Номер патенту: 75475
Опубліковано: 10.12.2012
Автори: Сємєнов Алєксандр Анатольєвіч, Івченко Олександр Васильович

Формула / Реферат
1. Гайка, переважно шестигранна, класу міцності 8 і більше, з низьковуглецевої сталі, яка відрізняється тим, що виготовлена способом холодного об'ємного штампування зі сталі, що містить 0,15-0,35 % вуглецю і 0,5-1,5 % марганцю, інше залізо і неминучі домішки одного або декількох елементів з групи кремній, хром, ванадій, молібден, мідь, нікель, при величині вуглецевого еквівалента (Секв) не менше 0,30 %, що визначається за формулою:
Секв.=С+Si/5+(Μn+Cr+V+Mo)/6+(Cu+Ni)/10, де: С, Si, Μn, Cr, V, Mo, Cu, Ni - масова частка вуглецю, кремнію, марганцю, хрому, ванадію, молібдену, міді і нікелю в %.
2. Гайка за п. 1, яка відрізняється тим, що виготовлена із сталі, підданої термічному зміцненню в іншому технологічному процесі.
3. Гайка за п. 1, яка відрізняється тим, що виготовлена з використанням фінішної термічної обробки - деформаційного старіння в інтервалі температур 130-480 °С.
4. Гайка за п. 1, яка відрізняється тим, що виготовлена з нанесенням захисного покриття поверхні.
5. Гайка за п. 4, яка відрізняється тим, що виготовлена з нанесенням захисного покриття в процесі деформаційного старіння.
Текст
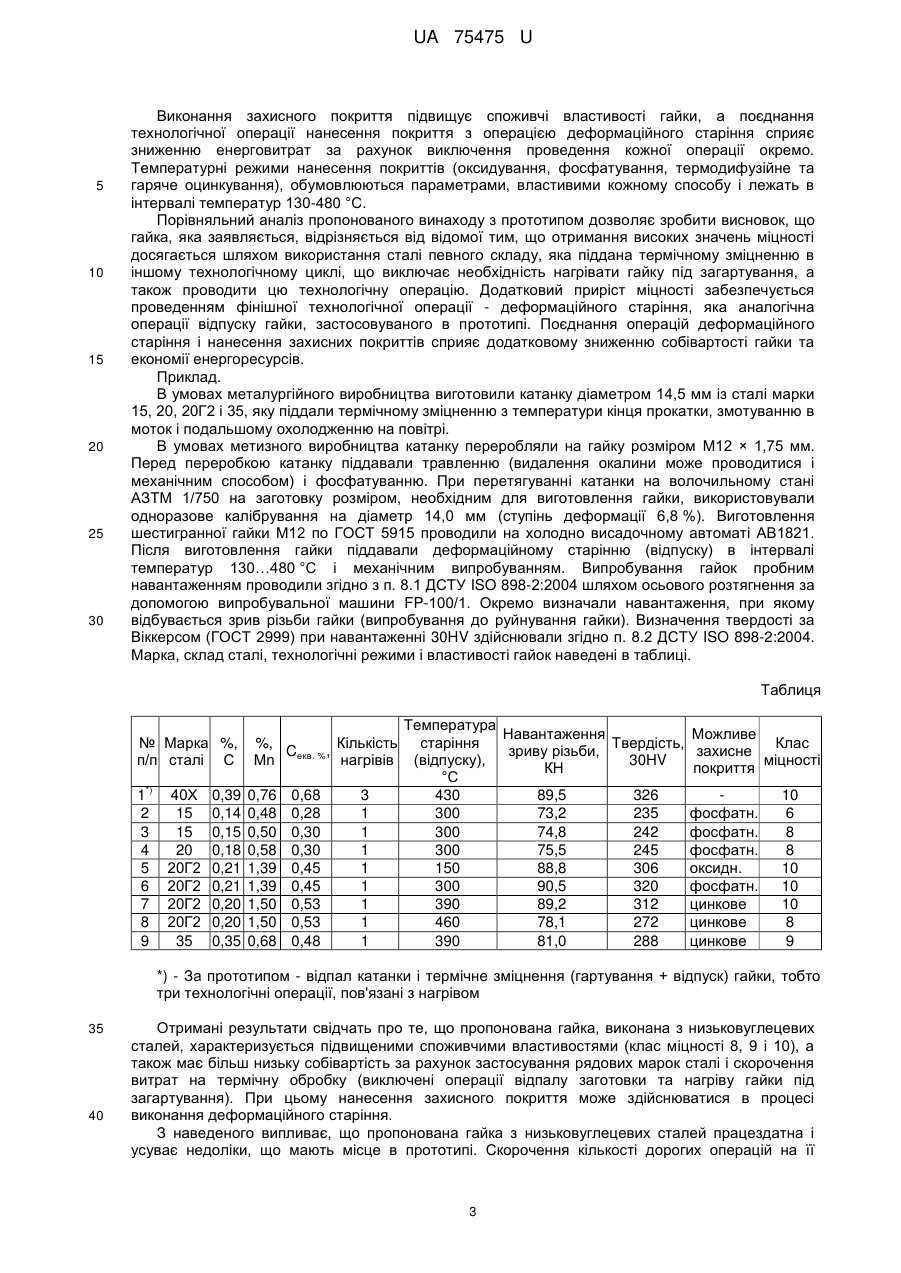
Реферат: UA 75475 U UA 75475 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів і металургії, більш конкретно - до виготовлення кріпильних виробів, наприклад гайок шестигранних, класу міцності 8 і більше з низьковуглецевої сталі, які можуть бути використані для роз'ємних різьбових з'єднань деталей в машинобудуванні, автомобілебудуванні та інших галузях. Відомо рішення за патентом RU№ 2199035, МПК7 F16B 37/12, B21F 35/00, B21F 3/04, В21Н 3/08, B21D 11/06, "Пружинная гайка и способ изготовления пружинных гаек" (опублікований в 2003 р.). Дане рішення належить до галузі машинобудування, більш конкретно до пружинних гайок для роз'ємних з'єднань деталей, що працюють у важких умовах, наприклад, при вібрації, а також до способів їх виготовлення. Гайка містить корпус з внутрішньою різьбою, місця під ключ. Корпус виконаний у вигляді пружини з дроту. При цьому гайка піддається об'ємній деформації і термічній обробці (гартуванню та відпуску). Дана гайка при наявності певних переваг не має широкого застосування при умові низьких властивостей міцності і неможливості застосування в поєднанні з болтами класу міцності 8,8 і 10,9, а також високої енергоємності процесу виготовлення. Також відомо рішення по патенту на корисну модель RU№ 43606, МПК7 F 16 В 27/00 "Гайка колесная из нержавеющих металлов" (опублікований в 2005 р.). Дане рішення належить до обробки металів і може бути використане при виготовленні колісних гайок з нержавіючих сталей мартенсито-феритного класу для автомобілебудування. Гайка, що включає корпус у вигляді зовнішнього багатогранника і отвір з різьбою, має відношення довжини до діаметра гайки в межах 1,4-1,7, а як нержавіючий метал використана легована сталь, що містить значну кількість хрому, нікелю, марганцю і кремнію. Запропонована гайка має підвищену корозійну стійкість, але має високу ціну, обумовлену вартістю сталі, що обмежує її масове застосування. Прототипом пропонованої корисної моделі, як найбільш близької за своєю технічною суттю і досягуваному результату, є гайка шестигранна по ДСТУ ISO 898-2:2004 (Механічні властивості кріпильних виробів. Частина 2. Гайки з установленими значеннями пробних навантажень. Нарізка з великим кроком (ISO 898-2:1992, IDT), виготовлена способом холодного або гарячого об'ємного штампування з вуглецевої сталі з вмістом вуглецю не більше 0,58 % і марганцю не менше 0,25; 0,30 і 0,45 % для гайки класів міцності 8, 9 і 10 відповідно. При цьому готові гайки класів міцності 8 і 9 можуть виготовлятися і поставлятися без термічної обробки, а гайки класу міцності 10 піддаються термічній обробці шляхом гартування з окремого нагріву і відпуску. Недоліком відомої гайки класів міцності 8, 9 і 10, яка виготовляється з вуглецевої сталі є її висока собівартість. При використанні сталей з підвищеним вмістом вуглецю (більше 0,35 %), має місце висока вартість продукції, викликана необхідністю проведення енергоємної технологічної операції - сфероїдизуючого відпалу сировини. Використання низьковуглецевих сталей (вміст вуглецю менше 0,35 %) не дозволяє отримувати гайки підвищеного класу міцності без термічної обробки, що знижує їх споживчі властивості. Подальша термічна обробка цих гайок (гартування з відпуском) з окремого нагріву для формування необхідного класу міцності також є енергоємною технологічною операцією, що значно підвищує собівартість гайок і призводить до погіршення товарного вигляду. Крім того, проведення гартування з відпуском гайок, крім енергетичних витрат, вимагає наявності спеціального обладнання та додаткових витрат коштів, пов'язаних із захистом металу гайок від окислення при нагріванні під гартування (860-950 °C), а також на очищення їх поверхні. Пропонована корисна модель вирішує задачу отримання гайки підвищеного класу міцності та поліпшеного товарного вигляду (підвищення споживчих властивостей і надійності продукції) при низькій собівартості її виробництва за рахунок застосування рядових марок сталі і скорочення витрат на термічну обробку. Поставлена задача вирішується тим, що запропонована гайка, переважно шестигранна класу міцності 8 і більше, виконується способом холодного об'ємного штампування з низьковуглецевої сталі, що містить 0,15-0,35 % вуглецю і 0,5-1,5 % марганцю, інше залізо і неминучі домішки одного або декількох елементів з групи кремній, хром, ванадій, молібден, мідь, нікель, при величині вуглецевого еквівалента не менше 0,30 %, що визначається за формулою: Секв.=С+Si/5+(Μn+Cr+V+Mo)/6+(Сu+Ni)/10, де: С, Si, Μn, Cr, V, Mo, Сu, Ni - масова частка вуглецю, кремнію, марганцю, хрому, ванадію, молібдену, міді і нікелю в %. При цьомусталь, з якої виготовлена гайка, піддана термічному зміцненню в іншому технологічному процесі (при виготовленні круглої заготовки - катанки на металургійній переробці). Крім того, гайка може бути виготовлена, як безпосередньо зі сталі у стані після гарячої прокатки, так і в стані після калібрування чи волочіння. Після виготовлення гайка піддається фінішній операції термічної обробки - деформаційному старінню в інтервалі температур 130-480 °C. Гайка може бути виготовлена з нанесенням захисного покриття на поверхні. Операція нанесення захисного 1 UA 75475 U 5 10 15 20 25 30 35 40 45 50 55 60 покриття (цинкового, оксидного, фосфатного), може бути поєднана з операцією деформаційного старіння та виконуватися в одному технологічному процесі. Технічним результатом пропонованої корисної моделі є отримання гайки підвищеного класу міцності та поліпшеного товарного вигляду, а також зниження собівартості виготовлення гайки за рахунок застосування рядових марок сталі і скорочення витрат на термічну обробку, підвищення споживчих властивостей і надійності продукції. Досягнення зазначеного технічного результату забезпечується набором відмінних ознак, а саме тим, що гайка, переважно шестигранна, класу міцності 8 і більше, виконується способом холодного об'ємного штампування з низьковуглецевої сталі, яка містить 0,15-0,35 % вуглецю і 0,5-1,5 % марганцю, інше залізо і неминучі домішки одного або декількох елементів з групи кремній, хром, ванадій, молібден, мідь, нікель, при величині вуглецевого еквівалента не менше 0,30 %, що визначається за формулою: Секв.=С+Si/5+(Μn+Cr+V+Mo)/6+(Сu+Ni)/10, де: С, Si, Μn, Cr, V, Mo, Сu, Ni - масова частка вуглецю, кремнію, марганцю, хрому, ванадію, молібдену, міді, нікелю в %. Присутність в сталі як неминучих домішок одного або декількох елементів з групи кремній, хром, мідь, нікель, молібден, ванадій, нікель у незначних кількостях, що вносяться до сталі з брухтом під час виплавки, також сприяє підвищенню класу міцності і твердості гайки. Загальний вміст перерахованих елементів в сталі при величині вуглецевого еквівалента не менше 0,30 % (за вказаною формулою) гарантує отримання гайки класу міцності 8. Істотний вплив на показники міцності і твердості надає холодна пластична деформація (деформаційне зміцнення) при об'ємному штампуванні гайки і рівень властивостей вихідної заготовки (катанки), тому результат, що заявляється, досягається в тому випадку, коли сталь попередньо піддається термічному зміцненню в іншому технологічному процесі (при виготовленні катанки на металургійній переробці). При цьому, якщо сталь (катанка), з якої виготовлена гайка, піддана термічному зміцненню в другому технологічному процесі, то забезпечується отримання гайки класу міцності 8 або 9, а в деяких випадках і класу 10. Крім того, гайка може бути виготовлена як безпосередньо зі сталі у стані після гарячої прокатки, так і в стані після калібрування чи волочіння катанки, що також підвищує клас міцності гайки. Остаточний рівень механічних властивостей гайки обумовлений проведенням фінішної термічної обробки - деформаційного старіння (відпуску) в інтервалі температур 130…480 °C, що також підвищує клас міцності гайки. Для додання гайці товарного вигляду і антикорозійних властивостей її поверхня може бути виконана із захисним покриттям. При цьому нанесення захисного покриття може здійснюватися в процесі деформаційного старіння. Тобто операція нанесення покриття (цинкового, оксидного, фосфатного), виконується в процесі деформаційного старіння. Оксидоване покриття синьо-чорного кольору виконується в процесі деформаційного старіння в інтервалі температур 130-200 °C. Фосфатне покриття світло-сірочорного кольору виконується в процесі деформаційного старіння в інтервалі температур 200380 °C. Цинкове покриття матово-сірого кольору (термодифузійне оцинкування) виконується в процесі деформаційного старіння в інтервалі температур 290-450 °C. Цинкове покриття світлоблискучого кольору (гаряче оцинкування) виконується в процесі деформаційного старіння в інтервалі температур 450-480 °C. Всі відмітні ознаки корисної моделі взаємопов'язані і сприяють забезпеченню вимог нормативної документації за властивостями гайки (клас міцності, твердість) і досягненню поставленої задачі. Так, якщо гайка виготовлена зі сталі з вмістом вуглецю менше 0,15 % і марганцю менше 0,5 %, то не вдається забезпечити її міцність на рівні класу 8 із-за недостатньої кількості перлітної складової в структурі металу. Для виготовлення гайки із сталі з вмістом вуглецю понад 0,35 % і марганцю понад 1,5 %, перед холодним об'ємним штампуванням сировину необхідно буде піддавати сфероїдизуючому відпалу для перетворення підвищеної кількості перліту в глобулярну форму і подальшому травленню, що призводить до збільшення собівартості та енерговитрат. Виготовлення гайки із сталі, попередньо підданої термічному зміцненню в іншому технологічному процесі, сприяє формуванню властивостей міцності класу 8 і виключає необхідність її гартування і відпуску з окремого нагріву. У свою чергу виключення високотемпературних нагрівань і різких охолоджень (гартування) готових гайок усуває псування їх поверхні і забезпечує отримання необхідного класу точності різьби. Виготовлення гайки з використанням фінішної термічної обробки - деформаційного старіння в інтервалі температур 130-480 °C сприяє приросту твердості і формуванню необхідних властивостей. Проведення деформаційного старіння при температурі менше 130 °C не забезпечує бажаного приросту міцності, а при температурі понад 480 °C викликає різке зниження міцності різьби гайки, що призводить до невиконання заявлених параметрів щодо вимоги стандарту на продукцію. 2 UA 75475 U 5 10 15 20 25 30 Виконання захисного покриття підвищує споживчі властивості гайки, а поєднання технологічної операції нанесення покриття з операцією деформаційного старіння сприяє зниженню енерговитрат за рахунок виключення проведення кожної операції окремо. Температурні режими нанесення покриттів (оксидування, фосфатування, термодифузійне та гаряче оцинкування), обумовлюються параметрами, властивими кожному способу і лежать в інтервалі температур 130-480 °C. Порівняльний аналіз пропонованого винаходу з прототипом дозволяє зробити висновок, що гайка, яка заявляється, відрізняється від відомої тим, що отримання високих значень міцності досягається шляхом використання сталі певного складу, яка піддана термічному зміцненню в іншому технологічному циклі, що виключає необхідність нагрівати гайку під загартування, а також проводити цю технологічну операцію. Додатковий приріст міцності забезпечується проведенням фінішної технологічної операції - деформаційного старіння, яка аналогічна операції відпуску гайки, застосовуваного в прототипі. Поєднання операцій деформаційного старіння і нанесення захисних покриттів сприяє додатковому зниженню собівартості гайки та економії енергоресурсів. Приклад. В умовах металургійного виробництва виготовили катанку діаметром 14,5 мм із сталі марки 15, 20, 20Г2 і 35, яку піддали термічному зміцненню з температури кінця прокатки, змотуванню в моток і подальшому охолодженню на повітрі. В умовах метизного виробництва катанку переробляли на гайку розміром Μ12 × 1,75 мм. Перед переробкою катанку піддавали травленню (видалення окалини може проводитися і механічним способом) і фосфатуванню. При перетягуванні катанки на волочильному стані АЗТМ 1/750 на заготовку розміром, необхідним для виготовлення гайки, використовували одноразове калібрування на діаметр 14,0 мм (ступінь деформації 6,8 %). Виготовлення шестигранної гайки М12 по ГОСТ 5915 проводили на холодно висадочному автоматі АВ1821. Після виготовлення гайки піддавали деформаційному старінню (відпуску) в інтервалі температур 130…480 °C і механічним випробуванням. Випробування гайок пробним навантаженням проводили згідно з п. 8.1 ДСТУ ISO 898-2:2004 шляхом осьового розтягнення за допомогою випробувальної машини FP-100/1. Окремо визначали навантаження, при якому відбувається зрив різьби гайки (випробування до руйнування гайки). Визначення твердості за Віккерсом (ГОСТ 2999) при навантаженні 30HV здійснювали згідно п. 8.2 ДСТУ ISO 898-2:2004. Марка, склад сталі, технологічні режими і властивості гайок наведені в таблиці. Таблиця № Марка %, п/п сталі С *) 1 2 3 4 5 6 7 8 9 40Х 15 15 20 20Г2 20Г2 20Г2 20Г2 35 0,39 0,14 0,15 0,18 0,21 0,21 0,20 0,20 0,35 %, Кількість C , Μn екв. % нагрівів 0,76 0,48 0,50 0,58 1,39 1,39 1,50 1,50 0,68 0,68 0,28 0,30 0,30 0,45 0,45 0,53 0,53 0,48 3 1 1 1 1 1 1 1 1 Температура Навантаження Можливе старіння Твердість, Клас зриву різьби, захисне (відпуску), 30HV міцності КН покриття °C 430 89,5 326 10 300 73,2 235 фосфатн. 6 300 74,8 242 фосфатн. 8 300 75,5 245 фосфатн. 8 150 88,8 306 оксидн. 10 300 90,5 320 фосфатн. 10 390 89,2 312 цинкове 10 460 78,1 272 цинкове 8 390 81,0 288 цинкове 9 *) - За прототипом - відпал катанки і термічне зміцнення (гартування + відпуск) гайки, тобто три технологічні операції, пов'язані з нагрівом 35 40 Отримані результати свідчать про те, що пропонована гайка, виконана з низьковуглецевих сталей, характеризується підвищеними споживчими властивостями (клас міцності 8, 9 і 10), а також має більш низьку собівартість за рахунок застосування рядових марок сталі і скорочення витрат на термічну обробку (виключені операції відпалу заготовки та нагріву гайки під загартування). При цьому нанесення захисного покриття може здійснюватися в процесі виконання деформаційного старіння. З наведеного випливає, що пропонована гайка з низьковуглецевих сталей працездатна і усуває недоліки, що мають місце в прототипі. Скорочення кількості дорогих операцій на її 3 UA 75475 U 5 виготовлення (числа нагрівів при проведенні термічних обробок) дозволяє значно зменшити енергоємність виготовлення і організувати виробництво кріпильної продукції підвищеної міцності з рядових низьковуглецевих сталей, що істотно підвищує рентабельність і зменшує собівартість продукції. Гайки класів міцності 8, 9 і 10 по ДСТУ ISO 898-2:2004 або по ГОСТ Ρ 52628-2006 можуть широко застосовуватися в машинобудуванні, автомобілебудуванні та інших галузях. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Гайка, переважно шестигранна, класу міцності 8 і більше, з низьковуглецевої сталі, яка відрізняється тим, що виготовлена способом холодного об'ємного штампування зі сталі, що містить 0,15-0,35 % вуглецю і 0,5-1,5 % марганцю, інше залізо і неминучі домішки одного або декількох елементів з групи кремній, хром, ванадій, молібден, мідь, нікель, при величині вуглецевого еквівалента (Секв) не менше 0,30 %, що визначається за формулою: Секв.=С+Si/5+(Μn+Cr+V+Mo)/6+(Cu+Ni)/10, де: С, Si, Μn, Cr, V, Mo, Cu, Ni - масова частка вуглецю, кремнію, марганцю, хрому, ванадію, молібдену, міді і нікелю в %. 2. Гайка за п. 1, яка відрізняється тим, що виготовлена із сталі, підданої термічному зміцненню в іншому технологічному процесі. 3. Гайка за п. 1, яка відрізняється тим, що виготовлена з використанням фінішної термічної обробки - деформаційного старіння в інтервалі температур 130-480 °С. 4. Гайка за п. 1, яка відрізняється тим, що виготовлена з нанесенням захисного покриття поверхні. 5. Гайка за п. 4, яка відрізняється тим, що виготовлена з нанесенням захисного покриття в процесі деформаційного старіння. 25 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюNut
Автори англійськоюIvchenko Oleksandr Vasyliovych, Semenov Oleksandr Anatoliiovych
Назва патенту російськоюГайка
Автори російськоюИвченко Александр Васильевич, Семенов Александр Анатолиевич
МПК / Мітки
МПК: F16B 37/00, C22C 38/00
Мітки: гайка
Код посилання
<a href="https://ua.patents.su/6-75475-gajjka.html" target="_blank" rel="follow" title="База патентів України">Гайка</a>
Стопорна гайка

Номер патенту: 58242
Опубліковано: 15.07.2003
Автор: Дегтяр Володимир Федорович
МПК: F16B 37/00
Формула / Реферат:
Стопорна гайка, яка містить корпус із внутрішньою різзю та місцями під ключ, яка відрізняється тим, що корпус гайки має з боку отвір під шплінт.
Гайка
Номер патенту: 49368
Опубліковано: 26.04.2010
Автори: Піпа Борис Федорович, Чабан Віталій Васильович, Марченко Анатолій Іванович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, переважно шестигранної форми, що містить циліндричний отвір з різьбою всередині та опорну поверхню, розташовану перпендикулярно осі циліндричного отвору, яка відрізняється тим, що опорна поверхня виконана рифленою.
Гайка
Номер патенту: 28582
Опубліковано: 10.12.2007
Автор: Мікульонок Ігор Олегович
МПК: F16B 37/00
Мітки: гайка
Формула / Реферат:
1. Гайка, що містить корпус з багатогранною зовнішньою поверхнею та внутрішнім шаром з різзю, глибина якої менша від товщини зазначеного внутрішнього шару, при цьому внутрішній шар виконано з матеріалу, температура плавлення якого менша від температури плавлення матеріалу корпусу, яка відрізняється тим, що поверхня контакту корпусу гайки з внутрішнім шаром має форму, відмінну від поверхні обертання.2. Гайка за п. 1, яка відрізняється...
Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності
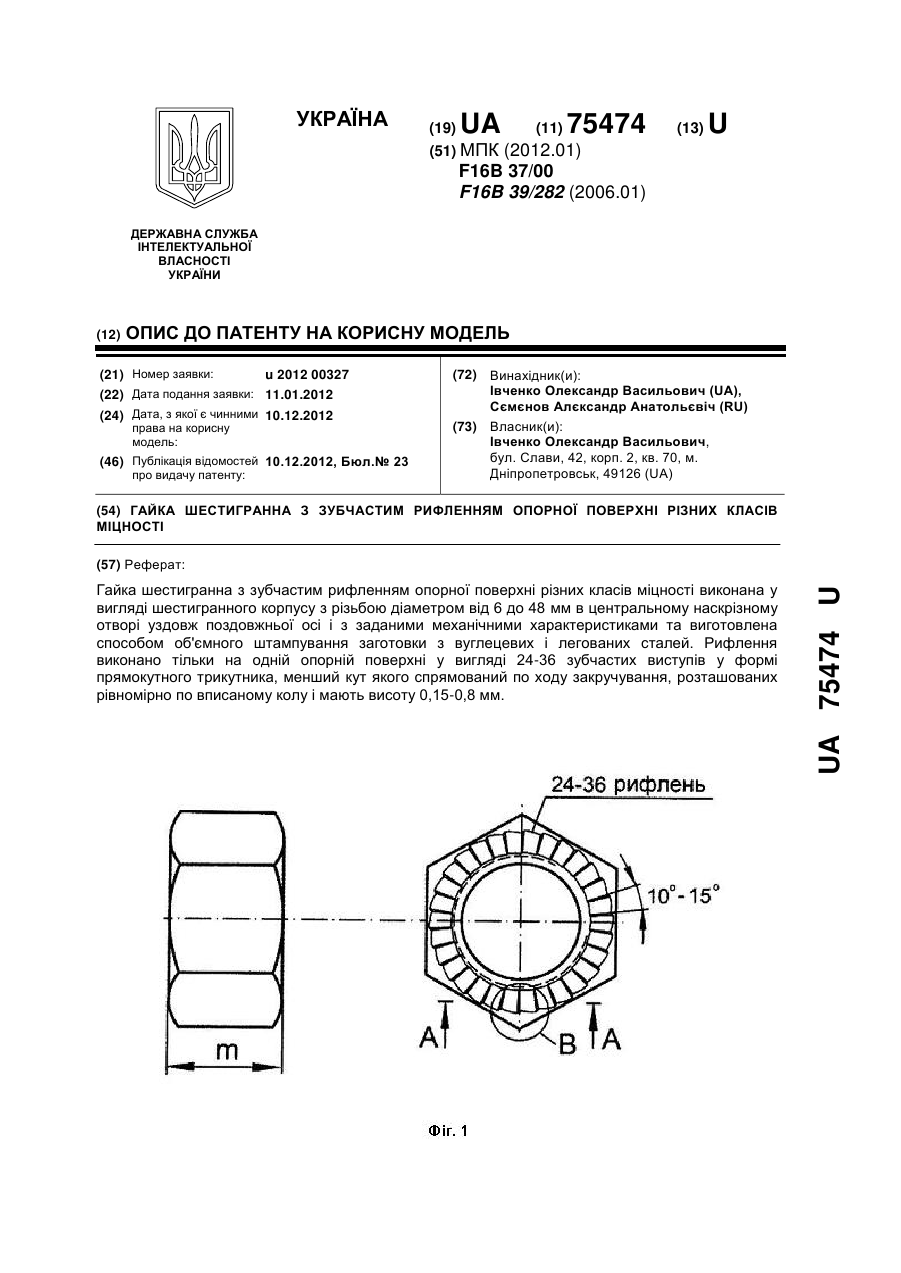
Номер патенту: 75474
Опубліковано: 10.12.2012
Автори: Івченко Олександр Васильович, Сємєнов Алєксандр Анатольєвіч
МПК: F16B 39/282, F16B 37/00
Мітки: опорної, різних, поверхні, гайка, зубчастим, шестигранна, рифленням, класів, міцності
Формула / Реферат:
1. Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності, яка виконана у вигляді шестигранного корпусу з різьбою діаметром від 6 до 48 мм в центральному наскрізному отворі уздовж поздовжньої осі і з заданими механічними характеристиками та виготовлена способом об'ємного штампування заготовки з вуглецевих і легованих сталей, яка відрізняється тим, що рифлення виконано тільки на одній опорній поверхні у вигляді 24-36...
Гайка
Номер патенту: 31377
Опубліковано: 10.04.2008
Автори: Чабан Віталій Васильович, Павленко Георгій Іванович, Марченко Анатолій Іванович, Піпа Борис Федорович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, виконана у вигляді суцільної, переважно шестигранної форми, деталі з циліндричним отвором з різьбою посередині, що містить опорну поверхню, розташовану перпендикулярно осі циліндричного отвору, яка відрізняється тим, що опорна поверхня має фрикційний шар переважно композиційних алмазовмісних матеріалів.
Попередній патент: Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності
Наступний патент: Спосіб лікування навколосуглобних уражень довгих кісток
Випадковий патент: Газогенератор низхідного потоку для твердої біомаси з підвищеною вологістю