Шлакоутворюючий брикет для виробництва сталі у конвертері та спосіб його виготовлення
Формула / Реферат
1. Шлакоутворюючий брикет для виробництва сталі у конвертері, який містить шлакоутворюючий наповнювач та вуглецевмісне смоляне в'яжуче, який відрізняється тим, що як шлакоутворюючий наповнювач брикет містить відходи виробництва вогнетривів - доломітове борошно, при наступному співвідношенні компонентів, мас. %:
доломітове борошно
до 93
вуглецевмісне смоляне в'яжуче
7-15.
2. Шлакоутворюючий брикет за п. 1, який відрізняється тим, що вуглецевмісне смоляне в'яжуче являє собою будь-яку речовину або будь-яку суміш речовин, вибраних з групи: пек будь-якого походження, бітум або асфальт, кам'яновугільна смола, кам'яновугільні фуси, крекінг-залишки, гудрон, окислений петролатум, гідрофобна природна або синтетична смола будь-якого виду з температурою переходу у рідкоплинний стан менше 100°С.
3. Шлакоутворюючий брикет за п. 1, який відрізняється тим, що доломітове борошно являє собою напіввипалене доломітове і/або випалене доломітове борошно розміром часток менше 5 мм.
4. Шлакоутворюючий брикет за будь-яким з пп. 1-3, який відрізняється тим, що до його складу додатково входить лігніновмісне в'яжуче або силікатне в'яжуче, або їх суміш загальною кількістю до 5 мас. %.
5. Шлакоутворюючий брикет за п. 4, який відрізняється тим, що лігніновмісне в'яжуче являє собою лігносульфонати технічні (ЛСТ) або сульфітно-спиртову або сульфітно-дріжджову барду, або випарений сульфітний луг, або будь-яку суміш зазначених речовин.
6. Шлакоутворюючий брикет за п. 4, який відрізняється тим, що силікатне в'яжуче являє собою рідке скло або низькомодульний лужно-силікатний розчин.
7. Шлакоутворюючий брикет за будь-яким з пп. 1-6, який відрізняється тим, що додатково містить будь-який компонент або будь-яку суміш компонентів, вибраних з групи: вапно, вапняк, ставролітовий концентрат, прокатна окалина, залізорудний концентрат, аглодоменний шлам, колошниковий пил, загальною кількістю до 10 мас. %.
8. Шлакоутворюючий брикет за будь-яким з пп. 1-7, який відрізняється тим, що додатково містить вуглецевмісний матеріал, який являє собою будь-яку речовину або будь-яку суміш речовин, вибрану з групи: коксовий дрібняк, коксовий пил, бій графітових електродів, вугільний дрібняк, загальною кількістю до 10 мас. %.
9. Шлакоутворюючий брикет за п. 4, який відрізняється тим, що складові брикету взяті при наступному співвідношенні компонентів, мас. %:
доломітове борошно
87
бітум
8
ЛСТ
5.
10. Шлакоутворюючий брикет за будь-яким з попередніх пунктів, який відрізняється тим, що міцність брикету на стиснення складає не менше 0,1 кгс/см2.
11. Спосіб виробництва брикету шлакоутворюючої добавки для виробництва сталі у конверторі, який передбачає підготування наповнювача та в'яжучого, змішування наповнювача із в'яжучим з підігріванням їх в процесі змішування та подальше формування суміші в брикети пресуванням, який відрізняється тим, що як наповнювач використовують доломітове борошно кількістю до 93 мас.%, як в'яжуче - будь-яке смолянисте вуглецевмісне в'яжуче з температурою переходу у рідкоплинний стан менше 100°С кількістю 7-15 мас. %, змішування наповнювача та в'яжучого проводять з підігрівом утвореної суміші при температурі 100-180 °С до гомогенного стану протягом 30-90 хв., а перед пресуванням суміш охолоджують до температури, що в залежності від складу забезпечить консистенцію, придатну для отримання оптимальних показників формування брикету.
12. Спосіб виробництва брикету за п. 11, який відрізняється тим, що перед пресуванням в брикети суміш охолоджують до температури 70-120 °С.
13. Спосіб виробництва брикету за п. 11 або 12, який відрізняється тим, що доломітове борошно являє собою напіввипалене доломітове і/або випалене доломітове борошно розміром часток менше 5 мм.
14 . Спосіб виробництва брикету за п. 11, який відрізняється тим, що вуглецевмісне смоляне в'яжуче являє собою будь-яку речовину або будь-яку суміш речовин, вибраних з групи: пек будь-якого походження, бітум або асфальт, кам'яновугільна смола, кам'яновугільні фуси, крекінг-залишки, гудрон, окислений петролатум, гідрофобна природна або синтетична смола.
15. Спосіб виробництва брикету за будь-яким з п. 11-14, який відрізняється тим, що на стадії змішування наповнювача та в'яжучого у суміш додатково додають лігніновмісне в'яжуче або силікатне в'яжуче або їх суміш загальною кількістю до 5 мас. %.
16. Спосіб виробництва брикету за п. 15, який відрізняється тим, що лігніновмісне в'яжуче являє собою ЛСТ або сульфітно-спиртову або сульфітно-дріжджову барду, або випарений сульфітний луг, або будь-яку суміш зазначених речовин.
17. Спосіб виробництва брикету за п. 15, який відрізняється тим, що силікатне в'яжуче являє собою рідке скло або низькомодульний лужно-силікатний розчин.
18. Спосіб виробництва брикету за будь-яким з пп. 11-17, який відрізняється тим, що на стадії змішування в'яжучого та наповнювача у суміш додатково додають будь-який компонент або будь-яку суміш компонентів, вибраних з групи: вапно, вапняк, ставролітовий концентрат, прокатну окалину, залізорудний концентрат, аглодоменний шлам, колошниковий пил загальною кількістю до 10 мас. %.
19. Спосіб виробництва брикету за будь-яким з п. 11-18, який відрізняється тим, що на стадії змішування в'яжучого та наповнювача у суміш додатково додають будь-яку речовину або будь-яку суміш речовин, вибрану з групи: коксовий дрібняк, коксовий пил, бій графітових електродів, вугільний дрібняк загальною кількістю до 10 мас. %.
20. Спосіб виробництва брикету за п. 15, який відрізняється тим, що компоненти суміші змішуються при наступному співвідношенні складових, мас. %:
доломітове борошно
87
бітум
8
ЛСТ
5.
Текст
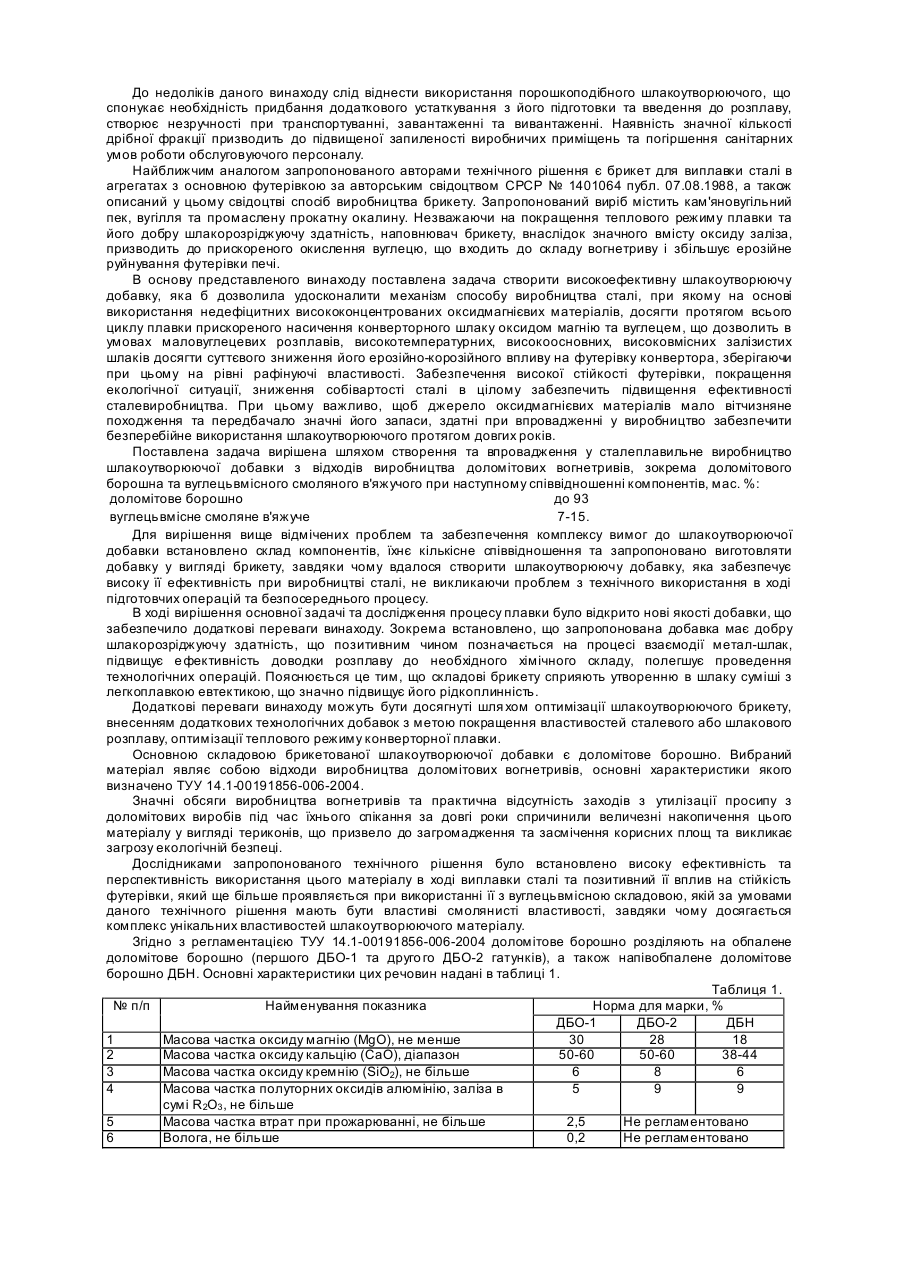
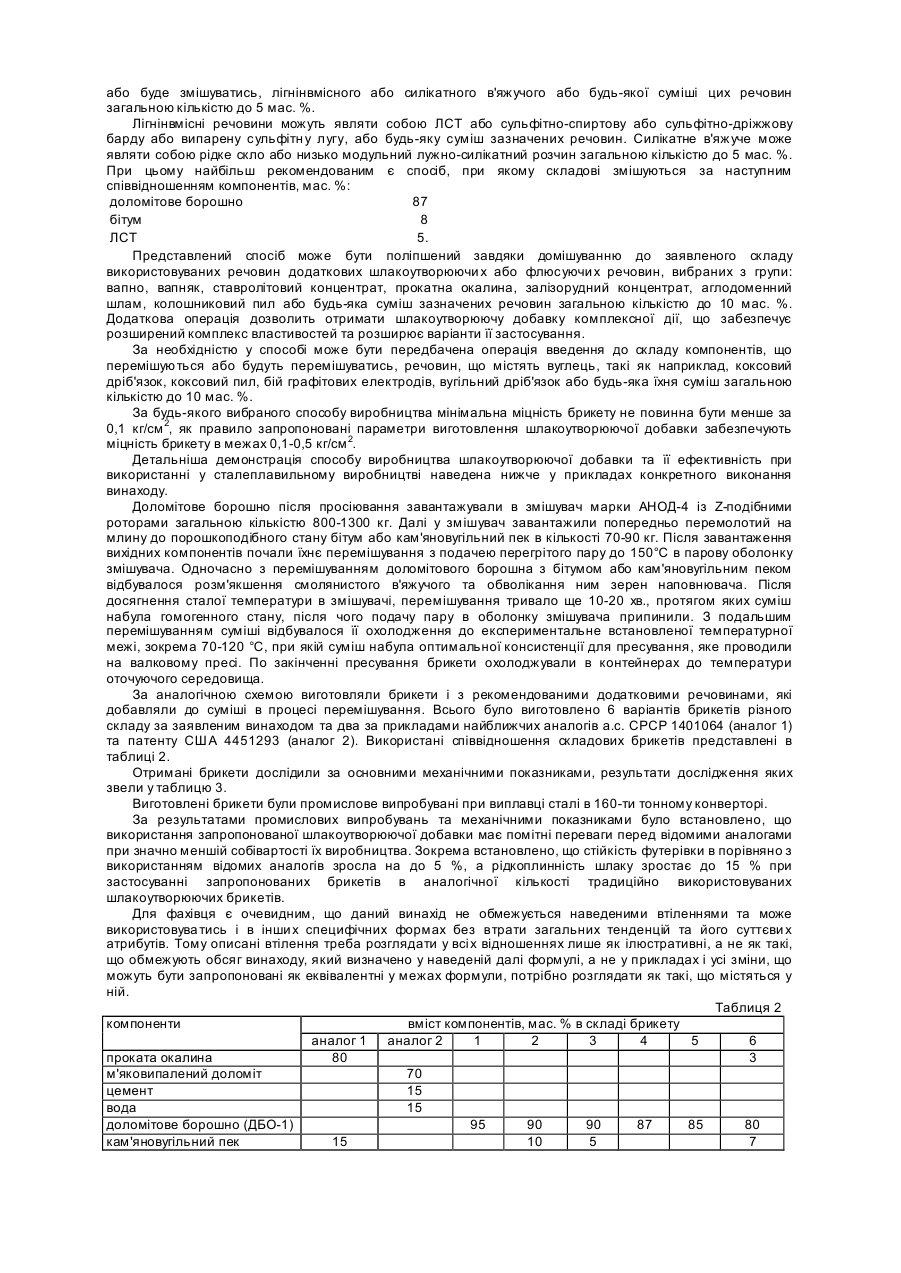
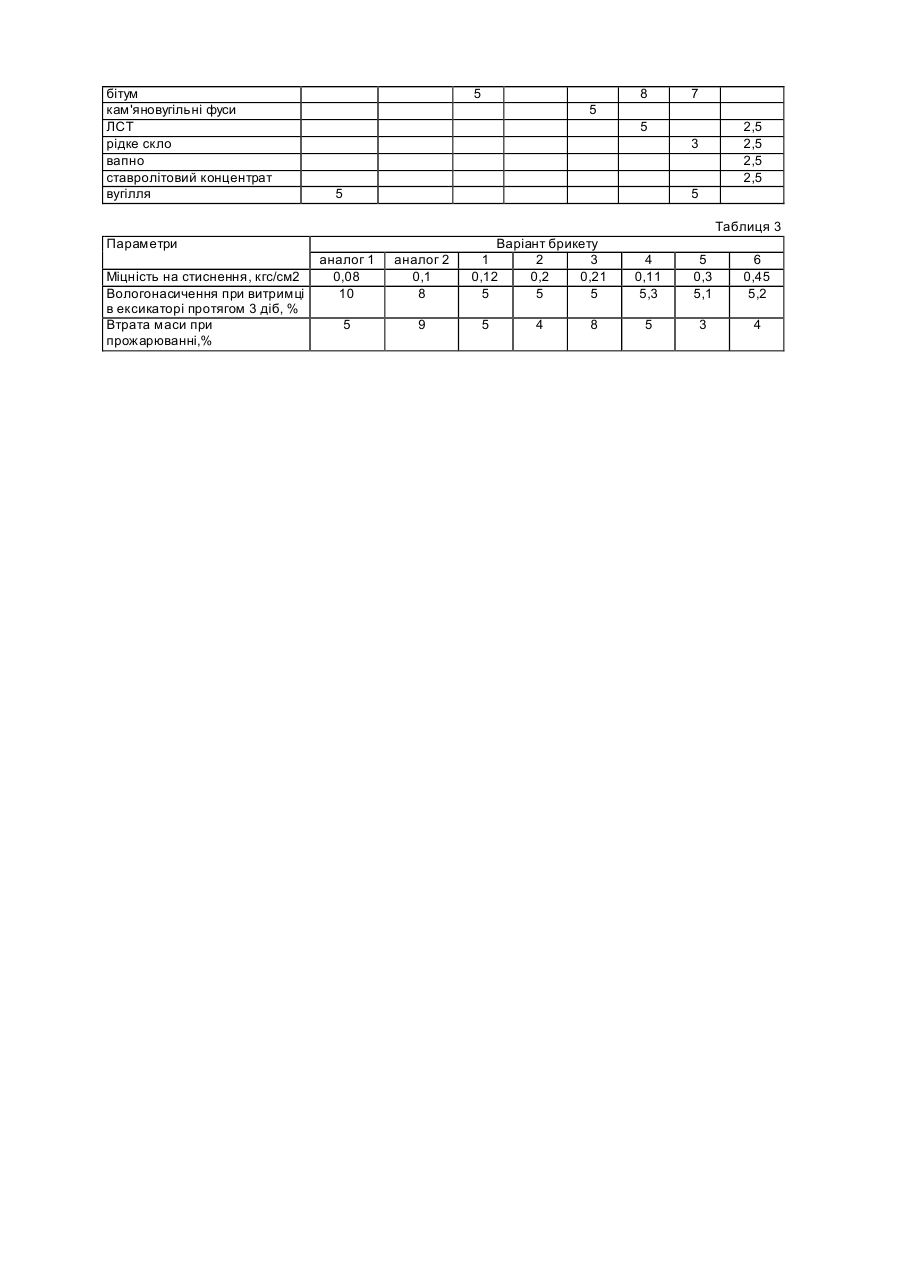
Винахід відноситься до чорної металургії і може бути використаний при виробництві сталі в плавильних печах з основною футерівкою, зокрема при виплавці сталі в кисневих конверторах. Запорукою високої рентабельності будь-якого виробництва є створення та практичне запровадження високоефективних та ресурсозберігаючих те хнологій на всіх промислових етапах виго товлення продукції. Однією з проблем, що виникає при виробництві сталі в кисневих конверторах, є нерівномірне та передчасне руйнування футерівки печі в місцях її контактування з металургійним шлаком. У випадках виплавки сталей з високим рівнем якісних вимог (леговані, високоякісні сталі), необхідна специфічно висока температура виплавки (до 1710-1730°С), додаткові заходи доводки після конверторної виплавки, чим значно ускладнюються умови експлуатації футерівки конверторів. За цих умов, при виплавці сталей в конверторах, кінцевих необхідних параметрів досягають переважно за рахунок додаткових продувок розплаву киснем до вмісту вуглецю в металі на рівні 0,02-0,04% і, відповідно з цим, утворюється ерозійний високоосновний шлак, що руйнує контактну поверхню футерівки конвертора. В цілому, зважаючи на негативний вплив такого розплаву кінцеві техніко-економічні показники виробництва сталі значно погіршуються. Це призводить до зупинки конвертора, додаткових витрат на матеріали та роботи, які направлені на ремонт футерівки, втраченої вигоди від простоювання сталеплавильного агрегату та допоміжного устаткування. Згідно з сучасним трактуванням механізму зношення футерівки конвертора спочатку оксидами заліза шлаку окислюється вуглець - продукт крекінгу смоляних оболонок зерен доломіту і/або магнезиту з утворенням пор у поверхневому шарі. Далі в утворені пори проникає шлак, утворюються легкоплавкі сполуки з розчиненням і оплавленням поверхневого шару футерівки конвертора. Внаслідок цього в районі шлакового поясу футерівка швидше зношується, ніж в районі металевої ванни. Таким чином, подальше зниження оксидів заліза у шлаку, заглиблення вуглецю в поверхневий шар футерівки можуть сприяти збільшенню виходу сталі і стійкості футерівки конвертора. Зважаючи на даний механізм винахідниками технічного рішення за деклараційним патентом України 31950, публ. 15.12.2000, запропоновано в шлак від попередньої плавки додавати вуглецьвмісний і кальцій і/або магнієвмісний матеріали шляхом продувки шлаку нейтральним або малоокислювальним газом з витратою 2-12 кг/т сталі, частинки порошків вуглецю і/або вогнетривкого матеріалу. Шляхом продувки шлакового розплаву наносять шлаковий гарнісаж на футерівку конвертора. Даний метод полягає в тому, що відбувається нанесення на внутрішню поверхню конвертора гарнісажу з ціллю "підварення" ушкодженої вогнетривкої футерівки та спікання розрідженої ши хтової маси з існуючою футерівкою. При необхідності підігріту ши хту розбризкують по поверхні конвертора факелом кисню або розповсюджують розріджену шлакову масу по більшій частині внутрішньої поверхні конвертора механічним нахилом самої конструкції. Реалізація цього методу описана, наприклад, в авторському свідоцтві СРСР 1696488 публ. 07.12.1991, за яким на частину конверторного шлаку від попередньої плавки додають карбонатний матеріал - лом вогнетривкої пекодоломітової футерівки, продувають суміш киснем з періодичним продуванням кожної хвилини і витримкою впродовж 1 хв. До недоліків методу нанесення гарнісажу слід віднести: зупинення робочого ходу конвертора з виплавки сталі, необхідність проведення додаткових операцій введення шихтової маси, що містить необхідну кількість спеціально підготовлених складових вогнетривів (С, MgO, СаСО3, CaO, CaMg[CO3]2 , тощо), дотримання спеціальних режимів продування конвертора киснем або інертним газом або спеціальною їхньою сумішшю з обов'язковим спеціальним режимом витримки і/або з механічним нахилом чи обертанням в горизонтальній площині самого конвертора з розплавом відповідної шихти. Тобто даний метод зумовлює суттєве підви щення собівартості виплавленої при його застосуванні сталі і зниження темпів випуску основної продукції. Відомий інший метод відновлення порушеної вогнетривкої футерівки без зупинки металургійного агрегату для одержання сталі. Метод полягає у введенні до розплаву потрібних ши хтови х матеріалів спеціальної шлакоутворюючої добавки, яка не погіршить якість виплавлюваного металу та додатково відновить пошкоджений шар вогнетривкої футерівки конвертора. Такий прийом використаний та описаний в патенті США № 4451293, публ. 29.05.1984. В ньому, для зменшення ерозійного впливу шлаку на вогнетривку футерівку печі та позитивного впливу утвореного шлаку на якість сталевого розплаву, використовується брикетований шлакоутворюючий агент, що складається з порошкоподібного матеріалу з розміром часточок щонайбільше 3 мм, який має вміст оксиду магнію не менше 15 мас. % та цементного в'яжучого від 5 до 20 мас. %. Переважне виконання винаходу передбачає використання в якості матеріалу, що містить оксид магнію, м'яковипаленого магнезиту та м'яковипаленого доломіту. До недоліків цього винаходу слід віднести те, що до складу готового шлакоутворюючого брикету входить хімічно зв'язана вода, яка при потраплянні до шлакового розплаву негативно позначається на якості кінцевого розплаву за газовим включеннями. Цьому також сприяє підвищена гідрофільність в'яжучого. При тривалому зберіганні на відкритих майданчиках або транспортуванні шлакоутворюючого агента він схильний додатково насичуватися атмосферною вологою в кількості, яка неприпустима для використання без попередніх заходів, спрямованих на її вилучення. Ще одним недоліком запропонованого брикету є неможливість одночасного регулювання шлакового складу за вуглецем, визначена кількість якого сприяє уповільненню процесу початкового вимивання вуглецю та р уйнування вогнетриву. Використання шлакоутворюючого агенту, який відновлює ("підліковує") футерівку в процесі плавки передбачає спосіб виробництва конверторної сталі за деклараційним патентом України 59661, публ. 15.09.2003, який полягає у частковому введенні на дно конвертора шлакоутворюючої добавки у ви гляді брухту оксидмагнієвих вогнетривів фракцією не більше 50 мм, наступній завалці металевого брухту, заливанні чавуну, продуванні ванни киснем з присадженням в період продування брухту оксидмагнієвих вогнетривів з розрахунку одержання в шлакові в період виплавляння 6,5-8,5 мас. % оксиду магнію. До недоліків даного винаходу слід віднести використання порошкоподібного шлакоутворюючого, що спонукає необхідність придбання додаткового устаткування з його підготовки та введення до розплаву, створює незручності при транспортуванні, завантаженні та вивантаженні. Наявність значної кількості дрібної фракції призводить до підвищеної запиленості виробничих приміщень та погіршення санітарних умов роботи обслуговуючого персоналу. Найближчим аналогом запропонованого авторами технічного рішення є брикет для виплавки сталі в агрегатах з основною футерівкою за авторським свідоцтвом СРСР № 1401064 публ. 07.08.1988, а також описаний у цьому свідоцтві спосіб виробництва брикету. Запропонований виріб містить кам'яновугільний пек, вугілля та промаслену прокатну окалину. Незважаючи на покращення теплового режиму плавки та його добру шлакорозріджуючу здатність, наповнювач брикету, внаслідок значного вмісту оксиду заліза, призводить до прискореного окислення вуглецю, що входить до складу вогнетриву і збільшує ерозійне руйнування футерівки печі. В основу представленого винаходу поставлена задача створити високоефективну шлакоутворюючу добавку, яка б дозволила удосконалити механізм способу виробництва сталі, при якому на основі використання недефіцитних висококонцентрованих оксидмагнієвих матеріалів, досягти протягом всього циклу плавки прискореного насичення конверторного шлаку оксидом магнію та вуглецем, що дозволить в умовах маловуглецевих розплавів, високотемпературних, високоосновних, високовмісних залізистих шлаків досягти суттєвого зниження його ерозійно-корозійного впливу на футерівку конвертора, зберігаючи при цьому на рівні рафінуючі властивості. Забезпечення високої стійкості футерівки, покращення екологічної ситуації, зниження собівартості сталі в цілому забезпечить підвищення ефективності сталевиробництва. При цьому важливо, щоб джерело оксидмагнієвих матеріалів мало вітчизняне походження та передбачало значні його запаси, здатні при впровадженні у виробництво забезпечити безперебійне використання шлакоутворюючого протягом довгих років. Поставлена задача вирішена шляхом створення та впровадження у сталеплавильне виробництво шлакоутворюючої добавки з відходів виробництва доломітових вогнетривів, зокрема доломітового борошна та вуглецьвмісного смоляного в'яжучого при наступному співвідношенні компонентів, мас. %: доломітове борошно до 93 вуглецьвмісне смоляне в'яжуче 7-15. Для вирішення вище відмічених проблем та забезпечення комплексу вимог до шлакоутворюючої добавки встановлено склад компонентів, їхнє кількісне співвідношення та запропоновано виготовляти добавку у вигляді брикету, завдяки чому вдалося створити шлакоутворюючу добавку, яка забезпечує високу її ефективність при виробництві сталі, не викликаючи проблем з технічного використання в ході підготовчих операцій та безпосереднього процесу. В ході вирішення основної задачі та дослідження процесу плавки було відкрито нові якості добавки, що забезпечило додаткові переваги винаходу. Зокрема встановлено, що запропонована добавка має добру шлакорозріджуючу здатність, що позитивним чином позначається на процесі взаємодії метал-шлак, підвищує е фективність доводки розплаву до необхідного хімічного складу, полегшує проведення технологічних операцій. Пояснюється це тим, що складові брикету сприяють утворенню в шлаку суміші з легкоплавкою евтектикою, що значно підвищує його рідкоплинність. Додаткові переваги винаходу можуть бути досягнуті шля хом оптимізації шлакоутворюючого брикету, внесенням додаткових технологічних добавок з метою покращення властивостей сталевого або шлакового розплаву, оптимізації теплового режиму конверторної плавки. Основною складовою брикетованої шлакоутворюючої добавки є доломітове борошно. Вибраний матеріал являє собою відходи виробництва доломітових вогнетривів, основні характеристики якого визначено ТУУ 14.1-00191856-006-2004. Значні обсяги виробництва вогнетривів та практична відсутність заходів з утилізації просипу з доломітових виробів під час їхнього спікання за довгі роки спричинили величезні накопичення цього матеріалу у вигляді териконів, що призвело до загромадження та засмічення корисних площ та викликає загрозу екологічній безпеці. Дослідниками запропонованого технічного рішення було встановлено високу ефективність та перспективність використання цього матеріалу в ході виплавки сталі та позитивний її вплив на стійкість футерівки, який ще більше проявляється при використанні її з вуглецьвмісною складовою, якій за умовами даного технічного рішення мають бути властиві смолянисті властивості, завдяки чому досягається комплекс унікальних властивостей шлакоутворюючого матеріалу. Згідно з регламентацією ТУУ 14.1-00191856-006-2004 доломітове борошно розділяють на обпалене доломітове борошно (першого ДБО-1 та друго го ДБО-2 гатунків), а також напівобпалене доломітове борошно ДБН. Основні характеристики цих речовин надані в таблиці 1. Таблиця 1. № п/п Найменування показника Норма для марки, % ДБО-1 ДБО-2 ДБН 1 Масова частка оксиду магнію (MgO), не менше 30 28 18 2 Масова частка оксиду кальцію (СаО), діапазон 50-60 50-60 38-44 3 Масова частка оксиду кремнію (SiO2), не більше 6 8 6 4 Масова частка полуторних оксидів алюмінію, заліза в 5 9 9 сумі R2О3 , не більше 5 Масова частка втрат при прожарюванні, не більше 2,5 Не регламентовано 6 Волога, не більше 0,2 Не регламентовано Допускається вміст сторонніх домішок (глини та інші) не більше 1 мас.% Всі перелічені види доломітового борошна отримують з однієї вихідної сировини. Процес виробництва вогнетривів передбачає відпал виробів з доломітової породи, в результаті якого вони збагачуються на MgO та СаО. Відмінність хімічного складу пояснюється лише ступенем відпалу вогнетриву до того, як окремі частки осиплються з поверхні виробу. Хімічний склад доломітового борошна може бути регульований шляхом відпалу, в результаті якого напіввипалене доломітове борошно буде збагачено MgO та СаО та класифіковано як ДБО-1. Оскільки пропонований винахід передбачає використання брикету в шлакометалевому розплаві, операція спеціальної термічної обробки наповнювача не є необхідною і для запропонованого винаходу не має принципового значення. Приймаючи до уваги наведену характеристики хімічного складу відображених речовин будь-яка з них або будь-яка їхня суміш може використовуватись з метою вирішення поставленої задачі запропонованого винаходу. Необхідна кількість MgO в різних варіантах буде регулюватися лише кількістю шлакоутворюючої добавки, конкретне значення якої буде визначатися хімічним складом футерівки та параметрами конкретного технологічного процесу. Вибір компоненту або визначення можливого співвідношення виду доломітового борошна в складі наповнювача регламентується лише наявністю зазначених матеріалів або специфікою металургійної плавки. В дослідженнях дії запропонованої шлакоутворюючої добавки встановлено, що найбільш рекомендоване значення вмісту MgO в брикеті становить 18-30 мас. %. При цьому кількість внесеної добавки визначається умовою дотримання вмісту MgO в шлакові в межах 6-10 мас. %. При меншій кількості MgO в шлакові відповідна його кількість буде встановлюватись шляхом вимивання з футерівки печі і, як наслідок, призводитиме до її руйнування. Застосування вуглецьвмісної складової в комплексі з запропонованим наповнювачем внаслідок насичення нею шлакового розплаву, дозволяє знизити швидкість процесу вимивання вуглецю з футерівки агрегату та гальмування початкового етапу ерозії вогнетриву. Присутність вуглецьвмісної речовини додатково покращує тепловий баланс плавки внаслідок додаткового тепла екзотермічних реакцій вуглецю. Комплекс покращених механічних показників шлакоутворюючої добавки та переваги при її використанні забезпечуються вибором вуглецьвмісної складової, що проявляє смолянисті властивості, та її здатністю забезпечити достатню міцність та гідрофобність шлакоутворюючого брикету. Найбільш придатними для цієї мети може служити будь-яка речовина або будь-яка суміш речовин, вибраних з групи: пек будь-якого походження, бітум або асфальт, кам'яновугільна смола, кам'яновугільні фуси, крекінг залишки, гудрон, окислений петролатум, гідрофобна природна або синтетична смола будьякого виду з температурою переходу у рідкоплинний стан менше 100°С. Експериментальне встановлено, що достатня кількість вуглецьвмісного смоляного в'яжучого, яке може використовува тись для виготовлення брикету в обсягах промислового виробництва становить 7-15 мас. %. Менша кількість в'яжучого запропонованої групи, як правило, не забезпечує достатньої міцності брикету. Застосування вуглецьвмісного смоляного в'яжучого вище 15 мас. % не є доцільним, оскільки це призводить до невиправданого подорожчання продукції. Використання зазначених в'яжучих у визначеній кількості дозволяє отримувати монолітний виріб, суттєво зменшуючи такі недоліки, властиві брикетованій продукції, як крихкість, обсиплювальність, здатність насичуватися атмосферною вологою. Максимальна кількість доломітового борошна в брикеті визначається лише відсотковим співвідношенням мінімально необхідної кількості в'яжучого для отримання достатньої міцності та вмісту вуглецю. Мінімальна кількість наповнювача не обмежена, оскільки за рахунок неї можуть вноситись додаткові технологічні добавки, що додатково лише покращують його ефективність. Додаткові переваги винаходу можуть бути досягн уті введенням до складу брикетованої шлакоутворюючої добавки лігнінвмісних речовин, таких як лігносульфонати технічні (ЛСТ) або сульфітноспиртова або сульфітно-дріжжова барда або випарена сульфітна луга або будь-яка суміш зазначених речовин. Залучення до складу брикету лігнінвмісних в'яжучи х речовин дозволяє придати додаткової міцності брикету та зекономити коштовне смолянисте в'яжуче. Особливо корисним дане вдосконалення може стати при виготовленні та зберіганні брикетованих виробів в літній час за умов підвищеної температури повітря, коли через пом'якшення смолянистої складової може проявлятися порушення геометрії виробів. Лігнінвмісне в'яжуче створює додаткові зв'язки між зернами наповнювача, які надають достатньої міцності брикету за будь-яких атмосферних температур та транспортних операцій з виробами. Додаткова перевага застосування лігнінвмісних речовин досягається тим, що вони є добрими пластифікаторами суміші в процесі її змішування та пресування в брикет. В результаті прояву таких властивостей в'яжучі більш повно розподіляються між зернами наповнювача; також цим досягається більш щільна упаковка при ущільнюванні суміші, що в підсумку забезпечить оптимальні показники міцності при прийнятне допустимій витраті в'яжучого. Будь-яка кількість лігнінвмісного в'яжучого вносить помітний ефект в досягненні необхідного результату пропорційно внесеній масі. Але кількісний вміст більше 5 мас. % в перерахунку на сухі речовини (с.р.) не рекомендовано, оскільки при більших значеннях його ефективність зменшується та підвищується схильності брикету до атмосферного вологонасичення. Будь-яке з запропонованих у вищенаведеному переліку лігнінвмісних в'яжучих придатне для вирішення задачі, що переслідується запропонованим технічним рішенням, але експериментальне було встановлено, що найбільш ефективно використовува ти ЛСТ, а оптимальні показники брикету проявляються за наступного співвідношення компонентів, мас. %: доломітове борошно 87 бітум 8 ЛСТс.р. 5. Спорідненого технічного результату підвищення характеристик міцності брикету можна досягти додатковим введенням силікатного в'яжучого, наприклад, силікатного скла. Існує варіант використання і лужносилікатного розчину з пониженим відносно рідкого скла модулем. Термічний вплив на таке в'яжуче в ході виготовлення брикету поліпшує його в'яжучі властивості внаслідок реакції надлишку NazO з компонентами породних домішок (допускається за ТУУ 14.1-00191856-006-2004 вміст у доломітовому борошні до 1 мас. % глини) з утворенням кристалогідратів натрію, які являють собою додаткові скріплювачі наповнювача та вносять також помітний ефект. Вплив силікатних в'яжучих проявляється з будь-якої мінімальної кількості пропорційно внесеній масі, однак їхнє використання більше 5 мас. %, не є доцільним з економічної точки зору внаслідок послаблення прояву зв'язуючи х властивостей та невиправданої його перевитрати. Силікатні в'яжучі можуть використовуватись поодинці, а також в суміші з будь-яким відміченим вище лігнінвмісним в'яжучим або сумішшю цих в'яжучих, при цьому загальна кількість комплексного в'яжучого вище 5 мас. % не рекомендована з раніше зазначених причин. Додаткові переваги винаходу можуть також бути досягнуті шляхом включення до складу брикету додаткових шлакоутворюючих або флюсуючи х компонентів, що використовуються в процесі плавки. Такими речовинами можуть бути зокрема вапно, вапняк, ставролітовий концентрат, прокатна окалина, залізорудний концентрат, аглодоменний шлам, колошниковий пил. Даним прийомом можна створити комплексну добавку, адаптовану під певний хід плавки або процес виплавки спеціальних видів сталі, позбавляючись таким чином операцій та устаткування з додаткового введення цих речовин. Зрозуміло, що будь-яка кількість зумовлених складових в складі брикету може проявлятися та виявитись корисною в ході тих чи інши х умов плавки. Однак, дослідження довели, що вміст зазначених добавок більше 10 мас. % не є доцільним, оскільки при цьому знижується ефективність цільового використання запропонованої шлакоутворюючої добавки. Додаткова кількість вуглецю в складі брикету без використання дорогого смоляного в'яжучого може бути забезпечена додатковим внесенням до складу шлакоутворюючого брикету вуглецьвмісних речовин таких як дріб'язок, коксовий пил, бій графітових електродів, вугільний дріб'язок. Кожен з перелічених компонентів може використовуватись самостійно або в будь-які суміші цих компонентів. Додатково така добавка може служити для підвищення теплового балансу сталеплавильного процесу внаслідок екзотермічних реакцій згорання вуглецю. Очевидним є те, що ефективність додатково внесеного вуглецю буде проявлятися в щонайменших кількостях пропорційно його вмісту. Однак додаткове використання вуглецьвмісних речовин більше 10 мас. % не забезпечує оптимального співвідношення вуглецю відносно інших складових брикету з огляду комплексного впливу розробленого шлакоутворюючого на зниження ерозійного впливу шлаку на футерівку печі. В певних випадках надмірна кількість вуглецю може виявитись небажаною внаслідок надмірного навуглецювання сталевого розплаву. Тому кількість додаткового вмісту вуглецьвмісних речовин повинна бути обрана, виходячи з параметрів конкретного процесу плавки. Ще однин аспект представленого винаходу, що вирішує поставлену в основу винаходу задачу, полягає у створенні способу виготовлення шлакоутворюючої добавки, який шляхом регламентації умов використання дій, зокрема залучення та використання нових матеріалів, дозволяє отримати нову шлакоутворюючі добавку з поліпшеним комплексом фізичних властивостей, основні переваги якої описані нижче та відображені в подальших прикладах. Запропонований спосіб виробництва шлакоутворюючої добавки для виплавки сталі у конверторі передбачає підготування наповнювача та в'яжучого, змішування наповнювача з в'яжучим, підігрівання їх в процесі змішування та формування суміші в брикети пресуванням. Основні переваги способу забезпечуються тим, що як наповнювач використовують доломітове борошно кількістю до 93 мас. %, як в'яжуче - будь-яке смолянисте вуглецьвмісне в'яжуче з температурою переходу у рідкоплинний стан менше 100°С кількістю 7-15 мас. %, змішування наповнювача та в'яжучого проводять з підігрівом утвореної суміші при температурі 150-180 °С до гомогенного стану протягом 30-90 хв., а перед пресуванням суміш охолоджують до температури, що, в залежності від складу, забезпечить консистенцію, придатну для отримання оптимальних показників формування брикету. Завдяки вибору нового сполучення складових шлакоутворюючої добавки та нового їхнього співвідношення шляхом брикетування суміші, приготовленої за зумовленими параметрами та у визначеному порядку, вдалося створити шлакоутворюючу добавку, що в значній мірі підвищує стійкість футерівки, підвищує якість та рафінуючу здатність шлакового розплаву, покращує хід виплавки сталі та рентабельність сталеплавильного виробництва в цілому, додатково вирішуються гострі питання покращення екологічного становища. Вилучення або заміна будь-якого з параметрів, зумовлених у визначених ознаках способу, не дозволяють отримати необхідний технічний результат. В більшості випадків якість брикетованої продукції можна поліпшити шляхом дотримання температурних параметрів суміші перед пресуванням. Зокрема, було встановлено, що перед пресуванням в брикети суміш доцільно охолоджувати до температури 70-120 °С. Дотримання зазначеної умови дозволяє отримати оптимальну консистенцію суміші, за якої досягається найбільша продуктивність пресувального устатк ування та якість виробу. Завдяки оптимальній пластичності та в'язкості в'яжучого забезпечується достатня щільність пресування, чітка форма та маніпуляційну міцність брикету до повного охолодження. Особливо прийнятна зазначена умова при застосуванні таких вуглецьвмісних смолянистих речовин як пек будь-якого походження, бітум або асфальт, кам'яновугільна смола, кам'яновугільні фуси, крекінг залишки, гудрон, окислений петролатум, які рекомендовані для використання в запропонованому способі в переважних його варіантах. Додаткової міцності брикету та кращої якості перемішування компонентів шлакоутворюючої добавки можна досягти шляхом виконання у способі додаткової операції з введення в склад суміші, що змішується або буде змішуватись, лігнінвмісного або силікатного в'яжучого або будь-якої суміші цих речовин загальною кількістю до 5 мас. %. Лігнінвмісні речовини можуть являти собою ЛСТ або сульфітно-спиртову або сульфітно-дріжжову барду або випарену сульфітн у лугу, або будь-яку суміш зазначених речовин. Силікатне в'яжуче може являти собою рідке скло або низько модульний лужно-силікатний розчин загальною кількістю до 5 мас. %. При цьому найбільш рекомендованим є спосіб, при якому складові змішуються за наступним співвідношенням компонентів, мас. %: доломітове борошно 87 бітум 8 ЛСТ 5. Представлений спосіб може бути поліпшений завдяки домішуванню до заявленого складу використовуваних речовин додаткових шлакоутворюючи х або флюсуючи х речовин, вибраних з групи: вапно, вапняк, ставролітовий концентрат, прокатна окалина, залізорудний концентрат, аглодоменний шлам, колошниковий пил або будь-яка суміш зазначених речовин загальною кількістю до 10 мас. %. Додаткова операція дозволить отримати шлакоутворюючу добавку комплексної дії, що забезпечує розширений комплекс властивостей та розширює варіанти її застосування. За необхідністю у способі може бути передбачена операція введення до складу компонентів, що перемішуються або будуть перемішуватись, речовин, що містять вуглець, такі як наприклад, коксовий дріб'язок, коксовий пил, бій графітових електродів, вугільний дріб'язок або будь-яка їхня суміш загальною кількістю до 10 мас. %. За будь-якого вибраного способу виробництва мінімальна міцність брикету не повинна бути менше за 0,1 кг/см 2, як правило запропоновані параметри виготовлення шлакоутворюючої добавки забезпечують міцність брикету в межах 0,1-0,5 кг/см 2. Детальніша демонстрація способу виробництва шлакоутворюючої добавки та її ефективність при використанні у сталеплавильному виробництві наведена нижче у прикладах конкретного виконання винаходу. Доломітове борошно після просіювання завантажували в змішувач марки АНОД-4 із Z-подібними роторами загальною кількістю 800-1300 кг. Далі у змішувач завантажили попередньо перемолотий на млину до порошкоподібного стану бітум або кам'яновугільний пек в кількості 70-90 кг. Після завантаження вихідних компонентів почали їхнє перемішування з подачею перегрітого пару до 150°С в парову оболонку змішувача. Одночасно з перемішуванням доломітового борошна з бітумом або кам'яновугільним пеком відбувалося розм'якшення смолянистого в'яжучого та обволікання ним зерен наповнювача. Після досягнення сталої температури в змішувачі, перемішування тривало ще 10-20 хв., протягом яких суміш набула гомогенного стану, після чого подачу пару в оболонку змішувача припинили. З подальшим перемішуванням суміші відбувалося її охолодження до експериментальне встановленої температурної межі, зокрема 70-120 °С, при якій суміш набула оптимальної консистенції для пресування, яке проводили на валковому пресі. По закінченні пресування брикети охолоджували в контейнерах до температури оточуючого середовища. За аналогічною схемою виготовляли брикети і з рекомендованими додатковими речовинами, які добавляли до суміші в процесі перемішування. Всього було виготовлено 6 варіантів брикетів різного складу за заявленим винаходом та два за прикладами найближчих аналогів а.с. СРСР 1401064 (аналог 1) та патенту США 4451293 (аналог 2). Використані співвідношення складових брикетів представлені в таблиці 2. Отримані брикети дослідили за основними механічними показниками, результати дослідження яких звели у таблицю 3. Виготовлені брикети були промислове випробувані при виплавці сталі в 160-ти тонному конверторі. За результатами промислових випробувань та механічними показниками було встановлено, що використання запропонованої шлакоутворюючої добавки має помітні переваги перед відомими аналогами при значно меншій собівартості їх виробництва. Зокрема встановлено, що стійкість футерівки в порівняно з використанням відомих аналогів зросла на до 5 %, а рідкоплинність шлаку зростає до 15 % при застосуванні запропонованих брикетів в аналогічної кількості традиційно використовуваних шлакоутворюючих брикетів. Для фахівця є очевидним, що даний винахід не обмежується наведеними втіленнями та може використовува тись і в інши х специфічних формах без втрати загальних тенденцій та його суттєви х атрибутів. Тому описані втілення треба розглядати у всі х відношеннях лише як ілюстративні, а не як такі, що обмежують обсяг винаходу, який визначено у наведеній далі формулі, а не у прикладах і усі зміни, що можуть бути запропоновані як еквівалентні у межах формули, потрібно розглядати як такі, що містяться у ній. Таблиця 2 компоненти вміст компонентів, мас. % в складі брикету аналог 1 аналог 2 1 2 3 4 5 6 проката окалина 80 3 м'яковипалений доломіт 70 цемент 15 вода 15 доломітове борошно (ДБО-1) 95 90 90 87 85 80 кам'яновугільний пек 15 10 5 7 бітум кам'яновугільні фуси ЛСТ рідке скло вапно ставролітовий концентрат вугілля 5 8 7 5 5 2,5 2,5 2,5 2,5 3 5 5 Таблиця 3 Параметри Міцність на стиснення, кгс/см2 Вологонасичення при витримці в ексикаторі протягом 3 діб, % Втрата маси при прожарюванні,% аналог 1 0,08 10 аналог 2 0,1 8 5 9 Варіант брикету 1 2 3 0,12 0,2 0,21 5 5 5 5 4 8 4 0,11 5,3 5 0,3 5,1 6 0,45 5,2 5 3 4
ДивитисяДодаткова інформація
Назва патенту англійськоюA slag-forming cake for steel making in converter and a method for producing the same
Назва патенту російськоюШлакообразующий брикет для производства стали в конвертере и способ его изготовления
МПК / Мітки
МПК: C21C 5/36, C22B 1/242
Мітки: сталі, конвертері, брикет, виробництва, виготовлення, шлакоутворюючий, спосіб
Код посилання
<a href="https://ua.patents.su/6-73051-shlakoutvoryuyuchijj-briket-dlya-virobnictva-stali-u-konverteri-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Шлакоутворюючий брикет для виробництва сталі у конвертері та спосіб його виготовлення</a>
Шлакоутворюючий брикет для виплавки сталі
Номер патенту: 69840
Опубліковано: 15.09.2004
Автори: Лещенко Єгор Миколайович, Белік Віктор Миколайович, Цимбой Олександр Васильович, Ткачев Василь Миколайович, Прахнін Вячеслав Леонідович, Комар Сергій Михайлович, Климанчук Владислав Владиславович, Мастицький Анатолій Іванович, Годинський Олександр Анатольович
МПК: C21C 5/54
Мітки: виплавки, брикет, сталі, шлакоутворюючий
Формула / Реферат:
Шлакоутворюючий брикет для виплавки сталі щільністю 1500...5000 кг/м3, що включає шлак виробництва вторинного алюмінію і зв'язуючу речовину, який відрізняється тим, що брикет додатково містить вуглецевмісний матеріал з концентрацією вуглецю 60...90 %, а як зв'язуюче брикет містить смолу кам'яновугільну препаровану з умовною в'язкістю 25...50 с в інтервалі температур 60...80 °С при наступному співвідношенні компонентів, мас. час.,...
Спосіб виробництва сталі у конвертері
Номер патенту: 31950
Опубліковано: 15.12.2000
Автори: Анісімов Леонід Олександрович, Бродський Сергій Сергійович, Махницький Віктор Олександрович, Дерипаско Володимир Олексійович, Учитель Лев Михайлович, Єрмоленко Ганна Володимирівна, Івко Володимир Вікторович, Несвіт Володимир Васильович
МПК: C21C 5/28
Мітки: сталі, конвертері, спосіб, виробництва
Текст:
...поверхневий шар шлакового гарнісажа /футеровки конвертера./ В окислювальній атмосфері вуглепь окислюється, не досягнувши поверхні йутерорки /шлакового гарнісажа/ конвертера. Оптимальний розмір частинок вуглецю і/або вогнетривкого матеріалу ^кладае 0,05 - 0,20 да . Зменшувати розміри частинок нижче 0,05 мм недоцільно, так як дрібні частинки погано проникають у шланояий гарніса^с і будуть виноситисг газом-нооігм з порожнини конвертера,...
Спосіб виробництва сталі у конвертері
Номер патенту: 14956
Опубліковано: 04.03.1997
Автори: Дерипаско Володимир Олексійович, Івко Володимир Вікторович, Бродський Сергій Сергійович, Родь Олександр Григорович, Махницький Віктор Олександрович, Учитель Лев Михайлович, Несвіт Володимир Васильович, Єрмоленко Ганна Володимирівна, Брагинець Юрій Федорович
МПК: C21C 5/28
Мітки: спосіб, конвертері, сталі, виробництва
Формула / Реферат:
1. Способ производства стали в конвертере, включающий оставление в конвертере шлака предыдущей плавки, ввод на шлак углеродсодержащих материалов и кальций-, и/или магнийсодержащих материалов, завалку лома, заливку чугуна и продувку кислородом до стали, отличающийся тем, что на оставленный в конвертере шлак вводят углерод в составе углеродсодержащих материалов в количестве 0,4-0,8 кг/м3 кислорода, израсходованного на предыдущей плавке после...
Брикет для навуглецьовування і розкислення сталі і чавуну
Номер патенту: 66735
Опубліковано: 17.05.2004
Автори: Ткачук Галина Олександрівна, Дубина Юрій Григорович, Романовська Наталія Григорівна, Носков Валентин Олександрович, Мушкін Олександр Семенович
МПК: C22C 33/06
Мітки: брикет, сталі, навуглецьовування, розкислення, чавуну
Формула / Реферат:
Брикет для навуглецьовування і розкислення сталі і чавуну, який містить кремнієвмісний матеріал і зв'язуюче, який відрізняється тим, що як кремнієвмісний матеріал використовують суміш карбіду кремнію металургійного з металевим кремнієм у вигляді відходів хімічного виробництва (ВХВ), а як зв'язуюче - відходи борошномельного виробництва, при такому співвідношенні компонентів, мас. %: карбід кремнію металургійний ...
Брикет для розкислення і легування сталі і чавуну
Номер патенту: 66734
Опубліковано: 17.05.2004
Автори: Романовська Наталія Григорівна, Мушкін Олександр Семенович, Ткачук Галина Олександрівна, Носков Валентин Олександрович, Дубина Юрій Григорович
МПК: C22C 33/06
Мітки: брикет, сталі, чавуну, легування, розкислення
Формула / Реферат:
Брикет для розкислення і легування сталі і чавуну, який містить кремнієвмісний матеріал і зв'язуюче, який відрізняється тим, що як кремнієвмісний матеріал використовують суміш металургійного карбіду кремнію і подрібненого скрапу, а як зв'язуюче використовують відходи борошномельного виробництва, при такому співвідношенні компонентів, мас. %: подрібнений скрап 50-72 металургійний карбід...