Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44918
Опубліковано: 15.03.2002
Автори: Паоло Фонтанацці, Пер Густафссон, Фелікс Дунге
Формула / Реферат
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), що містять наливний харчовий продукт, з труби (14), виготовленої із листового пакувального матеріалу, яку ущільнюють за допомогою тепла та подають вздовж вертикальної траєкторії (А), причому вказана труба (14) наповнена харчовим продуктом, який містить:
- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та визначає першу замкнену траєкторію (Р), вздовж якої подають стискувальні пристрої (12),
- другий ланцюговий конвеєр (11), що має деяку кількість протилежно розташованих стискувальних пристроїв (13) та визначає другу замкнену траєкторію (Q), вздовж якої подають вказані стискувальні пристрої (13),
- причому вказані перша та друга траєкторії (Р, Q) включають відповідні робочі ділянки (Р1, Р2; Q1, Q2), що знаходяться поруч з траєкторією (А) подачі труби (14) із пакувального матеріалу та розташовані симетрично на протилежних боках вказаної траєкторії (А) подачі, завдяки чому стискувальні пристрої (12) на першому конвеєрі (10) взаємодіють з відповідними протилежними стискувальними пристроями (13) на другому конвеєрі вздовж принаймні частини відповідних робочих ділянок (Р1, Р2; Q1, Q2), з тим щоб захопити трубу (14) у декількох послідовних поперечних перерізах, які знаходяться на однаковій відстані один від одного,
- вказаний вузол (1) також містить засоби нагрівання (29), прикріплені принаймні до вказаних стискувальних пристроїв (12), які взаємодіють з трубою (14) для теплового ущільнення труби (14) у вказаних поперечних перерізах та визначають стрічку (25) упаковок (2), з'єднаних одна з одною за допомогою відповідних поперечних смуг ущільнювання (26), та різальні засоби (31) для розрізування стрічки (25) упаковок (2) вздовж смуг ущільнювання (26) та таким чином відокремлення упаковок (2),
який відрізняється тим, що різальні засоби (31) містять перший та другий різальні елементи (54, 55), розміщені під вказаними конвеєрами (10, 11) вздовж траєкторії (А) подачі труби та на протилежних боках цієї траєкторії (А), які обертаються синхронно та в протилежних напрямках навколо відповідної першої та другої осей обертання (G, Н) поперечно до траєкторії (А) подачі та взаємодіють з стрічкою (25) упаковок (2) для розрізування її вздовж смуг ущільнювання (26) і видалення упаковок за межі ланцюгових конвеєрів (10, 11).
2. Вузол згідно з п. 1, який відрізняється тим, що перший різальний елемент (54) містить принаймні одне лезо (59), а другий різальний елемент (55) містить принаймні одну підставку (61), яка визначає додатковий елемент для леза (59), коли смуги ущільнювання (26) стрічок (25) упаковок (2) піддають розрізуванню.
3. Вузол згідно з п. 2, який відрізняється тим, що перший та другий різальні елементи (54, 55) відповідно містять перший та другий зчіплювальні елементи (81, 82), що зв'язані відповідно з лезом (59) та підставкою (61) і взаємодіють один з одним для захвачення відповідної смуги ущільнювання (26) стрічки (25) упаковок (2) та переміщують смугу ущільнювання (26) вздовж траєкторії (А) подачі в положення розрізування, в якому лезо (59) та підкладка (61) взаємодіють із смугою ущільнювання (26).
4. Вузол згідно з п. 3, який відрізняється тим, що перший різальний елемент (54) містить перший барабан (58), який співвісний з першою віссю (G) обертання та обертається навколо цієї осі (G) та підтримує лезо (59) і перший зчіплювальний елемент (81), причому обидва виступають радіальне із зовнішньої периферії першого барабана (58), а також тим, що другий різальний елемент (55) містить другий барабан (60), який співвісний з другою віссю (Н) обертання і обертається навколо цієї другої осі (Н) та підтримує підкладку (61) і другий зчіплювальний елемент (82), причому обидва виступають радіальне із зовнішньої периферії другого барабана (60).
5. Вузол згідно з п. 4, який відрізняється тим, що перший різальний елемент (54) містить регулювальні засоби (78) для регулювання радіального положення леза (59) на першому барабані (58), та звільнювані з'єднувальні засоби (76), призначені для закріплення леза (59) на першому барабані (58) в радіальному положенні, яке визначається регулювальними засобами (78).
6. Вузол згідно з п. 5, який відрізняється тим, що перший різальний елемент (54) містить принаймні один опорний елемент (71), який прикріплений в радіальному напрямку до першого барабана (58) та має гніздо, де розміщується лезо (59), причому звільнювані з'єднувальні засоби містять пару з'єднувальних елементів (76) для прикріплення леза (59) до опорного елемента (71), а регулювальні засоби містять нажимний елемент (78), який прикріплений до першого барабана (58) та взаємодіє з лезом (59) для переміщення леза (59) в радіальному напрямку відносно опорного елемента (71).
7. Вузол згідно з п. 6, який відрізняється тим, що перший зчіплювальний елемент (81) містить загострений додаток, який являє невід'ємну частину опорного елемента (71) та периферичне відходить від вільного радіального кінця цього елемента.
8. Вузол згідно з будь-яким із попередніх пп. 4-7, який відрізняється тим, що другий зчіплювальний елемент (82) являє собою додаток з округленим профілем, який являє невід'ємну частину підкладки (61) та периферично відходить від вільного радіального кінця цієї підкладки (61).
9. Вузол згідно з будь-яким із попередніх пп. 4-8, який відрізняється тим, що перший різальний елемент (54) містить декілька лез (59), прикріплених під кутом на однаковій відстані від першого барабана (58), а також тим, що другий різальний елемент (55) містить декілька підкладок (61), прикріплених під кутом на однаковій відстані від другого барабана (60).
Текст
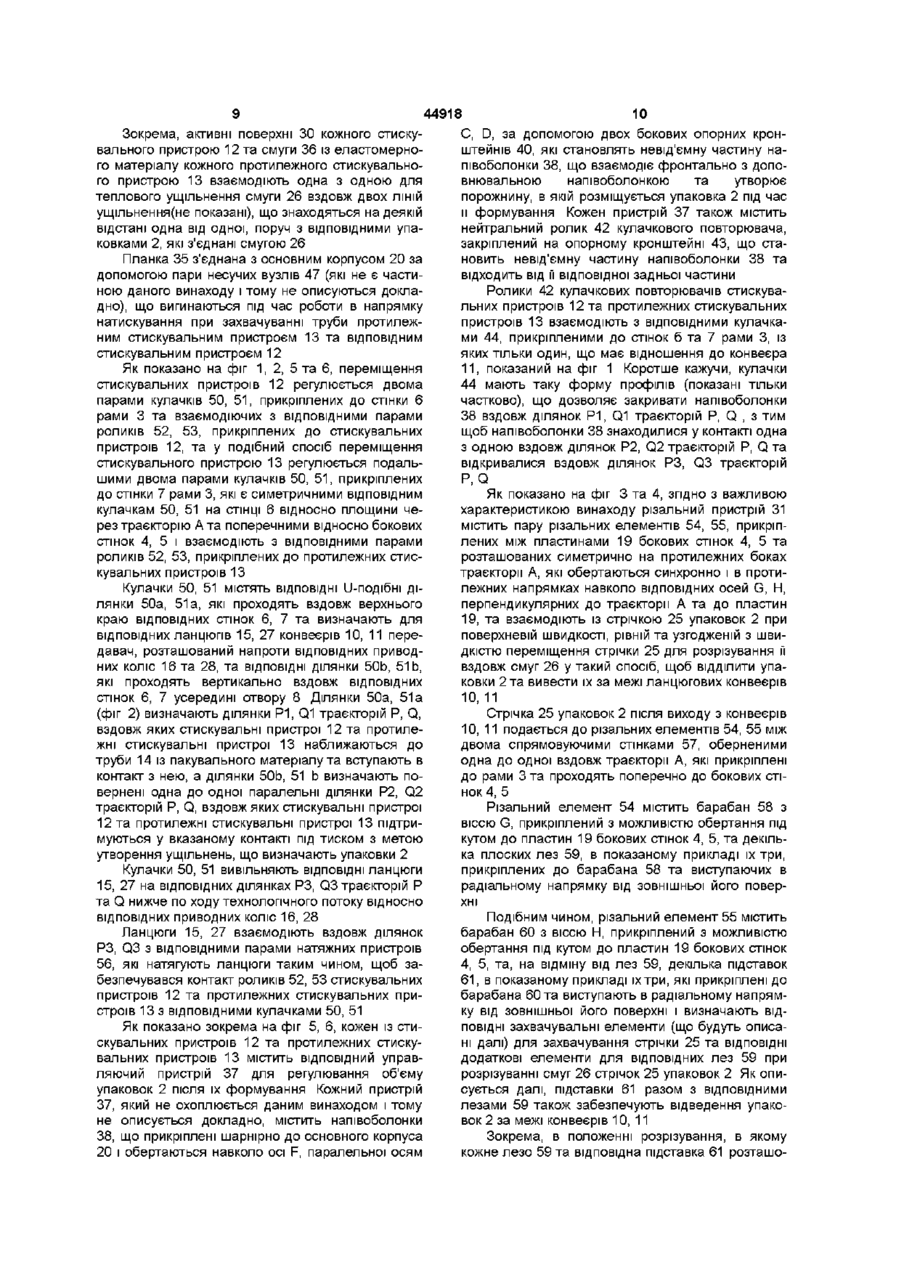
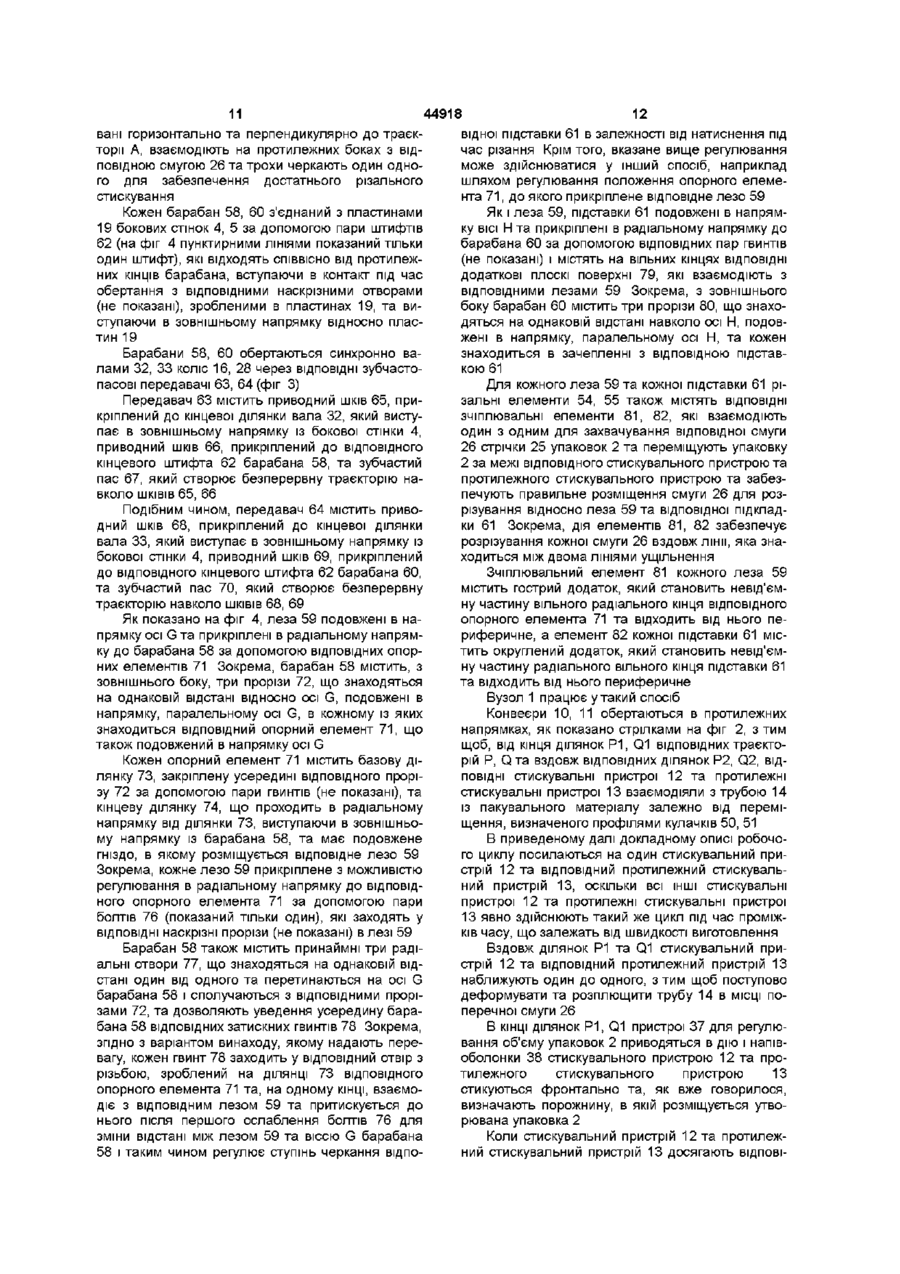
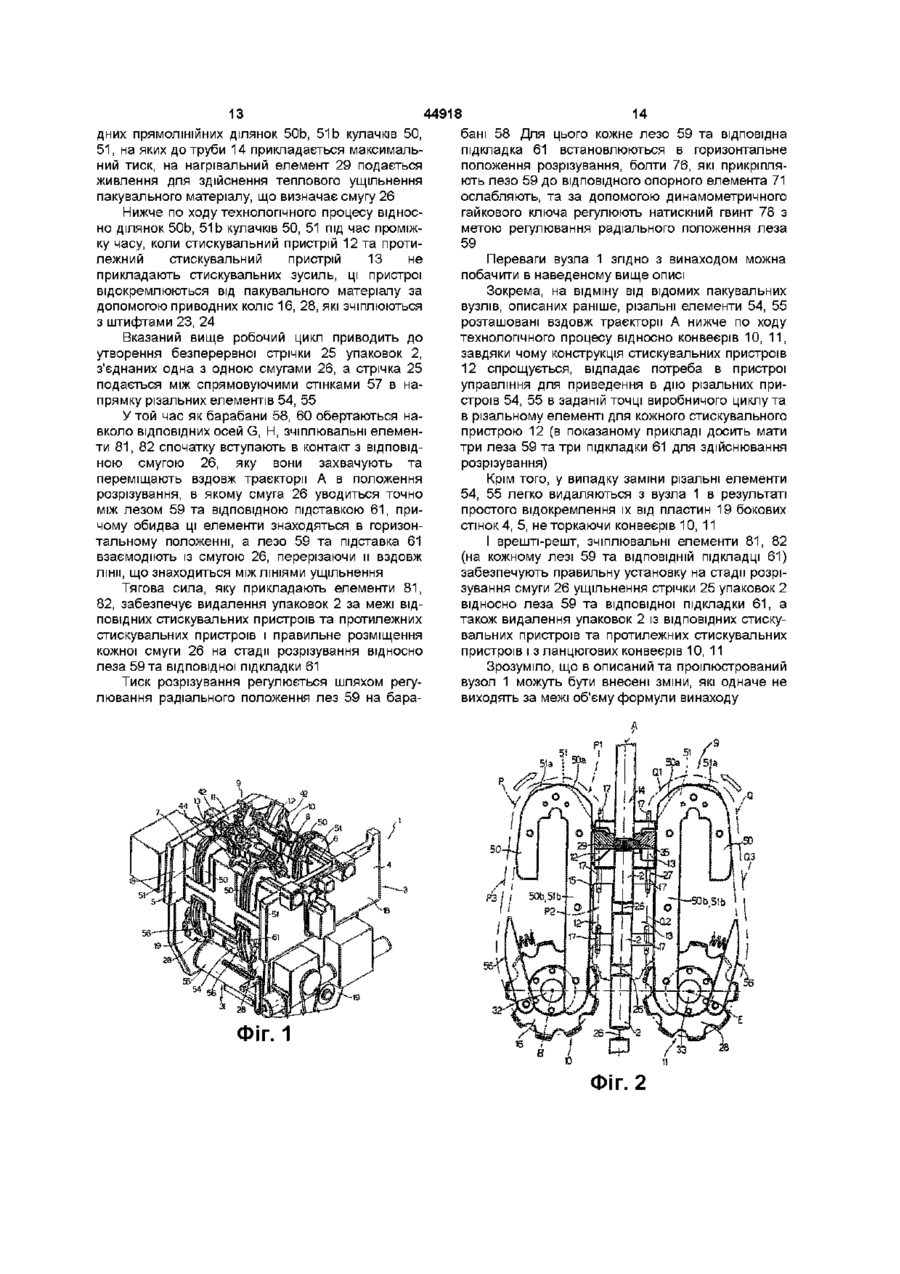
1 Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), що містять наливний харчовий продукт, з труби (14), виготовленої із листового пакувального матеріалу, яку ущільнюють за допомогою тепла та подають вздовж вертикальної траєкторії (А), причому вказана труба (14) наповнена харчовим продуктом, який містить - перший ланцюговий конвеєр (10), що має деяку КІЛЬКІСТЬ стискувальних пристроїв (12) та визначає першу замкнену траєкторію (Р), вздовж якої подають стискувальні пристрої (12), - другий ланцюговий конвеєр (11), що має деяку КІЛЬКІСТЬ протилежно розташованих стискувальних пристроїв (13) та визначає другу замкнену траєкторію (Q), вздовж якої подають вказані стискувальні пристрої (13), - причому вказані перша та друга траєкторії (Р, Q) включають ВІДПОВІДНІ робочі ділянки (Р1, Р2, Q1, Q2), що знаходяться поруч з траєкторією (А) подачі труби (14) із пакувального матеріалу та розташовані симетрично на протилежних боках вказаної траєкторії (А) подачі, завдяки чому стискувальні пристрої (12) на першому конвеєрі (10) взаємодіють з ВІДПОВІДНИМИ протилежними стискувальними пристроями (13) на другому конвеєрі вздовж принаймні частини ВІДПОВІДНИХ робочих ділянок (Р1, Р2, Q1, Q2), з тим щоб захопити трубу (14) у декількох послідовних поперечних перерізах, які знаходяться на однаковій відстані один від одного, - вказаний вузол (1) також містить засоби нагрівання (29), прикріплені принаймні до вказаних стискувальних пристроїв (12), які взаємодіють з трубою (14) для теплового ущільнення труби (14) у вказаних поперечних перерізах та визначають стрічку (25) упаковок (2), з'єднаних одна з одною за допомогою ВІДПОВІДНИХ поперечних смуг ущільнювання (26), та різальні засоби (31) для розрізування стрічки (25) упаковок (2) вздовж смуг ущільнювання (26) та таким чином відокремлення упаковок (2), який відрізняється тим, що різальні засоби (31) містять перший та другий різальні елементи (54, 55), розміщені під вказаними конвеєрами (10, 11) вздовж траєкторії (А) подачі труби та на протилежних боках цієї траєкторії (А), які обертаються синхронно та в протилежних напрямках навколо відповідної першої та другої осей обертання (G, Н) поперечно до траєкторії (А) подачі та взаємодіють з стрічкою (25) упаковок (2) для розрізування и вздовж смуг ущільнювання (26) і видалення упаковок за межі ланцюгових конвеєрів (10, 11) 2 Вузол згідно з п 1, який відрізняється тим, що перший різальний елемент (54) містить принаймні одне лезо (59), а другий різальний елемент (55) містить принаймні одну підставку (61), яка визначає додатковий елемент для леза (59), коли смуги ущільнювання (26) стрічок (25) упаковок (2) піддають розрізуванню 3 Вузол згідно з п 2, який відрізняється тим, що перший та другий різальні елементи (54, 55) ВІДПОВІДНО МІСТЯТЬ перший та другий зчіплювальні елементи (81, 82), що зв'язані ВІДПОВІДНО З лезом (59) та підставкою (61) і взаємодіють один з одним для захвачення відповідної смуги ущільнювання (26) стрічки (25) упаковок (2) та переміщують смугу ущільнювання (26) вздовж траєкторії (А) подачі в положення розрізування, в якому лезо (59) та підкладка (61) взаємодіють із смугою ущільнювання (26) 4 Вузол згідно з п 3, який відрізняється тим, що перший різальний елемент (54) містить перший барабан (58), який СПІВВІСНИЙ з першою віссю (G) обертання та обертається навколо цієї осі (G) та підтримує лезо (59) і перший зчіплювальний елемент (81), причому обидва виступають радіальне із зовнішньої периферії першого барабана (58), а також тим, що другий різальний елемент (55) містить другий барабан (60), який СПІВВІСНИЙ З другою віссю (Н) обертання і обертається навколо цієї О 00 44918 другої осі (Н) та підтримує підкладку (61) і другий лезом (59) для переміщення леза (59) в радіальзчіплювальний елемент (82), причому обидва виному напрямку відносно опорного елемента (71) ступають радіальне із зовнішньої периферії дру7 Вузол згідно з п 6, який відрізняється тим, що гого барабана (60) перший зчіплювальний елемент (81) містить загострений додаток, який являє невід'ємну частину 5 Вузол згідно з п 4, який відрізняється тим, що опорного елемента (71) та периферичне відходить перший різальний елемент (54) містить регулювавід вільного радіального кінця цього елемента льні засоби (78) для регулювання радіального положення леза (59) на першому барабані (58), та 8 Вузол згідно з будь-яким із попередніх пп 4-7, звільнювані з'єднувальні засоби (76), призначені який відрізняється тим, що другий зчіплювальний для закріплення леза (59) на першому барабані елемент (82) являє собою додаток з округленим профілем, який являє невід'ємну частину підклад(58) в радіальному положенні, яке визначається ки (61) та периферично відходить від вільного рарегулювальними засобами (78) діального кінця цієї підкладки (61) 6 Вузол згідно з п 5, який відрізняється тим, що перший різальний елемент (54) містить принаймні 9 Вузол згідно з будь-яким із попередніх пп 4-8, один опорний елемент (71), який прикріплений в який відрізняється тим, що перший різальний радіальному напрямку до першого барабана (58) елемент (54) містить декілька лез (59), прикріплета має гніздо, де розміщується лезо (59), причому них під кутом на однаковій відстані від першого звільнювані з'єднувальні засоби містять пару з'єдбарабана (58), а також тим, що другий різальний нувальних елементів (76) для прикріплення леза елемент (55) містить декілька підкладок (61), прикріплених під кутом на однаковій відстані від дру(59) до опорного елемента (71), а регулювальні гого барабана (60) засоби містять нажимний елемент (78), який прикріплений до першого барабана (58) та взаємодіє з Винахід стосується пакувального вузла безперервного виготовлення асептичних ущільнених упаковок, які містять наливні харчові продукти, з трубчатого пакувального матеріалу Зокрема, пакувальний вузол згідно з винаходом призначений для виготовлення асептичних ущільнених упаковок , які мають форму паралелепіпеда Багато наливних харчових продуктів, наприклад фруктовий сік, пастеризоване або піддане над високотемпературній обробці молоко, томатний соус і т п продають в упаковках, виготовлених із стерилізованого пакувального матеріалу Типовим прикладом такої упаковки є пакувальний контейнер, що має форму паралелепіпеда, для рідких або наливних харчових продуктів, відомий під назвою Tetra Bnk Aseptic (зареєстрований товарний знак), який набуває форми шляхом згинання та ущільнення каландрованого смугового пакувального матеріалу Вказаний пакувальній матеріал містить шари волокнистого матеріалу, наприклад паперу, покритого з обох боків термопластичним матеріалом, наприклад поліетиленом, а бік пакувального матеріалу, який врешті-решт буде знаходитися у контакті з харчовим продуктом в упаковці, також містить шар захисного матеріалу, наприклад алюмінієвий лист, на який у свою чергу нанесений шар термопластичного матеріалу Як відомо, упаковки вказаного вище типу виготовляють на повністю автоматичних пакувальних машинах, на яких із пакувального матеріалу, що подається у формі стрічки, утворюють безперервну трубу Стрічку пакувального матеріалу стерилізують на пакувальній машині, наприклад шляхом нанесення хімічної стерилізаційної речовини, наприклад розчину пероксиду водню , після стерилізації стерилізаційну речовину вилучають з поверхні пакувального матеріалу, наприклад шляхом нагрівання, а стерилізовану таким чином стрічку пакувального матеріалу тримають у закритому стерильному середовищі, та піддають згинанню і ущільненню в поздовжньому напрямку для утворення труби Трубу наповнюють стерилізованим продуктом або продуктом, який піддали технологічній стерилізаційній обробці, та ущільнюють вздовж поперечного перерізу на однаковій відстані, де потім відрізають подушкоподібні пакети, які згодом механічно згинають в упаковки у формі паралелепіпеда Вузли вказаного вище типу для безперервного виготовлення упаковок ВІДОМІ, наприклад з патенту США Re 33 467, в якому описується вузол, що містить перший та другий конвеєр, який визначає ВІДПОВІДНІ замкнені траєкторії та оснащений деякою КІЛЬКІСТЮ стискувальних пристроїв та протилежних стискувальних пристроїв Обидві траєкторії включають ВІДПОВІДНІ робочі відгалуження, що обернені одне до одного та розташовані паралельно, між якими трубу із пакувального матеріалу подають таким чином, що стискувальні пристрої на одному конвеєрі взаємодіють, вздовж вказаних відгалужень ВІДПОВІДНИХ траєкторій, з ВІДПОВІДНИМИ протилежними стискувальними пристроями на другому конвеєрі, з тим щоб захватити трубу у декількох послідовних поперечних перерізах та ущільнити упаковки за допомогою тепла і таким чином створити безперервну стрічку упаковок, з'єднаних одна з одною ВІДПОВІДНИМИ поперечними ущільнювальними смугами Вузли вказаного типу також містять деяку КІЛЬКІСТЬ різальних елементів, прикріплених до ВІДПОВІДНИХ стискувальних пристроїв, які можуть переміщатися відносно стискувальних пристроїв в напрямку, поперечному до стрічок упаковок, та взаємодіяти з ними, перерізаючи їх вздовж ВІДПОВІДНИХ смуг ущільнювання для відокремлення упа 44918 том пакувального вузла необхідно додати витрати ковок на забракований продукт (тисячі літрів високоякісДля надійного забезпечення роботи різальних ного товарного продукту) елементів після утворення поперечних ущільнюЦіллю винаходу є створення пакувального вувальних смуг за допомогою стискувальних призла для безперервного виготовлення асептичних строїв та протилежних стискувальних пристроїв ущільнених упаковок, які містять наливні харчові потрібен управляючий пристрій для регулювання продукти, та усунення вказаних вище недоліків, які переміщення різальних елементів, який нормальзвичайно властиві відомим машинам но містить принаймні один кулачок, що розміщається вздовж траєкторії, визначеної першим конЗгідно З винаходом пропонується пакувальний веєром, та взаємодіє з різальними елементами вузол для безперервного виготовлення асептичдля переміщення їх відносно стискувальних приних ущільнених упаковок, що містять наливний строїв на остаточну ділянку ВІДПОВІДНОГО робочого харчовий продукт, з труби, яка виготовлена із лисрозгалуження та вниз по ходу технологічного пототового пакувального матеріалу, що ущільнюють за ку від ділянки робочого розгалуження, вздовж якої допомогою тепла, та яку подають вздовж вертикастрічки упаковок ущільнюються льної траєкторії, причому вказана труба наповнена харчовим продуктом, який містить Сам по собі кожен стискувальний пристрій, разом з ВІДПОВІДНИМ протилежним стискувальним - перший ланцюговий конвеєр, що має деяку пристроєм, здійснює цілий ряд послідовних операКІЛЬКІСТЬ стискувальних пристроїв та визначає пецій, починаючи з захоплення труби із пакувального ршу замкнену траєкторію, вздовж якої подають матеріалу аж до ущільнення труби за допомогою стискувальні пристрої, тепла та, врешті-решт, розрізування ущільнених - другий ланцюговий конвеєр, що має деяку КІстрічок упаковок, із-за чого стискувальні та протиЛЬКІСТЬ протилежно розташованих стискувальних лежні стискувальні пристрої мають дуже складну пристроїв та визначає другу замкнену траєкторію, конструкцію та потребують системи точного вздовж якої подають вказані протилежні стискувауправління роботою Зокрема, як вказувалося вильні пристрої, ще, вони повинні мати управляючий пристрій, який - причому вказані перша та друга траєкторії приводить в дію різальні елементи в заданій точці включають ВІДПОВІДНІ робочі ділянки, що знахоробочого циклу дяться поруч з траєкторією подачі труби із пакувального матеріалу та розміщені симетрично на проКрім того, при ЗМІНІ різальних елементів, відтилежних боках вказаної траєкторії подачі, завдяки носно велика КІЛЬКІСТЬ яких (по одному на кожний чому стискувальні пристрої першого конвеєра взастискувальний пристрій) встановлена на першому ємодіють з ВІДПОВІДНИМИ протилежними стискуваконвеєрі, стискувальні пристрої повинні замінювальними пристроями другого конвеєра вздовж притися повністю, що приводить до виконання кропітнаймні частини ВІДПОВІДНИХ робочих ділянок, з тим кої, трудомісткої роботи із-за складної конструкції щоб захватити трубу у декількох послідовних постискувальних пристроїв перечних перерізах, які знаходяться на однаковій І врешті, на відомих пакувальних вузлах погавідстані один від одного, но сформовані упаковки можуть залишатися защемленими всередині ВІДПОВІДНОГО стискувально- вказаний вузол також містить засоби нагріго пристрою або протилежного стискувального вання, прикріплені принаймні до вказаних стискупристрою на одному із ланцюгових конвеєрів У вальних пристроїв, які взаємодіють з трубою для цьому випадку защемлена упаковка подається теплового ущільнення труби у вказаних попереназад конвеєром на початок ВІДПОВІДНОГО робочого чних перерізах та визначають стрічку упаковок, розгалуження, де вона залишається защемленою з'єднаних одна з одною за допомогою ВІДПОВІДНИХ між конвеєром та трубою із пакувального матеріапоперечних смуг ущільнювання, та різальні засоби лу, викликаючи тим самим розривання труби та для розрізування стрічки упаковок вздовж смуг втрату продукту, що знаходиться всередині труби ущільнювання та відокремлення упаковок, Отже, щоб усунути защемлену упаковку, в кращоякий відрізняється тим, що різальні засоби міму випадку вузол необхідно зупиняти, а потім зностять перший та другий різальні елементи, розміву приводити в дію, а це спричиняє зменшення щені під вказаними конвеєрами вздовж траєкторії продуктивності Одначе, дуже часто защемлення подачі труби та на протилежних боках цієї траєкупаковки між ланцюговим конвеєром та трубою із торії, які обертаються синхронно тав протилежних пакувального матеріалу має більш серйозні наснапрямках навколо відповідної першої та другої лідки, наприклад пошкодження компонентів ланосі обертання поперечно до траєкторії подачі та цюгового конвеєра або зв'язаних з ним пристроїв, взаємодіють з стрічкою упаковок для розрізування наприклад стискувальних пристроїв або протилеи вздовж смуг ущільнювання і видалення упаковок жних стискувальних пристроїв, елементів для ущіза межі ланцюгових конвеєрів льнення за допомогою тепла і т п , всі із яких таПереважний варіант винаходу, що не обмежує ким чином необхідно заміняти або ремонтувати за винахід, описується як приклад з посиланням на рахунок значного простою додані креслення, на яких Крім того, необхідно враховувати проблему фіг 1 - перспективний вид пакувального вузла збереження продукту, що підлягає пакуванню, згідно з винаходом з деякими усунутими для ясноякий, хоча може зберігатися протягом декількох сті частинами, МІСЯЦІВ після здійснення асептичного пакування, фіг 2 - схематичний вид збоку в збільшеному зберігається протягом лише кількох годин до почамасштабі формувального пристрою вузла, показатку здійснення пакування Само по собі, до витрат ного на фіг 1, з деякими усунутими для ясності в зв'язку із зменшенням продуктивності та ремончастинами, 44918 фіг 3 - перспективний вид різальних засобів в збільшеному масштабі вузла, показаного на фіг 1, з деякими усунутими для ясності частинами, фіг 4 - вид збоку в збільшеному масштабі з частковим перерізом різальних засобів, показаних на фіг З, фіг 5 та 6 - перспективні види збоку в збільшеному масштабі (з протилежних боків) стискувального пристрою та ВІДПОВІДНОГО протилежного стискувального пристрою показаного на фіг 2 формувального пристрою Позицією 1 на фіг 1 позначено пакувальний вузол для безперервного виготовлення із труби 14, зробленої із пакувального матеріалу, асептичних ущільнених упаковок 2 (фіг 2), які містять наливний харчовий продукт, наприклад пастеризоване або піддане обробці при ультрависокій температурі молоко, фруктові соки, вино і т п Трубу 14 утворюють у відомий спосіб вище по ходу технологічного процесу відносно вузла 1 шляхом поздовжнього згинання та ущільнення стрічки із матеріалу, що може бути ущільненим за допомогою тепла, та наповнюють вище по ходу технологічного процесу стерилізованим або підданим стерильній обробці харчовим продуктом, який необхідно упакувати Вузол 1 містить раму 3, яку визначають дві бокові стінки 4, 5 та дві паралельні поперечні стінки 6, 7, жорстко закріплені між боковими стінками 4, 5, що визначають разом з останніми отвір 8, формувальний пристрій 9 прикріплений до рами 3 та взаємодіє з трубою 14, яку подають вздовж вертикальної траєкторії А через отвір 8 для перетворення труби 14 в вертикальну стрічку 25 з упаковками 2, з'єднаними одна з одною за допомогою ВІДПОВІДНИХ поперечних смуг ущільнювання 26, та різальний пристрій 31, який знаходиться під формувальним пристроєм 9 вздовж траєкторії А та взаємодіє із стрічкою 25 упаковок 2 для розрізування стрічки вздовж смуг 26 та відокремлення у такий спосіб упаковок 2 Зокрема, смуги 26 (фіг 2, 4) є плоскими та прямокутними, причому довші боки проходять у напрямку, поперечному до траєкторії А та бокових стінок 4, 5 рами 3, та паралельними стінкам 6, 7 Кожна бокова стінка 4, 5 містить верхню пластину 18 та нижню пластину 19, з'єднані одна з одною з можливістю заміни за допомогою декількох гвинтів 41 Як показано на фіг 1 та 2, формувальний пристрій 9 містить два ланцюгові конвеєри 10, 11, прикріплені до рами 3, які ВІДПОВІДНО МІСТЯТЬ стискувальні пристрої 12 (показаний тільки один пристрій) та протилежні стискувальні пристрої 13 (показаний тільки один пристрій), що взаємодіють один з одним та трубою 14 і визначають ВІДПОВІДНІ замкнуті траєкторії Р та Q, вздовж яких подаються стискувальні пристрої 12 та протилежні стискувальні пристрої 13 (фіг 2) та які ВІДПОВІДНО проходять навколо стінок 6 та 7 рами З Конвеєр 10 містить зчленований ланцюг 15, який проходить вздовж траєкторії Р, та два приводних колеса 16, що зчеплені з ланцюгом на обох боках ланцюга 15 на нижньому КІНЦІ траєкторії Р та прикріплені до вала 32 (фіг 2, 3, 4), який в свою чергу прикріплений через пластини 19 до бокових стінок 4, 5 та обертається навколо відповідної осі 8 В, перпендикулярної до пластин 19, і приводиться в обертання за допомогою управляючого пристрою (який не є частиною даного винаходу і тому не показаний) вузла 1 Стискувальні пристрої 12 являють собою невід'ємну частину ланцюга 15 та визначають його чергові ланки і з'єднані один з одним зчленовано за допомогою пар ланок 17 Зокрема, кожен стискувальний пристрій 12 (фіг 5 та 6) містить подовжений основний корпус 20, що простягається в напрямку, перпендикулярному до траєкторії А та паралельному СТІНЦІ 6, і має ВІДПОВІДНІ кінцеві виступи 21 та 22, кожен із яких має перший та другий виступаючі штифти 23, 24, що знаходяться на деякій відстані один від одного та мають ВІДПОВІДНІ ОСІ С, D, паралельні основному виміру корпуса 20 Ланки 17 обертаються на штифтах 23, 24 стискувальних пристроїв 12, з тим щоб з'єднати штифти 23 одного стискувального пристрою 12 із штифтами 24 сусіднього стискувального пристрою Подібним чином, конвеєр 11 містить зчленований ланцюг 27, який проходить вздовж траєкторії Q, та два приводні колеса 28, зчеплені з ланцюгом 27 на нижньому КІНЦІ траєкторії Q, та прикріплені до вала 33, що у свою чергу прикріплений через пластини 19 бокових стінок 4, 5 та обертається навколо відповідної осі Е, яка паралельна осі В, і приводиться в обертання з управляючого пристрою вузла 1 Ланцюг 27 визначається деякою КІЛЬКІСТЮ протилежних стискувальних пристроїв 13, з'єднаних один з одним шарнірно, і описується докладно до сих пір тільки у тій частині, яка відрізняється від стискувальних пристроїв 12, з застосуванням однакових позицій для однакових деталей або ВІДПОВІДНИХ деталям, описаним у зв'язку з стискувальними пристроями 12 Коротше кажучи, кожний протилежний стискувальний пристрій 13 містить основний корпус 20, що має пари кінцевих штифтів 23, 24, навколо яких ланки 17 повертаються для з'єднання сусідніх пар протилежних стискувальних пристроїв 13 Кожний стискувальний пристрій 12 містить елемент 29 індукційного нагрівання, який прикріплений до основного корпуса 20 в напрямку, поперечному до траєкторії А труби 14, та в свою чергу містить пару прямолінійних паралельних активних поверхонь ЗО і на який електричний струм подається за допомогою пари контактних щіток 34, що під час роботи ковзають по шині живлення (не показана), яка прикріплена до рами 3 та проходить у зоні траєкторії Р усередині отвору 8 На відміну від нагрівального елемента 29 кожний протилежний стискувальний пристрій 13 містить натискну планку 35 (фіг 6), що в свою чергу містить пару відносно гнучких смуг 36 із еластомерного матеріалу на передній поверхні 46, яка під час роботи повернута до ВІДПОВІДНОГО стискувального пристрою 12 Нагрівальний елемент 29 кожного стискувального пристрою 12 та натискна планка 35 ВІДПОВІДНОГО протилежного стискувального пристрою 13 взаємодіють один з одним для захвачування та теплового ущільнення труби 14 в поперечному перерізі вказаної труби, який визначається ВІДПОВІДНОЮ смугою 26 стрічки 25 упаковок 2 Зокрема, активні поверхні ЗО кожного стискувального пристрою 12 та смуги 36 із еластомерного матеріалу кожного протилежного стискувального пристрою 13 взаємодіють одна з одною для теплового ущільнення смуги 26 вздовж двох ЛІНІЙ ущільнення(не показані), що знаходяться на деякій відстані одна від одної, поруч з ВІДПОВІДНИМИ упаковками 2, які з'єднані смугою 26 Планка 35 з'єднана з основним корпусом 20 за допомогою пари несучих вузлів 47 (які не є частиною даного винаходу і тому не описуються докладно), що вигинаються під час роботи в напрямку натискування при захвачуванні труби протилежним стискувальним пристроєм 13 та ВІДПОВІДНИМ стискувальним пристроєм 12 Як показано на фіг 1, 2, 5 та 6, переміщення стискувальних пристроїв 12 регулюється двома парами кулачків 50, 51, прикріплених до стінки 6 рами 3 та взаємодіючих з ВІДПОВІДНИМИ парами роликів 52, 53, прикріплених до стискувальних пристроїв 12, та у подібний спосіб переміщення стискувального пристрою 13 регулюється подальшими двома парами кулачків 50, 51, прикріплених до стінки 7 рами 3, які є симетричними ВІДПОВІДНИМ кулачкам 50, 51 на СТІНЦІ 6 відносно площини через траєкторію А та поперечними відносно бокових стінок 4, 5 і взаємодіють з ВІДПОВІДНИМИ парами роликів 52, 53, прикріплених до протилежних стискувальних пристроїв 13 Кулачки 50, 51 містять ВІДПОВІДНІ U-подібні ділянки 50а, 51а, які проходять вздовж верхнього краю ВІДПОВІДНИХ стінок 6, 7 та визначають для ВІДПОВІДНИХ ланцюгів 15, 27 конвеєрів 10, 11 передавач, розташований напроти ВІДПОВІДНИХ приводних коліс 16 та 28, та ВІДПОВІДНІ ДІЛЯНКИ 50Ь, 51Ь, ЯКІ проходять вертикально вздовж ВІДПОВІДНИХ стінок 6, 7 усередині отвору 8 Ділянки 50а, 51а (фіг 2) визначають ділянки Р1, Q1 траєкторій Р, Q, вздовж яких стискувальні пристрої 12 та протилежні стискувальні пристрої 13 наближаються до труби 14 із пакувального матеріалу та вступають в контакт з нею, а ділянки 50Ь, 51 b визначають повернені одна до одної паралельні ділянки Р2, Q2 траєкторій Р, Q, вздовж яких стискувальні пристрої 12 та протилежні стискувальні пристрої 13 підтримуються у вказаному контакті під тиском з метою утворення ущільнень, що визначають упаковки 2 Кулачки 50, 51 вивільняють ВІДПОВІДНІ ланцюги 15, 27 на ВІДПОВІДНИХ ділянках РЗ, Q3 траєкторій Р та Q нижче по ходу технологічного потоку відносно ВІДПОВІДНИХ приводних коліс 16, 28 Ланцюги 15, 27 взаємодіють вздовж ділянок РЗ, Q3 з ВІДПОВІДНИМИ парами натяжних пристроїв 56, які натягують ланцюги таким чином, щоб забезпечувався контакт роликів 52, 53 стискувальних пристроїв 12 та протилежних стискувальних пристроїв 13 з ВІДПОВІДНИМИ кулачками 50, 51 Як показано зокрема на фіг 5, 6, кожен із стискувальних пристроїв 12 та протилежних стискувальних пристроїв 13 містить ВІДПОВІДНИЙ управляючий пристрій 37 для регулювання об'єму упаковок 2 після їх формування Кожний пристрій 37, який не охоплюється даним винаходом і тому не описується докладно, містить напівоболонки 38, що прикріплені шарнірно до основного корпуса 20 і обертаються навколо осі F, паралельної осям 44918 10 С, D, за допомогою двох бокових опорних кронштейнів 40, які становлять невід'ємну частину напівоболонки 38, що взаємодіє фронтально з доповнювальною напівоболонкою та утворює порожнину, в якій розміщується упаковка 2 під час и формування Кожен пристрій 37 також містить нейтральний ролик 42 кулачкового повторювача, закріплений на опорному кронштейні 43, що становить невід'ємну частину напівоболонки 38 та відходить від її відповідної задньої частини Ролики 42 кулачкових повторювачів стискувальних пристроїв 12 та протилежних стискувальних пристроїв 13 взаємодіють з ВІДПОВІДНИМИ кулачками 44, прикріпленими до стінок б та 7 рами 3, із яких тільки один, що має відношення до конвеєра 11, показаний на фіг 1 Коротше кажучи, кулачки 44 мають таку форму профілів (показані тільки частково), що дозволяє закривати напівоболонки 38 вздовж ділянок Р1, Q1 траєкторій Р, Q , з тим щоб напівоболонки 38 знаходилися у контакті одна з одною вздовж ділянок Р2, Q2 траєкторій Р, Q та відкривалися вздовж ділянок РЗ, Q3 траєкторій Р, Q Як показано на фіг 3 та 4, згідно з важливою характеристикою винаходу різальний пристрій 31 містить пару різальних елементів 54, 55, прикріплених між пластинами 19 бокових стінок 4, 5 та розташованих симетрично на протилежних боках траєкторії А, які обертаються синхронно і в протилежних напрямках навколо ВІДПОВІДНИХ осей G, Н, перпендикулярних до траєкторії А та до пластин 19, та взаємодіють із стрічкою 25 упаковок 2 при поверхневій швидкості, рівній та узгодженій з швидкістю переміщення стрічки 25 для розрізування її вздовж смуг 26 у такий спосіб, щоб ВІДДІЛИТИ упаковки 2 та вивести їх за межі ланцюгових конвеєрів 10, 11 Стрічка 25 упаковок 2 після виходу з конвеєрів 10, 11 подається до різальних елементів 54, 55 між двома спрямовуючими стінками 57, оберненими одна до одної вздовж траєкторії А, які прикріплені до рами 3 та проходять поперечно до бокових стінок 4, 5 Різальний елемент 54 містить барабан 58 з віссю G, прикріплений з можливістю обертання під кутом до пластин 19 бокових стінок 4, 5, та декілька плоских лез 59, в показаному прикладі їх три, прикріплених до барабана 58 та виступаючих в радіальному напрямку від зовнішньої його поверхні Подібним чином, різальний елемент 55 містить барабан 60 з віссю Н, прикріплений з можливістю обертання під кутом до пластин 19 бокових стінок 4, 5, та, на відміну від лез 59, декілька підставок 61, в показаному прикладі їх три, які прикріплені до барабана 60 та виступають в радіальному напрямку від зовнішньої його поверхні і визначають ВІДПОВІДНІ захвачувальні елементи (що будуть описані далі) для захвачування стрічки 25 та ВІДПОВІДНІ додаткові елементи для ВІДПОВІДНИХ лез 59 при розрізуванні смуг 26 стрічок 25 упаковок 2 Як описується далі, підставки 61 разом з ВІДПОВІДНИМИ лезами 59 також забезпечують відведення упаковок 2 за межі конвеєрів 10, 11 Зокрема, в положенні розрізування, в якому кожне лезо 59 та відповідна підставка 61 розташо 11 44918 12 вані горизонтально та перпендикулярно до траєквідної підставки 61 в залежності від натиснення під торії А, взаємодіють на протилежних боках з ВІДчас різання Крім того, вказане вище регулювання ПОВІДНОЮ смугою 26 та трохи черкають один одноможе здійснюватися у інший спосіб, наприклад го для забезпечення достатнього різального шляхом регулювання положення опорного елеместискування нта 71, до якого прикріплене відповідне лезо 59 Кожен барабан 58, 60 з'єднаний з пластинами Як і леза 59, підставки 61 подовжені в напрям19 бокових стінок 4, 5 за допомогою пари штифтів ку ВІСІ Н та прикріплені в радіальному напрямку до 62 (на фіг 4 пунктирними ЛІНІЯМИ показаний тільки барабана 60 за допомогою ВІДПОВІДНИХ пар гвинтів один штифт), які відходять СПІВВІСНО від протилеж(не показані) і містять на вільних кінцях ВІДПОВІДНІ них КІНЦІВ барабана, вступаючи в контакт під час додаткові плоскі поверхні 79, які взаємодіють з обертання з ВІДПОВІДНИМИ наскрізними отворами ВІДПОВІДНИМИ лезами 59 Зокрема, з зовнішнього (не показані), зробленими в пластинах 19, та вибоку барабан 60 містить три прорізи 80, що знахоступаючи в зовнішньому напрямку відносно пласдяться на однаковій відстані навколо осі Н, подовтин 19 жені в напрямку, паралельному осі Н, та кожен знаходиться в зачепленні з ВІДПОВІДНОЮ підставБарабани 58, 60 обертаються синхронно вакою 61 лами 32, 33 коліс 16, 28 через ВІДПОВІДНІ зубчастопасові передавачі 63, 64 (фіг 3) Для кожного леза 59 та кожної підставки 61 різальні елементи 54, 55 також містять ВІДПОВІДНІ Передавач 63 містить приводний шків 65, призчіплювальні елементи 81, 82, які взаємодіють кріплений до кінцевої ділянки вала 32, який вистуодин з одним для захвачування відповідної смуги пає в зовнішньому напрямку із бокової стінки 4, 26 стрічки 25 упаковок 2 та переміщують упаковку приводний шків 66, прикріплений до ВІДПОВІДНОГО 2 за межі ВІДПОВІДНОГО стискувального пристрою та кінцевого штифта 62 барабана 58, та зубчастий протилежного стискувального пристрою та забезпас 67, який створює безперервну траєкторію напечують правильне розміщення смуги 26 для розвколо ШКІВІВ 65, 66 різування відносно леза 59 та відповідної підкладПодібним чином, передавач 64 містить привоки 61 Зокрема, дія елементів 81, 82 забезпечує дний шків 68, прикріплений до кінцевої ділянки розрізування кожної смуги 26 вздовж лінії, яка знавала 33, який виступає в зовнішньому напрямку із ходиться між двома ЛІНІЯМИ ущільнення бокової стінки 4, приводний шків 69, прикріплений до ВІДПОВІДНОГО кінцевого штифта 62 барабана 60, Зчіплювальний елемент 81 кожного леза 59 та зубчастий пас 70, який створює безперервну містить гострий додаток, який становить невід'ємтраєкторію навколо ШКІВІВ 68, 69 ну частину вільного радіального кінця ВІДПОВІДНОГО опорного елемента 71 та відходить від нього пеЯк показано на фіг 4, леза 59 подовжені в нариферичне, а елемент 82 кожної підставки 61 міспрямку осі G та прикріплені в радіальному напрямтить округлений додаток, який становить невід'ємку до барабана 58 за допомогою ВІДПОВІДНИХ опорну частину радіального вільного кінця підставки 61 них елементів 71 Зокрема, барабан 58 містить, з та відходить від нього периферичне зовнішнього боку, три прорізи 72, що знаходяться на однаковій відстані відносно осі G, подовжені в Вузол 1 працює у такий спосіб напрямку, паралельному осі G, в кожному із яких Конвеєри 10, 11 обертаються в протилежних знаходиться ВІДПОВІДНИЙ опорний елемент 71, що напрямках, як показано стрілками на фіг 2, з тим також подовжений в напрямку осі G щоб, від кінця ділянок Р1, Q1 ВІДПОВІДНИХ траєкторій Р, Q та вздовж ВІДПОВІДНИХ ДІЛЯНОК Р2, Q2, ВІДКожен опорний елемент 71 містить базову діПОВІДНІ стискувальні пристрої 12 та протилежні лянку 73, закріплену усередині ВІДПОВІДНОГО прорістискувальні пристрої 13 взаємодіяли з трубою 14 зу 72 за допомогою пари гвинтів (не показані), та із пакувального матеріалу залежно від перемікінцеву ділянку 74, що проходить в радіальному щення, визначеного профілями кулачків 50, 51 напрямку від ділянки 73, виступаючи в зовнішньому напрямку із барабана 58, та має подовжене В приведеному далі докладному описі робочогніздо, в якому розміщується відповідне лезо 59 го циклу посилаються на один стискувальний приЗокрема, кожне лезо 59 прикріплене з можливістю стрій 12 та ВІДПОВІДНИЙ протилежний стискувальрегулювання в радіальному напрямку до ВІДПОВІДний пристрій 13, оскільки всі ІНШІ стискувальні НОГО опорного елемента 71 за допомогою пари пристрої 12 та протилежні стискувальні пристрої болтів 76 (показаний тільки один), які заходять у 13 явно здійснюють такий же цикл під час проміжВІДПОВІДНІ наскрізні прорізи (не показані) в лезі 59 ків часу, що залежать від швидкості виготовлення Барабан 58 також містить принаймні три радіВздовж ділянок Р1 та Q1 стискувальний приальні отвори 77, що знаходяться на однаковій відстрій 12 та ВІДПОВІДНИЙ протилежний пристрій 13 стані один від одного та перетинаються на осі G наближують один до одного, з тим щоб поступово барабана 58 і сполучаються з ВІДПОВІДНИМИ прорідеформувати та розплющити трубу 14 в МІСЦІ позами 72, та дозволяють уведення усередину бараперечної смуги 26 бана 58 ВІДПОВІДНИХ затискних гвинтів 78 Зокрема, В КІНЦІ ділянок Р1, Q1 пристрої 37 для регулюзгідно з варіантом винаходу, якому надають перевання об'єму упаковок 2 приводяться в дію і напіввагу, кожен гвинт 78 заходить у ВІДПОВІДНИЙ отвір з оболонки 38 стискувального пристрою 12 та прорізьбою, зроблений на ДІЛЯНЦІ 73 ВІДПОВІДНОГО тилежного стискувального пристрою 13 опорного елемента 71 та, на одному КІНЦІ, взаємостикуються фронтально та, як вже говорилося, діє з ВІДПОВІДНИМ лезом 59 та притискується до визначають порожнину, в якій розміщується утвонього після першого ослаблення болтів 76 для рювана упаковка 2 зміни відстані між лезом 59 та віссю G барабана Коли стискувальний пристрій 12 та протилеж58 і таким чином регулює ступінь черкання відпоний стискувальний пристрій 13 досягають ВІДПОВІ 13 44918 14 дних прямолінійних ділянок 50b, 51b кулачків 50, бані 58 Для цього кожне лезо 59 та відповідна 51, на яких до труби 14 прикладається максимальпідкладка 61 встановлюються в горизонтальне ний тиск, на нагрівальний елемент 29 подається положення розрізування, болти 76, які прикріпляживлення для здійснення теплового ущільнення ють лезо 59 до ВІДПОВІДНОГО опорного елемента 71 пакувального матеріалу, що визначає смугу 26 ослабляють, та за допомогою динамометричного гайкового ключа регулюють натискний гвинт 78 з Нижче по ходу технологічного процесу відносметою регулювання радіального положення леза но ділянок 50Ь, 51 b кулачків 50, 51 під час проміж59 ку часу, коли стискувальний пристрій 12 та протилежний стискувальний пристрій 13 не Переваги вузла 1 згідно з винаходом можна прикладають стискувальних зусиль, ці пристрої побачити в наведеному вище описі відокремлюються від пакувального матеріалу за Зокрема, на відміну від відомих пакувальних допомогою приводних коліс 16, 28, які зчіплюються вузлів, описаних раніше, різальні елементи 54, 55 з штифтами 23, 24 розташовані вздовж траєкторії А нижче по ходу технологічного процесу відносно конвеєрів 10, 11, Вказаний вище робочий цикл приводить до завдяки чому конструкція стискувальних пристроїв утворення безперервної стрічки 25 упаковок 2, 12 спрощується, відпадає потреба в пристрої з'єднаних одна з одною смугами 26, а стрічка 25 управління для приведення в дію різальних приподається між спрямовуючими стінками 57 в настроїв 54, 55 в заданій точці виробничого циклу та прямку різальних елементів 54, 55 в різальному елементі для кожного стискувального У той час як барабани 58, 60 обертаються напристрою 12 (в показаному прикладі досить мати вколо ВІДПОВІДНИХ осей G, Н, зчіплювальні елементри леза 59 та три підкладки 61 для здійснювання ти 81, 82 спочатку вступають в контакт з ВІДПОВІДрозрізування) НОЮ смугою 26, яку вони захвачують та переміщають вздовж траєкторії А в положення Крім того, у випадку заміни різальні елементи розрізування, в якому смуга 26 уводиться точно 54, 55 легко видаляються з вузла 1 в результаті між лезом 59 та ВІДПОВІДНОЮ підставкою 61, припростого відокремлення їх від пластин 19 бокових чому обидва ці елементи знаходяться в горизонстінок 4, 5, не торкаючи конвеєрів 10, 11 тальному положенні, а лезо 59 та підставка 61 І врешті-решт, зчіплювальні елементи 81, 82 взаємодіють із смугою 26, перерізаючи и вздовж (на кожному лезі 59 та ВІДПОВІДНІЙ підкладці 61) лінії, що знаходиться між ЛІНІЯМИ ущільнення забезпечують правильну установку на стадії розрізування смуги 26 ущільнення стрічки 25 упаковок 2 Тягова сила, яку прикладають елементи 81, відносно леза 59 та відповідної підкладки 61, а 82, забезпечує видалення упаковок 2 за межі ВІДтакож видалення упаковок 2 із ВІДПОВІДНИХ стискуПОВІДНИХ стискувальних пристроїв та протилежних вальних пристроїв та протилежних стискувальних стискувальних пристроїв і правильне розміщення пристроїв і з ланцюгових конвеєрів 10, 11 кожної смуги 26 на стадії розрізування відносно леза 59 та відповідної підкладки 61 Зрозуміло, що в описаний та проілюстрований Тиск розрізування регулюється шляхом регувузол 1 можуть бути внесені зміни, які одначе не лювання радіального положення лез 59 на баравиходять за межі об'єму формули винаходу ФІГ. 1 Фіг. 2 44918 15 16 Фіг. 5 Фіг. З Фіг. 6 Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65B 9/00, B65B 3/10, B65B 3/00, B65B 9/06
Мітки: трубчатого, упаковок, ущільнених, пакувальний, безперервного, виготовлення, пакувального, матеріалу, наливний, харчовий, продукт, асептичних, містять, вузол
Код посилання
<a href="https://ua.patents.su/8-44918-pakuvalnijj-vuzol-dlya-bezperervnogo-vigotovlennya-aseptichnikh-ushhilnenikh-upakovok-yaki-mistyat-nalivnijj-kharchovijj-produkt-z-trubchatogo-pakuvalnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу</a>
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44917
Опубліковано: 15.03.2002
Автор: Паоло Фонтанацці
МПК: B65B 9/06, B65B 3/00, B65B 3/10, B65B 9/00
Мітки: наливний, продукт, вузол, містять, пакувальний, виготовлення, трубчатого, пакувального, асептичних, ущільнених, харчовий, безперервного, упаковок, матеріалу
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), які містять наливний харчовий продукт, з труби (14), зробленої з листового пакувального матеріалу, що ущільнюється теплом, яку подають вздовж вертикальної траєкторії (А) подачі, причому труба (14) наповнена вказаним харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та визначає...
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Петров Олександр Олександрович, Борщов Генадій Васильович, Слівінський Володимир Іванович, Федоров Віктор Савелійович
МПК: B31D 3/00
Мітки: матеріалу, спосіб, виготовлення, безперервного, стільникового
Формула / Реферат:
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Харчовий продукт

Номер патенту: 25379
Опубліковано: 30.10.1998
Автори: Бондар Григорій Васильович, Єгоров Юрій Борисович, Бахмутченко Микола Іванович
МПК: A23C 9/18, A23L 1/22, A23G 1/00, A23L 1/09, A23L 1/172, A23D 9/00
Формула / Реферат:
Пищевой продукт, содержащий зародыши пшеницы и жировую добавку, отличающийся тем, что он дополнительно содержит измельченные зерна подсолнечника, сахарную пудру, какао-порошок, молоко сухое и ванилин при следующем соотношении компонентов, мас.%: Зародыши пшеницы 25 - 31 Измельченные зерна подсолнечника 12 - 16 Сахарная пудра 18 - 22 ...
Пристрій для виготовлення розгорток картонних упаковок
Номер патенту: 37279
Опубліковано: 15.05.2001
Автори: Главацький Артур Станіславович, Регей Іван Іванович, Хведчин Юрій Йосипович, Полюдов Олександр Миколайович, Угрин Ярослав Михайлович
МПК: B31B 1/14
Мітки: розгорток, виготовлення, картонних, упаковок, пристрій
Формула / Реферат:
Пристрій для виготовлення розгорток картонних упаковок, який включає вузол висікання, що складається із рухомих плит, закріплених на кривошипах, які утворюють разом повнообертові шарнірні чотириланковики що здійснюють обертово-паралельний рух симетрично матеріалу заготовки, штангельну форму, зафіксовану на верхній плиті, і стрічковедучий вузол картону, який включає в себе втовхуючі і вивідні пари валиків, який відрізняється тим, що...
Білковий харчовий продукт
Номер патенту: 1885
Опубліковано: 20.12.1994
Автори: Макосій Наталія Георгіївна, Гуляєв-Зайцев Сергій Сергійович, Єресько Георгій Олексійович, Коломоєць Михайло Юрійович
МПК: A23J 1/06, A23C 23/00
Мітки: харчовий, білковий, продукт
Формула / Реферат:
1. Белковый пищевой продукт, содержащий сухую кровь убойных животных, молочный компонент, яичный порошок и подслащивающий компонент, отличающийся тем. что он дополнительно содержит соевый белковый концентрат, метионин, мед. витамины В1, В2, B6, B9, PP, С и воду, при этом сухую кровь используют а осветленном виде, в качестве молочного компонента используют молочно-белковый концентрат, а в качестве подслащивающего компонента - сахарозу, при...
Попередній патент: Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Наступний патент: Спосіб добування алмазу із його сумішей з графітом або аморфним вуглецем
Випадковий патент: Спосіб визначення термостабільного (st) ентеротоксину е. coli за допомогою твердофазного імуноферментного аналізу