Автоматична лінія виготовлення індикаторних трубок
Номер патенту: 59614
Опубліковано: 15.09.2003
Автори: Левченко Андрій Дмитрович, Левченко Дмитро Єлізарович
Формула / Реферат
1. Автоматична лінія виготовлення індикаторних трубок, яка складається з основи, виконавчих пристроїв для виготовлення (обтічників, індикаторних порошків, тампонів та інших комплектуючих, таких як вторинні обтічники, тампони та інш.) індикаторних трубок, передавального пристрою для переміщення заготовок індикаторних трубок до виконавчих пристроїв, пульта оператора та мікропроцесорного блока керування, яка відрізняється тим, що передавальний пристрій розділено не менш ніж на 2 передавальних пристрої, кожний з яких має свій незалежний привід, узгодженість роботи приводів та виконавчих механізмів забезпечується мікропроцесорним блоком керування.
2. Автоматична лінія за п. 1, яка відрізняється тим, що кожний базовий передавальний пристрій оснащений індивідуальним механізмом підіймання та струшування індикаторних трубок і складається із ряду пружних елементів, розміщених з перекриттям між собою на опорних осях.
3. Автоматична лінія за п. 2, яка відрізняється тим, що на кожному базовому передавальному пристрї встановлені проміжні касети, ємність яких визначається по формулі: С = ρx(k-1)xρxT, де С - ємність касети індикаторних трубок, шт.; Р - продуктивність лінії, шт./год.; Т - час, необхідний для заміни та ремонту одного модулю, год.; ρ - вірогідний коефіцієнт, який враховує одночасний вихід з ладу базових передавальних пристроїв; k - кількість касет в лінії, шт.
Текст
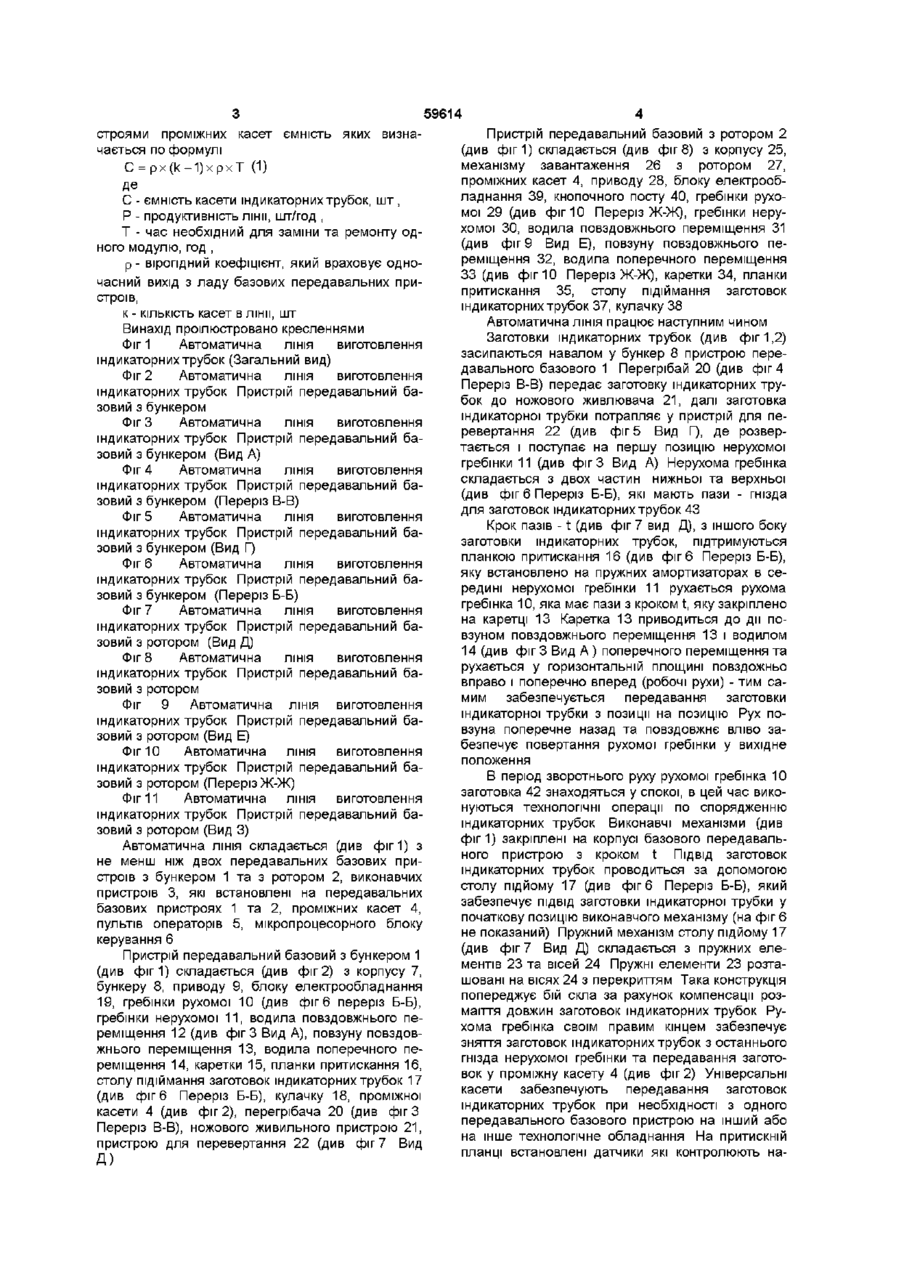
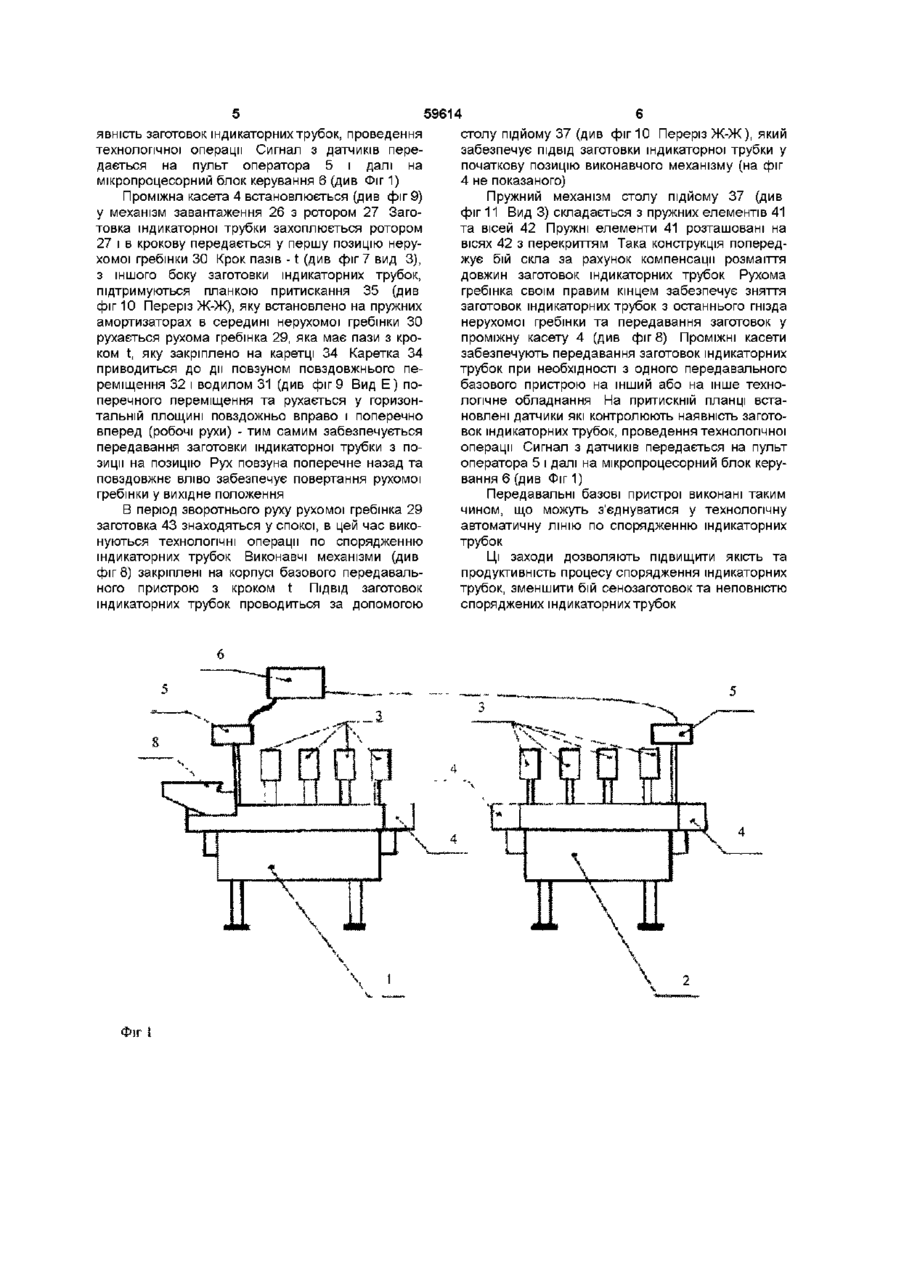
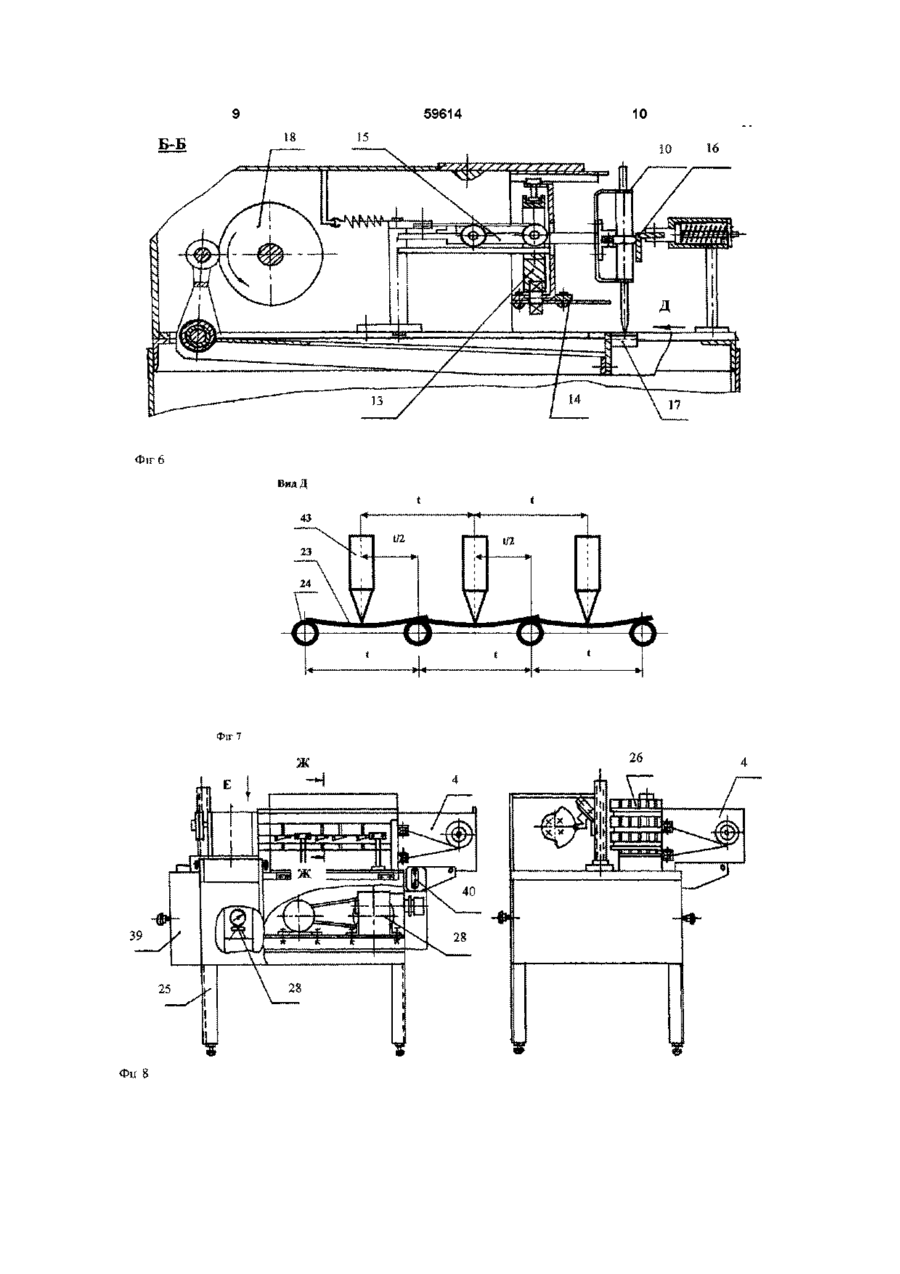
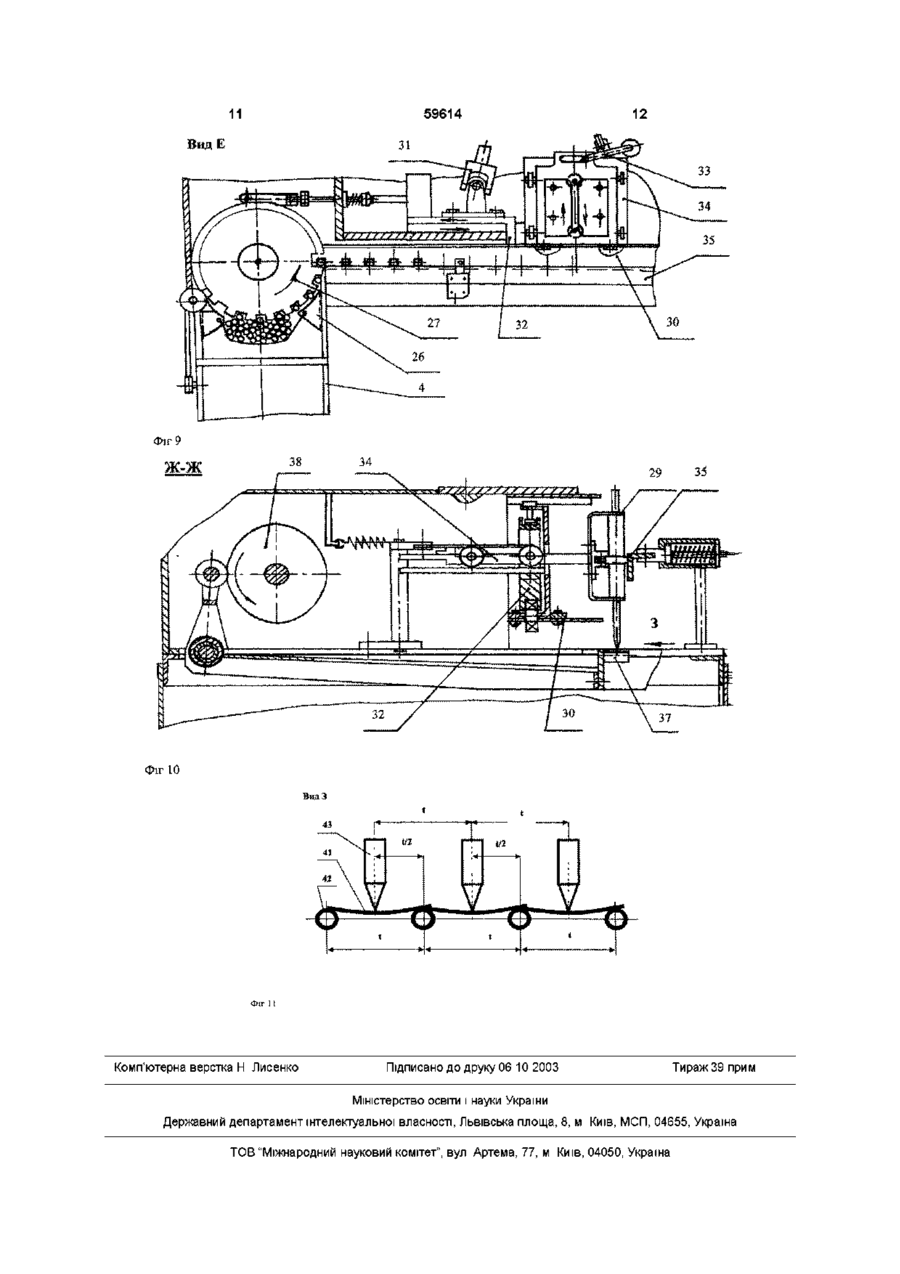
1 Автоматична ЛІНІЯ виготовлення індикаторних трубок, яка складається з основи, виконавчих пристроїв для виготовлення (обтічників, індикаторних порошків, тампонів та інших комплектуючих, таких як вторинні обтічники, тампони та інш) індикаторних трубок, передавального пристрою для переміщення заготовок індикаторних трубок до виконавчих пристроїв, пульта оператора та мікропроцесорного блока керування, яка відрізняється тим, що передавальний пристрій розділено не менш ніж на 2 передавальних пристрої, кожний з яких має свій не залежний привід, узгодженість роботи приводів та виконавчих механізмів забезпечується мікропроцесорним блоком керування 2 Автоматична ЛІНІЯ за П 1 , яка відрізняється тим, що кожний базовий передавальний пристрій оснащений індивідуальним механізмом підіймання та струшування індикаторних трубок і складається із ряду пружних елементів, розміщених з перекриттям між собою на опорних осях 3 Автоматична ЛІНІЯ за п 2, яка відрізняється тим, що на кожному базовому передавальному пристрі встановлені проміжні касети, ємність яких визначається по формулі С=рх(к-1)хрхТ, де С ємність касети індикаторних трубок, шт , Р - продуктивність лінії, шт/год, Т - час, необхідний для заміни та ремонту одного модулю, год , р - вірогідний коефіцієнт, який враховує одночасний вихід з ладу базових передавальних пристроїв, k - КІЛЬКІСТЬ касет в лінії, шт Винахід відноситься до області машинобудування, а саме, до ЛІНІЙ ДЛЯ автоматизації робіт по виготовленню індикаторних трубок для визначення забруднень навколишнього середовища та може бути використаний у ХІМІЧНІЙ, фармацевтичній та інших промисловостях ВІДОМІ автомати роторного типу для спорядження індикаторних трубок Автомати виконані у вигляді кінематично зв'язаних роторів з паралельними осями, на кожному із яких розташовані в декілька ярусів транспортні ротори Заготовки індикаторних трубок переміщуються з одної позиції на іншу під дією сил тяжіння На ярусах дисків проходить одна технологічна операція На нерухомих дисках встановлено перевантажувальний пристрій При транспортуванні заготовки своїми носиками спираються на площину нерухомого диску Виконавчі механізми спорядження індикаторних трубок знаходяться над ярусами (А с №36658) Найбільш близьким до винаходу, що заявляється, по технічній сутності, (прийнятий за прототип) є автомат спорядження індикаторних трубок (Звіт ВА 8478 00 000 "Конструкторська документація по лінії спорядження індикаторних трубок" ОКТБ г Москва), який складається з загальної основи, на якій закріплені виконавчі механізми для спорядження (обтикачами, ампулами, порошками та іншими комплектуючими) індикаторних трубок, транспортеру для переміщення індикаторних трубок, мікропроцесору та пульта керування Метою винаходу є підвищення виходу готових виробів, продуктивності спорядження, зменшення габарити пристроїв Поставлена мета досягається шляхом розбивання не менш ніж на два базових передавальних пристрої, встановленням виконавчих механізмів на кожному базовому передавальному пристрої, а самі базові передавальні пристрої оснащуються бункерами та(або) роторами, вузлами підіймання та взтряхування індикаторних трубок, які виконані у вигляді покладених на осі пружних пластин одні КІНЦІ яких виходять за межі осей Крім того поставлена мета досягається встановленням між базовими передавальними при Проте ці автомати призначені для спорядження простих індикаторних трубок, при спорядженні складних індикаторних трубок вони мають деякі недоліки, такі як складність, громіздкість, низьку продуктивність, низька якість індикаторних трубок (О ю 59614 строями проміжних касет ємність яких визначається по формулі С = рх(к-1)хрхТ (1) Де С - ємність касети індикаторних трубок, шт , Р - продуктивність лінії, шт/год , Т - час необхідний для заміни та ремонту одного модулю, год , р- вірогідний коефіцієнт, який враховує одночасний вихід з ладу базових передавальних пристроїв, к - КІЛЬКІСТЬ касет в лінії, шт Винахід проілюстровано кресленнями Фіг 1 Автоматична ЛІНІЯ виготовлення індикаторних трубок (Загальний вид) Фіг 2 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з бункером Фіг 3 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з бункером (Вид А) Фіг 4 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з бункером (Переріз В-В) Фіг 5 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з бункером (Вид Г) Фіг 6 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з бункером (Переріз Б-Б) Фіг 7 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з ротором (Вид Д) Фіг 8 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з ротором Фіг 9 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з ротором (Вид Е) Фіг 10 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з ротором (Переріз Ж-Ж) Фіг 11 Автоматична ЛІНІЯ виготовлення індикаторних трубок Пристрій передавальний базовий з ротором (Вид 3) Автоматична ЛІНІЯ складається (див фіг1) з не менш ніж двох передавальних базових пристроїв з бункером 1 та з ротором 2, виконавчих пристроїв 3, які встановлені на передавальних базових пристроях 1 та 2, проміжних касет 4, пультів операторів 5, мікропроцесорного блоку керування 6 Пристрій передавальний базовий з бункером 1 (див фіг1) складається (див фіг 2) з корпусу 7, бункеру 8, приводу 9, блоку електрообладнання 19, гребінки рухомої 10 (див фіг 6 переріз Б-Б), гребінки нерухомої 11, водила повздовжнього переміщення 12 (див фіг 3 Вид А), повзуну повздовжнього переміщення 13, водила поперечного переміщення 14, каретки 15, планки притискання 16, столу підіймання заготовок індикаторних трубок 17 (див фіг 6 Переріз Б-Б), кулачку 18, проміжної касети 4 (див фіг 2), перегрібача 20 (див фіг З Переріз В-В), ножового живильного пристрою 21, пристрою для перевертання 22 (див фіг 7 Вид Д) Пристрій передавальний базовий з ротором 2 (див фіг1) складається (див фіг 8) з корпусу 25, механізму завантаження 26 з ротором 27, проміжних касет 4, приводу 28, блоку електрообладнання 39, кнопочного посту 40, гребінки рухомої 29 (див фіг 10 Переріз Ж-Ж), гребінки нерухомої ЗО, водила повздовжнього переміщення 31 (див фіг 9 Вид Е), повзуну повздовжнього переміщення 32, водила поперечного переміщення 33 (див фіг 10 Переріз Ж-Ж), каретки 34, планки притискання 35, столу підіймання заготовок індикаторних трубок 37, кулачку 38 Автоматична ЛІНІЯ працює наступним чином Заготовки індикаторних трубок (див фіг 1,2) засипаються навалом у бункер 8 пристрою передавального базового 1 Перегрібай 20 (див фіг 4 Переріз В-В) передає заготовку індикаторних трубок до ножового живлювача 21, далі заготовка індикаторної трубки потрапляє у пристрій для перевертання 22 (див фіг 5 Вид Г), де розвертається і поступає на першу позицію нерухомої гребінки 11 (див фіг 3 Вид А) Нерухома гребінка складається з двох частин нижньої та верхньої (див фіг 6 Переріз Б-Б), які мають пази - гнізда для заготовок індикаторних трубок 43 Крок пазів -1 (див фіг 7 вид Д), з іншого боку заготовки індикаторних трубок, підтримуються планкою притискання 16 (див фіг 6 Переріз Б-Б), яку встановлено на пружних амортизаторах в середині нерухомої гребінки 11 рухається рухома гребінка 10, яка має пази з кроком t, яку закріплено на каретці 13 Каретка 13 приводиться до дії повзуном повздовжнього переміщення 13 і водилом 14 (див фіг 3 Вид А ) поперечного переміщення та рухається у горизонтальній площині повздожньо вправо і поперечно вперед (робочі рухи) - тим самим забезпечується передавання заготовки індикаторної трубки з позиції на позицію Рух повзуна поперечне назад та повздовжнє вліво забезпечує повертання рухомої гребінки у вихідне положення В період зворотнього руху рухомої гребінка 10 заготовка 42 знаходяться у спокої, в цей час виконуються технологічні операції по спорядженню індикаторних трубок Виконавчі механізми (див фіг1) закріплені на корпусі базового передавального пристрою з кроком t ПІДВІД заготовок індикаторних трубок проводиться за допомогою столу підйому 17 (див фіг 6 Переріз Б-Б), який забезпечує ПІДВІД заготовки індикаторної трубки у початкову позицію виконавчого механізму (на фіг 6 не показаний) Пружний механізм столу підйому 17 (див фіг 7 Вид Д) складається з пружних елементів 23 та вісей 24 Пружні елементи 23 розташовані на вісях 24 з перекриттям Така конструкція попереджує бій скла за рахунок компенсації розмаїття довжин заготовок індикаторних трубок Рухома гребінка своїм правим кінцем забезпечує зняття заготовок індикаторних трубок з останнього гнізда нерухомої гребінки та передавання заготовок у проміжну касету 4 (див фіг 2) Універсальні касети забезпечують передавання заготовок індикаторних трубок при необхідності з одного передавального базового пристрою на інший або на інше технологічне обладнання На притискній планці встановлені датчики які контролюють на явність заготовок індикаторних трубок, проведення технологічної операції Сигнал з датчиків передається на пульт оператора 5 і далі на мікропроцесорний блок керування 6 (див Фіг 1) Проміжна касета 4 встановлюється (див фіг 9) у механізм завантаження 26 з ротором 27 Заготовка індикаторної трубки захоплюється ротором 27 і в крокову передається у першу позицію нерухомої гребінки ЗО Крок пазів -1 (див фіг 7 вид 3), з іншого боку заготовки індикаторних трубок, підтримуються планкою притискання 35 (див фіг 10 Переріз Ж-Ж), яку встановлено на пружних амортизаторах в середині нерухомої гребінки ЗО рухається рухома гребінка 29, яка має пази з кроком t, яку закріплено на каретці 34 Каретка 34 приводиться до дії повзуном повздовжнього переміщення 32 і водилом 31 (див фіг 9 Вид Е) поперечного переміщення та рухається у горизонтальній площині повздожньо вправо і поперечно вперед (робочі рухи) - тим самим забезпечується передавання заготовки індикаторної трубки з позиції на позицію Рух повзуна поперечне назад та повздовжнє вліво забезпечує повертання рухомої гребінки у вихідне положення В період зворотнього руху рухомої гребінка 29 заготовка 43 знаходяться у спокої, в цей час виконуються технологічні операції по спорядженню індикаторних трубок Виконавчі механізми (див фіг 8) закріплені на корпусі базового передавального пристрою з кроком t ПІДВІД заготовок індикаторних трубок проводиться за допомогою Фіг 1 59614 столу підйому 37 (див фіг 10 Переріз Ж-Ж), який забезпечує ПІДВІД заготовки індикаторної трубки у початкову позицію виконавчого механізму (на фіг 4 не показаного) Пружний механізм столу підйому 37 (див фіг 11 Вид 3) складається з пружних елементів 41 та вісей 42 Пружні елементи 41 розташовані на вісях 42 з перекриттям Така конструкція попереджує бій скла за рахунок компенсації розмаїття довжин заготовок індикаторних трубок Рухома гребінка своїм правим кінцем забезпечує зняття заготовок індикаторних трубок з останнього гнізда нерухомої гребінки та передавання заготовок у проміжну касету 4 (див фіг 8) Проміжні касети забезпечують передавання заготовок індикаторних трубок при необхідності з одного передавального базового пристрою на інший або на інше технологічне обладнання На притискній планці встановлені датчики які контролюють наявність заготовок індикаторних трубок, проведення технологічної операції Сигнал з датчиків передається на пульт оператора 5 і далі на мікропроцесорний блок керування 6 (див Фіг 1) Передавальні базові пристрої виконані таким чином, що можуть з'єднуватися у технологічну автоматичну ЛІНІЮ ПО спорядженню індикаторних трубок Ці заходи дозволяють підвищити якість та продуктивність процесу спорядження індикаторних трубок, зменшити бій сенозаготовок та неповністю споряджених індикаторних трубок 59614 Фіг 2 Вид А 13 1 2 15 ФігЗ Вид Г вв ~ Фіг 4 ФІІ 5 59614 Б-Б І0 Фіг 6 Фіг 7 Фи 8 10 16 11 Вид Е 59614 12 31 Фіг 10 Комп'ютерна верстка Н Лисенко Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomated line for manufacture of display tubes
Автори англійськоюLevchenko Andrii Dmytrovych, Levchenko Dmytro Yelizarovych
Назва патенту російськоюАвтоматическая линия изготовления индикаторных трубок
Автори російськоюЛевченко Андрей Дмитриевич, Левченко Дмитрий Елизарович
МПК / Мітки
МПК: B23P 21/00
Мітки: лінія, виготовлення, індикаторних, трубок, автоматична
Код посилання
<a href="https://ua.patents.su/6-59614-avtomatichna-liniya-vigotovlennya-indikatornikh-trubok.html" target="_blank" rel="follow" title="База патентів України">Автоматична лінія виготовлення індикаторних трубок</a>
Індикаторна маса для наповнювання індикаторних трубок на діоксид вуглецю
Номер патенту: 24097
Опубліковано: 31.08.1998
Автори: Поченкова Тамара Кіндратівна, Гуськова Аза Миколаївна, Класовська Нінель Олександрівна
МПК: C09K 3/00, G01N 31/22
Мітки: діоксид, маса, вуглецю, індикаторних, наповнювання, індикаторна, трубок
Формула / Реферат:
Индикаторная масса для наполнения индикаторных трубок на диоксид углерода, включающая активную окись алюминия, гидрат окиси лития, тимолфталеин, воду и этиловый спирт, отличающаяся тем, что, с целью увеличения срока годности индикаторной массы, она дополнительно содержит диэтаноламин при следующем соотношении компонентов, мас.ч.: Активная окись алюминия 100 Гидрат окиси лития ...
Спосіб кількісного визначення хімічних забруднювачів повітря з використанням індикаторних трубок
Номер патенту: 10848
Опубліковано: 25.12.1996
Автори: Бакулін Валерій Сергійович, Домінікян Галина Олександрівна, Плашкевич Олександр Володимирович
МПК: G01N 1/22, G01N 31/22
Мітки: хімічних, використанням, спосіб, повітря, кількісного, індикаторних, забруднювачів, визначення, трубок
Формула / Реферат:
Способ количественного определения химических загрязнителей воздуха с использованием индикаторных трубок, включающий получение аналитического эффекта при пропускании анализируемого воздуха через наполнитель индикаторной трубки и определение концентрации химических загрязнителей воздуха, отличающийся тем, что анализируемый воздух пропускают с постоянной объемной скоростью и измеряют время достижения определенных значений аналитического...
Спосіб визначення домішок масла в газах з допомогою індикаторних трубок
Номер патенту: 15079
Опубліковано: 31.08.1998
Автори: Бакулін Валерій Сергійович, Мордовин Вадим Велентинович, Домінікян Галина Олександрівна, Байбаков Федір Борисович, Зубрилов Віталій Володимирович
МПК: G01N 30/06
Мітки: спосіб, трубок, домішок, визначення, масла, індикаторних, допомогою, газах
Формула / Реферат:
1. Способ определения примесей масла в газах с помощью индикаторных трубок, включающий сорбцию примесей масла путем пропускания анализируемой пробы через сорбент и его анализ, отличающийся тем, что сорбцию масла осуществляют в отдельном сорбционном патроне, после чего его вымывают органическим растворителем в индикаторную трубку, а оценку содержания масла осуществляют по длине окрашенного слоя индикаторной трубки.2. Способ по п.1,...
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Юткало Раїса Афанасіївна, Реуцький Станіслав Петрович, Гончаров Олександр Терентійович, Ільїн Вячеслав Олексійович, Кошелев Віктор Іванович, Воронін Юрій Федорович, Наугольний Анатолій Трохимович, Кривохіжин Микола Федорович
МПК: B22D 47/00
Мітки: виготовлення, автоматична, стержнів, лінія
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Автоматична лінія для виготовлення пластинчатих ланцюгів

Номер патенту: 2920
Опубліковано: 26.12.1994
Автори: Кудрявцев Віктор Іванович, Ганічев Валерій Олексійович, Левенцов Юрій Романович, Михайленко Володимир Володимирович, Терновой Анатолій Павлович, Молчанов Сергій Борисович, Рудь Олександр Васильович, Вазаєв Абу Магомедович, Босін Євген Євгенович
МПК: B23P 19/02
Мітки: виготовлення, ланцюгів, лінія, автоматична, пластинчатих
Попередній патент: Будівельні риштування
Наступний патент: Спосіб лікування артеріальної гіпертензії
Випадковий патент: Обгортковий полімерний матеріал