Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом
Формула / Реферат
1. Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння другого формувального матеріалу у другій пресформі і відокремлення сформованого виробу від порожнини другої пресформи, який відрізняється тим, що у формувальну порожнину першої пресформи вставляють перший стрижень, розміщуючи його на відстані від поверхні внутрішньої стінки порожнини, на якій розташовано один або декілька внутрішніх елементів, шляхом інжекції пластичного матеріалу формують корпус виробу з внутрішньою порожниною в ньому, що повністю співпадає з формою першого стрижня і має отвори, які проходять крізь корпус від порожнини в корпусі виробу до його зовнішньої поверхні, при цьому отвори повністю відповідають формі та розміщенню внутрішніх елементів, потім сформований корпус виробу відокремлюють від формувальної порожнини першої пресформи, а перший стрижень виймають з порожнини в корпусі, після чого сформований корпус розміщують у формувальній порожнині другої пресформи, а в порожнину в корпусі виробу вставляють другий стрижень, причому між другим стрижнем і внутрішньою поверхнею порожнини в корпусі виробу розміщено один або більше каналів, сполучених з отворами, коли другий стрижень знаходиться у відповідному місці порожнини в корпусі виробу, після цього в канали шляхом інжекції вводять потік другого формувального матеріалу, який розтікається по каналах та в отвори і там твердне, після чого сформований виріб виймають з формувальної порожнини другої пресформи, а другий стрижень виймають з порожнини в корпусі виробу.
2. Спосіб за п. 1, який відрізняється тим, що формованим виробом, який виготовляють, є зубна щітка.
3. Спосіб за п. 1 або 2, який відрізняється тим, що формувальна порожнина першої пресформи та формувальна порожнина другої пресформи виготовлені як багатоскладова формувальна конструкція, причому кожна її частина є відповідною частиною формувальної порожнини, що дозволяє відкривати пресформу, щоб відокремити корпус виробу від формувальної порожнини.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що внутрішні елементи мають форму, яка звужується у розмірі від зовнішнього кінця до внутрішнього кінця.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що другий формувальний матеріал проникає у заглибини, які знаходяться між внутрішньою стінкою другої формувальної порожнини і корпусом і сполучаються з отворами і каналами, та утворює відкриті ділянки на поверхні сформованого виробу.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що, коли другий стрижень виймають з порожнини в корпусі виробу, її закривають кришечкою.
7. Зубна щітка, що виготовлена способом за п. 1, що містить головку зі щетиною та держак, корпус якого виконано з першого формувального матеріалу і який має внутрішню порожнину, яка відрізняється тим, що в корпусі ручки розміщено отвори, які проходять крізь стінку корпусу від внутрішньої порожними до зовнішньої поверхні корпусу, причому отвори заповнені другим формувальним матеріалом, а другий формувальний матеріал в порожнинах зв'язаний залишковим другим формувальним матеріалом у формувальних каналах або залишковим другим матеріалом на внутрішній поверхні порожнини в корпусі ручки.
Текст
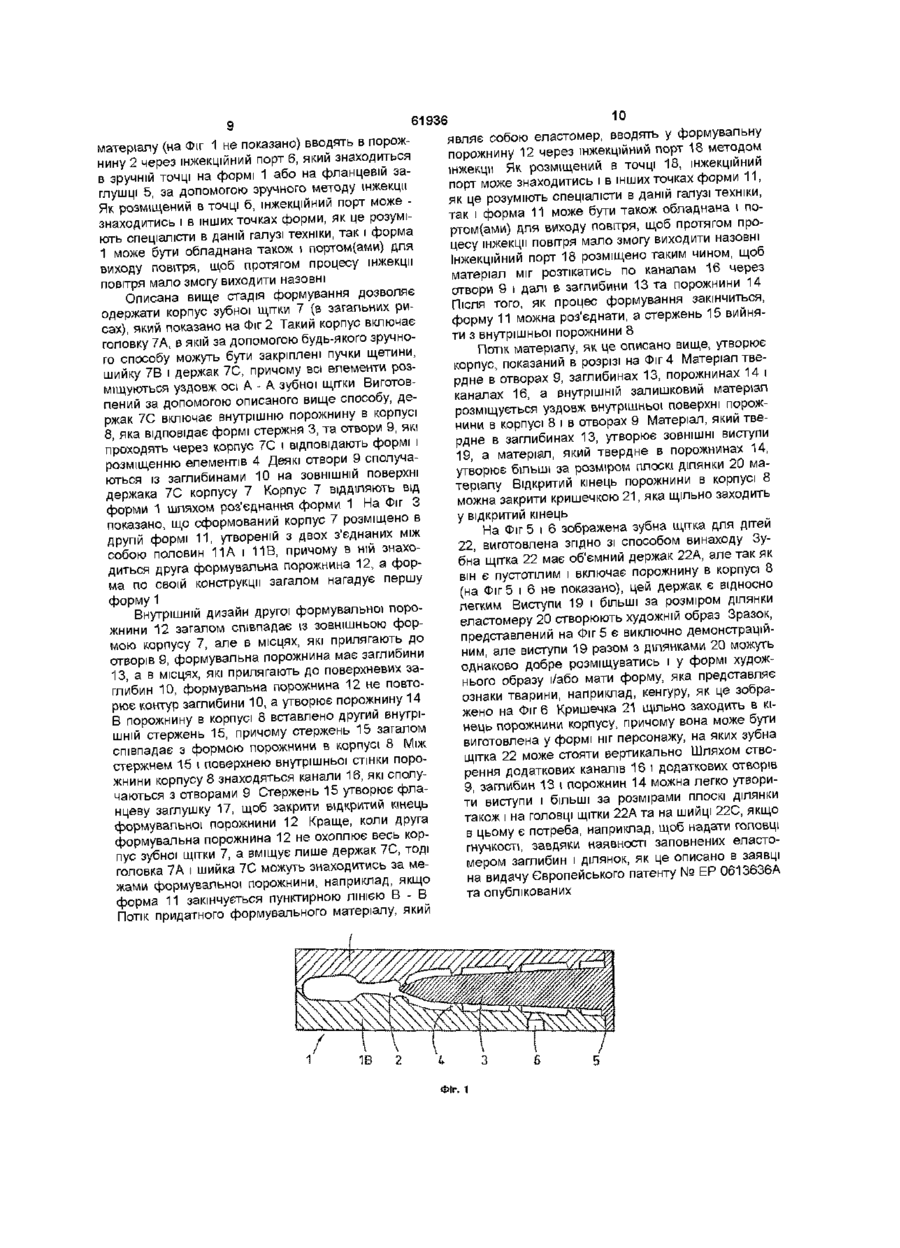
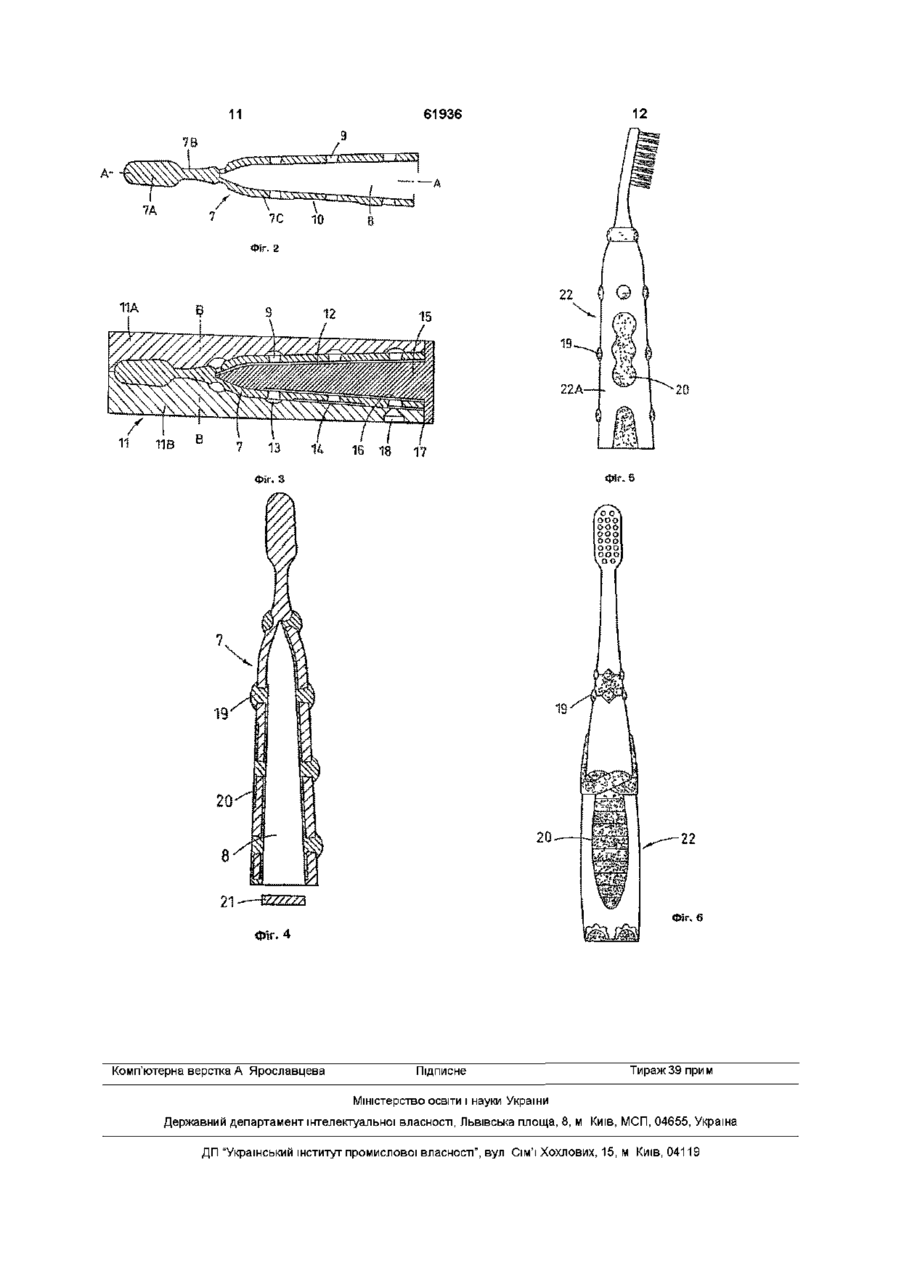
1 Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння другого формувального матеріалу у другій пресформі і відокремлення сформованого виробу від порожнини другої пресформи, який відрізняється тим, що у формувальну порожнину першої пресформи вставляють перший стрижень, розміщуючи його на відстані від поверхні внутрішньої стінки порожнини, на якій розташовано один або декілька внутрішніх елементів, шляхом інжекції пластичного матеріалу формують корпус виробу з внутрішньою порожниною в ньому, що повністю співпадає з формою першого стрижня і має отвори, які проходять крізь корпус від порожнини в корпусі виробу до його зовнішньої поверхні, при цьому отвори повністю відповідають формі та розміщенню внутрішніх елементів, потім сформований корпус виробу відокремлюють від формувальної порожнини першої пресформи, а перший стрижень виймають з порожнини в корпусі, після чого сформований корпус розміщують у формувальній порожнині другої пресформи, а в порожнину в корпусі виробу вставляють другий стрижень, причому між другим стрижнем і внутрішньою поверхнею порожнини в корпусі виробу розміщено один або більше каналів, сполучених з отворами, коли другий стрижень знаходиться у відповідному МІСЦІ порожнини в корпусі виробу, після цього в канали шляхом інжекції вводять потік другого формувального матеріалу, який розтікається по каналах та в отвори і там твердне, після чого сформований виріб виймають з формувальної порожнини другої пресформи, а другий стрижень виймають з порожнини в корпусі виробу 2 Спосіб за п 1, який відрізняється тим, що формованим виробом, який виготовляють, є зубна щітка 3 Спосіб за п 1 або 2, який відрізняється тим, що формувальна порожнина першої пресформи та формувальна порожнина другої пресформи виготовлені як багатоскладова формувальна конструкція, причому кожна и частина є ВІДПОВІДНОЮ частиною формувальної порожнини, що дозволяє відкривати пресформу, щоб відокремити корпус виробу від формувальної порожнини 4 Спосіб за будь-яким з пп 1-3, який відрізняється тим, що внутрішні елементи мають форму, яка звужується у розмірі від зовнішнього кінця до внутрішнього КІНЦЯ 5 Спосіб за будь-яким з пп 1-4, який відрізняється тим, що другий формувальний матеріал проникає у заглибини, які знаходяться між внутрішньою стінкою другої формувальної порожнини і корпусом і сполучаються з отворами і каналами, та утворює відкриті ділянки на поверхні сформованого виробу 6 Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що, коли другий стрижень виймають з порожнини в корпусі виробу, и закривають кришечкою 7 Зубна щітка, що виготовлена способом за п 1, що містить головку зі щетиною та держак, корпус якого виконано з першого формувального матеріалу і який має внутрішню порожнину, яка відрізняється тим, що в корпусі ручки розміщено отвори, які проходять крізь стінку корпусу від внутрішньої порожними до зовнішньої поверхні корпусу, причому отвори заповнені другим формувальним матеріалом, а другий формувальний матеріал в порожнинах зв'язаний залишковим другим формувальним матеріалом у формувальних каналах або залишковим другим матеріалом на внутрішній поверхні порожнини в корпусі ручки О (О СО о> (О 61936 Даний винахід стосується способу інжекційного формування для виготовлення виробів з двох компонентів, які використовують в процесі інжекції, причому вони являють собою ВІДПОВІДНО пластичний матеріал та еластомерний полімерний матеріал Зокрема винахід стосується способу інжекційного формування для виготовлення корпусів зубних щіток, в яких перший компонент являє собою пластичний матеріал, а другий компонент еластомерний полімер Винахід також стосується зубної щітки, виготовленої з використанням способу згідно з винаходом, форм та пристроїв для практичної реалізації даного способу Корпуси зубних щіток, які включають держак і головку, зазвичай із шийкою, що знаходиться між ними, де всі елементи розміщуються уздовж поздовжньої осі зубної щітки, яку виготовляють з двох компонентів - твердої пластмаси та більш м'якого еластомеру, ВІДОМІ З рівня техніки, де серед інших документів можна назвати, наприклад, заявку на видачу Європейського патенту № ЕР 0336641 А, опубліковані міжнародні заявки № WO 92/17092, WO 92/17093, і патент США №5054154 Еластомер в таких зубних щітках знаходиться зазвичай в двох або більше місцях на корпусі зубної щітки, наприклад, на держаку для підсилення захоплення держака рукою, а також на ДІЛЯНЦІ ШИЙКИ для модифікації и гнучкості Еластомер може також знаходитись і в інших місцях для оздоблення зубної щітки Звичайно такі зубні щітки виготовляють шляхом формування спершу пластмасових частин зубної щітки, а після цього проводять інжекцію еластомеру в умовах, при яких пластмаса і еластомер з'єднуються між собою Часто, коли еластомер знаходиться в двох, або більше місцях на корпусі зубної щітки, ці місця з'єднують між собою за допомогою формувального каналу, щоб рідкий еластомер можна було вводити в заздалегідь сформовані пластмасові частини корпусу зубної щітки шляхом інжекції лише в одній точці, після чого рідкий еластомер отримує можливість розтікатись по формувальним каналам від однієї частини до іншої Коли еластомер знаходиться в багатьох частинах, відділених одна від іншої, присутність необхідної КІЛЬКОСТІ формувальних каналів для сполучення цих частин не є досконалим рішенням, а в результаті це може призвести до ослаблення структури Очевидне альтернативне рішення цієї проблеми описано в опублікованій міжнародній заявці № WO 94/05183, в якій запропоновано використовувати ряд відокремлених одна від однієї точок інжекції, які відповідають числу місць, в яких повинен знаходитись еластомер Якщо еластомер знаходиться в багатьох відокремлених одне від одного місцях, це може ускладнити розташування формувальних каналів, в які здійснюють інжекцію, що в свою чергу, може ускладнити та утруднити виготовлення форм та допоміжного обладнання, необхідного для процесу інжекційного формування Крім цього проблема виникає тоді, коли зубна щітка має бути обладнана об'ємним держаком, наприклад у формі якого-небудь персонажа, - такого як тварина, як використовується в зубних щітках для дітей, де об'ємна форма держака допомагає маленькій долоні дитини захоплювати його, для формування такого держака може знадобитись велика КІЛЬКІСТЬ формувальної пластмаси Це призводить до збільшення ваги, вартості та використання надмірної КІЛЬКОСТІ матеріалів В основу даного винаходу поставлено задачу розробити альтернативний спосіб інжекційного формування, який зміг би принаймні частково вирішити ці проблеми Інші задачі та переваги винаходу будуть висвітлені в подальшому описі винаходу Згідно З винаходом спосіб виготовлення формованого виробу включає стадії в першій формувальній порожнині, яка містить перший внутрішній стержень, розташований на відстані від поверхні внутрішньої стінки порожнини, і один або декілька внутрішніх елементів, розміщених між вказаною внутрішньою стінкою і стержнем, шляхом інжекції пластичного матеріалу формують частину корпусу, яка включає внутрішню порожнину в корпусі, яка повністю співпадає з формою першого стержня і має отвори, які проходять через корпус від вказаної порожнини в корпусі до зовнішньої поверхні корпусу, причому вказані отвори повністю відповідають формі та розміщенню елемента(ів), сформований корпус відокремлюють від першої формувальної порожнини, а перший стержень виймають з порожнини в корпусі, сформований корпус розміщують в другій формувальній порожнині, а в порожнину в корпусі вставляють другий внутрішній стержень, причому між другим стержнем і внутрішньою поверхнею порожнини в корпусі розміщені один або більше каналів, сполучених з вказаними отворами, коли другий стержень вставлено в порожнину в корпусі, у вказані канали шляхом інжекції вводять потік формувального матеріалу, який твердне, таким чином, що матеріал розтікається по каналам і в отвори і там твердне, після чого сформований виріб виймають з другої формувальної порожнини, а другий стержень з порожнини в корпусі Далі будуть висвітлені кращі варіанти реалізації способу згідно з винаходом Сформований виріб, одержаний згідно зі способом винаходу, переважно являє собою корпус зубної щітки, який включає держак і головку із шийкою, розміщеною між ними, причому всі елементи розміщуються уздовж поздовжньої осі зубної щітки, а всередині держака знаходиться порожнина Спосіб винаходу дозволяє виготовити держак об'ємним, але пустотілим, а тому легким Держак може мати, наприклад, привабливу форму, таку як форма якого-небудь персонажа, наприклад, якоі-небудь тварини або персонажа мультиплікаційного фільму, що робить держак зубної щітки привабливим для дітей, а також і для дорослих Коли сформований виріб являє собою корпус зубної щітки, як вказано вище, держак загалом є структурою, витягнутою уздовж осі зубної щітки В цьому випадку порожнина в корпусі зубної щітки також переважно являє собою витягнуту порожнину, яка повторює форму корпусу зубної щітки, а внутрішні стержні є структурами, витягнутими уздовж осі зубної щітки Перша і друга формувальні порожнини знаходяться в першій і другій формах для інжекційного формування, які можна виготовити використовуючи ВІДОМІ технології Форми для інжекційного формування зубних щіток можуть бути експериментальними або такими, що серійно випускаються промисловістю, причому спосіб даного винаходу придатний для обох, а ці форми включають частини, які зазвичай являють собою дві сполучені між собою половини, виготовлені із загартованого і обробленого металу, зазвичай сталі, причому ці половини з великою точністю підганяють одну до іншої, а коли ці половини з'єднують між собою, вони утворюють внутрішню порожнину з точними розмірами, яка визначає форму кінцевого продукту, який являє собою зубну щітку, при цьому в порожнину шляхом інжекції вводять матеріал, який утворює зубну щітку Головною частиною таких форм є їх внутрішня порожнина, причому елементи таких форм визначаються формою, яку необхідно надати кінцевому продукту, який являє собою зубну щітку Формувальні порожнини в таких формах утворюють зазвичай методом електроерозм, відомого також як обробка методом електричного розряду, який використовують такі виробники форм для зубних щіток в Європі як компанії Антон Загоранскі ГмбХ (Німеччина) (Anton Zahoransky GmbH (DE)) та Машин Бушер НВ (Бельгія) (Machines Bouchene NV (BE)) Такі форми при необхідності можуть також включати ДОПОМІЖНІ технологічні та конструкційні елементи, наприклад, формувальну раму, на якій передбачені, наприклад, точки інжекції для введення пластичних та еластомерних матеріалів, щоб форму можна було використовувати в стандартній машині для інжекційного формування, яку використовує виробник зубних щіток Першу формувальну порожнину і другу формувальну порожнину краще виготовляти у вигляді багатоскладової конструкції, наприклад, конструкції форми, яка складається з двох частин, де кожна частина включає відповідну частину формувальної порожнини, причому формувальну порожнину можна відкривати, щоб відокремити корпус від форми Загалом форми такого типу, які складаються з декількох частин та призначені для використання в способах інжекційного формування для виробництва зубних щіток та подібних формованих виробів, в яких виріб формують методом інжекційного формування у формувальній порожнині, що знаходиться в такій формі, добре ВІДОМІ в цій галузі техніки Зазвичай кожна частина такої форми, яка складається з двох частин, може являти собою брусок металу, в якому вирізано частину формувальної порожнини, а коли ці два бруски з'єднують між собою, ці дві частини порожнини утворюють суцільну формувальну порожнину Форми для виготовлення зубних щіток зазви 61936 чай являють собою таку конструкцію, яка складається з двох частин, причому кожна частина утворює частину формувальної порожнини, яка відповідає суцільній формувальній порожнині, розділеній уздовж осі зубної щітки В такій формі перша і друга формувальні порожнини можуть мати відкритий кінець, віддалений від головки зубної щітки, причому крізь цей кінець можуть бути виведені формувальні стержні В такій конструкції формувальні стержні можуть звужуватись ВІДПОВІДНО формі держака зубної щітки, який є ширшим на КІНЦІ, найбільш віддаленому від головки зубної щітки Це дозволяє легко виймати формувальний стержень з порожнини в корпусі Один чи більше елементів переважно розміщують на поверхні внутрішньої стінки першої формувальної порожнини, при цьому краще, коли вони утворюють одне ціле з формою, що дозволяє легко виймати ці елементи через утворені отвори, наприклад, коли форма знаходиться у відкритому стані Можливі альтернативні конструкції, наприклад, елементи можуть виходити з першого стержня або утворювати з ним одне ціле Отвори і ВІДПОВІДНІ елементи можуть звужуватись від свого зовнішнього кінця до внутрішнього кінця, що полегшує процес виймання Коли отвори заповнюють другим матеріалом, відкриті ЗОВНІШНІ КІНЦІ утворюють ділянки, заповнені цим другим матеріалом, причому вони є відкритими і їх видно на ЗОВНІШНІЙ поверхні корпусу виробу Між внутрішньою стінкою другої формувальної порожнини та корпусом можуть бути опуклості, наприклад заглибини, які сполучаються з вказаними отворами та каналами і дозволяють другому матеріалу затікати в ці опуклості та утворювати ділянки, заповнені другим матеріалом, причому їх видно на ЗОВНІШНІЙ поверхні сформованого виробу Ці ДІЛЯНКИ другого матеріалу є відкритими і вони можуть поліпшити ЗОВНІШНІЙ вигляд виробу, а, якщо вони, зокрема, являють собою виступи, можуть також полегшити захоплення виробу рукою У випадку зубної щітки для дітей, як вказано вище, ці ділянки можуть утворювати елементи якого-небудь персонажа Альтернативно, ці відкриті ділянки другого матеріалу, який перебуває на таких ділянках в контрасті з першим матеріалом, можуть утворювати текстовий напис, наприклад, товарний знак, який має відношення до продукту Способи виготовлення таких написів добре ВІДОМІ в галузі виробництва зубних щіток Пластичний матеріал та еластомер, які можуть бути використані у виробництві двокомпонентних зубних щіток, є відомими матеріалами, при цьому вони можуть мати контрастні чи додаткові кольори, щоб підкреслити конструкцію виробу, такого як зубна щітка, шляхом створення візуального ефекту Наприклад, якщо держак виготовлено у формі якоі-небудь тварини, поверхневі зони еластомеру можуть являти собою які-небудь елементи цього персонажа, наприклад кольорові плями або смуги Умови процесу інжекційного формування для таких матеріалів добре ВІДОМІ МОЖЛИВОЮ додатковою стадією способу, згідно з винаходом, коли другий стержень вже витягнуто з порожнини в корпусі, є закриття цієї порожнини в корпусі кришечкою, такою як заглушка чи ковпачок, які можна 61936 вводити у відкритий кінець порожнини в корпусі за допомогою відомих засобів, таких як обтиснення або удавлювання, тощо Цій кришечці можна надати якоі-небудь форми для додаткового підсилення візуального ефекту виробу, наприклад, у випадку зубної щітки для дітей, яка має форму якого-небудь персонажа, вона може мати форму ніг цього персонажа Альтернативно, ця кришечка візуально може бути відносно невиразною У випадку виробів, які являють собою зубні щітки з об'ємним держаком, кришечка або сам корпус може мати плоский кінець, перпендикулярний осі зубної щітки, або присосок, тощо, щоб зубна щітка могла стояти вертикально Спосіб винаходу може бути автоматизовано, наприклад, для масового виробництва виробів, таких як зубні щітки Придатні пристрої для інжекційного формування, в яких можна використати форми такого типу, як описані вище, і спосіб даного винаходу, випускаються промисловістю, наприклад, їх можна одержати від вказаних вище компаній Антон Загоранскі ГмбХ (Anton Zahoransky Gmb) та Машин Бушер НВ (Machines Bouchene NV) Коли корпус зубної щітки виготовляють згідно з описаним вище процесом формування, після вказаного процесу формування можна проводити наступну стадію процесу - закріплення на зубній ЩІТЦІ щетини Це можна здійснювати за допомогою відомих методів закріплення щетини на зубних щітках Наприклад, на головці зубної щітки можуть бути виконані отвори, в яких відомими методами згодом можна закріпити щетину Альтернативно, щетина може бути закріплена в матеріалі головки при формуванні самої головки, наприклад, використовуючи ВІДОМІ способи, описані в Європейському патенті № 0293665 або опублікованій міжнародній заявці № WO 95/30350 Альтернативно, головка зубної щітки та держак можуть бути виготовлені окремо, як це описано в міжнародній заявці № РСТ/ЕР96/02978, зміст якої наводиться шляхом посилання на неї Винахід передбачає першу формувальну порожнину, пристосовану для використання в способі цього винаходу Винахід також передбачає першу форму, пристосовану для використання в способі цього винаходу, наприклад, шляхом утворення в ній першої формувальної порожнини, як це описано вище Винахід також передбачає перший внутрішній стержень для використання в способі цього винаходу Винахід передбачає другу формувальну порожнину, пристосовану для використання в способі цього винаходу Винахід також передбачає другу форму, пристосовану для використання в способі цього винаходу, наприклад, шляхом утворення в ній другої формувальної порожнини, як це описано вище Винахід також передбачає другий внутрішній стержень для використання в способі цього винаходу Винахід також передбачає спосіб, за допомогою якого виготовляють вищевказані форми та порожнини, наприклад, спосіб електроерозм або електричного розряду, які проводять за допомогою призначеного для цього обладнання 8 Винахід також передбачає формований виріб, зокрема зубну щітку, виготовлену згідно зі способом винаходу Така зубна щітка, наприклад, включає головку із закріпленою на ній щетиною і корпус пустотілого формованого держака, стінка корпусу якого виготовлена з пластмаси, на якій розміщені отвори, що проходять крізь стінку пластмасового корпусу від внутрішньої порожнини в корпусі до зовнішньої поверхні, причому ці отвори заповнені другим формувальним матеріалом, при цьому другий матеріал в порожнинах зв'язано залишковим другим матеріалом в формувальних каналах або залишковим другим матеріалом на внутрішній поверхні внутрішньої порожнини Внутрішня порожнина корпусу зубної щітки може бути закрита кришечкою на КІНЦІ, протилежному головці зубної щітки Сформована, таким чином, зубна щітка може включати ВІДОМІ ознаки, такі як держак, який включає гофровану зону, як це описано в заявці на видачу Європейського патенту № ЕР 0336641 А, або використовуючи спосіб цього винаходу, або інший, на держаку, шийці чи головці можуть бути утворені виїмки, заповнені еластомерним матеріалом для модифікації гнучкості, як це описано наприклад, в патенті США №5054154 Далі винахід буде описано у формі прикладу з посиланням на графічні матеріали, які представляють слідуюче Фіг 1-4 схематично зображують ПОСЛІДОВНІ стадії способу винаходу для виготовлення зубної щітки Фіг 5 і 6 показують зубні щітки, які можуть бути виготовлені згідно зі способом винаходу На Фіг 1 в загальних рисах показана перша форма 1, виготовлена з двох розміщених поряд половин 1А та 1В Кожну половину 1А і 1В виготовляють з точно обробленої загартованої сталі Форма включає першу формувальну порожнину 2, яка визначає форму корпусу зубної щітки, причому кожна з двох половин 1А і 1В являє собою лише частину порожнини, але, коли дві половини 1А і 1В з'єднують між собою, то утворюється суцільна порожнина 2 У формувальній порожнині 2 знаходиться перший внутрішній стержень 3, розміщений на відстані від внутрішньої стінки формувальної порожнини 2 і лише в тій частині формувальної порожнини 2, яка визначає форму держака зубної щітки Формувальна порожнина 2 має відкритий кінець, який є найбільш віддаленою точкою від головки зубної щітки, яку необхідно утворити, причому через цей відкритий кінець вводять стержень з Стержень 3 також виготовляють із загартованої сталі З внутрішньої стінки формувальної порожнини 2 виступають внутрішні елементи 4, виготовлені як одне ціле з металу форми 1, причому вони розміщуються між внутрішньою стінкою та поверхнею стержня 3, а внутрішні КІНЦІ елементів 4 стикаються з поверхнею стержня Елементи 4 звужуються, причому вони є найбільш широкими біля форми 1, а найбільш вузькими біля стержня 3 Стержень З утворює фланцеву заглушку 5 формувальної порожнини 2, хоча порожнину можна закрити і іншими засобами Потік розплавленого пластичного 61936 матеріалу (на Фіг 1 не показано) вводять в порожнину 2 через інжекційний порт 6, який знаходиться в зручній точці на формі 1 або на фланцевій заглушці 5 за допомогою зручного методу інжекції Як розміщений в точці б, інжекційний порт може знаходитись і в інших точках форми, як це розуміють спеціалісти в даній галузі техніки, так і форма 1 може бути обладнана також і портом(ами) для виходу повітря, щоб протягом процесу інжекції повітря мало змогу виходити назовні Описана вище стадія формування дозволяє одержати корпус зубної щітки 7 (в загальних рисах) який показано на Фіг 2 Такий корпус включає головку 7А в якій за допомогою будь-якого зручного способу можуть бути закріплені пучки щетини, шийку 7В і держак 7С, причому всі елементи розміщуються уздовж осі А - А зубної щітки Виготовлений за допомогою описаного вище способу, держак 7С включає внутрішню порожнину в корпусі 8 яка відповідає формі стержня 3, та отвори 9, які проходять через корпус 7С і відповідають формі і розміщенню елементів 4 Деякі отвори 9 сполучаються із заглибинами 10 на ЗОВНІШНІЙ поверхні держака 7С корпусу 7 Корпус 7 ВІДДІЛЯЮТЬ ВІД форми 1 шляхом роз'єднання форми 1 На Фіг З показано що сформований корпус 7 розміщено в другій формі 11, утвореній з двох з'єднаних між собою половин 11А і 11В, причому в ній знаходиться друга формувальна порожнина 12, а форма по своїй конструкції загалом нагадує першу форму 1 Внутрішній дизайн другої формувальної порожнини 12 загалом співпадає із зовнішньою формою корпусу 7, але в місцях, які прилягають до отворів 9, формувальна порожнина має заглибини 13 а в місцях, які прилягають до поверхневих заглибин 10, формувальна порожнина 12 не повторює контур заглибини 10, а утворює порожнину 14 В порожнину в корпусі 8 вставлено другий внутрішній стержень 15, причому стержень 15 загалом співпадає з формою порожнини в корпусі 8 Між стержнем 15 і поверхнею внутрішньої стінки порожнини корпусу 8 знаходяться канали 16, які сполучаються з отворами 9 Стержень 15 утворює фланцеву заглушку 17, щоб закрити відкритий кінець формувальної порожнини 12 Краще, коли друга формувальна порожнина 12 не охоплює весь корпус зубної щітки 7, а вміщує лише держак 1С, тоді головка 7А і шийка 1С можуть знаходитись за межами формувальної порожнини, наприклад, якщо форма 11 закінчується пунктирною ЛІНІЄЮ В - В _ Потік придатного формувального матеріалу, який 1 0 являє собою еластомер, вводять у формувальну порожнину 12 через інжекційний порт 18 методом інжекції Як розміщений в точці 18, інжекційний порт може знаходитись і в інших точках форми 11, як це розуміють спеціалісти в даній галузі техніки, так і форма 11 може бути також обладнана і портом(ами) для виходу повітря, щоб протягом процесу інжекції повітря мало змогу виходити назовні Інжекційний порт 18 розміщено таким чином, щоб матеріал міг розтікатись по каналам 16 через отвори 9 і далі в заглибини 13 та порожнини 14 Після ТОГО, ЯК процес формування закінчиться, форму 11 можна роз'єднати, а стержень 15 вийняти з внутрішньої порожнини 8 Потік матеріалу, як це описано вище, утворює корпус показаний в розрізі на Фіг 4 Матеріал твердне в отворах 9, заглибинах 13, порожнинах 14 і каналах 16, а внутрішній залишковий матеріал розміщується уздовж внутрішньої поверхні порожнини в корпусі 8 і в отворах 9 Матеріал, який твердне в заглибинах 13, утворює ЗОВНІШНІ виступи 19 а матеріал, який твердне в порожнинах 14, утворює більші за розміром плоскі ділянки 20 матеріалу Відкритий кінець порожнини в корпусі 8 можна закрити кришечкою 21, яка щільно заходить у відкритий кінець На Фіг 5 і 6 зображена зубна щітка для дітей 22 виготовлена згідно зі способом винаходу Зубна щітка 22 має об'ємний держак 22А, але так як він є пустотілим і включає порожнину в корпусі 8 (на Фіг 5 і 6 не показано), цей держак є відносно легким Виступи 19 і більші за розміром ділянки еластомеру 20 створюють художній образ Зразок, представлений на Фіг 5 є виключно демонстраційним але виступи 19 разом з ділянками 20 можуть однаково добре розміщуватись і у формі художнього образу і/або мати форму, яка представляє ознаки тварини, наприклад, кенгуру, як це зображено на Фіг 6 Кришечка 21 щільно заходить в кінець порожнини корпусу, причому вона може бути виготовлена у формі ніг персонажу, на яких зубна щітка 22 може стояти вертикально Шляхом створення додаткових каналів 16 і додаткових отворів 9 заглибин 13 і порожнин 14 можна легко утворити виступи і більші за розмірами плоскі ділянки також і на головці щітки 22А та на шийці 22С, якщо в цьому є потреба, наприклад, щоб надати головці гнучкості завдяки наявності заповнених еластомером заглибин і ділянок, як це описано в заявці на видачу Європейського патенту № ЕР 0613636А та опублікованих 11 12 61936 •—A 7 A Фіг. 2 22A фіг. 5 Фіг. Є ФІГ. 4 Комп'ютерна верстка А Ярославцева Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture a molded article and tooth-brush made by this method
Назва патенту російськоюСпособ изготовления формованного изделия и зубная щетка, изготовленная по этому способу
МПК / Мітки
МПК: B29C 45/16
Мітки: формованого, виготовлена, щітка, зубна, виготовлення, спосіб, способом, цим, виробу
Код посилання
<a href="https://ua.patents.su/6-61936-sposib-vigotovlennya-formovanogo-virobu-i-zubna-shhitka-vigotovlena-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом</a>
Зубна щітка та спосіб виготовлення щетини для зубних щіток
Номер патенту: 52706
Опубліковано: 15.01.2003
Автор: Вайграух Георг
МПК: A46B 11/00, A46D 1/00
Мітки: щетини, виготовлення, щітка, зубна, спосіб, щіток, зубних
Формула / Реферат:
1. Зубна щітка з щетиною з екструдованого полімеру, що містить, принаймні, близько від поверхні розчинні в воді і/ або в слині добавки, що мають стоматологічну дію, яка відрізняється тим, що як добавки в полімер включені в твердій дрібнодисперсній формі неорганічні сполуки фтору, які під дією води і/ або слини відщеплюють фториди.2. Зубна щітка за п. 1, яка відрізняється тим, що добавки вибираються з групи, що включає фторид натрію...
Зубна щітка та спосіб її виготовлення
Номер патенту: 55395
Опубліковано: 15.04.2003
Автор: Вайграух Георг
МПК: B29C 47/04, D02G 3/38
Мітки: щітка, виготовлення, зубна, спосіб
Формула / Реферат:
1. Зубна щітка з головкою та пластиковими щетинками, з можливістю зведення у жмутки та прикріпленими до неї, причому, принаймні, декотрі щетинки мають на своїй периферійній поверхні профілі у вигляді спіралі, отриманої закручуванням профільованого моноволокна, яка відрізняється тим, що щетинки мають осердя і, щонайменше, одну спіраль, що проходить на периферійній поверхні, має три - п'ять витків на см довжини, а головка спіралі...
Зубна щітка та спосіб ії виготовлення
Номер патенту: 55390
Опубліковано: 15.04.2003
Автори: Крамер Ганс, Халм Ганс
МПК: A46B 7/00
Мітки: виготовлення, щітка, спосіб, зубна
Формула / Реферат:
1. Зубна щітка, що містить головку, яка має верхівку, щетину, що продовжена від площини щетини головки, і базове закінчення, біля якого головка з'єднана з ручкою, причому головка і ручка розташовані вздовж поздовжньої осі зубної щітки, яка відрізняється тим, що головка складена з негнучкої зони основи, зони зв'язку та верхньої зони, причому зона основи з'єднана з ручкою зубної щітки і простягається від базового закінчення головки до зони...
Зубна щітка
Номер патенту: 60428
Опубліковано: 15.10.2003
Автори: КАСЬКОВА ЛЮДМИЛА ФЕДОРІВНА, ЗАЙЦЕВ АНДРІЙ ВОЛОДИМИРОВИЧ
МПК: A61C 17/00
Формула / Реферат:
1. Зубна щітка в складі головки, на якій розташована щетина, ручки, зв'язаної з головкою, джерела механічних коливань, яка відрізняється тим, що джерело механічних коливань розташоване в головці щітки і зв'язане механічно із щетиною через пружний елемент.2. Зубна щітка за п. 1, яка відрізняється тим, що джерело механічних коливань виконано на п'єзоелектричному елементі.3. Зубна щітка за пп. 1, 2, яка відрізняється тим, що...
Щітка зубна багатофункціональна
Номер патенту: 46140
Опубліковано: 15.05.2002
Автор: Бужин Олексій Андрійович
МПК: A46B 9/00
Мітки: багатофункціональна, щітка, зубна
Формула / Реферат:
Щітка зубна багатофункціональна, що має головку, шийку і ручку, яка відрізняється тим, що ручка вигнута, розширена до кінця, на кінці має виріз, стійки між вирізом з заглибленнями і прорізами, одна бокова площина рівної частини ручки має скіс.
Попередній патент: Горілка “горант”
Наступний патент: Спосіб визначення концентрації окремих класів імуноглобулінів у біологічних рідинах
Випадковий патент: Біогазова установка з сонячною батареєю