Спосіб та формувальне знаряддя для лиття під тиском пластмасової частини в листі пакувального матеріалу
Формула / Реферат
1. Спосіб лиття під тиском пластмасової частини в отворі, який виконаний в листі пакувального матеріалу, і який утворює край отвору листа пакувального матеріалу, при якому розміщують принаймні одне зовнішнє формувальне знаряддя в контакті із зовнішньою стороною листа пакувального матеріалу та розміщують принаймні одне внутрішнє формувальне знаряддя у контакті з внутрішньою стороною листа пакувального матеріалу і, таким чином, утворюють формувальну порожнину, утворену між згаданими зовнішнім та внутрішнім формувальними знаряддями у такий спосіб, щоб принаймні прилегла до згаданого краю отвору частина листа пакувального матеріалу була розміщена всередині згаданої формувальної порожнини, а також, щоб прилегла до згаданого краю отвору частина листа пакувального матеріалу була відхилена від згаданого внутрішнього формувального знаряддя, і подають під тиском пластичний матеріал у згадану формувальну порожнину з утворенням згаданої пластмасової частини на ділянці згаданої внутрішньої сторони частини листа, який відрізняється тим, що зовнішнє та внутрішнє формувальні знаряддя розміщують так, що частина листа пакувального матеріалу, яка контактує як із зовнішнім так і з внутрішнім формувальними знаряддями, перебуває у стиснутому стані порівняно з частиною листа пакувального матеріалу, розміщеною всередині формувальної порожнини.
2. Спосіб за п. 1, у якому при формуванні згаданої формувальної порожнини переміщують згадане зовнішнє формувальне знаряддя так, щоб його край входив у контакт зі згаданою зовнішньою стороною листа пакувального матеріалу по першій лінії контакту переміщують згадане внутрішнє формувальне знаряддя так, щоб його край входив у контакт зі згаданою внутрішньою стороною листа пакувального матеріалу по другій лінії контакту, який відрізняється тим, що згадану першу лінію контакту виконують далі від згаданої частини краю отвору, ніж згадану другу лінію контакту, із відхиленням частини листа від згаданого внутрішнього формувального знаряддя.
3. Пристрій для лиття під тиском пластмасової частини в отворі, виконаному у листі пакувального матеріалу, який має зовнішню сторону та внутрішню сторону, який утворює край отвору листа пакувального матеріалу, причому згаданий пристрій містить зовнішнє формувальне знаряддя та внутрішнє формувальне знаряддя, виконані з можливістю такого взаємного розміщення відносно листа пакувального матеріалу у положенні формування, щоб лист пакувального матеріалу був щільно стиснутий між зовнішнім та внутрішнім формувальними знаряддями, а також, щоб зовнішнім та внутрішнім формувальними знаряддями була утворена формувальна порожнина, у якій розміщена принаймні прилегла до згаданого краю отвору частина листа пакувального матеріалу, причому зовнішнє та внутрішнє формувальні знаряддя мають такі формувальні поверхні, що у положенні формування частина листа пакувального матеріалу, прилегла до згаданого краю отвору, була відхилена відзгаданого внутрішнього формувального знаряддя з можливістю формування пластмасової частини на ділянці внутрішньої сторони частини листа, причому між зовнішнім та внутрішнім формувальними знаряддями у згаданому положенні формування утворено зазор для щільного стискання листа пакувального матеріалу, який відрізняється тим, що згаданий зазор має розмір, менший ніж товщина листа пакувального матеріалу, причому у положенні формування у згаданому зазорі розміщений стиснений формувальними знаряддями лист пакувального матеріалу.
4. Пристрій для лиття під тиском за п. 3, у якому край згаданого зовнішнього формувального знаряддя перебуває у контакті із згаданою зовнішньою стороною листа пакувального матеріалу по першій лінії контакту, а край внутрішнього формувального знаряддя перебуває у контакті із згаданою внутрішньою стороною листа пакувального матеріалу по другій лінії контакту, який відрізняється тим, що згадана перша лінія контакту виконана далі від згаданої частини згаданого краю отвору, ніж згадана друга лінія контакту із відхиленням прилеглої до отвору частини листа від згаданого внутрішнього формувального знаряддя.
5. Пристрій для лиття під тиском за п. 3, який відрізняється тим, що згаданий зазор виконаний у площині, яка похило входить у формувальну порожнину у напрямі, орієнтованому від внутрішнього формувального знаряддя.
Текст
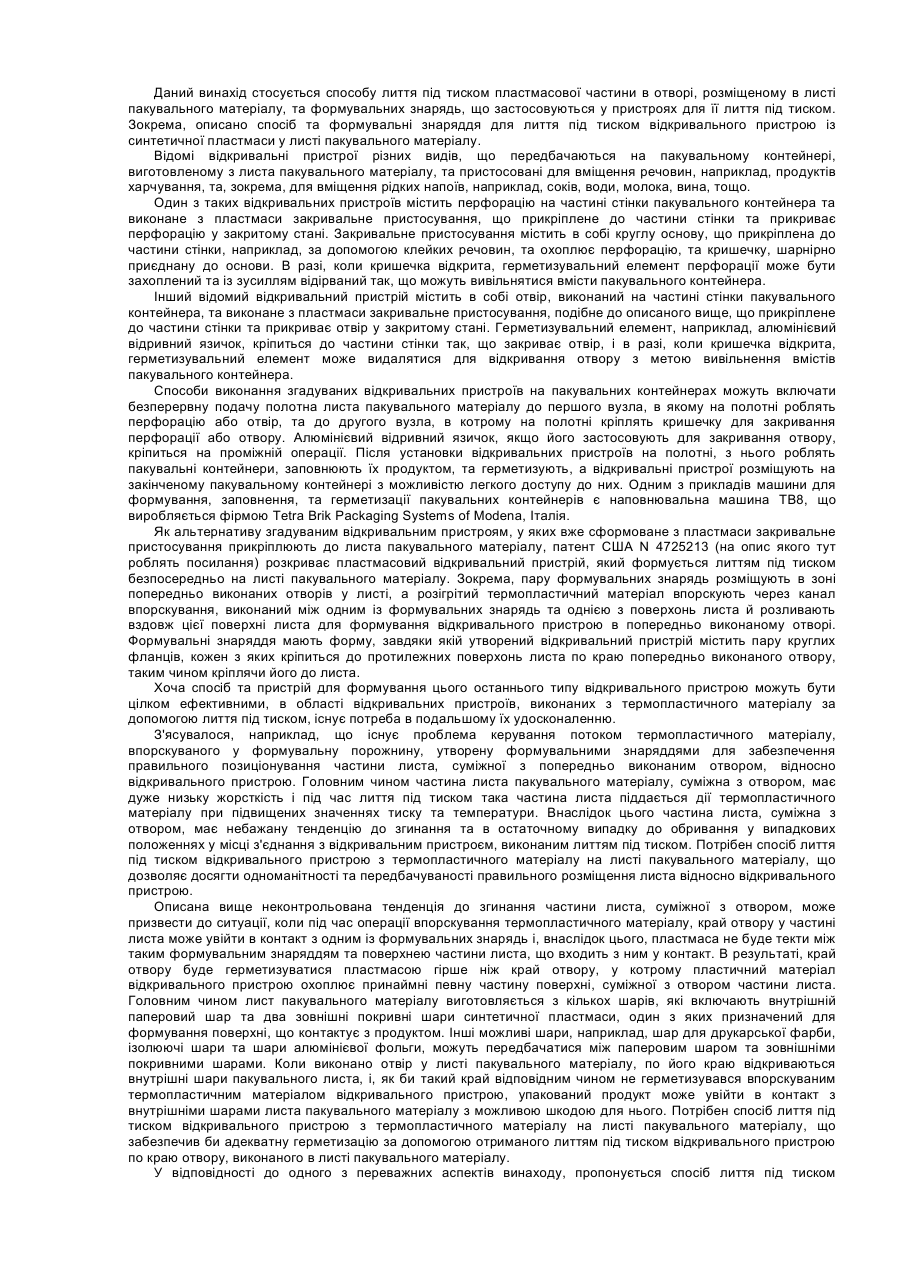
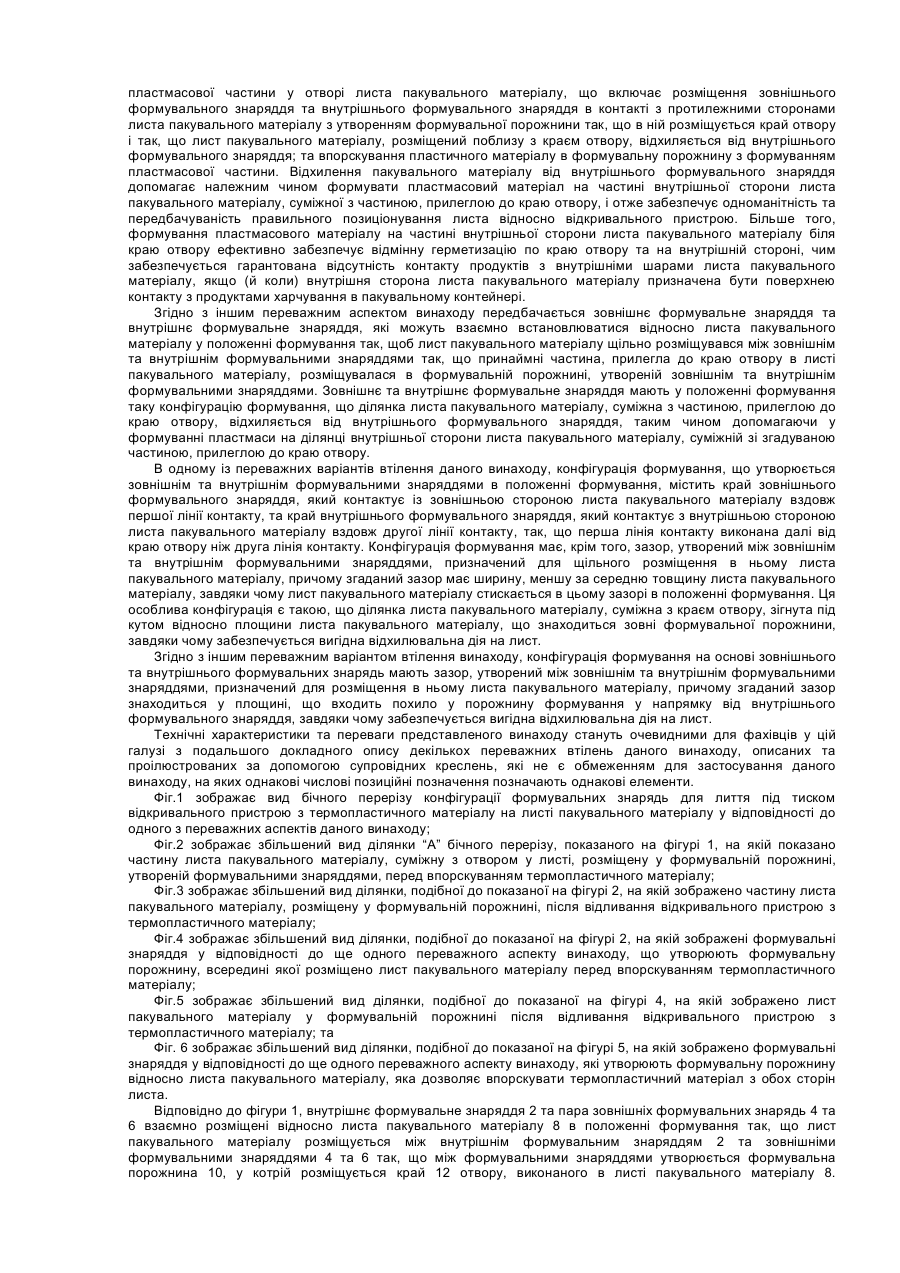
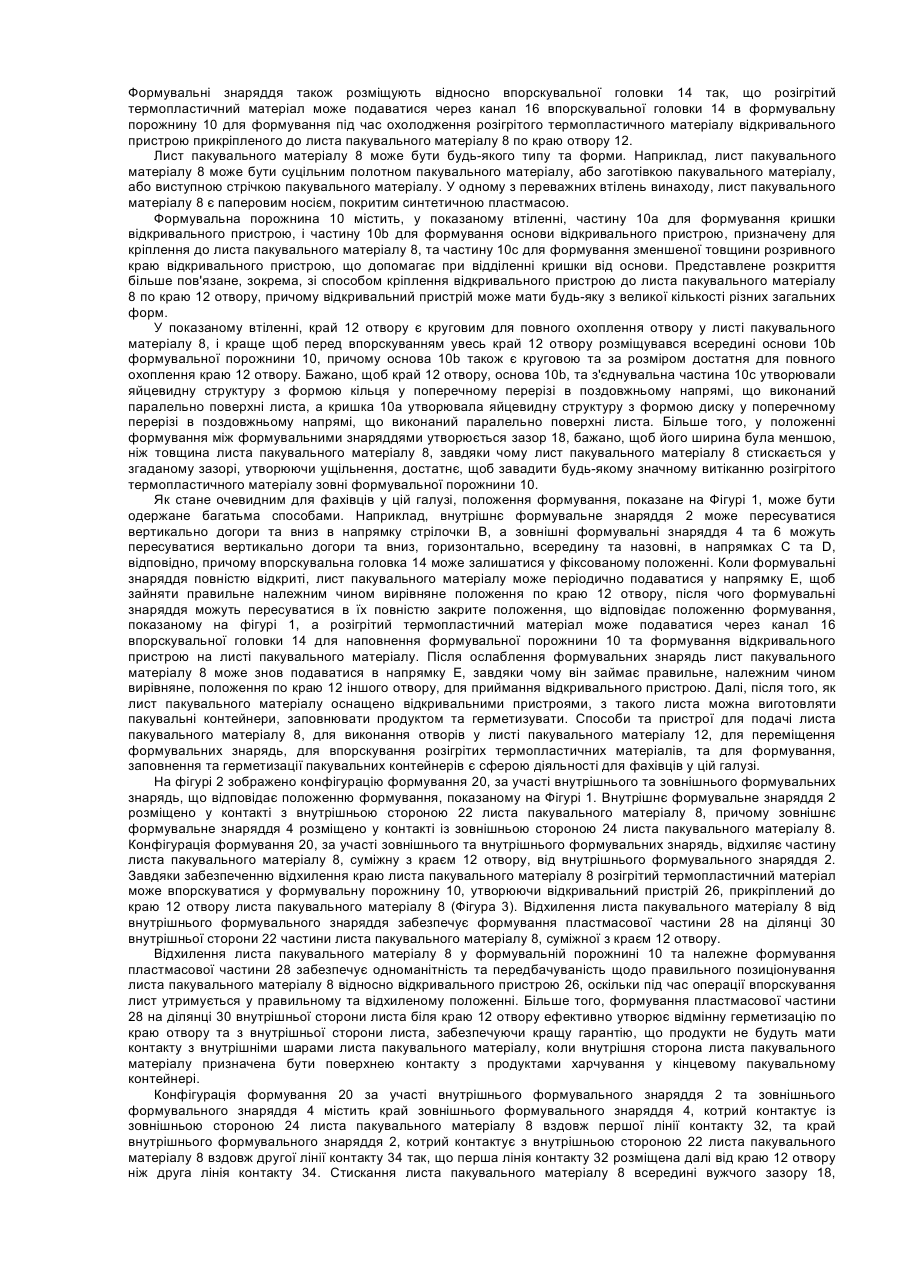
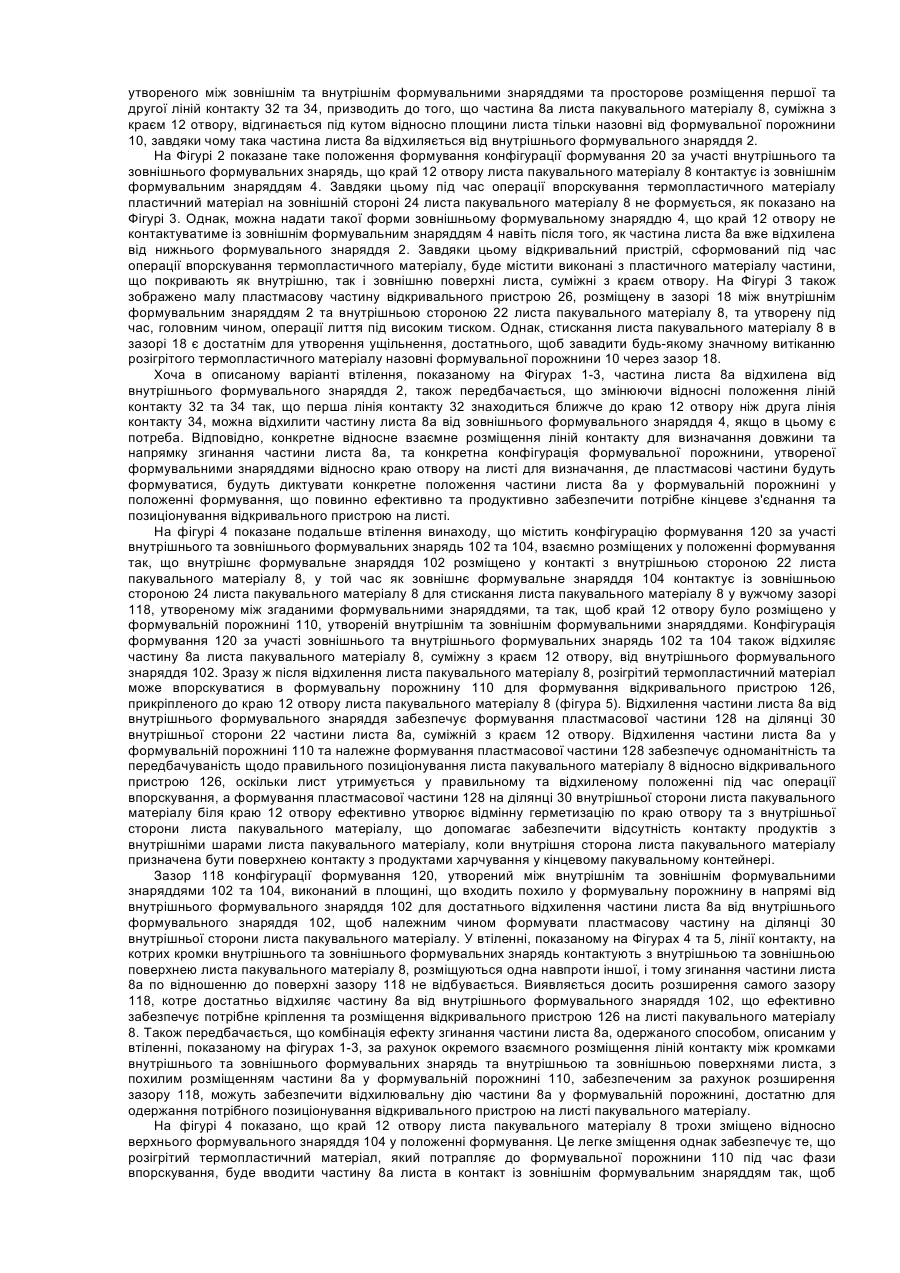
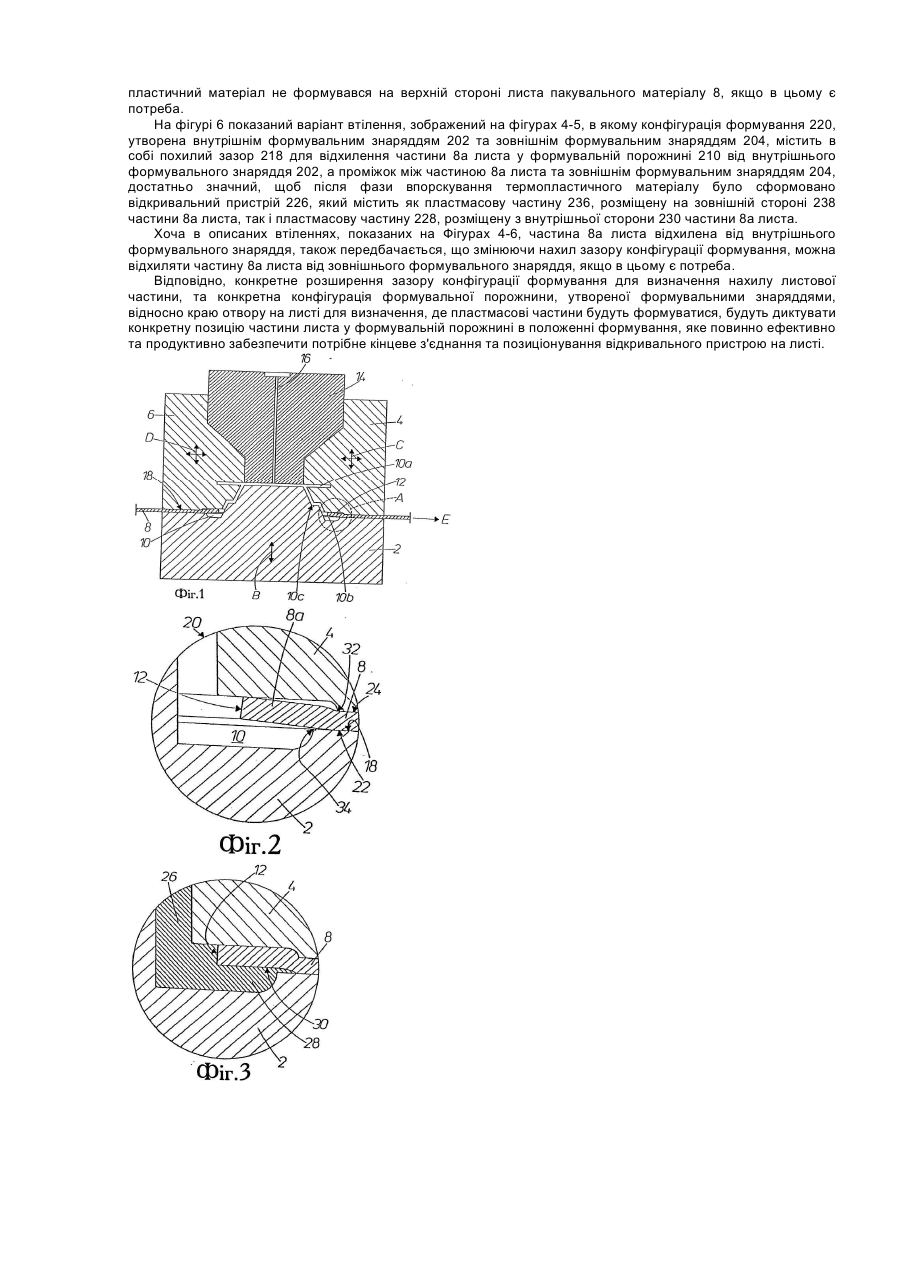
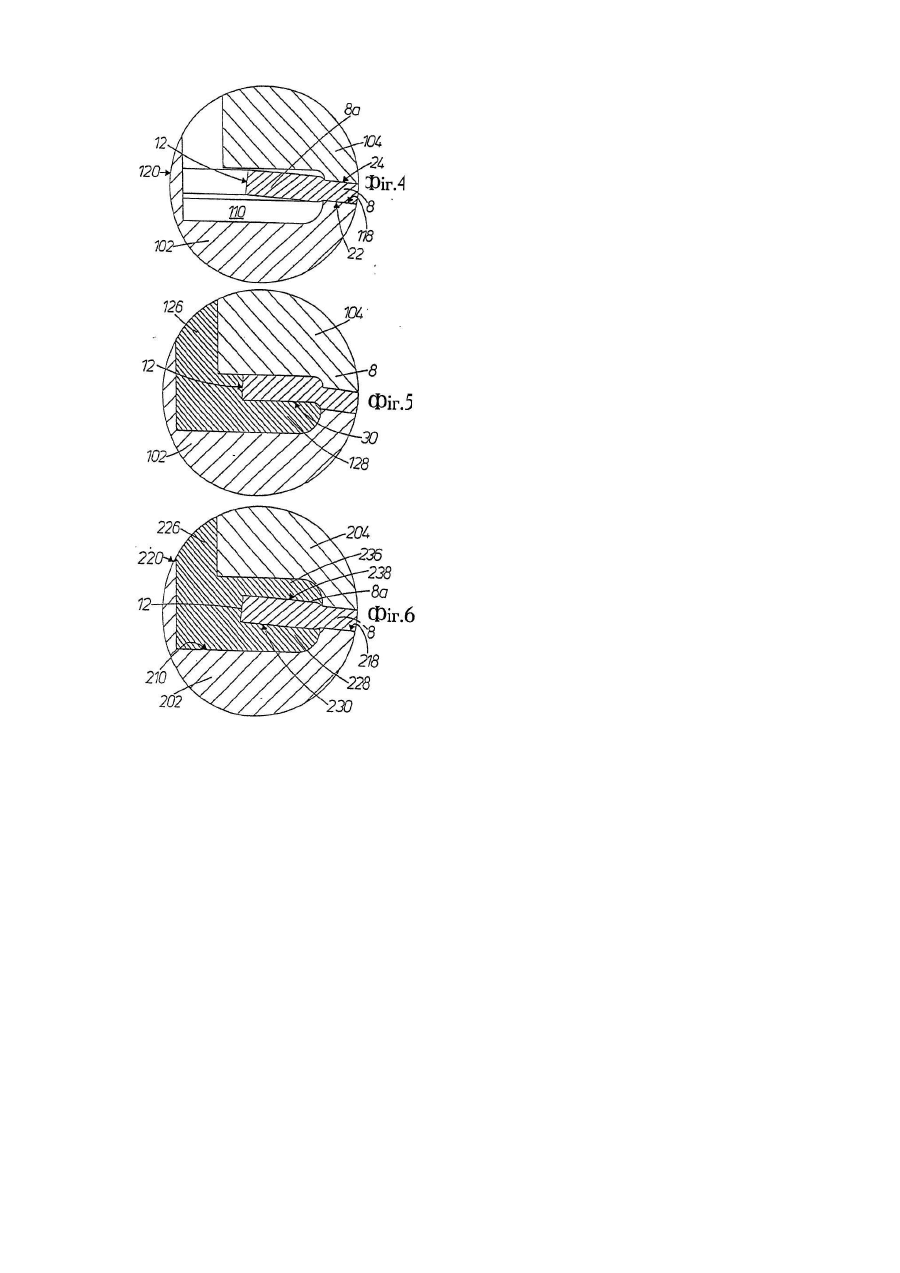
Даний винахід стосується способу лиття під тиском пластмасової частини в отворі, розміщеному в листі пакувального матеріалу, та формувальних знарядь, що застосовуються у пристроях для її лиття під тиском. Зокрема, описано спосіб та формувальні знаряддя для лиття під тиском відкривального пристрою із синтетичної пластмаси у листі пакувального матеріалу. Відомі відкривальні пристрої різних видів, що передбачаються на пакувальному контейнері, виготовленому з листа пакувального матеріалу, та пристосовані для вміщення речовин, наприклад, продуктів харчування, та, зокрема, для вміщення рідких напоїв, наприклад, соків, води, молока, вина, тощо. Один з таких відкривальних пристроїв містить перфорацію на частині стінки пакувального контейнера та виконане з пластмаси закривальне пристосування, що прикріплене до частини стінки та прикриває перфорацію у закритому стані. Закривальне пристосування містить в собі круглу основу, що прикріплена до частини стінки, наприклад, за допомогою клейких речовин, та охоплює перфорацію, та кришечку, шарнірно приєднану до основи. В разі, коли кришечка відкрита, герметизувальний елемент перфорації може бути захоплений та із зусиллям відірваний так, що можуть вивільнятися вмісти пакувального контейнера. Інший відомий відкривальний пристрій містить в собі отвір, виконаний на частині стінки пакувального контейнера, та виконане з пластмаси закривальне пристосування, подібне до описаного вище, що прикріплене до частини стінки та прикриває отвір у закритому стані. Герметизувальний елемент, наприклад, алюмінієвий відривний язичок, кріпиться до частини стінки так, що закриває отвір, і в разі, коли кришечка відкрита, герметизувальний елемент може видалятися для відкривання отвору з метою вивільнення вмістів пакувального контейнера. Способи виконання згадуваних відкривальних пристроїв на пакувальних контейнерах можуть включати безперервну подачу полотна листа пакувального матеріалу до першого вузла, в якому на полотні роблять перфорацію або отвір, та до другого вузла, в котрому на полотні кріплять кришечку для закривання перфорації або отвору. Алюмінієвий відривний язичок, якщо його застосовують для закривання отвору, кріпиться на проміжній операції. Після установки відкривальних пристроїв на полотні, з нього роблять пакувальні контейнери, заповнюють їх продуктом, та герметизують, а відкривальні пристрої розміщують на закінченому пакувальному контейнері з можливістю легкого доступу до них. Одним з прикладів машини для формування, заповнення, та герметизації пакувальних контейнерів є наповнювальна машина ТВ8, що виробляється фірмою Tetra Brik Packaging Systems of Modena, Італія. Як альтернативу згадуваним відкривальним пристроям, у яких вже сформоване з пластмаси закривальне пристосування прикріплюють до листа пакувального матеріалу, патент США N 4725213 (на опис якого тут роблять посилання) розкриває пластмасовий відкривальний пристрій, який формується литтям під тиском безпосередньо на листі пакувального матеріалу. Зокрема, пару формувальних знарядь розміщують в зоні попередньо виконаних отворів у листі, а розігрітий термопластичний матеріал впорскують через канал впорскування, виконаний між одним із формувальних знарядь та однією з поверхонь листа й розливають вздовж цієї поверхні листа для формування відкривального пристрою в попередньо виконаному отворі. Формувальні знаряддя мають форму, завдяки якій утворений відкривальний пристрій містить пару круглих фланців, кожен з яких кріпиться до протилежних поверхонь листа по краю попередньо виконаного отвору, таким чином кріплячи його до листа. Хоча спосіб та пристрій для формування цього останнього типу відкривального пристрою можуть бути цілком ефективними, в області відкривальних пристроїв, виконаних з термопластичного матеріалу за допомогою лиття під тиском, існує потреба в подальшому їх удосконаленню. З'ясувалося, наприклад, що існує проблема керування потоком термопластичного матеріалу, впорскуваного у формувальну порожнину, утворену формувальними знаряддями для забезпечення правильного позиціонування частини листа, суміжної з попередньо виконаним отвором, відносно відкривального пристрою. Головним чином частина листа пакувального матеріалу, суміжна з отвором, має дуже низьку жорсткість і під час лиття під тиском така частина листа піддається дії термопластичного матеріалу при підвищених значеннях тиску та температури. Внаслідок цього частина листа, суміжна з отвором, має небажану тенденцію до згинання та в остаточному випадку до обривання у випадкових положеннях у місці з'єднання з відкривальним пристроєм, виконаним литтям під тиском. Потрібен спосіб лиття під тиском відкривального пристрою з термопластичного матеріалу на листі пакувального матеріалу, що дозволяє досягти одноманітності та передбачуваності правильного розміщення листа відносно відкривального пристрою. Описана вище неконтрольована тенденція до згинання частини листа, суміжної з отвором, може призвести до ситуації, коли під час операції впорскування термопластичного матеріалу, край отвору у частині листа може увійти в контакт з одним із формувальних знарядь і, внаслідок цього, пластмаса не буде текти між таким формувальним знаряддям та поверхнею частини листа, що входить з ним у контакт. В результаті, край отвору буде герметизуватися пластмасою гірше ніж край отвору, у котрому пластичний матеріал відкривального пристрою охоплює принаймні певну частину поверхні, суміжної з отвором частини листа. Головним чином лист пакувального матеріалу виготовляється з кількох шарів, які включають внутрішній паперовий шар та два зовнішні покривні шари синтетичної пластмаси, один з яких призначений для формування поверхні, що контактує з продуктом. Інші можливі шари, наприклад, шар для друкарської фарби, ізолюючі шари та шари алюмінієвої фольги, можуть передбачатися між паперовим шаром та зовнішніми покривними шарами. Коли виконано отвір у листі пакувального матеріалу, по його краю відкриваються внутрішні шари пакувального листа, і, як би такий край відповідним чином не герметизувався впорскуваним термопластичним матеріалом відкривального пристрою, упакований продукт може увійти в контакт з внутрішніми шарами листа пакувального матеріалу з можливою шкодою для нього. Потрібен спосіб лиття під тиском відкривального пристрою з термопластичного матеріалу на листі пакувального матеріалу, що забезпечив би адекватну герметизацію за допомогою отриманого литтям під тиском відкривального пристрою по краю отвору, виконаного в листі пакувального матеріалу. У відповідності до одного з переважних аспектів винаходу, пропонується спосіб лиття під тиском пластмасової частини у отворі листа пакувального матеріалу, що включає розміщення зовнішнього формувального знаряддя та внутрішнього формувального знаряддя в контакті з протилежними сторонами листа пакувального матеріалу з утворенням формувальної порожнини так, що в ній розміщується край отвору і так, що лист пакувального матеріалу, розміщений поблизу з краєм отвору, відхиляється від внутрішнього формувального знаряддя; та впорскування пластичного матеріалу в формувальну порожнину з формуванням пластмасової частини. Відхилення пакувального матеріалу від внутрішнього формувального знаряддя допомагає належним чином формувати пластмасовий матеріал на частині внутрішньої сторони листа пакувального матеріалу, суміжної з частиною, прилеглою до краю отвору, і отже забезпечує одноманітність та передбачуваність правильного позиціонування листа відносно відкривального пристрою. Більше того, формування пластмасового матеріалу на частині внутрішньої сторони листа пакувального матеріалу біля краю отвору ефективно забезпечує відмінну герметизацію по краю отвору та на внутрішній стороні, чим забезпечується гарантована відсутність контакту продуктів з внутрішніми шарами листа пакувального матеріалу, якщо (й коли) внутрішня сторона листа пакувального матеріалу призначена бути поверхнею контакту з продуктами харчування в пакувальному контейнері. Згідно з іншим переважним аспектом винаходу передбачається зовнішнє формувальне знаряддя та внутрішнє формувальне знаряддя, які можуть взаємно встановлюватися відносно листа пакувального матеріалу у положенні формування так, щоб лист пакувального матеріалу щільно розміщувався між зовнішнім та внутрішнім формувальними знаряддями так, що принаймні частина, прилегла до краю отвору в листі пакувального матеріалу, розміщувалася в формувальній порожнині, утвореній зовнішнім та внутрішнім формувальними знаряддями. Зовнішнє та внутрішнє формувальне знаряддя мають у положенні формування таку конфігурацію формування, що ділянка листа пакувального матеріалу, суміжна з частиною, прилеглою до краю отвору, відхиляється від внутрішнього формувального знаряддя, таким чином допомагаючи у формуванні пластмаси на ділянці внутрішньої сторони листа пакувального матеріалу, суміжній зі згадуваною частиною, прилеглоюдо краю отвору. В одному із переважних варіантів втілення даного винаходу, конфігурація формування, що утворюється зовнішнім та внутрішнім формувальними знаряддями в положенні формування, містить край зовнішнього формувального знаряддя, який контактує із зовнішньою стороною листа пакувального матеріалу вздовж першої лінії контакту, та край внутрішнього формувального знаряддя, який контактує з внутрішньою стороною листа пакувального матеріалу вздовж другої лінії контакту, так, що перша лінія контакту виконана далі від краю отвору ніж друга лінія контакту. Конфігурація формування має, крім того, зазор, утворений між зовнішнім та внутрішнім формувальними знаряддями, призначений для щільного розміщення в ньому листа пакувального матеріалу, причому згаданий зазор має ширину, меншу за середню товщину листа пакувального матеріалу, завдяки чому лист пакувального матеріалу стискається в цьому зазорі в положенні формування. Ця особлива конфігурація є такою, що ділянка листа пакувального матеріалу, суміжна з краєм отвору, зігнута під кутом відносно площини листа пакувального матеріалу, що знаходиться зовні формувальної порожнини, завдяки чому забезпечується вигідна відхилювальна дія на лист. Згідно з іншим переважним варіантом втілення винаходу, конфігурація формування на основі зовнішнього та внутрішнього формувальних знарядь мають зазор, утворений між зовнішнім та внутрішнім формувальними знаряддями, призначений для розміщення в ньому листа пакувального матеріалу, причому згаданий зазор знаходиться у площині, що входить похило у порожнину формування у напрямку від внутрішнього формувального знаряддя, завдяки чому забезпечується вигідна відхилювальна дія на лист. Технічні характеристики та переваги представленого винаходу стануть очевидними для фахівців у цій галузі з подальшого докладного опису декількох переважних втілень даного винаходу, описаних та проілюстрованих за допомогою супровідних креслень, які не є обмеженням для застосування даного винаходу, на яких однакові числові позиційні позначення позначають однакові елементи. Фіг.1 зображає вид бічного перерізу конфігурації формувальних знарядь для лиття під тиском відкривального пристрою з термопластичного матеріалу на листі пакувального матеріалу у відповідності до одного з переважних аспектів даного винаходу; Фіг.2 зображає збільшений вид ділянки “А” бічного перерізу, показаного на фігурі 1, на якій показано частину листа пакувального матеріалу, суміжну з отвором у листі, розміщену у формувальній порожнині, утвореній формувальними знаряддями, перед впорскуванням термопластичного матеріалу; Фіг.3 зображає збільшений вид ділянки, подібної до показаної на фігурі 2, на якій зображено частину листа пакувального матеріалу, розміщену у формувальній порожнині, після відливання відкривального пристрою з термопластичного матеріалу; Фіг.4 зображає збільшений вид ділянки, подібної до показаної на фігурі 2, на якій зображені формувальні знаряддя у відповідності до ще одного переважного аспекту винаходу, що утворюють формувальну порожнину, всередині якої розміщено лист пакувального матеріалу перед впорскуванням термопластичного матеріалу; Фіг.5 зображає збільшений вид ділянки, подібної до показаної на фігурі 4, на якій зображено лист пакувального матеріалу у формувальній порожнині після відливання відкривального пристрою з термопластичного матеріалу; та Фіг. 6 зображає збільшений вид ділянки, подібної до показаної на фігурі 5, на якій зображено формувальні знаряддя у відповідності до ще одного переважного аспекту винаходу, які утворюють формувальну порожнину відносно листа пакувального матеріалу, яка дозволяє впорскувати термопластичний матеріал з обох сторін листа. Відповідно до фігури 1, внутрішнє формувальне знаряддя 2 та пара зовнішніх формувальних знарядь 4 та 6 взаємно розміщені відносно листа пакувального матеріалу 8 в положенні формування так, що лист пакувального матеріалу розміщується між внутрішнім формувальним знаряддям 2 та зовнішніми формувальними знаряддями 4 та 6 так, що між формувальними знаряддями утворюється формувальна порожнина 10, у котрій розміщується край 12 отвору, виконаного в листі пакувального матеріалу 8. Формувальні знаряддя також розміщують відносно впорскувальної головки 14 так, що розігрітий термопластичний матеріал може подаватися через канал 16 впорскувальної головки 14 в формувальну порожнину 10 для формування під час охолодження розігрітого термопластичного матеріалу відкривального пристрою прикріпленого до листа пакувального матеріалу 8 по краю отвору 12. Лист пакувального матеріалу 8 може бути будь-якого типу та форми. Наприклад, лист пакувального матеріалу 8 може бути суцільним полотном пакувального матеріалу, або заготівкою пакувального матеріалу, або виступною стрічкою пакувального матеріалу. У одному з переважних втілень винаходу, лист пакувального матеріалу 8 є паперовим носієм, покритим синтетичною пластмасою. Формувальна порожнина 10 містить, у показаному втіленні, частину 10а для формування кришки відкривального пристрою, і частину 10b для формування основи відкривального пристрою, призначену для кріплення до листа пакувального матеріалу 8, та частину 10с для формування зменшеної товщини розривного краю відкривального пристрою, що допомагає при відділенні кришки від основи. Представлене розкриття більше пов'язане, зокрема, зі способом кріплення відкривального пристрою до листа пакувального матеріалу 8 по краю 12 отвору, причому відкривальний пристрій може мати будь-яку з великої кількості різних загальних форм. У показаному втіленні, край 12 отвору є круговим для повного охоплення отвору у листі пакувального матеріалу 8, і краще щоб перед впорскуванням увесь край 12 отвору розміщувався всередині основи 10b формувальної порожнини 10, причому основа 10b також є круговою та за розміром достатня для повного охоплення краю 12 отвору. Бажано, щоб край 12 отвору, основа 10b, та з'єднувальна частина 10с утворювали яйцевидну структуру з формою кільця у поперечному перерізі в поздовжньому напрямі, що виконаний паралельно поверхні листа, а кришка 10а утворювала яйцевидну структуру з формою диску у поперечному перерізі в поздовжньому напрямі, що виконаний паралельно поверхні листа. Більше того, у положенні формування між формувальними знаряддями утворюється зазор 18, бажано, щоб його ширина була меншою, ніж товщина листа пакувального матеріалу 8, завдяки чому лист пакувального матеріалу 8 стискається у згаданому зазорі, утворюючи ущільнення, достатнє, щоб завадити будь-якому значному витіканню розігрітого термопластичного матеріалу зовні формувальної порожнини 10. Як стане очевидним для фахівців у цій галузі, положення формування, показане на Фігурі 1, може бути одержане багатьма способами. Наприклад, внутрішнє формувальне знаряддя 2 може пересуватися вертикально догори та вниз в напрямку стрілочки В, а зовнішні формувальні знаряддя 4 та 6 можуть пересуватися вертикально догори та вниз, горизонтально, всередину та назовні, в напрямках С та D, відповідно, причому впорскувальна головка 14 може залишатися у фіксованому положенні. Коли формувальні знаряддя повністю відкриті, лист пакувального матеріалу може періодично подаватися у напрямку Е, щоб зайняти правильне належним чином вирівняне положення по краю 12 отвору, після чого формувальні знаряддя можуть пересуватися в їх повністю закрите положення, що відповідає положенню формування, показаному на фігурі 1, а розігрітий термопластичний матеріал може подаватися через канал 16 впорскувальної головки 14 для наповнення формувальної порожнини 10 та формування відкривального пристрою на листі пакувального матеріалу. Після ослаблення формувальних знарядь лист пакувального матеріалу 8 може знов подаватися в напрямку Е, завдяки чому він займає правильне, належним чином вирівняне, положення по краю 12 іншого отвору, для приймання відкривального пристрою. Далі, після того, як лист пакувального матеріалу оснащено відкривальними пристроями, з такого листа можна виготовляти пакувальні контейнери, заповнювати продуктом та герметизувати. Способи та пристрої для подачі листа пакувального матеріалу 8, для виконання отворів у листі пакувального матеріалу 12, для переміщення формувальних знарядь, для впорскування розігрітих термопластичних матеріалів, та для формування, заповнення та герметизації пакувальних контейнерів є сферою діяльності для фахівців у цій галузі. На фігурі 2 зображено конфігурацію формування 20, за участі внутрішнього та зовнішнього формувальних знарядь, що відповідає положенню формування, показаному на Фігурі 1. Внутрішнє формувальне знаряддя 2 розміщено у контакті з внутрішньою стороною 22 листа пакувального матеріалу 8, причому зовнішнє формувальне знаряддя 4 розміщено у контакті із зовнішньою стороною 24 листа пакувального матеріалу 8. Конфігурація формування 20, за участі зовнішнього та внутрішнього формувальних знарядь, відхиляє частину листа пакувального матеріалу 8, суміжну з краєм 12 отвору, від внутрішнього формувального знаряддя 2. Завдяки забезпеченню відхилення краю листа пакувального матеріалу 8 розігрітий термопластичний матеріал може впорскуватися у формувальну порожнину 10, утворюючи відкривальний пристрій 26, прикріплений до краю 12 отвору листа пакувального матеріалу 8 (Фігура 3). Відхилення листа пакувального матеріалу 8 від внутрішнього формувального знаряддя забезпечує формування пластмасової частини 28 на ділянці 30 внутрішньої сторони 22 частини листа пакувального матеріалу 8, суміжної з краєм 12 отвору. Відхилення листа пакувального матеріалу 8 у формувальній порожнині 10 та належне формування пластмасової частини 28 забезпечує одноманітність та передбачуваність щодо правильного позиціонування листа пакувального матеріалу 8 відносно відкривального пристрою 26, оскільки під час операції впорскування лист утримується у правильному та відхиленому положенні. Більше того, формування пластмасової частини 28 на ділянці 30 внутрішньої сторони листа біля краю 12 отвору ефективно утворює відмінну герметизацію по краю отвору та з внутрішньої сторони листа, забезпечуючи кращу гарантію, що продукти не будуть мати контакту з внутрішніми шарами листа пакувального матеріалу, коли внутрішня сторона листа пакувального матеріалу призначена бути поверхнею контакту з продуктами харчування у кінцевому пакувальному контейнері. Конфігурація формування 20 за участі внутрішнього формувального знаряддя 2 та зовнішнього формувального знаряддя 4 містить край зовнішнього формувального знаряддя 4, котрий контактує із зовнішньою стороною 24 листа пакувального матеріалу 8 вздовж першої лінії контакту 32, та край внутрішнього формувального знаряддя 2, котрий контактує з внутрішньою стороною 22 листа пакувального матеріалу 8 вздовж другої лінії контакту 34 так, що перша лінія контакту 32 розміщена далі від краю 12 отвору ніж друга лінія контакту 34. Стискання листа пакувального матеріалу 8 всередині вужчого зазору 18, утвореного між зовнішнім та внутрішнім формувальними знаряддями та просторове розміщення першої та другої ліній контакту 32 та 34, призводить до того, що частина 8а листа пакувального матеріалу 8, суміжна з краєм 12 отвору, відгинається під кутом відносно площини листа тільки назовні від формувальної порожнини 10, завдяки чому така частина листа 8а відхиляється від внутрішнього формувального знаряддя 2. На Фігурі 2 показане таке положення формування конфігурації формування 20 за участі внутрішнього та зовнішнього формувальних знарядь, що край 12 отвору листа пакувального матеріалу 8 контактує із зовнішнім формувальним знаряддям 4. Завдяки цьому під час операції впорскування термопластичного матеріалу пластичний матеріал на зовнішній стороні 24 листа пакувального матеріалу 8 не формується, як показано на Фігурі 3. Однак, можна надати такої форми зовнішньому формувальному знаряддю 4, що край 12 отвору не контактуватиме із зовнішнім формувальним знаряддям 4 навіть після того, як частина листа 8а вже відхилена від нижнього формувального знаряддя 2. Завдяки цьому відкривальний пристрій, сформований під час операції впорскування термопластичного матеріалу, буде містити виконані з пластичного матеріалу частини, що покривають як внутрішню, так і зовнішню поверхні листа, суміжні з краєм отвору. На Фігурі 3 також зображено малу пластмасову частину відкривального пристрою 26, розміщену в зазорі 18 між внутрішнім формувальним знаряддям 2 та внутрішньою стороною 22 листа пакувального матеріалу 8, та утворену під час, головним чином, операції лиття під високим тиском. Однак, стискання листа пакувального матеріалу 8 в зазорі 18 є достатнім для утворення ущільнення, достатнього, щоб завадити будь-якому значному витіканню розігрітого термопластичного матеріалу назовні формувальної порожнини 10 через зазор 18. Хоча в описаному варіанті втілення, показаному на Фігурах 1-3, частина листа 8а відхилена від внутрішнього формувального знаряддя 2, також передбачається, що змінюючи відносні положення ліній контакту 32 та 34 так, що перша лінія контакту 32 знаходиться ближче до краю 12 отвору ніж друга лінія контакту 34, можна відхилити частину листа 8а від зовнішнього формувального знаряддя 4, якщо в цьому є потреба. Відповідно, конкретне відносне взаємне розміщення ліній контакту для визначання довжини та напрямку згинання частини листа 8а, та конкретна конфігурація формувальної порожнини, утвореної формувальними знаряддями відносно краю отвору на листі для визначання, де пластмасові частини будуть формуватися, будуть диктувати конкретне положення частини листа 8а у формувальній порожнині у положенні формування, що повинно ефективно та продуктивно забезпечити потрібне кінцеве з'єднання та позиціонування відкривального пристрою на листі. На фігурі 4 показане подальше втілення винаходу, що містить конфігурацію формування 120 за участі внутрішнього та зовнішнього формувальних знарядь 102 та 104, взаємно розміщених у положенні формування так, що внутрішнє формувальне знаряддя 102 розміщено у контакті з внутрішньою стороною 22 листа пакувального матеріалу 8, у той час як зовнішнє формувальне знаряддя 104 контактує із зовнішньою стороною 24 листа пакувального матеріалу 8 для стискання листа пакувального матеріалу 8 у вужчому зазорі 118, утвореному між згаданими формувальними знаряддями, та так, щоб край 12 отвору було розміщено у формувальній порожнині 110, утвореній внутрішнім та зовнішнім формувальними знаряддями. Конфігурація формування 120 за участі зовнішнього та внутрішнього формувальних знарядь 102 та 104 також відхиляє частину 8а листа пакувального матеріалу 8, суміжну з краєм 12 отвору, від внутрішнього формувального знаряддя 102. Зразу ж після відхилення листа пакувального матеріалу 8, розігрітий термопластичний матеріал може впорскуватися в формувальну порожнину 110 для формування відкривального пристрою 126, прикріпленого до краю 12 отвору листа пакувального матеріалу 8 (фігура 5). Відхилення частини листа 8а від внутрішнього формувального знаряддя забезпечує формування пластмасової частини 128 на ділянці 30 внутрішньої сторони 22 частини листа 8а, суміжній з краєм 12 отвору. Відхилення частини листа 8а у формувальній порожнині 110 та належне формування пластмасової частини 128 забезпечує одноманітність та передбачуваність щодо правильного позиціонування листа пакувального матеріалу 8 відносно відкривального пристрою 126, оскільки лист утримується у правильному та відхиленому положенні під час операції впорскування, а формування пластмасової частини 128 на ділянці 30 внутрішньої сторони листа пакувального матеріалу біля краю 12 отвору ефективно утворює відмінну герметизацію по краю отвору та з внутрішньої сторони листа пакувального матеріалу, що допомагає забезпечити відсутність контакту продуктів з внутрішніми шарами листа пакувального матеріалу, коли внутрішня сторона листа пакувального матеріалу призначена бути поверхнею контакту з продуктами харчування у кінцевому пакувальному контейнері. Зазор 118 конфігурації формування 120, утворений між внутрішнім та зовнішнім формувальними знаряддями 102 та 104, виконаний в площині, що входить похило у формувальну порожнину в напрямі від внутрішнього формувального знаряддя 102 для достатнього відхилення частини листа 8а від внутрішнього формувального знаряддя 102, щоб належним чином формувати пластмасову частину на ділянці 30 внутрішньої сторони листа пакувального матеріалу. У втіленні, показаному на Фігурах 4 та 5, лінії контакту, на котрих кромки внутрішнього та зовнішнього формувальних знарядь контактують з внутрішньою та зовнішньою поверхнею листа пакувального матеріалу 8, розміщуються одна навпроти іншої, і тому згинання частини листа 8а по відношенню до поверхні зазору 118 не відбувається. Виявляється досить розширення самого зазору 118, котре достатньо відхиляє частину 8а від внутрішнього формувального знаряддя 102, що ефективно забезпечує потрібне кріплення та розміщення відкривального пристрою 126 на листі пакувального матеріалу 8. Також передбачається, що комбінація ефекту згинання частини листа 8а, одержаного способом, описаним у втіленні, показаному на фігурах 1-3, за рахунок окремого взаємного розміщення ліній контакту між кромками внутрішнього та зовнішнього формувальних знарядь та внутрішньою та зовнішньою поверхнями листа, з похилим розміщенням частини 8а у формувальній порожнині 110, забезпеченим за рахунок розширення зазору 118, можуть забезпечити відхилювальну дію частини 8а у формувальній порожнині, достатню для одержання потрібного позиціонування відкривального пристрою на листі пакувального матеріалу. На фігурі 4 показано, що край 12 отвору листа пакувального матеріалу 8 трохи зміщено відносно верхнього формувального знаряддя 104 у положенні формування. Це легке зміщення однак забезпечує те, що розігрітий термопластичний матеріал, який потрапляє до формувальної порожнини 110 під час фази впорскування, буде вводити частину 8а листа в контакт із зовнішнім формувальним знаряддям так, щоб пластичний матеріал не формувався на верхній стороні листа пакувального матеріалу 8, якщо в цьому є потреба. На фігурі 6 показаний варіант втілення, зображений на фігурах 4-5, в якому конфігурація формування 220, утворена внутрішнім формувальним знаряддям 202 та зовнішнім формувальним знаряддям 204, містить в собі похилий зазор 218 для відхилення частини 8а листа у формувальній порожнині 210 від внутрішнього формувального знаряддя 202, а проміжок між частиною 8а листа та зовнішнім формувальним знаряддям 204, достатньо значний, щоб після фази впорскування термопластичного матеріалу було сформовано відкривальний пристрій 226, який містить як пластмасову частину 236, розміщену на зовнішній стороні 238 частини 8а листа, так і пластмасову частину 228, розміщену з внутрішньої сторони 230 частини 8а листа. Хоча в описаних втіленнях, показаних на Фігурах 4-6, частина 8а листа відхилена від внутрішнього формувального знаряддя, також передбачається, що змінюючи нахил зазору конфігурації формування, можна відхиляти частину 8а листа від зовнішнього формувального знаряддя, якщо в цьому є потреба. Відповідно, конкретне розширення зазору конфігурації формування для визначення нахилу листової частини, та конкретна конфігурація формувальної порожнини, утвореної формувальними знаряддями, відносно краю отвору на листі для визначення, де пластмасові частини будуть формуватися, будуть диктувати конкретну позицію частини листа у формувальній порожнині в положенні формування, яке повинно ефективно та продуктивно забезпечити потрібне кінцеве з'єднання та позиціонування відкривального пристрою на листі.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for injection molding a plastic material in a hole provided in a packaging sheet material
Назва патенту російськоюСпособ и приспособление формования для литья под давлением пластмассовой части в листе упаковочного материала
МПК / Мітки
МПК: B29C 45/14
Мітки: пластмасової, тиском, пакувального, матеріалу, листі, спосіб, частини, знаряддя, формувальне, лиття
Код посилання
<a href="https://ua.patents.su/6-66348-sposib-ta-formuvalne-znaryaddya-dlya-littya-pid-tiskom-plastmasovo-chastini-v-listi-pakuvalnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб та формувальне знаряддя для лиття під тиском пластмасової частини в листі пакувального матеріалу</a>
Спосіб та пристрій для стерилізації листового пакувального матеріалу
Номер патенту: 64767
Опубліковано: 15.03.2004
Автор: Моруцці Гвідо
МПК: A61L 2/10, A61L 2/18, A61L 2/20, B65B 55/04
Мітки: спосіб, пристрій, матеріалу, листового, стерилізації, пакувального
Формула / Реферат:
1. Спосіб стерилізації листового пакувального матеріалу, що включає операції нанесення пероксиду водню на листовий пакувальний матеріал і опромінювання листового пакувального матеріалу випромінюванням, що має принаймні одну ультрафіолетову складову з довжиною хвилі від 200 нм до 320 нм, який відрізняється тим, що включає проміжну операцію видалення пероксиду водню з поверхні листового пакувального матеріалу, після чого залишається залишкова...
Пристрій та спосіб формування відкривального пристосування на пакувальному листі, відкривальне пристосування з пластмаси та пакет для рідких продуктів харчування
Номер патенту: 54461
Опубліковано: 17.03.2003
Автори: Густафссон Пер, Рендіна Антоніо
МПК: B29C 45/33, B29C 45/14
Мітки: рідких, відкривальне, спосіб, пластмаси, відкривального, продуктів, листі, пристосування, пакувальному, пакет, пристрій, формування, харчування
Формула / Реферат:
1. Пристрій для формування способом лиття під тиском відкривальних пристосувань з пластмаси у отворах у листі пакувального матеріалу, що містить принаймні одне, перше, знаряддя формування, що може установлюватися у закритій позиції так, щоб мати контакт з першою стороною листа, позиціонованого у вузлі формування відкривального пристосування, та може установлюватися у відкритій позиції так, щоб воно було на деякій відстані від першої сторони...
Коробка та заготовка з пакувального матеріалу, призначена для формування коробки
Номер патенту: 64708
Опубліковано: 15.03.2004
Автори: Полліо Майкл Дж., Уайлдер Дуейн С.
МПК: B65D 5/42
Мітки: формування, матеріалу, коробка, заготовка, пакувального, призначена, коробки
Формула / Реферат:
1. Коробка, котра має внутрішню та зовнішню поверхні і містить у собі передню та задню плоскі грані, паралельні одна одній, ліву та праву плоскі грані, паралельні одна одній, розташовані між суміжними гранями вигнуті ребра, кожне з яких має поздовжню вісь, а також множину поздовжніх, по суті паралельних, рознесених у поперечному напрямку бігів, яка відрізняється тим, що означені біги розташовані на внутрішній поверхні означеної коробки у...
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44918
Опубліковано: 15.03.2002
Автори: Фелікс Дунге, Пер Густафссон, Паоло Фонтанацці
МПК: B65B 9/00, B65B 9/06, B65B 3/10, B65B 3/00
Мітки: вузол, наливний, безперервного, продукт, трубчатого, пакувального, містять, матеріалу, пакувальний, упаковок, асептичних, харчовий, виготовлення, ущільнених
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), що містять наливний харчовий продукт, з труби (14), виготовленої із листового пакувального матеріалу, яку ущільнюють за допомогою тепла та подають вздовж вертикальної траєкторії (А), причому вказана труба (14) наповнена харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та...
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44917
Опубліковано: 15.03.2002
Автор: Паоло Фонтанацці
МПК: B65B 3/00, B65B 9/00, B65B 9/06, B65B 3/10
Мітки: безперервного, наливний, містять, упаковок, трубчатого, ущільнених, пакувального, вузол, продукт, асептичних, харчовий, матеріалу, виготовлення, пакувальний
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), які містять наливний харчовий продукт, з труби (14), зробленої з листового пакувального матеріалу, що ущільнюється теплом, яку подають вздовж вертикальної траєкторії (А) подачі, причому труба (14) наповнена вказаним харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та визначає...
Попередній патент: Сталева залізнична шпала
Наступний патент: Спосіб лікування хронічного холецистопанкреатиту
Випадковий патент: Пристрій для знімання мочаних гумових виробів з форм