піддають формувальну суміш періодичному хвильовому впливу з...
Спосіб формування потоку світлового випромінювання світлофора і пристрій для його здійснення
Номер патенту: 47991
Опубліковано: 15.07.2002
Автори: Михайлик Олександр Костянтинович, Мещеряков Євген Михайлович, Терещук Анатолій Олексійович, Писарець Володимир Олексійович, Прибилов Георгій Якович, Таранушко Георгій Іванович
МПК: G08G 1/095
Мітки: спосіб, випромінювання, пристрій, формування, світлового, світлофора, потоку, здійснення
Формула / Реферат:
1. Спосіб формування потоку світлового випромінювання світлофора, в основу якого покладено проходження штучного світлового випромінювання через лінзові елементи розсіювача світлофора, який відрізняється тим, що за допомогою лінзових елементів змінюють геометричну форму перерізу світлового потоку світлофора, формуючи світлове випромінювання, діаграма розсіювання якого має різні кути у вертикальній і горизонтальній площинах.2. Спосіб за...
Попередній патент: Концентрат технологічного засобу для механічної обробки металів
Наступний патент: Поворотні двері транспортного засобу
Випадковий патент: Ролик зони вторинного охолодження