Спосіб управління режимом нагрівання сталевих виробів в протитечійній печі
Номер патенту: 70397
Опубліковано: 11.06.2012
Автори: Тесля Валерія Володимирівна, Клевцур Ольга Юріївна, Губинський Володимир Йосипович, Пульпинський Володимир Борисович

Формула / Реферат
Спосіб управління режимом нагрівання сталевих виробів у протитечійній нагрівальній печі, який включає вмикання або вимикання паливоспалювальних пристроїв, що розташовані по довжині опалюваних зон печі, остання з яких є зоною витримки виробів перед видачею з печі, який відрізняється тим, що у зоні витримки встановлюють і підтримують температуру печі відповідно до технології виробництва виробів, а в інших опалюваних зонах встановлюють і підтримують максимально можливу температуру, у 1,01-1,1 разу більшу, ніж у зоні витримки.
Текст
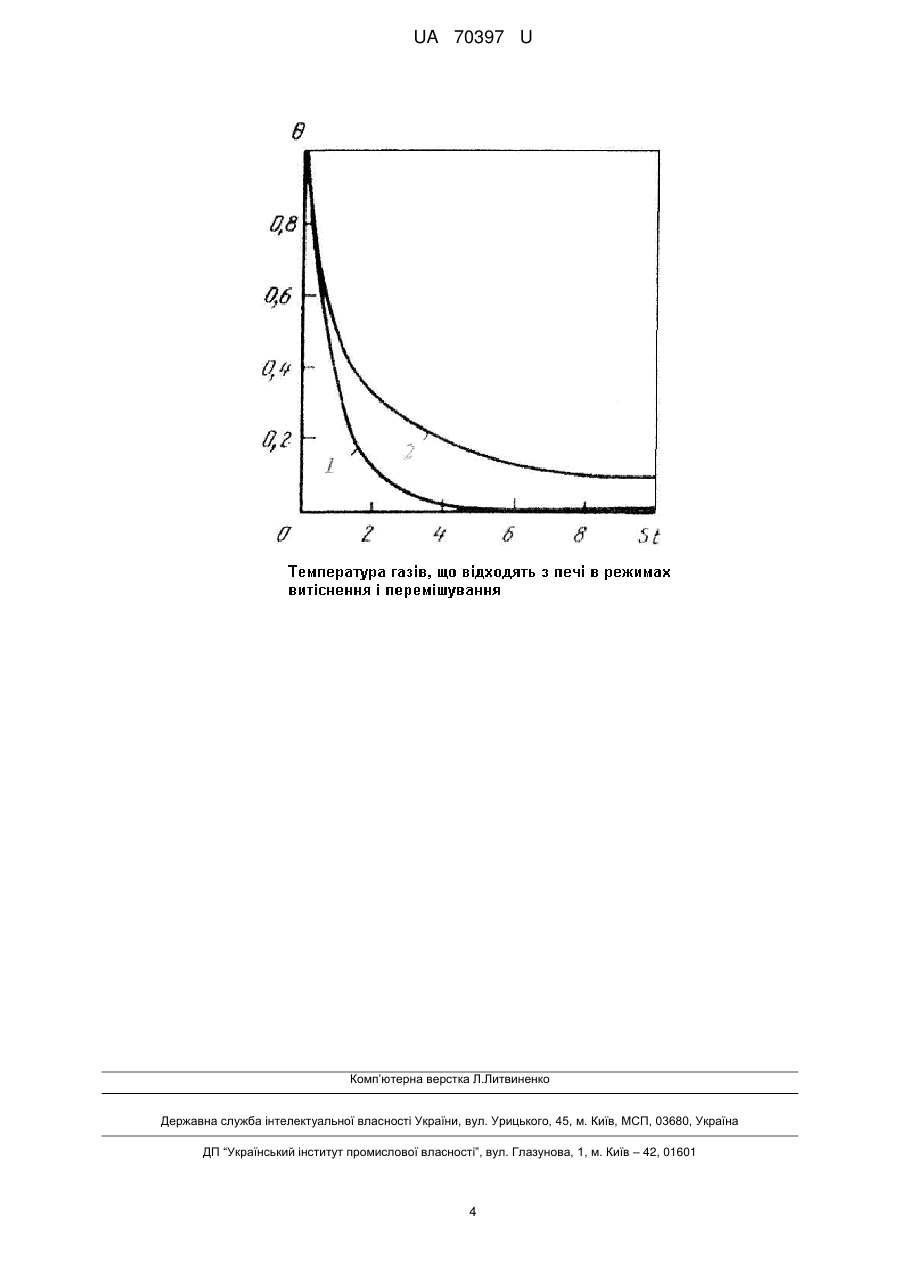
Реферат: Спосіб управління режимом нагрівання сталевих виробів у протитечійній нагрівальній печі включає вмикання або вимикання паливоспалювальних пристроїв, що розташовані по довжині опалюваних зон печі, остання з яких є зоною витримки виробів перед видачею з печі. У зоні витримки встановлюють і підтримують температуру печі відповідно до технології виробництва виробів, а в інших опалюваних зонах встановлюють і підтримують максимально можливу температуру, у 1,01-1,1 разу більшу, ніж у зоні витримки. UA 70397 U (54) СПОСІБ УПРАВЛІННЯ РЕЖИМОМ НАГРІВАННЯ СТАЛЕВИХ ВИРОБІВ В ПРОТИТЕЧІЙНІЙ ПЕЧІ UA 70397 U UA 70397 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі пічної теплотехніки і, зокрема, до вибору енергоефективних режимів нагріву виробів в багатозонних протитечійних нагрівальних печах чорної металургії. Відомий спосіб управління температурним та тепловим режимом роботи нагрівальної печі в залежності від її продуктивності шляхом зміни теплоти згорання газової суміші, якою опалюється піч [Патент України на винахід № 78175, МПК C21D 1/00, 2005, Бюл. № 2, 2007]. Недоліком цього способу є те, що для його реалізації необхідно паливо, яке складається із суміші газів, які мають різну теплоту згорання. Найбільш близьким до пропонованого рішення є спосіб регулювання температури виробів, що нагріваються в печі, шляхом вмикання та вимикання пальників. В цьому способі передбачено розподіляти теплову потужність, яка вводиться в піч, з урахуванням рекуперації енергії у вхідній (неопалюваній) зоні [Патент України на винахід № 90085, МПК F27B 9/30, Бюл. № 7, 2010]. Цей спосіб прийнятий нами за прототип. Ознаки прототипу, які збігаються з суттєвими ознаками заявленої корисної моделі, полягають у тому, що піч включає неопалювану зону і опалювані зони, а режим нагріву виробів можна змінювати вмиканням та вимиканням подачі палива у пальники. Недоліком прототипу є те, що його реалізація, по-перше, вимагає більшої кількості датчиків виміру температури виробів, а по-друге, він не вирішує задачу вибору оптимального режиму нагріву виробів по мінімуму витрати енергії при різній продуктивності печі. В основу корисної моделі, яка заявляється, поставлена задача знизити витрату енергії на нагрів виробів до мінімально можливого рівня за умови забезпечення заданої продуктивності печі, температури та якості нагріву виробів. Поставлена задача вирішується тим, що завдяки способу управління режимом нагрівання сталевих виробів, який включає вмикання або вимикання паливоспалювальних пристроїв, які розташовуються по довжині опалюваних зон печі, остання з яких є зоною витримки виробів перед видачею з печі, згідно з корисною моделлю, у зоні витримки встановлюють і підтримують температуру печі відповідно до технології виробництва виробів, а в інших опалюваних зонах встановлюють і підтримують максимально можливу температуру, у 1,01-1,1 разу більшу, ніж у зоні витримки. При цьому загальна кількість опалюваних зон та їх довжина змінюється за рахунок вмикання та вимикання паливоспалювальних пристроїв і повинна бути достатньою для забезпечення заданої продуктивності печі та якості нагріву. Згідно з технологією виробництва при нагріві сталевих виробів температура печі в зоні витримки (у момент томління виробів) повинна знаходитися у діапазоні 1200-1300 °C і не може вільно змінюватися. В інших опалюваних зонах температура печі може бути дещо вищою, але не повинна перевищувати значення 1320 °C. Таким чином, температура печі в опалюваних зонах, крім зони витримки, може знаходитися в діапазоні 1200-1320 °C. Вибір температури печі в опалюваних зонах і відповідно розмножувального коефіцієнта в діапазоні 1,01-1,1 по відношенню до зони витримки при нагріві сталевих виробів пояснюється таким чином. Чим вище температура печі, тим більше тепловий потік до теплосприймаючої поверхні виробів. Проте, якщо тривалий час вироби перебувають при температурі печі понад 1300 °C, то їх температура також може перевищити 1300 °C, внаслідок чого відбувається оплавлення окалини, втрата пластичності і механічної міцності. Для високовуглецевих сталевих виробів гранично допустимою є температура 1200 °C. Таким чином, при температурі печі на рівні 1200-1300 °C, з одного боку, буде виключений брак виробів, пов'язаний з оплавленням окалини, втрати пластичності і механічної міцності, з іншого, забезпечений максимально можливий тепловий потік до поверхні виробів, внаслідок чого вироби в опалюваних зонах нагріватимуться з максимально можливою швидкістю. Максимальна швидкість нагріву виробів в опалюваних зонах, крім зони витримки, дозволяє зменшити загальну довжину опалюваних зон до необхідного мінімуму і відповідно збільшити довжину неопалюваної зони, в якій вироби нагріваються з меншою питомою витратою палива, ніж в опалюваних зонах. Кількість опалюваних зон можна варіювати шляхом вмикання або вимикання всіх паливоспалювальних пристроїв однієї або декількох зон, а довжину опалюваної зони, суміжної з неопалюваною, можна варіювати шляхом вмикання або вимикання частини паливоспалювальних пристроїв цієї зони, розташованих збоку неопалюваної зони (на стику з нею). Спосіб управління режимом нагрівання виробів, який пропонується, заснований на тому, що тепловіддача від гріючих газів до виробів, що нагріваються, залежить від умов циркуляції газів в робочому просторі печі /Губинский В.И., Лу Чжун-У. Теория пламенных печей. - М.: Машиностроение. - 1995. - 256 с. Найбільш економічно по витраті палива працюють печі при 1 UA 70397 U 5 русі пічних газів у режимі витіснення, найменш економічно - у режимі ідеального перемішування, коли в об'ємі печі (або окремої зони) встановлюється однакова температура гріючих газів. Суть корисної моделі пояснюється кресленням, на якому зображено зміну температури гріючих газів за рахунок тепловіддачі до виробів, що нагріваються, в режимах витіснення (крива 1 - експонента) і ідеального перемішування (крива 2 - гіпербола). По осі ординат відкладена відносна температура газів на виході з печі (або окремої зони) - , по осі абсцис - безрозмірна площа теплосприймаючої поверхні виробів - число Стентона (St). Число St F , де V c Вт ; V коефіцієнт тепловіддачі від гріючих газів до теплосприймаючої поверхні виробів, м2 К 3 2 витрата гріючих газів, м /с; F - площа теплосприймаючої поверхні виробів, м ; c - питома 10 теплоємність газів, Дж м К 3 15 20 25 30 35 40 45 . При St=0 температура газів в обох режимах руху газів однакова =1. Це - температура газів на вході в піч. При St>0 температура газів в обох режимах знижується в результаті їх охолодження в печі, але в режимі витіснення швидкість охолодження газів більше, ніж в режимі перемішування. При однаковій температурі газів на вході в піч (або зону) і однаковому числі St, тобто при однаковій площі поверхні виробів, температура газів на виході з печі (або зони) різна: у режимі витіснення гази віддають виробам, що нагріваються, більшу кількість теплоти, тому їх температура на виході з печі нижче, ніж в режимі ідеального перемішування. Чим нижче температура відхідних з печі гріючих газів, тим більша частина хімічної енергії палива залишена в печі, тобто використана на нагрів виробів і на покриття втрат тепла в печі, у зв'язку з чим витрата палива в печі буде менше. В опалюваних зонах печі температура газів однакова по довжині зони, тобто має місце режим ідеального перемішування. У неопалюваній зоні гази рухаються в протитечії з виробами в режимі витіснення. Задача керування режимом нагрівання виробів з метою економії палива полягає в тому, щоб збільшити довжину неопалюваної зони, що рівносильно збільшенню площі поверхні виробів в цій зоні, і відповідно зменшити загальну довжину менш економічних опалюваних зон за рахунок підтримування в цих зонах максимально можливої температури газів і відповідно максимальної швидкості нагріву виробів, при цьому загальна довжина опалюваних зон повинна бути достатня для забезпечення заданої продуктивності печі і заданої температури виробів в кінці нагріву або, інакше кажучи, заданого загального приросту ентальпії виробів в печі ізаг. Кількість опалюваних зон і довжину опалюваної зони, суміжної з неопалюваною, можна скоротити шляхом повного або часткового вимикання паливоспалювальних пристроїв відповідно. Спосіб, який пропонується, реалізують наступним чином. Нехай є піч, яка містить максимальну кількість опалюваних зон N відомої довжини кожної зони, включаючи зону витримки виробів, розташовану з боку вікна видачі нагрітих виробів, і одну неопалювану зону відомої довжини, розташовану з боку вікна посаду холодних виробів в піч. При заданих наступних параметрах: продуктивності печі, температурі виробів перед посадом в піч, температурі поверхні виробів і різниці температур по їх поперечному перерізу перед видачею з печі, - розрахунковим шляхом визначають наступні величини: загальне збільшення ентальпії виробів в печі ізаг, температуру, витрату палива і гріючих газів в зоні витримки, приріст ентальпії виробів в цій зоні і1. Беручи на початку розрахунку N=1, тобто вважаючи, що в печі задіяна одна опалювана зона витримки, за відомою температурою гріючих газів і відомою їх витратою на виході із зони витримки розраховують процес нагріву і приріст ентальпії виробів в неопалюваній зоні інеопал. Якщо сума і1+інеопал
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of steel articles heating mode in a counter-flow furnace
Автори англійськоюPulpinskyi Volodymyr Borysovych, Hubynskyi Volodymyr Yosypovych, Klevtsur Olha Yuriivna, Teslia Valeria Volodymyrivna
Назва патенту російськоюСпособ управления режимом нагревания стальных изделий в противоточной печи
Автори російськоюПульпинский Владимир Борисович, Губинский Владимир Иосифович, Клевцур Ольга Юрьевна, Тесля Валерия Владимировна
МПК / Мітки
МПК: F27B 9/30
Мітки: нагрівання, протитечійний, сталевих, режимом, печі, виробів, спосіб, управління
Код посилання
<a href="https://ua.patents.su/6-70397-sposib-upravlinnya-rezhimom-nagrivannya-stalevikh-virobiv-v-protitechijjnijj-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління режимом нагрівання сталевих виробів в протитечійній печі</a>
Спосіб нагрівання виробів в паливній печі
Номер патенту: 86535
Опубліковано: 27.04.2009
Автори: Мартиненко Юрій Олександрович, Губинський Іван Михайлович, Шемет Тетяна Миколаївна
МПК: F23L 15/02, F27B 3/20
Мітки: спосіб, нагрівання, виробів, паливний, печі
Формула / Реферат:
1. Спосіб нагрівання виробів в печі, що включає почергове спалювання палива в одному з двох регенераторів, розігрівання вогнетривкої насадки регенератора продуктами горіння і передачу теплоти, яку акумулювала насадка, повітрю, який відрізняється тим, що повітря нагрівають в регенераторі до температури, достатньої для нагрівання виробів, і спрямовують його в робочий простір печі як гарячий теплоносій, який нагріває вироби.2. Спосіб за...
Спосіб нагрівання сталевих заготівок у нагрівальній печі
Номер патенту: 51118
Опубліковано: 15.11.2002
Автори: Курбатов Юрій Леонідович, Новікова Олена Вікторівна
МПК: C21D 1/34
Мітки: спосіб, нагрівання, сталевих, заготівок, нагрівальний, печі
Формула / Реферат:
Винахід відноситься до оптичного приладобудування і, зокрема, може бути використаний в професійних та побутових цілях для читання чи пошуку дрібних деталей при слабкому освітленні.Відома накладна лупа, яка містить позитивну двовипуклу лінзу, та сферичні зони поверхонь, на яких нанесені дзеркальні покриття. [Авторське свідоцтво SU, №1553939, кл. G02B25/00, 1990].Прете, такій лупі притаманні недоліки через те, що обмежується сфера...
Спосіб нагрівання сталевих заготівок у нагрівальній штовхальній печі
Номер патенту: 51118
Опубліковано: 15.03.2005
Автори: Курбатов Юрій Леонідович, Новікова Олена Вікторівна
МПК: C21D 1/34
Мітки: спосіб, нагрівальний, сталевих, заготівок, нагрівання, штовхальній, печі
Формула / Реферат:
Винахід відноситься до оптичного приладобудування і, зокрема, може бути використаний в професійних та побутових цілях для читання чи пошуку дрібних деталей при слабкому освітленні.Відома накладна лупа, яка містить позитивну двовипуклу лінзу, та сферичні зони поверхонь, на яких нанесені дзеркальні покриття. [Авторське свідоцтво SU, №1553939, кл. G02B25/00, 1990].Прете, такій лупі притаманні недоліки через те, що обмежується сфера...
Спосіб автоматичного управління температурним режимом у високотемпературних печах
Номер патенту: 22839
Опубліковано: 15.03.2002
Автори: Янтовський Леонід Якович, Шумілов Юрій Миколайович
МПК: C03B 5/00
Мітки: автоматичного, спосіб, управління, печах, високотемпературних, температурним, режимом
Формула / Реферат:
Спосіб автоматичного управління температурним режимом в високотемпературних печах, який полягає у вимірюванні температури в зонах печі, порівнянні цих параметрів із заданими, керуючій дії на витрату палива, яке подається до пальників, який відрізняється тим, що вимірювання температури здійснюють ІК-пірометрами часткового випромінювання в інфрачервоній області спектра від 4 до 8 мкм з попереднім пропусканням випромінювання через систему...
Спосіб керування тепловим режимом нагрівальної методичної печі
Номер патенту: 26512
Опубліковано: 25.09.2007
Автори: Бондар Анатолій Миколайович, Єжак Олександр Євлампійович, Крикунов Борис Петрович, Ляховець Олег Андрійович, Алєксєєв Олександр Володимирович, Яковенко Анатолій Тимофійович, Петров Юрій Васильович
МПК: C21D 9/70
Мітки: печі, нагрівальної, тепловим, режимом, спосіб, керування, методичної
Формула / Реферат:
Спосіб керування тепловим режимом нагрівальної методичної печі, що включає подачу газоподібного палива й повітря для горіння по зонах печі відповідно до заданих технологічних параметрів, спалювання палива, який відрізняється тим, що технологічні параметри задають на підставі теплового балансу нагрівальної методичної печі за критерієм коефіцієнта використання тепла палива, подачу газоподібного палива й повітря здійснюють із витратою, що...
Попередній патент: Спосіб пластики стравоходу
Наступний патент: Спосіб електрошлакової виплавки бронзи марки брх
Випадковий патент: Тонкий фільтрувальний папір