Пристрій та спосіб формування відкривального пристосування на пакувальному листі, відкривальне пристосування з пластмаси та пакет для рідких продуктів харчування
Формула / Реферат
1. Пристрій для формування способом лиття під тиском відкривальних пристосувань з пластмаси у отворах у листі пакувального матеріалу, що містить принаймні одне, перше, знаряддя формування, що може установлюватися у закритій позиції так, щоб мати контакт з першою стороною листа, позиціонованого у вузлі формування відкривального пристосування, та може установлюватися у відкритій позиції так, щоб воно було на деякій відстані від першої сторони листа, позиціонованого у вузлі формування відкривального пристосування, а принаймні одне, друге знаряддя формування, що може установлюватися у закритій позиції так, щоб мати контакт з другою стороною листа, позиціонованого у вузлі формування відкривального пристосування, та може установлюватися у відкритій позиції так, щоб воно було на деякій відстані від другої сторони листа, позиціонованого у вузлі формування відкривального пристосування, причому у закритій позиції першого та другого знарядь формування між першим та другим засобами формування утворюється порожнина формування, призначена для принаймні часткового розміщення в ній краю отвору у листі, розміщеному у вузлі формування відкривального пристосування, та канал вприскування, призначений для вприскування розігрітого термопластичного матеріалу в порожнину формування, причому канал вприскування простягається у принаймні одному з згадуваних першому або другому знарядді формування так, щоб термопластичний матеріал вприскувався безпосередньо в порожнину формування в точці розміщеній на деякій відстані від краю отвору, розміщеного у порожнині формування.
2. Пристрій за п. 1, який відрізняється тим, що порожнина формування має основну частину, призначену для розміщення в ній краю отвору у закритій позиції першого та другого знарядь-формування та для формування основи сформованого литтям під тиском відкривального пристосування, та кришкову частину, призначену для формування кришки сформованого литтям під тиском відкривального пристосування.
3. Пристрій за п. 1, який відрізняється тим, що точка вприскування порожнини формування розміщена у кришковій частині ближче до центру відносно основної частини.
4. Пристрій за п. 3, який відрізняється тим, що канал вприскування простягається перпендикулярно до поверхні кришкової частини порожнини формування.
5. Пристрій за п. 1, який відрізняється тим, що також містить в собі привідний механізм, призначений для вибіркового переміщення першого знаряддя формування та другого знаряддя формування між відкритою та закритою позиціями, причому принаймні одне з першого та другого знарядь формування містить в собі пару половин знаряддя формування, в якому привідний механізм містить опорну конструкцію, призначену для підтримки половини знаряддя формування так, щоб у відкритій позиції половини знаряддя формування були взаємно розміщені у площині, паралельній до площини листа, та щоб у закритій позиції половини знаряддя формування взаємно входили у контакт одна з другою та з другою стороною листа, та привід, призначений для переміщення половини знаряддя формування одночасно з відкритої позиції до закритої позиції та навпаки так, що напрямок руху кожної з половин знаряддя формування між відкритою та закритою позиціями містить складовий компонент напрямку руху, що простягається паралельно площині простягання та складовий компонент напрямку руху, що простягається перпендикулярно до площини простягання.
6. Пристрій за п. 5, який відрізняється тим, що привідний механізм побудовано так, що напрямок переміщення кожної зі згаданих половин знаряддя формування між відкритою та закритою позиціями тангенційно проходить по круговій траєкторії.
7. Пристрій за п. 5, який відрізняється тим, що у закритій позиції лист простягається у площині, що є на деякій відстані від площини простягання листа у відкритій позиції.
8. Пристрій за п. 5, який відрізняється тим, що також містить в собі пристрій для регулювання зміщення, призначений для регулювання контактного зусилля між половинами знаряддя формування у закритій позиції.
9. Спосіб формування відкривального пристосування шляхом безпосереднього вприскування пластмаси до отвору, розміщеного у листі пакувального матеріалу, та котрий має край отвору, що містить такі операції:
розміщення, принаймні, першого знаряддя формування у контакті з першою стороною листа пакувального матеріалу та розміщення принаймні одного другого, знаряддя формування у контакті з другою стороною листа пакувального матеріалу та формування, завдяки цьому, порожнини формування, що утворюються між згаданими першим та другим засобами формування так, що принаймні частина згадуваного краю отвору розміщена всередині згадуваної порожнини формування;
та вприскування пластмаси в порожнину формування, завдяки чому формується виконане з пластмаси відкривальне пристосування, причому пластичний матеріал вприскується безпосередньо в порожнину формування в точці вприскування розміщеній на деякій відстані від згадуваної частини краю отвору.
10. Спосіб за п. 9, який відрізняється тим, що включає в себе розміщення першого та другого знарядь формування так, щоб утворювалась порожнина формування, що має частину формування основи відкривального пристосування, та кришкової частини, призначену для формування кришки відкривального пристосування так, що весь край отвору розміщено всередині основної частини порожнини формування.
11. Спосіб за п. 10, який відрізняється тим, що включає в себе вприскування пластичного матеріалу в точці вприскування, розміщеній в частині формування кришки порожнини формування ближче до центру відносно краю отвору.
12. Спосіб за п. 11 який відрізняється тим, що включає в себе вприскування пластичного матеріалу через канал, розміщений у одному першому або другому знарядді формування, та який простягається перпендикулярно до поверхні частини формування кришки порожнини формування.
13. Відкривальне пристосування з пластмаси, отримане способом безпосереднього вприскування під час лиття під тиском, як визначено одним, або більше, з пунктів 9-12.
14. Пакет для рідких продуктів харчування, що містить в собі виконане з пластмаси відкривальне пристосування, отримане способом, визначеним одним, або більше, з пунктів 9-12.
Текст
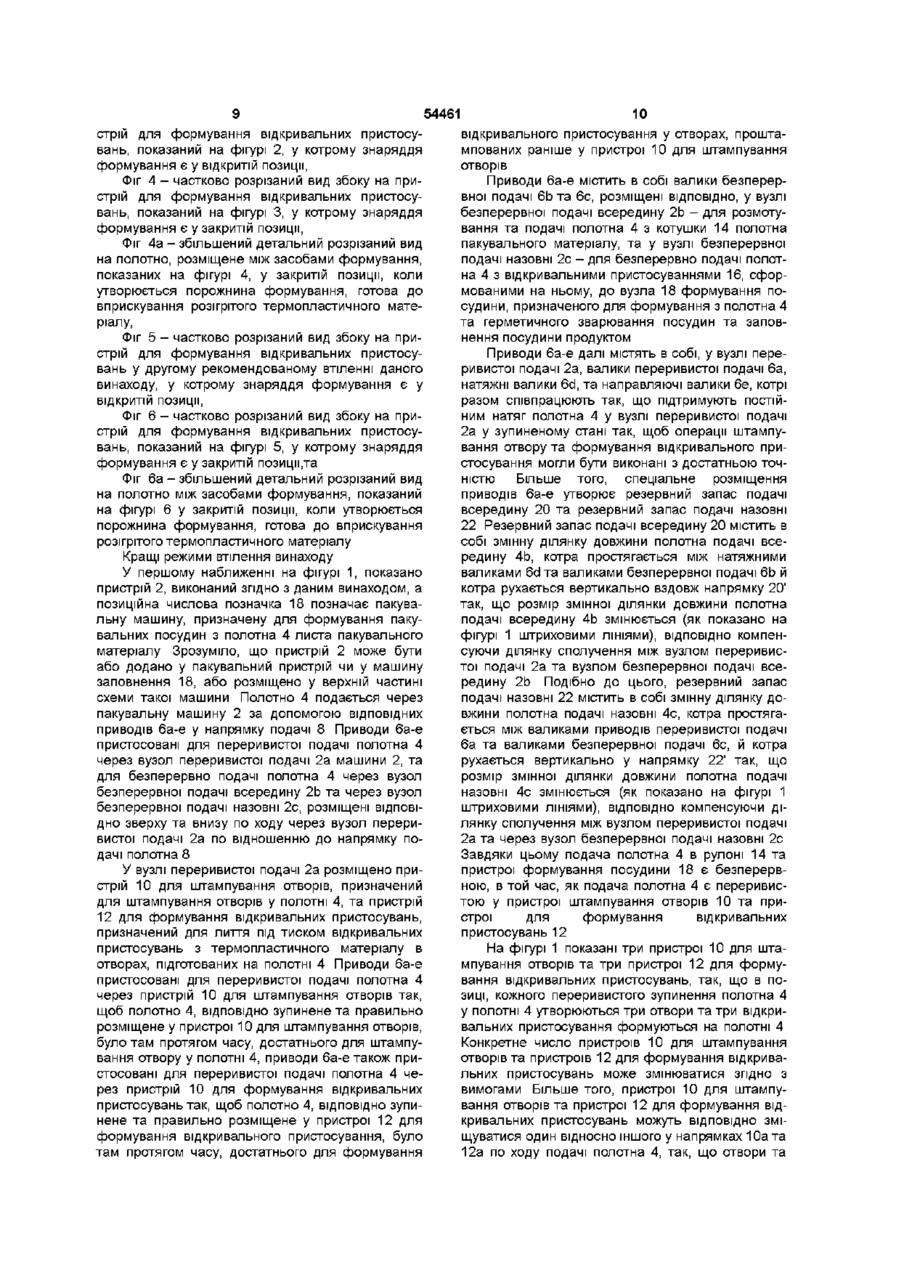
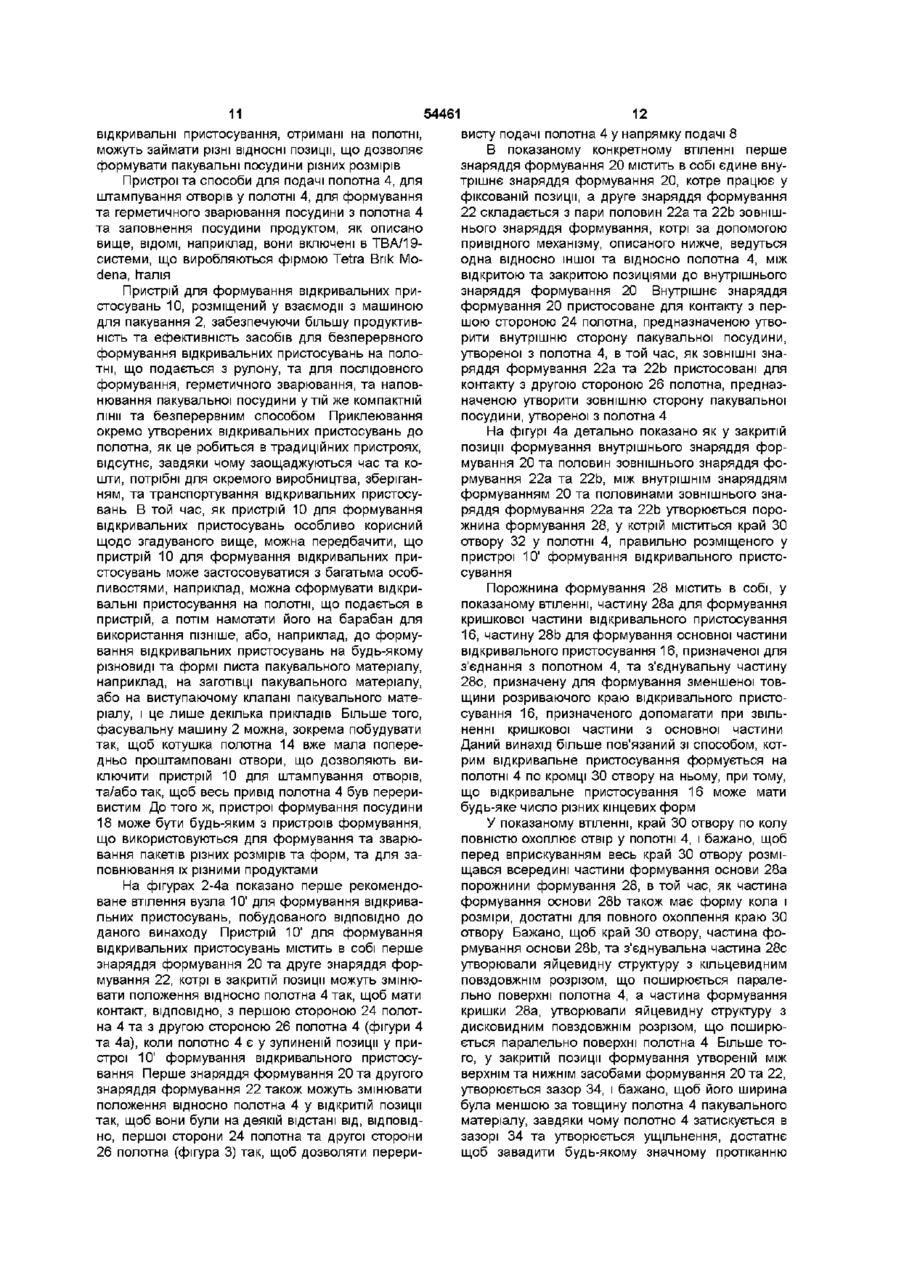
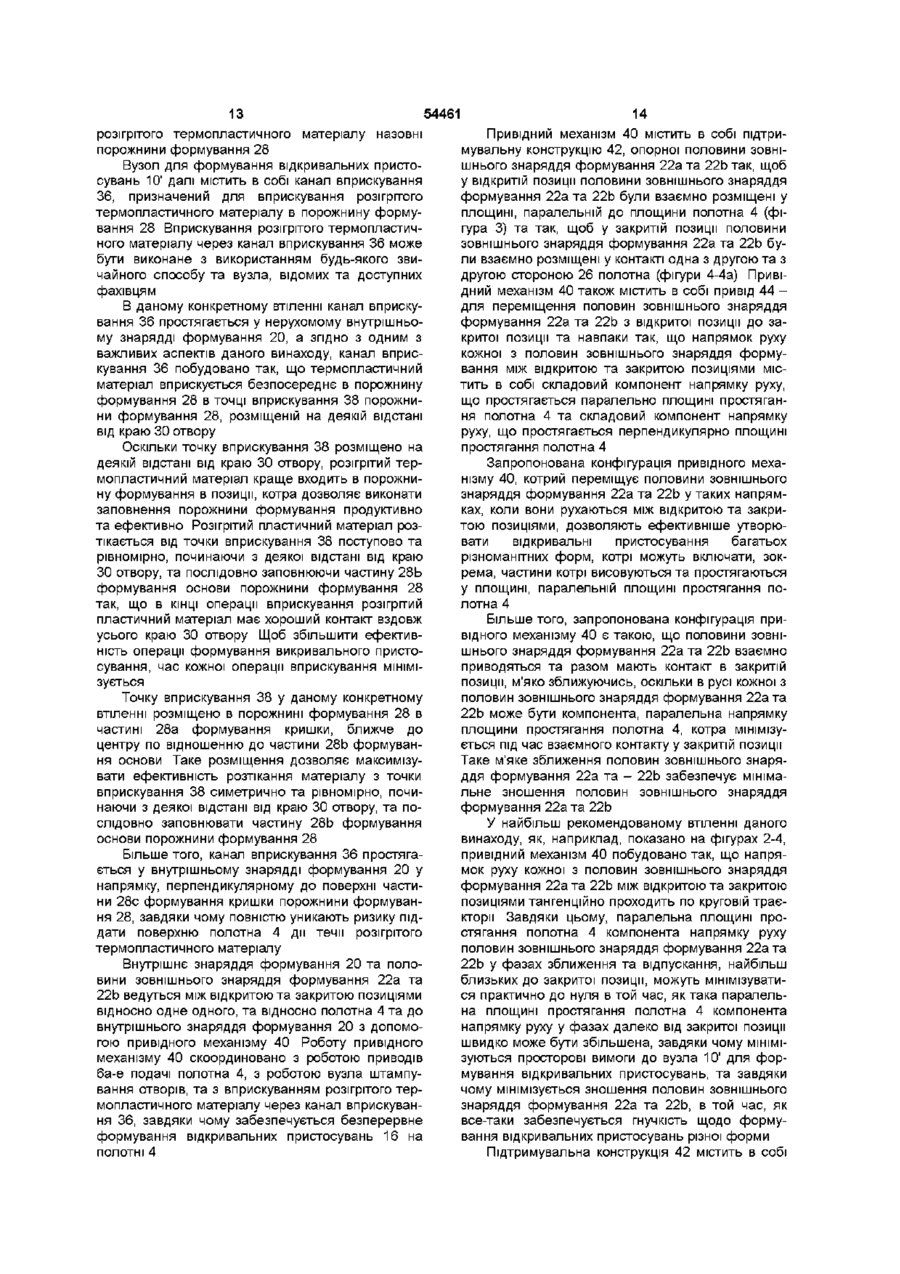
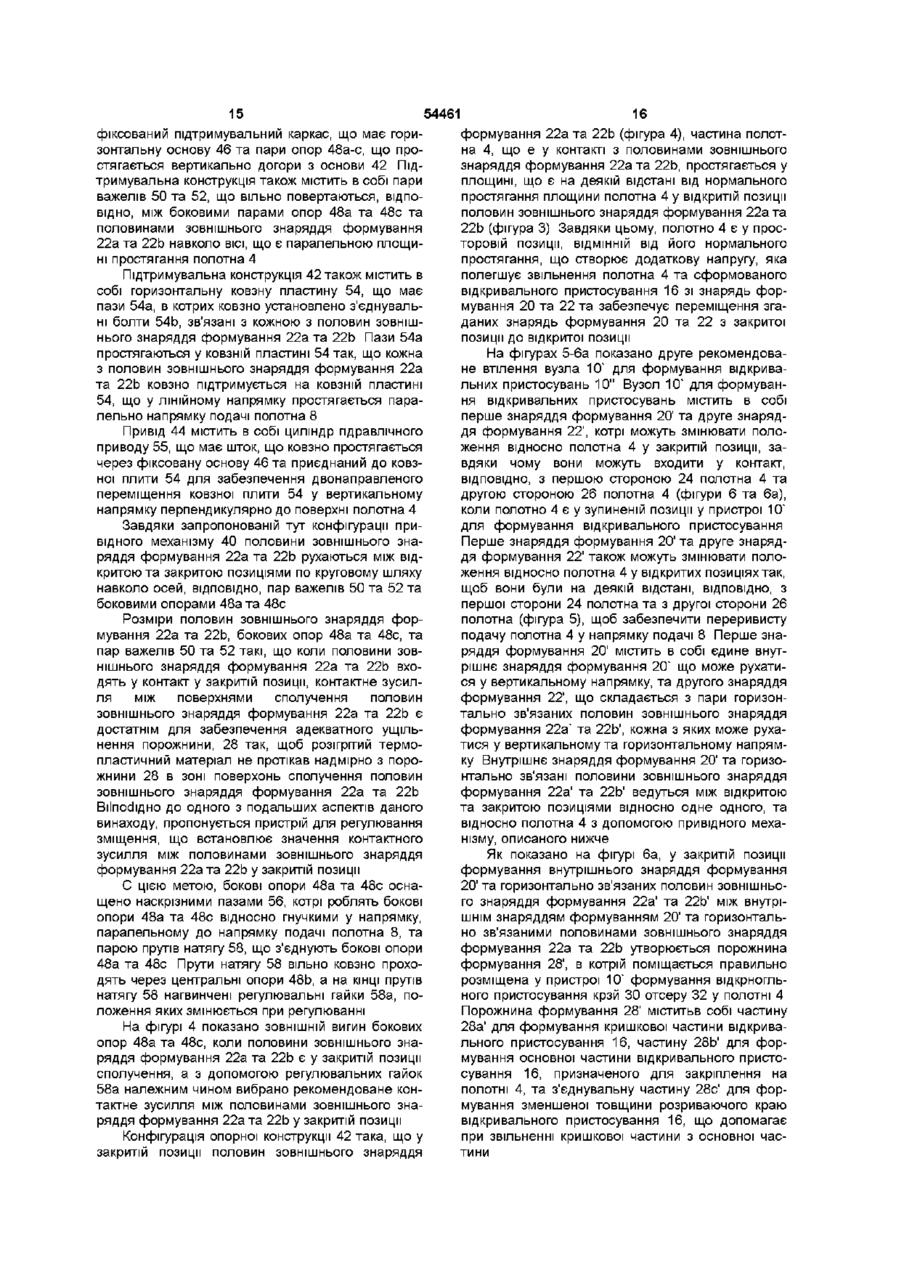
1 Пристрій для формування способом лиття під тиском відкривальних пристосувань з пластмаси у отворах у листі пакувального матеріалу, що містить принаймні одне, перше, знаряддя формування, що може установлюватися у закритій позиції так, щоб мати контакт з першою стороною листа, позицюнованого у вузлі формування відкривального пристосування, та може установлюватися у відкритій позиції так, щоб воно було на деякій відстані від першої сторони листа, позицюнованого у вузлі формування відкривального пристосування, а принаймні одне, друге знаряддя формування, що може установлюватися у закритій позиції так, щоб мати контакт з другою стороною листа, позицюнованого у вузлі формування відкривального пристосування, та може установлюватися у відкритій позиції так, щоб воно було на деякій відстані від другої сторони листа, позицюнованого у вузлі формування відкривального пристосування, причому у закритій позиції першого та другого знарядь формування між першим та другим засобами формування утворюється порожнина формування, призначена для принаймні часткового розміщення в ній краю отвору у листі, розміщеному у вузлі формування відкривального пристосування, та канал вприскування, призначений для вприскування розігрітого термопластичного матеріалу в порожнину формування, причому канал вприскування простягається у принаймні одному з згадуваних першому або другому знарядді формування так, щоб термопластичний матеріал вприскувався безпосередньо в порожнину формування в точці розміщеній на деякій відстані від краю отвору, розміщеного у порожнині формування 2 Пристрій за п 1, який відрізняється тим, що порожнина формування має основну частину, призначену для розміщення в ній краю отвору у закритій позиції першого та другого знарядьформування та для формування основи сформованого литтям під тиском відкривального пристосування, та кришкову частину, призначену для формування кришки сформованого литтям під тиском відкривального пристосування 3 Пристрій за п 1, який відрізняється тим, що точка вприскування порожнини формування розміщена у кришковій частині ближче до центру відносно основної частини 4 Пристрій за п 3, який відрізняється тим, що канал вприскування простягається перпендикулярно до поверхні кришкової частини порожнини формування 5 Пристрій за п 1, який відрізняється тим, що також містить в собі привідний механізм, призначений для вибіркового переміщення першого знаряддя формування та другого знаряддя формування між відкритою та закритою позиціями, причому принаймні одне з першого та другого знарядь формування містить в собі пару половин знаряддя формування, в якому привідний механізм містить опорну конструкцію, призначену для підтримки половини знаряддя формування так, щоб у відкритій позиції половини знаряддя формування були взаємно розміщені у площині, паралельній до площини листа, та щоб у закритій позиції половини знаряддя формування взаємно входили у контакт одна з другою та з другою стороною листа, та привід, призначений для переміщення половини знаряддя формування одночасно з відкритої позиції до закритої позиції та навпаки так, що напрямок руху кожної з половин знаряддя формування між відкритою та закритою позиціями містить складовий компонент напрямку руху, що простягається паралельно площині простягання та складовий компонент напрямку руху, що простягається перпендикулярно до площини простягання О (О ю 6 Пристрій за п 5, який відрізняється тим, що привідний механізм побудовано так, що напрямок переміщення кожної зі згаданих половин знаряддя формування між відкритою та закритою позиціями тангенційно проходить по круговій траєкторії 7 Пристрій за п 5, який відрізняється тим, що у закритій позиції лист простягається у площині, що є на деякій відстані від площини простягання листа у відкритій позиції 8 Пристрій за п 5, який відрізняється тим, що також містить в собі пристрій для регулювання зміщення, призначений для регулювання контактного зусилля між половинами знаряддя формування у закритій позиції 9 Спосіб формування відкривального пристосування шляхом безпосереднього вприскування пластмаси до отвору, розміщеного у листі пакувального матеріалу, та котрий має край отвору, що містить такі операції розміщення, принаймні, першого знаряддя формування у контакті з першою стороною листа пакувального матеріалу та розміщення принаймні одного другого, знаряддя формування у контакті з другою стороною листа пакувального матеріалу та формування, завдяки цьому, порожнини формування, що утворюються між згаданими першим та другим засобами формування так, що принаймні частина згадуваного краю отвору розміщена всередині згадуваної порожнини формування, та вприскування пластмаси в порожнину формування, завдяки чому формується виконане з пластмаси відкривальне пристосування, причому плас 54461 тичний матеріал вприскується безпосередньо в порожнину формування в точці вприскування розміщеній на деякій відстані від згадуваної частини краю отвору 10 Спосіб за п 9, який відрізняється тим, що включає в себе розміщення першого та другого знарядь формування так, щоб утворювалась порожнина формування, що має частину формування основи відкривального пристосування, та кришкової частини, призначену для формування кришки відкривального пристосування так, що весь край отвору розміщено всередині основної частини порожнини формування 11 Спосіб за п 10, який відрізняється тим, що включає в себе вприскування пластичного матеріалу в точці вприскування, розміщеній в частині формування кришки порожнини формування ближче до центру відносно краю отвору 12 Спосіб за п 11 який відрізняється тим, що включає в себе вприскування пластичного матеріалу через канал, розміщений у одному першому або другому знарядді формування, та який простягається перпендикулярно до поверхні частини формування кришки порожнини формування 13 Відкривальне пристосування з пластмаси, отримане способом безпосереднього вприскування під час лиття під тиском, як визначено одним, або більше, з пунктів 9-12 14 Пакет для рідких продуктів харчування, що містить в собі виконане з пластмаси відкривальне пристосування, отримане способом, визначеним одним, або більше, з пунктів 9-12 Даний винахід пов'язаний з пристроєм та способом формування відкривального пристосування на листі пакувального матеріалу у підготованому в цьому листі отворі при безпосередньому вприскуванні пластмаси Вжите тут словосполучення "відкривальне пристосування" стосується відкривальних пристосувань, що використовуються, головним чином, при виливанні рідин з посудини, але також стосується відкривальних пристосувань, що можуть бути використані для наповнювання посудини Передпосилки винаходу ВІДОМІ відкривальні пристосування різних видів, що передбачаються на пакувальній посудині, зробленій з пакувального листового матеріалу, та пристосовані для зберігання речовин, наприклад, продуктів харчування, та, зокрема для зберігання рідких напоїв, наприклад, соків, води, молока, вина, тощо Одне з таких відкривальних пристосувань містить в собі перфорацію на частині стінки пакувальної посудини та виконаний з пластмаси вузол кришки, що прикріплений до згадуваної частини стінки та прикриває перфорацію у закритому стані Вузол кришки містить в собі круглу основу, що прикріплена до згадуваної частини стінки, наприклад, за допомогою клейких матеріалів, та по колу охоплює перфорацію, та кришку, шарнірно приєднану до основи Оскільки доступ до кришки відкри тий, перфорація може бути випадково відкритою й вміст пакувальної посудини втрачено Інше відоме відкривальне пристосування містить в собі отвір, на частині стінки пакувальної посудини, та виконаний з пластмаси вузол кришки, подібний до описаного вище, що прикріплений до частини стінки та прикриває отвір у закритому стані Елемент ущільнення, наприклад, алюмінієве тягове вушко, кріпиться до частини стінки так, що закриває отвір, та, оскільки доступ до кришки відкритий, елемент ущільнення може бути випадково видалений, відкриваючи отвір, що призводить до втрати вмісту пакувальної посудини Способи виконання згадуваних відкривальних пристосувань на пакувальній посудині можуть включати в себе безперервну подачу полотна пакувального матеріалу до першого вузла, в якому на полотні роблять перфорацію або отвір, та до другого пристрою, в якому на полотно додатково встановлюють прикриваючий елемент, призначений прикривати перфорацію або отвір Алюмінієве тягове вушко, якщо його застосовують для прикривання отвору, додають в процесі проміжної операції Після установки відкривальних пристосувань на полотні, з нього роблять пакувальні посудини, заповнюють їх продуктом, та герметично закривають, а відкривальні пристосування розміщують на закінченій пакувальній посудині з можливістю легкого доступу до них 54461 Одним з прикладів машини для формування, заповнення, та герметичного зварювання пакувальних посудин є фасувальна машина ТВ8, що виробляється фірмою Tetra Bnk Packaging Systems of Modena, Італія Як альтернативу згадуваним відкривальним пристосуванням, в котрих вже сформовану з пластмаси кришку прикріплюють до листа пакувального матеріалу, патент США №4725213 (наведений тут для довідок) пропонує зроблене з пластмаси відкривальне пристосування, котре формується прямо на листі пакувального матеріалу з допомогою лиття під тиском В даному випадку пара знарядь формування працює в зоні попередньо штампованих отворів у листі, а розігрітий термопластичний матеріал вприскується через канал вприскування, виконаний між одним зі знарядь формування та однієї з поверхонь листа й розливається вздовж цієї поверхні листа, формуючи відкривальне пристосування в попередньо штампованому отворі Хоч описані спосіб та пристрій для формування цього останнього різновиду відкривального пристосування повністю придатні у галузі відкривальних пристосувань, виконаних з термопластичного матеріалу з допомогою лиття під тиском, є потреба в подальшому їх удосконаленні При формуванні відкривального пристосування канал вприскування, ВІДПОВІДНО ДО патенту США № 4725213, простягається на значну відстань від головки вприскування вздовж однієї з поверхонь листа до одного з країв порожнини формування, що має декілька негативних наслідків Оскільки канал вприскування входить в порожнину формування з одного краю, повноцінне заповнення порожнини формування розігрітим термопластичним матеріалом пов'язане зі значними труднощами і є неефективним, особливо щодо віддаленої від каналу вприскування частини порожнини Більше того, якщо канал вприскування надмірно далеко простягається вздовж однієї поверхні, заповнення порожнини формування пов'язане навіть зі ще більшими труднощами і ще менш ефективне, тому згадані пристрій та спосіб придатні для формування відкривальних пристосувань, розміщених на листі пакувального матеріалу, в основному, в обмеженій ДІЛЯНЦІ з ближчого до головки вприскування краю До того ж, смуга пластмаси утворюється тут в каналі вприскування, тому потрібні подальші операції видалення такої смуги, що далі зменшує продуктивність і призводить до можливості пошкодження відкривального пристосування, з котрого таку смугу треба видалити Подальші ускладнення виникають при з'єднанні поверхні листа пакувального матеріалу, котрий звичайно має дуже низьку жорсткість та МІЦНІСТЬ, З термопластичним матеріалом, що при підвищеному тиску та температурі вприскується в канал вприскування Описані вище труднощі щодо повного наповнювання порожнини формування можуть призвести до ситуації, коли пластичний матеріал не буде текти до всіх частин порожнини формування, в результаті чого край отвору не може бути достатньо герметично закрито пластмасою відкривального пристосування Звичайно лист пакувального матеріалу формується з кількох шарів, а саме з внутрішнього паперового шару та двох ЗОВНІШНІХ покривних шарів синтетичної пластмаси, один з яких призначений утворити поверхню контакту з продуктом Інші можливі шари, наприклад, шар для друкарської фарби, ущільнювальні шари та шари алюмінієвої фольги, можуть прокладатися між паперовим та ЗОВНІШНІМИ покривними шарами Коли у пакувальному листі проштамповано отвір, по краю отвору відкриваються внутрішні шари пакувального листа, і якщо цей край ВІДПОВІДНИМ чином не закрити герметично вприскуваним термопластичним матеріалом відкривального пристосування, упакований продукт може увійти в контакт з внутрішніми шарами листа пакувального матеріалу з можливою шкодою для нього Більше того, щоб забезпечити адекватне заповнення порожнини формування, доводиться шукати компроміс між ефективністю пристрою та способом, коли час, потрібний на вприскування розігрітого термопластичного матеріалу для кожної операції формування збільшується Знаряддя формування, описане у патенті США № 4725213, складається з пари знарядь формування, рухомих у напрямках відкривання та закривання, перпендикулярних до ходу листа Така конфігурація обмежує гнучкість пристрою щодо формування відкривальних пристосувань різної форми, оскільки ці знаряддя формування не повинні наштовхнутися на будь-які частини відкривального пристосування, що можуть висовуватися у напрямку, перпендикулярному до напрямку руху знарядь формування Сформоване способом лиття під тиском відкривальне пристосування за патентом США № 4725213 дійсно містить в собі тягове вушко, котре простягається у напрямку, перпендикулярному до поверхні листа, з метою забезпечити достатню для затискування користувачем довжину вушка Таке далеко виступаюче тягове вушко при зберіганні та перевезенні пакувальних посудин є характерним недоліком, властивим, зокрема, і для відкривальних пристосувань цього різновиду Крім того потрібно мати відкривальне пристосування, що має основу, прикріплену до отвору листа, та кришку, що розміщена в площині, трохи припіднятій по відношенню до основи та пакувального листа Кришка має край або різальну край, що простягається паралельно поверхні пакувального листа, так, що вона може бути затиснута та відкрита користувачем Пристрій за патентом США № 4725213 непридатний для формування відкривального пристосування цього різновиду, оскільки в ньому знаряддя формування мають відкриваючий напрямок руху Потрібні пристрій та спосіб лиття під тиском з термопластичного матеріалу відкривального пристосування на листі пакувального матеріалу, що забезпечили б найбільш ефективне формування відкривального пристосування Суть винаходу У ВІДПОВІДНОСТІ до одного з важливих аспектів даного винаходу, пропонується пакувальний пристрій, призначений для формування пакувальних посудин з рухомого полотна листа пакувального матеріалу, причому пристрій для формування від 54461 кривальних пристосувань на полотні у ВІДПОВІДНИХ отворах у полотні містить в собі перше та друге знаряддя формування у закритій позиції, розміщені з можливістю відпускання так, що утворюють порожнину формування, пристосовану для приймання краю отвору у полотні Канал вприскування, призначений для вприскування розігрітого термопластичного матеріалу в порожнину формування, простягається у, принаймні, одному з перших та других знарядь формування так, що термопластичний матеріал вприскується прямо в порожнину формування в точці вприскування згадуваної порожнини формування, розміщеної на деякій відстані від краю отвору Завдяки тому, що точку вприскування розміщено на деякій відстані від краю отвору, розігрітий термопластичний матеріал краще входить в порожнину формування в позиції, котра дозволяє щільніше, та більш ефективно, заповнювати порожнину формування Розігрітий пластичний матеріал, починаючи з деякої відстані від краю отвору, розтікається від точки вприскування поступово та рівномірно, послідовно заповнюючи порожнину формування так, що в КІНЦІ операції вприскування розігрітий пластичний матеріал має хороший контакт по всьому краю отвору Таким чином мінімізується час, потрібний для кожної операції вприскування, збільшуючи ефективність операції формування відкривального пристосування Згідно З ОДНИМ З найважливіших аспектів даного винаходу точка вприскування розміщена в формуючій кришку частині порожнини формування, у ближчій до центру, порівняно з формуючою основу частиною порожнини формування, позиції, а канал вприскування простягається в одному зі знарядь формування у напрямку, перпендикулярному до поверхні формуючої кришку частини порожнини формування Така конфігурація дозволяє максимізувати ефективність симетричного та рівного розтікання матеріалу з точки вприскування, починаючи з деякої відстані від краю отвору, а потім заповнити формуючу основу частину порожнини формування Така конфігурація також дозволяє зовсім уникнути піддавання поверхні полотна дії течи розігрітого термопластичного матеріалу Згідно З ІНШИМ важливим аспектом даного винаходу, пропонується пристрій для формування відкривальних пристосувань з пластмаси у ВІДПОВІДНИХ отворах на листі, причому пристрій для формування відкривальних пристосувань містить в собі перше та друге знаряддя формування, розміщені з можливістю відпускання у закритій позиції так, що утворюють порожнину, в якій розміщується край отвору на листі, привідний механізм, призначений для вибіркового переміщення першого знаряддя формування та згадуваного другого знаряддя формування, між відкритою та закритою позиціями, причому принаймні одне з першого та другого знарядь складається з пари половин знаряддя формування Привідний механізм містить в собі підтримувальну конструкцію, призначену для підтримування половин знаряддя формування так, щоб у відкритій позиції половини знаряддя формування були взаємно розміщені у площині, паралельній до площини листа і так, щоб у закритій позиції половини знаряддя формування були у контакті 8 одна з другою Привідний механізм далі містить в собі привід, призначений для одночасного переміщення половин знаряддя формування з відкритої позиції до закритої позиції та навпаки так, що напрямок руху кожної з половин знаряддя формування між відкритою та закритою позиціями містить складовий компонент напрямку руху, що простягається паралельно площині листа, та складовий компонент напрямку руху, що простягається перпендикулярно до площини листа При такій конфігурації привідного механізму, стає можливим ефективне безпосереднє формування відкривального пристосування багатьох різноманітних форм, котрі можуть включити, зокрема частини, котрі висовуються та простягаються у площині, паралельній площині простягання листа Більше того, при даній конфігурації привідного механізму половини знаряддя формування одночасно приводяться в закриту позицію та разом входять в контакт, м'яко зближуючись, забезпечуючи мінімальне зношення половин знаряддя формування Згідно З ОДНИМ З найбільш рекомендованих втілень даного винаходу, привідний механізм побудовано так, що напрямок руху кожної з половин знаряддя формування між відкритою та закритою позиціями тангенційно проходить по круговій траєкторії, завдяки чому мінімізуються просторові вимоги до пристрою для формування відкривального пристосування та мінімізується зношення половин знаряддя формування Згідно З ще одним аспектом винаходу, пропонується пристрій для формування відкривальних пристосувань з пластмаси у отворах у листі пакувального матеріалу методом лиття під тиском, що містить в собі перше та друге знаряддя формування, що мають окремо регульоване у просторі положення у відкритій та закритій позиціях відносно листа, причому у закритій позиції лист простягається у площині, котра є на деякій відстані від площини простягання листа у відкритій позиції Коли у закритій позиції знаряддя формування зміщують лист відносно його нормального простягання, на нього діє додаткове напруження, що полегшує звільнення листа та сформованого відкривального пристосування зі знарядь формування після того, як знаряддя формування переміщуються з закритої позиції у відкриту позицію Технічні характеристики та переваги нинішнього винаходу стануть очевидним для фахівців у цій галузі з наступного докладного опису деяких прикладів втілення даного винаходу, якими він не обмежується, описаних та проілюстрованих з допомогою супровідних малюнків, на яких номери позиційних позначень однакових частин співпадають Стислий опис малюнків Фіг 1 - схема подачі полотна листа пакувального матеріалу у фасувальній машині, що містить в собі пристрій для формування відкривальних пристосувань ВІДПОВІДНО ДО ОДНОГО З аспектів да ного винаходу, Фіг 2 - вид у перспективі на нижню частину пристрою для формування відкривальних пристосувань у першому рекомендованому втіленні даного винаходу, Фіг 3 — частково розрізаний вид збоку на при 54461 стрій для формування відкривальних пристосувань, показаний на фігурі 2, у котрому знаряддя формування є у відкритій позиції, Фіг 4 - частково розрізаний вид збоку на пристрій для формування відкривальних пристосувань, показаний на фігурі 3, у котрому знаряддя формування є у закритій позиції, Фіг 4а - збільшений детальний розрізаний вид на полотно, розміщене між засобами формування, показаних на фігурі 4, у закритій позиції, коли утворюється порожнина формування, готова до вприскування розігрітого термопластичного матеріалу, Фіг 5 - частково розрізаний вид збоку на пристрій для формування відкривальних пристосувань у другому рекомендованому втіленні даного винаходу, у котрому знаряддя формування є у відкритій позиції, Фіг 6 - частково розрізаний вид збоку на пристрій для формування відкривальних пристосувань, показаний на фігурі 5, у котрому знаряддя формування є у закритій позицм.та Фіг 6а - збільшений детальний розрізаний вид на полотно між засобами формування, показаний на фігурі 6 у закритій позиції, коли утворюється порожнина формування, готова до вприскування розігрітого термопластичного матеріалу Кращі режими втілення винаходу У першому наближенні на фігурі 1, показано пристрій 2, виконаний згідно з даним винаходом, а позиційна числова позначка 18 позначає пакувальну машину, призначену для формування пакувальних посудин з полотна 4 листа пакувального матеріалу Зрозуміло, що пристрій 2 може бути або додано у пакувальний пристрій чи у машину заповнення 18, або розміщено у верхній частині схеми такої машини Полотно 4 подається через пакувальну машину 2 за допомогою ВІДПОВІДНИХ приводів ба-е у напрямку подачі 8 Приводи ба-е пристосовані для переривистої подачі полотна 4 через вузол переривистої подачі 2а машини 2, та для безперервно подачі полотна 4 через вузол безперервної подачі всередину 2Ь та через вузол безперервної подачі назовні 2с, розміщені ВІДПОВІДНО зверху та внизу по ходу через вузол переривистої подачі 2а по відношенню до напрямку подачі полотна 8 У вузлі переривистої подачі 2а розміщено пристрій 10 для штампування отворів, призначений для штампування отворів у полотні 4, та пристрій 12 для формування відкривальних пристосувань, призначений для лиття під тиском відкривальних пристосувань з термопластичного матеріалу в отворах, підготованих на полотні 4 Приводи ба-е пристосовані для переривистої подачі полотна 4 через пристрій 10 для штампування отворів так, щоб полотно 4, ВІДПОВІДНО зупинене та правильно розміщене у пристрої 10 для штампування отворів, було там протягом часу, достатнього для штампування отвору у полотні 4, приводи ба-е також пристосовані для переривистої подачі полотна 4 через пристрій 10 для формування відкривальних пристосувань так, щоб полотно 4, ВІДПОВІДНО зупинене та правильно розміщене у пристрої 12 для формування відкривального пристосування, було там протягом часу, достатнього для формування 10 відкривального пристосування у отворах, проштампованих раніше у пристрої 10 для штампування отворів Приводи ба-е містить в собі валики безперервної подачі 6Ь та 6с, розміщені ВІДПОВІДНО, у вузлі безперервної подачі всередину 2Ь - для розмотування та подачі полотна 4 з котушки 14 полотна пакувального матеріалу, та у вузлі безперервної подачі назовні 2с - для безперервно подачі полотна 4 з відкривальними пристосуваннями 16, сформованими на ньому, до вузла 18 формування посудини, призначеного для формування з полотна 4 та герметичного зварювання посудин та заповнення посудини продуктом Приводи ба-е далі містять в собі, у вузлі переривистої подачі 2а, валики переривистої подачі ба, натяжні валики 6d, та направляючі валики 6е, котрі разом співпрацюють так, що підтримують постійним натяг полотна 4 у вузлі переривистої подачі 2а у зупиненому стані так, щоб операції штампування отвору та формування відкривального пристосування могли бути виконані з достатньою точністю Більше того, спеціальне розміщення приводів ба-е утворює резервний запас подачі всередину 20 та резервний запас подачі назовні 22 Резервний запас подачі всередину 20 містить в собі змінну ділянку довжини полотна подачі всередину 4Ь, котра простягається між натяжними валиками 6d та валиками безперервної подачі 6Ь й котра рухається вертикально вздовж напрямку 20' так, що розмір змінної ділянки довжини полотна подачі всередину 4Ь змінюється (як показано на фігурі 1 штриховими ЛІНІЯМИ), ВІДПОВІДНО компенсуючи ділянку сполучення між вузлом переривистої подачі 2а та вузлом безперервної подачі всередину 2Ь Подібно до цього, резервний запас подачі назовні 22 містить в собі змінну ділянку довжини полотна подачі назовні 4с, котра простягається між валиками приводів переривистої подачі ба та валиками безперервної подачі 6с, й котра рухається вертикально у напрямку 22' так, що розмір змінної ділянки довжини полотна подачі назовні 4с змінюється (як показано на фігурі 1 штриховими ЛІНІЯМИ), ВІДПОВІДНО компенсуючи ді лянку сполучення між вузлом переривистої подачі 2а та через вузол безперервної подачі назовні 2с Завдяки цьому подача полотна 4 в рулоні 14 та пристрої формування посудини 18 є безперервною, в той час, як подача полотна 4 є переривистою у пристрої штампування отворів 10 та пристрої для формування відкривальних пристосувань 12 На фігурі 1 показані три пристрої 10 для штампування отворів та три пристрої 12 для формування відкривальних пристосувань, так, що в позиці, кожного переривистого зупинення полотна 4 у полотні 4 утворюються три отвори та три відкривальних пристосування формуються на полотні 4 Конкретне число пристроїв 10 для штампування отворів та пристроїв 12 для формування відкривальних пристосувань може змінюватися згідно з вимогами Більше того, пристрої 10 для штампування отворів та пристрої 12 для формування відкривальних пристосувань можуть ВІДПОВІДНО зміщуватися один відносно іншого у напрямках 10а та 12а по ходу подачі полотна 4, так, що отвори та 54461 12 11 відкривальні пристосування, отримані на полотні, висту подачі полотна 4 у напрямку подачі 8 можуть займати різні ВІДНОСНІ ПОЗИЦІЇ, ЩО ДОЗВОЛЯЄ В показаному конкретному втіленні перше формувати пакувальні посудини різних розмірів знаряддя формування 20 містить в собі єдине внутрішнє знаряддя формування 20, котре працює у Пристрої та способи для подачі полотна 4, для фіксованій позиції, а друге знаряддя формування штампування отворів у полотні 4, для формування 22 складається з пари половин 22а та 22Ь зовнішта герметичного зварювання посудини з полотна 4 нього знаряддя формування, котрі за допомогою та заповнення посудини продуктом, як описано привідного механізму, описаного нижче, ведуться вище, ВІДОМІ, наприклад, вони включені в ТВА/19одна відносно іншої та відносно полотна 4, між системи, що виробляються фірмою Tetra Bnk Moвідкритою та закритою позиціями до внутрішнього dena, Італія знаряддя формування 20 Внутрішнє знаряддя Пристрій для формування відкривальних приформування 20 пристосоване для контакту з перстосувань 10, розміщений у взаємодії з машиною шою стороною 24 полотна, предназначеною утводля пакування 2, забезпечуючи більшу продуктиврити внутрішню сторону пакувальної посудини, ність та ефективність засобів для безперервного утвореної з полотна 4, в той час, як ЗОВНІШНІ знаформування відкривальних пристосувань на полоряддя формування 22а та 22Ь пристосовані для тні, що подається з рулону, та для послідовного контакту з другою стороною 26 полотна, предназформування, герметичного зварювання, та наповначеною утворити зовнішню сторону пакувальної нювання пакувальної посудини у тій же компактній посудини, утвореної з полотна 4 лінії та безперервним способом Приклеювання окремо утворених відкривальних пристосувань до На фігурі 4а детально показано як у закритій полотна, як це робиться в традиційних пристроях, позиції формування внутрішнього знаряддя форвідсутнє, завдяки чому заощаджуються час та комування 20 та половин зовнішнього знаряддя фошти, потрібні для окремого виробництва, зберіганрмування 22а та 22Ь, між внутрішнім знаряддям ням, та транспортування відкривальних пристосуформуванням 20 та половинами зовнішнього знавань В той час, як пристрій 10 для формування ряддя формування 22а та 22Ь утворюється поровідкривальних пристосувань особливо корисний жнина формування 28, у котрій міститься край ЗО щодо згадуваного вище, можна передбачити, що отвору 32 у полотні 4, правильно розміщеного у пристрій 10 для формування відкривальних припристрої 10' формування відкривального пристостосувань може застосовуватися з багатьма особсування ливостями, наприклад, можна сформувати відкриПорожнина формування 28 містить в собі, у вальні пристосування на полотні, що подається в показаному втіленні, частину 28а для формування пристрій, а потім намотати його на барабан для кришкової частини відкривального пристосування використання пізніше, або, наприклад, до форму16, частину 28Ь для формування основної частини вання відкривальних пристосувань на будь-якому відкривального пристосування 16, призначеної для різновиді та формі листа пакувального матеріалу, з'єднання з полотном 4, та з'єднувальну частину наприклад, на заготівці пакувального матеріалу, 28с, призначену для формування зменшеної товабо на виступаючому клапані пакувального матещини розриваючого краю відкривального присторіалу, і це лише декілька прикладів Більше того, сування 16, призначеного допомагати при звільфасувальну машину 2 можна, зокрема побудувати ненні кришкової частини з основної частини так, щоб котушка полотна 14 вже мала попереДаний винахід більше пов'язаний зі способом, котдньо проштамповані отвори, що дозволяють вирим відкривальне пристосування формується на ключити пристрій 10 для штампування отворів, полотні 4 по кромці ЗО отвору на ньому, при тому, та/або так, щоб весь привід полотна 4 був перерищо відкривальне пристосування 16 може мати вистим До того ж, пристрої формування посудини будь-яке число різних кінцевих форм 18 може бути будь-яким з пристроїв формування, У показаному втіленні, край ЗО отвору по колу що використовуються для формування та зварюповністю охоплює отвір у полотні 4, і бажано, щоб вання пакетів різних розмірів та форм, та для заперед вприскуванням весь край ЗО отвору розміповнювання їх різними продуктами щався всередині частини формування основи 28а порожнини формування 28, в той час, як частина На фігурах 2-4а показано перше рекомендоформування основи 28Ь також має форму кола і ване втілення вузла 10' для формування відкриварозміри, достатні для повного охоплення краю ЗО льних пристосувань, побудованого ВІДПОВІДНО ДО отвору Бажано, щоб край ЗО отвору, частина фоданого винаходу Пристрій 10' для формування рмування основи 28Ь, та з'єднувальна частина 28с відкривальних пристосувань містить в собі перше утворювали яйцевидну структуру з кільцевидним знаряддя формування 20 та друге знаряддя форповздовжнім розрізом, що поширюється паралемування 22, котрів закритій позиції можуть змінюльно поверхні полотна 4, а частина формування вати положення відносно полотна 4 так, щоб мати кришки 28а, утворювали яйцевидну структуру з контакт, ВІДПОВІДНО, з першою стороною 24 полотдисковидним повздовжнім розрізом, що поширюна 4 та з другою стороною 26 полотна 4 (фігури 4 ється паралельно поверхні полотна 4 Більше тота 4а), коли полотно 4 є у зупиненій позиції у приго, у закритій позиції формування утвореній між строї 10' формування відкривального пристосуверхнім та нижнім засобами формування 20 та 22, вання Перше знаряддя формування 20 та другого утворюється зазор 34, і бажано, щоб його ширина знаряддя формування 22 також можуть змінювати була меншою за товщину полотна 4 пакувального положення відносно полотна 4 у відкритій позиції матеріалу, завдяки чому полотно 4 затискується в так, щоб вони були на деякій відстані від, ВІДПОВІДзазорі 34 та утворюється ущільнення, достатнє НО, першої сторони 24 полотна та другої сторони щоб завадити будь-якому значному протіканню 26 полотна (фігура 3) так, щоб дозволяти перери 54461 14 13 розігрітого термопластичного матеріалу назовні Привідний механізм 40 містить в собі підтрипорожнини формування 28 мувальну конструкцію 42, опорної половини зовнішнього знаряддя формування 22а та 22Ь так, щоб Вузол для формування відкривальних пристоу відкритій позиції половини зовнішнього знаряддя сувань 10' далі містить в собі канал вприскування формування 22а та 22Ь були взаємно розміщені у 36, призначений для вприскування розігрітого площині, паралельній до площини полотна 4 (фітермопластичного матеріалу в порожнину формугура 3) та так, щоб у закритій позиції половини вання 28 Вприскування розігрітого термопластичзовнішнього знаряддя формування 22а та 22Ь буного матеріалу через канал вприскування 36 може ли взаємно розміщені у контакті одна з другою та з бути виконане з використанням будь-якого звидругою стороною 26 полотна (фігури 4-4а) Привічайного способу та вузла, відомих та доступних дний механізм 40 також містить в собі привід 44 фахівцям для переміщення половин зовнішнього знаряддя В даному конкретному втіленні канал вприскуформування 22а та 22Ь з відкритої позиції до завання 36 простягається у нерухомому внутрішньокритої позиції та навпаки так, що напрямок руху му знарядді формування 20, а згідно з одним з кожної з половин зовнішнього знаряддя формуважливих аспектів даного винаходу, канал вприсвання між відкритою та закритою позиціями міскування 36 побудовано так, що термопластичний тить в собі складовий компонент напрямку руху, матеріал вприскується безпосереднє в порожнину що простягається паралельно площині простяганформування 28 в точці вприскування 38 порожниня полотна 4 та складовий компонент напрямку ни формування 28, розміщеній на деякій відстані руху, що простягається перпендикулярно площині від краю ЗО отвору простягання полотна 4 Оскільки точку вприскування 38 розміщено на деякій відстані від краю ЗО отвору, розігрітий терЗапропонована конфігурація привідного мехамопластичний матеріал краще входить в порожнинізму 40, котрий переміщує половини зовнішнього ну формування в позиції, котра дозволяє виконати знаряддя формування 22а та 22Ь у таких напрямзаповнення порожнини формування продуктивно ках, коли вони рухаються між відкритою та закрита ефективно Розігрітий пластичний матеріал розтою позиціями, дозволяють ефективніше утворютікається від точки вприскування 38 поступово та вати відкривальні пристосування багатьох рівномірно, починаючи з деякої відстані від краю різноманітних форм, котрі можуть включати, зокЗО отвору, та послідовно заповнюючи частину 28Ь рема, частини котрі висовуються та простягаються формування основи порожнини формування 28 у площині, паралельній площині простягання потак, що в КІНЦІ операції вприскування розігрітий лотна 4 пластичний матеріал має хороший контакт вздовж Більше того, запропонована конфігурація приусього краю ЗО отвору Щоб збільшити ефективвідного механізму 40 є такою, що половини зовніність операції формування викривального пристошнього знаряддя формування 22а та 22Ь взаємно сування, час кожної операції вприскування мініміприводяться та разом мають контакт в закритій зується позиції, м'яко зближуючись, оскільки в русі кожної з половин зовнішнього знаряддя формування 22а та Точку вприскування 38 у даному конкретному 22Ь може бути компонента, паралельна напрямку втіленні розміщено в порожнині формування 28 в площини простягання полотна 4, котра мінімізучастині 28а формування кришки, ближче до ється під час взаємного контакту у закритій позиції центру по відношенню до частини 28Ь формуванТаке м'яке зближення половин зовнішнього знаряня основи Таке розміщення дозволяє максимізуддя формування 22а та - 22Ь забезпечує мінімавати ефективність розтікання матеріалу з точки льне зношення половин зовнішнього знаряддя вприскування 38 симетрично та рівномірно, почиформування 22а та 22Ь наючи з деякої відстані від краю ЗО отвору, та послідовно заповнювати частину 28Ь формування У найбільш рекомендованому втіленні даного основи порожнини формування 28 винаходу, як, наприклад, показано на фігурах 2-4, привідний механізм 40 побудовано так, що напряБільше того, канал вприскування 36 простягамок руху кожної з половин зовнішнього знаряддя ється у внутрішньому знарядді формування 20 у формування 22а та 22Ь між відкритою та закритою напрямку, перпендикулярному до поверхні частипозиціями тангенційно проходить по круговій траєни 28с формування кришки порожнини формуванкторії Завдяки цьому, паралельна площині проня 28, завдяки чому повністю уникають ризику підстягання полотна 4 компонента напрямку руху дати поверхню полотна 4 дії течи розігрітого половин зовнішнього знаряддя формування 22а та термопластичного матеріалу 22Ь у фазах зближення та відпускання, найбільш Внутрішнє знаряддя формування 20 та полоблизьких до закритої позиції, можуть мінімізувативини зовнішнього знаряддя формування 22а та ся практично до нуля в той час, як така паралель22Ь ведуться між відкритою та закритою позиціями на площині простягання полотна 4 компонента відносно одне одного, та відносно полотна 4 та до напрямку руху у фазах далеко від закритої позиції внутрішнього знаряддя формування 20 з допомошвидко може бути збільшена, завдяки чому мінімігою привідного механізму 40 Роботу привідного зуються просторові вимоги до вузла 10' для формеханізму 40 скоординовано з роботою приводів мування відкривальних пристосувань, та завдяки ба-е подачі полотна 4, з роботою вузла штампучому мінімізується зношення половин зовнішнього вання отворів, та з вприскуванням розігрітого терзнаряддя формування 22а та 22Ь, в той час, як мопластичного матеріалу через канал вприскуванвсе-таки забезпечується гнучкість щодо формуня 36, завдяки чому забезпечується безперервне вання відкривальних пристосувань різної форми формування відкривальних пристосувань 16 на полотні 4 Підтримувальна конструкція 42 містить в собі 15 фіксований підтримувальний каркас, що має горизонтальну основу 46 та пари опор 48а-с, що простягається вертикально догори з основи 42 Підтримувальна конструкція також містить в собі пари важелів 50 та 52, що вільно повертаються, ВІДПОВІДНО, МІЖ боковими парами опор 48а та 48с та половинами зовнішнього знаряддя формування 22а та 22Ь навколо ВІСІ, ЩО Є паралельною площині простягання полотна 4 Підтримувальна конструкція 42 також містить в собі горизонтальну ковзну пластину 54, що має пази 54а, в котрих ковзно установлено з'єднувальні болти 54Ь, зв'язані з кожною з половин зовнішнього знаряддя формування 22а та 22Ь Пази 54а простягаються у ковзній пластині 54 так, що кожна з половин зовнішнього знаряддя формування 22а та 22Ь ковзно підтримується на ковзній пластині 54, що у лінійному напрямку простягається паралельно напрямку подачі полотна 8 Привід 44 містить в собі циліндр гідравлічного приводу 55, що має шток, що ковзно простягається через фіксовану основу 46 та приєднаний до ковзної плити 54 для забезпечення двонаправленого переміщення ковзної плити 54 у вертикальному напрямку перпендикулярно до поверхні полотна 4 Завдяки запропонованій тут конфігурації привідного механізму 40 половини зовнішнього знаряддя формування 22а та 22Ь рухаються між відкритою та закритою позиціями по круговому шляху навколо осей, ВІДПОВІДНО, пар важелів 50 та 52 та боковими опорами 48а та 48с Розміри половин зовнішнього знаряддя формування 22а та 22Ь, бокових опор 48а та 48с, та пар важелів 50 та 52 такі, що коли половини зовнішнього знаряддя формування 22а та 22Ь входять у контакт у закритій позиції, контактне зусилля між поверхнями сполучення половин зовнішнього знаряддя формування 22а та 22Ь є достатнім для забезпечення адекватного ущільнення порожнини, 28 так, щоб розігрітий термопластичний матеріал не протікав надмірно з порожнини 28 в зоні поверхонь сполучення половин зовнішнього знаряддя формування 22а та 22Ь BilnodiflHO до одного з подальших аспектів даного винаходу, пропонується пристрій для регулювання зміщення, що встановлює значення контактного зусилля між половинами зовнішнього знаряддя формування 22а та 22Ь у закритій позиції С цією метою, бокові опори 48а та 48с оснащено наскрізними пазами 56, котрі роблять бокові опори 48а та 48с відносно гнучкими у напрямку, паралельному до напрямку подачі полотна 8, та парою прутів натягу 58, що з'єднують бокові опори 48а та 48с Прути натягу 58 вільно ковзно проходять через центральні опори 48Ь, а на КІНЦІ прутів натягу 58 нагвинчені регулювальні гайки 58а, положення яких змінюється при регулюванні На фігурі 4 показано ЗОВНІШНІЙ ВИГИН бокових опор 48а та 48с, коли половини зовнішнього знаряддя формування 22а та 22Ь є у закритій позиції сполучення, а з допомогою регулювальних гайок 58а належним чином вибрано рекомендоване контактне зусилля між половинами зовнішнього знаряддя формування 22а та 22Ь у закритій позиції Конфігурація опорної конструкції 42 така, що у закритій позиції половин зовнішнього знаряддя 54461 16 формування 22а та 22Ь (фігура 4), частина полотна 4, що є у контакті з половинами зовнішнього знаряддя формування 22а та 22Ь, простягається у площині, що є на деякій відстані від нормального простягання площини полотна 4 у відкритій позиції половин зовнішнього знаряддя формування 22а та 22Ь (фігура 3) Завдяки цьому, полотно 4 є у просторовій позиції, ВІДМІННІЙ від його нормального простягання, що створює додаткову напругу, яка полегшує звільнення полотна 4 та сформованого відкривального пристосування 16 зі знарядь формування 20 та 22 та забезпечує переміщення згаданих знарядь формування 20 та 22 з закритої позиції до відкритої позиції На фігурах 5-6а показано друге рекомендоване втілення вузла 10' для формування відкривальних пристосувань 10" Вузол 10' для формування відкривальних пристосувань містить в собі перше знаряддя формування 20' та друге знаряддя формування 22', котрі можуть змінювати положення відносно полотна 4 у закритій позиції, завдяки чому вони можуть входити у контакт, ВІДПОВІДНО, з першою стороною 24 полотна 4 та другою стороною 26 полотна 4 (фігури 6 та 6а), коли полотно 4 є у зупиненій позиції у пристрої 10' для формування відкривального пристосування Перше знаряддя формування 20' та друге знаряддя формування 22 також можуть змінювати положення відносно полотна 4 у відкритих позиціях так, щоб вони були на деякій відстані, ВІДПОВІДНО, З першої сторони 24 полотна та з другої сторони 26 полотна (фігура 5), щоб забезпечити переривисту подачу полотна 4 у напрямку подачі 8 Перше знаряддя формування 20' містить в собі єдине внутрішнє знаряддя формування 20' що може рухатися у вертикальному напрямку, та другого знаряддя формування 22', що складається з пари горизонтально зв'язаних половин зовнішнього знаряддя формування 22а' та 22Ь', кожна з яких може рухатися у вертикальному та горизонтальному напрямку Внутрішнє знаряддя формування 20' та горизонтально зв'язані половини зовнішнього знаряддя формування 22а' та 22Ь' ведуться між відкритою та закритою позиціями відносно одне одного, та відносно полотна 4 з допомогою привідного механізму, описаного нижче Як показано на фігурі 6а, у закритій позиції формування внутрішнього знаряддя формування 20' та горизонтально зв'язаних половин зовнішнього знаряддя формування 22а' та 22Ь' між внутрішнім знаряддям формуванням 20' та горизонтально зв'язаними половинами зовнішнього знаряддя формування 22а та 22Ь утворюється порожнина формування 28', в котрій поміщається правильно розміщена у пристрої 10' формування відкрногльного пристосування крзй ЗО отсеру 32 у полотні 4 Порожнина формування 28' міститьв собі частину 28а' для формування кришкової частини відкривального пристосування 16, частину 28Ь' для формування основної частини відкривального пристосування 16, призначеного для закріплення на полотні 4, та з'єднувальну частину 28с' для формування зменшеної товщини розриваючого краю відкривального пристосування 16, що допомагає при звільненні кришкової частини з основної частини 54461 18 17 Перед вприскуванням весь край ЗО отвору редньо в порожнину формування 28' у точці вприкраще розмістити всередині частини формування скування 38' порожнини формування 28', розміщеоснови 28а', в той час, як частина формування ній на деякій відстані від кромки ЗО отвору, основи 28Ь' є круговою та має розміри, достатні завдяки чому досягнуті сприятливі ефекти, що для повного охоплення краю ЗО отвору Краще, були отримані у описаному вище першому втіленщоб частини формування основи 28Ь' та з'єднуваням вузла для формування відкривальних пристольна частина 28с' утворювали яйцевидну структусувань 10' Канал вприскування 36' далі простягару, що має форму кільця у повздовжньому попеється у зовнішньому знарядді формування 22' у речному розрізі, що простягається паралельно напрямку, перпендикулярному до поверхні частиповерхні полотна 4, а частина 28а' формування ни 28с формування кришки у порожнині формукришки утворювала яйцевидну структуру, що має вання 28', на деякій відстані від поверхонь полотна форму диску у повздовжньому поперечному розрі4 зі, що простягається паралельно до простягання Привідний механізм, що пересуває внутрішнє полотна 4 Більше того, у закритій позиції формузнаряддя формування 20' та половини зовнішньовання між верхнім та нижнім засобами формуванго знаряддя формування 22а' та 22Ь' між відкриня 20' та 22' утворюється зазор 34', і бажано, щоб тою та закритою позиціями, містить в собі рухоме його ширина була меншою за товщину полотна 4 опорне обрамлення 62, що охоплює по колу нерупакувального матеріалу, завдяки чому полотно 4 хому головку вприскування 60, і може пересуватизатискається у внутрішньому зазорі 34', завдяки ся вертикально, та нерухомий опорний каркас 64, чому утворюються ущільнення, достатнє, щоб защо підтримує циліндри гідравлічного приводу 66авадити будь-якому значному витіканню розігрітого b та 68, що мають штоки 66а'-Ь' та 68', зв'язані, термопластичного матеріалу назовні порожнини ВІДПОВІДНО, з рухомим опорним каркасом 62 та формування 28' внутрішнім знаряддям формуванням 20', чим заВузол для формування відкривальних пристосувань 10" також містить в собі канал вприскування 36', призначений для вприскування розігрітого термопластичного матеріалу в порожнину формування 28' Канал вприскування 36' простягається у нерухому головку вприскування 60, котра має частину верхнього краю 60а, що формує частину другого знаряддя формування 22', як показано на фі безпечується двонаправлене пересування цих елементів у вертикальному напрямку Привідний механізм також містить в собі циліндри гідравлічного приводу 70а та 70Ь, що мають штоки 70а' та 70Ь', зв'язані, ВІДПОВІДНО, З половинами зовнішнього знаряддя формування 22а' та 2Ь', чим забезпечується двонаправлене пересування цих елементів у горизонтальному напрямку гурі 6а ВІДПОВІДНИМ ЧИНОМ горизонтальні ЗОВНІШНІ Приводи циліндрів 66а-Ь, 68, та 70а-Ь скоординовані з приводами ба-е щодо подачі полотна 4, з вузлом штампування отворів 10, та з вприскуванням розігрітого термопластичного матеріалу через канал вприскування 36', завдяки чому забезпечується безперервне утворення відкривальних пристосувань 16 на полотні 4 знаряддя формування 22а' та 22Ь' пересуваючись можуть змінювати положення по відношенню до фіксованого частини верхнього краю 60а у закритій позиції формування, утворюючи порожнину формування 28' Канал вприскування 36' побудовано так, що термопластичний матеріал вприскується безпосе 19 54461 20 бо-.,. ФОРМУВАННЯ ЗАПОВНЕННЯ ТА ГЕРМЕТИЧНЕ ЗАКРИВАННЯ ПОСУДИНИ 20 6Ь Фіг. 1 5D ФІГ. З 50 21 54461 Фіг. 4 28b Фіг. 5 22 23 24 54461 ФІГ. 6 28а' 28с Фіг. 6а Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for molding opening devices onto a packaging material sheet
Автори англійськоюGustafsson Per
Назва патенту російськоюУстройство и способ формования открывающего приспособления на листе упаковки
Автори російськоюГустафссон Пер
МПК / Мітки
МПК: B29C 45/33, B29C 45/14
Мітки: спосіб, пакет, пристосування, харчування, пристрій, формування, листі, рідких, продуктів, відкривальне, пластмаси, пакувальному, відкривального
Код посилання
<a href="https://ua.patents.su/12-54461-pristrijj-ta-sposib-formuvannya-vidkrivalnogo-pristosuvannya-na-pakuvalnomu-listi-vidkrivalne-pristosuvannya-z-plastmasi-ta-paket-dlya-ridkikh-produktiv-kharchuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб формування відкривального пристосування на пакувальному листі, відкривальне пристосування з пластмаси та пакет для рідких продуктів харчування</a>
Пристрій для електрообробки рідких та текучих продуктів

Номер патенту: 32453
Опубліковано: 15.12.2000
Автори: Євдошенко Леонід Свиридович, Тур Анатолій Миколайович, Зароченцев Олександр Іванович, Іванов Володимир Михайлович, Бойко Микола Іванович
Мітки: електрообробки, пристрій, текучих, продуктів, рідких
Текст:
...електричного поля на мікроорганізми, а саме: порушення молекулярних текстів, порушення синтезу ДНК, розрив безлічі слабих, але важливих для нормального функціювання системи керування клітиною зв'язків і інши х поки ще недостатньо ви вчени х ме ханізмів, що в кінцевому підсумку забезпечують проведення електрообробки рідких і текучих продуктів без попереднього нагріву продукті в значно меншою кількістю імпульсів електрично го поля на...
Пристрій для термообробки рідких харчових продуктів і нагрівання води
Номер патенту: 125
Опубліковано: 25.12.1997
Автори: Єгоров Володимир Іванович, Буторін Олександр Миколайович, Левицький Вячеслав Володимирович, Кринський Олександр Юрійович
Мітки: продуктів, термообробки, рідких, харчових, води, нагрівання, пристрій
Формула / Реферат:
1. Устройство для термообработки жидких пищевых продуктов и нагрева воды, включающее закрепленный на фланце электродвигателя корпус, содержащий ротор с подвижными и переднюю крышку с неподвижными полостями на смежных поверхностях, входной и выходной патрубки для подачи и отвода жидкости, связанные с полостями, отличающееся тем, что оно снабжено дополнительной задней крышкой, а полости образованы ячейками, выполненными на торцевых сторонах...
Спосіб одержання продуктів харчування з проростків
Номер патенту: 39743
Опубліковано: 15.06.2001
Автори: Гончаренко Марія Степанівна, Ванакова Тетяна Артемівна
МПК: A23L 1/172, A23L 3/40
Мітки: спосіб, продуктів, харчування, одержання, проростків
Формула / Реферат:
Спосіб одержання продуктів харчування з проростів, який включає сушення при температурі нижче 40°С та подрібнення, який відрізнявться тим, що сушення проростів здійснюють в безкисневому середовищі, наприклад, в конденсаційно-вакуумній сушарці.
Спосіб одержання напівфабрикату з насіння люпину для продуктів харчування
Номер патенту: 26351
Опубліковано: 30.08.1999
Автор: Головченко Оксана Володимирівна
МПК: A23B 7/005, A23J 1/14, A23L 1/20
Мітки: напівфабрикату, одержання, люпину, харчування, спосіб, насіння, продуктів
Формула / Реферат:
Способ получения полуфабриката из семян люпина для продуктов питания, включающий очистку сырья от примесей и размол, отличающийся тем, что в качестве исходного сырья используют семена белого люпина пищевых сортов, после очистки от примесей семена подвергают воздействию инфракрасного излучения с температурой 400 - 500°C в течение 30 - 40с и освобождают от оболочки.
Консорціум штамів біфідобактерій bifidobaсterium bifidum, b.longum, b.breve, b.infantis, b.adolescentis для приготування кисломолочних продуктів лікувально-дієтичного харчування, неферментованих харчових продуктів та бактерійних препаратів
Номер патенту: 25618
Опубліковано: 11.10.1999
Автори: Лєвчєнко Татьяна Алєксандровна, Ляная Ала Міхайловна, Жакєвіч Владімір Дмітрієвіч
МПК: C12P 39/00, C12N 1/10, G09B 23/28, A23C 9/12, G01N 1/28, A61K 35/74
Мітки: неферментованих, b.longum, біфідобактерій, b.adolescentis, бактерійних, приготування, b.infantis, харчових, продуктів, харчування, bifidum, консорціум, b.breve, препаратів, лікувально-дієтичного, кисломолочних, bifidobaсterium, штамів
Формула / Реферат:
Консорціум штамів біфідобактерій Bifidobacterium bifidum (колекційний номер B-3300 ЦМПМ ВНДІ генетика), Bifidobacterium longum (колекційний номер B-2000 ЦМПМ ВНДІ генетика), Bifidobacterium breve (колекційний номер 153 Державної колекції мікроорганізмів-представників нормальної мікрофлори людини ДКНМ МНДІЕМ ім. Г.Н. Габричевського), Bifidobacterium infantis (колекційний номер 155 ДКНМ МНДІЕМ ім. Г.Н. Габричевського), Bifidobacterium...
Попередній патент: Пристрій для запобігання аварійності їзди в нічні години
Наступний патент: Концентрат гідравлічної рідини “кгж-4у”
Випадковий патент: Борона-культиватор